

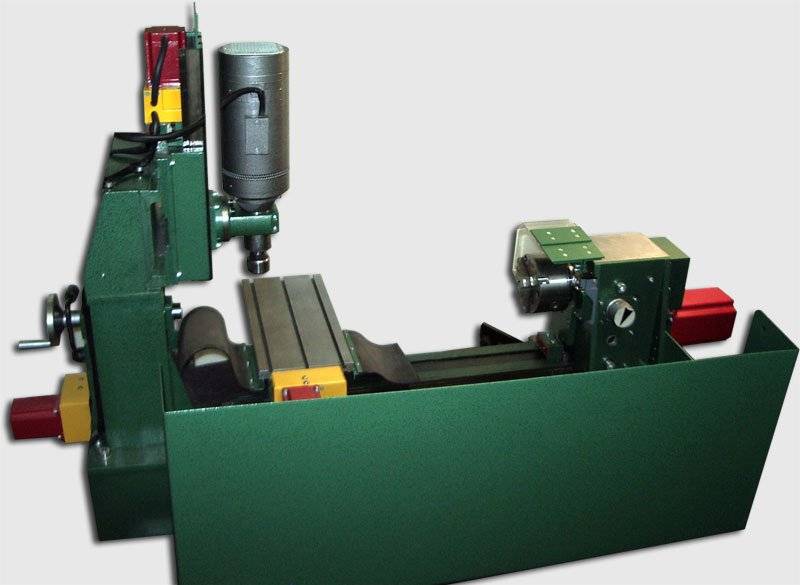
Обрабатывающий центр 1728С
Это часто встречающийся аппарат, который способен выполнять несколько разных функций:
- работа сверлом непосредственно прямо и под необходимым углом;
- фрезеровка контурная и стандартным методом;
- заточка и расточка.
Обработка необходимой детали происходит в патроне или в его центре. Точность при обработке обеспечивается за счет особенностей механизмов:
- Главные узлы отличаются прочностью и устойчивостью к вибрациям.
- Подшипники в этом устройстве имеют высокую точность.
- Специфические термосимметричные элементы помогают предотвратить деформацию, вызванную колебанием температур.
- Система числового управления отличается надежностью и налажена по последнему слову техники.
Данная конструкция помогает обработать различные детали диаметром до 40 см и длиной до трех метров.

Выбор верстака для гаража
 Гараж — это место, где можно сделать хорошую мастерскую. Тогда токарный станок по металлу для гаража один из главных механизмов для масштабных работ. Это устройство предназначено для обработки больших металлических или деревянных материалов. Конечно, механизм намного мощнее, чем настольные приборы, поэтому работа на этом оборудовании будет выполнена быстрее, чем на каком-нибудь другом устройстве.
Гараж — это место, где можно сделать хорошую мастерскую. Тогда токарный станок по металлу для гаража один из главных механизмов для масштабных работ. Это устройство предназначено для обработки больших металлических или деревянных материалов. Конечно, механизм намного мощнее, чем настольные приборы, поэтому работа на этом оборудовании будет выполнена быстрее, чем на каком-нибудь другом устройстве.
Многие задаются вопросом, какой токарный станок выбрать для гаража, чтобы он выполнял почти все виды работ без определённых сбоёв
В первую очередь нужно уделить внимание массе токарного станка. В этом случаие не нужно, чтобы машина была лёгкой, так как она должна быть неподвижной и устойчивой
Конечно, тяжёлые станки сложно установить, но это единственное неудобство, которое встретится с данным агрегатом.
Самым важным этапом является подключение оборудования. Оно может быть как однофазным, так и трехфазным. Эта характеристика должна входить в описание токарного станка. Через определённые переходники или двигатели можно подключить трехфазный станок к питанию 220 В.
Немаловажная и мощность мотора. Чем сильнее двигатель, тем больше устройство делает оборотов
Такие характеристики общие, но также стоит обратить внимание и на специальные. Нужно подумать о длине и ширине предоставленной заготовки
А также о специальном переходе, который делится на два такие типа:
- Плавный.
- Ступенчатый.
 При плавном переходе не нужно фиксировать насадку на определённом расстоянии и осуществлять смену при ещё одном фиксировании. Переход в этом этапе идёт плавно и зависит от силы натиска на деталь.
При плавном переходе не нужно фиксировать насадку на определённом расстоянии и осуществлять смену при ещё одном фиксировании. Переход в этом этапе идёт плавно и зависит от силы натиска на деталь.
Максимальное число оборотов также одно из важных факторов при выборе прибора. А возможность включения заднего хода в устройстве, даёт возможность качественно обработать разный материал.
Таким образом, выбор оборудования для гаража не составит большого труда. Мастерская, в которой установлен хороший агрегат, будет работать продуктивнее и надёжно. Естественно, чем больше места в гараже, тем мощнее можно установить токарный механизм. Чем мощнее устройство, тем качественнее и быстрее выполняется работа на верстаке. Такое устройство сэкономит много времени мастерам своего дела.
Классификация
Конструкция токарно-фрезерного оборудования изменяется зависимо от разных параметров. Например, существуют станки настраиваемые вручную и механизмы с ЧПУ. Мастера металлургии классифицируют эти машины и по ряду других параметров.
Размеры
Оборудование разделяется по габаритам. От размеров зависит то, какие заготовки можно обрабатывать с помощью станка. Существуют такие виды станков:
- Большие — масса более 10 тонн.
- Средние — масса 1–10 тонн.
- Маленькие — масса до 1 тонны.
Существуют промышленные и настольные модели. К настольным станкам относятся конструкции весом до 400 кг. С их помощью обрабатываются заготовки длиной 1200 мм. Такие модели предназначены для работы с металлами, деревом. Подключаются к общей сети 220V.
Тип и привод фрезерной головки
Токарно-фрезерные станки классифицируются по конструкции фрезерного шпинделя:
- модели с противошпинделем;
- простые механизмы;
- с приводным центром;
- конструкции со шпинделем, комплектуемым С-осью.
Отдельный привод приводит в движение рабочий инструмент. Эффективность оборудования зависит от системы управления. Ручные модели предназначены для разовых работ. Аппараты с ЧПУ применяются при серийном производстве.
Токарно фрезерное оборудование с ЧПУ
По назначению и сложности
Оборудование делится по назначению:
- для обработки металла;
- для работы с деревянными заготовками.
Чтобы работать с твердыми сплавами, легирующими или высокоуглеродистыми сталями, применяют мощное оборудование. Оснастка должна быть изготовлена из прочных материалов.
Зависимо от сложности оборудования выделяют две группы станков:
- Специализированные — станки, которые предназначены для выполнения определённых операций. Не перенастраиваются.
- Многофункциональные — оборудование, которое устанавливается на больших предприятиях. С его помощью проводят разные технологические операции.
Станки с ЧПУ относятся к группе многофункциональных. Для их настройки и эксплуатации нужны определённые знания. Оператор следит за целостностью оснастки, чтобы предотвратить порчу оборудования, заготовок.
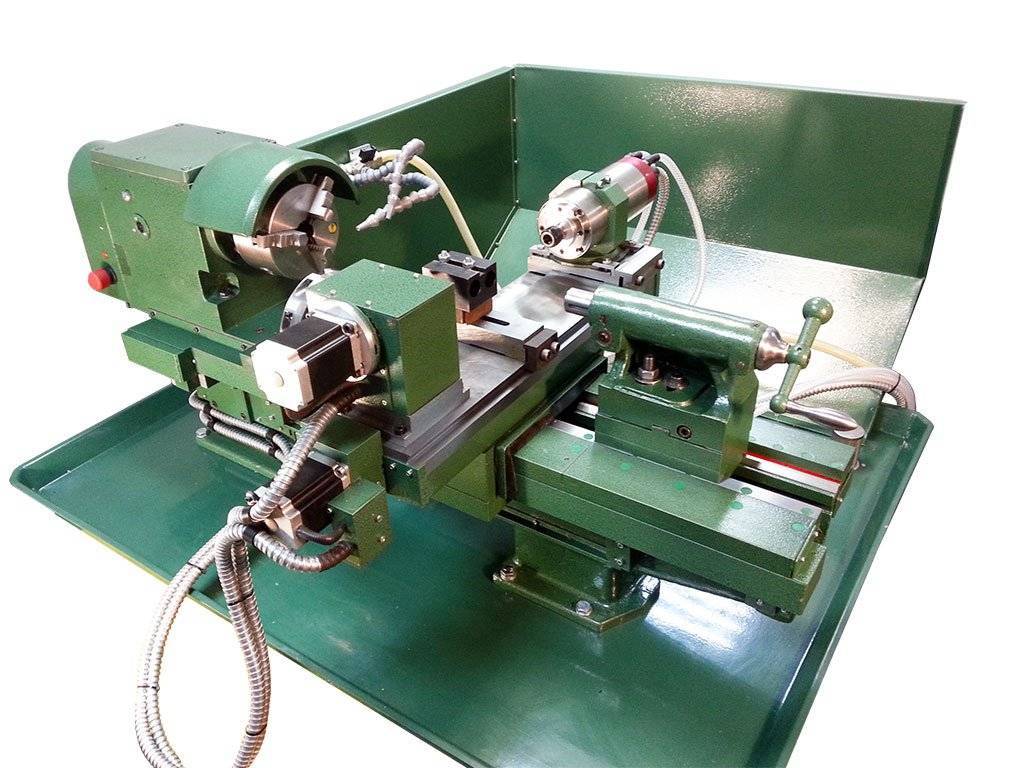
Универсальные
Универсальные модели отличаются от других наличием С-шпинделя. Конструкция рабочей головки имеет направляющие, по которым она передвигается в разных направлениях. Универсальные установки позволяют проводить такие технологические операции:
- торцевание деталей;
- зенкерование отверстий;
- расточка отверстий;
- сверление отверстий;
- шлифование металлических, деревянных поверхностей;
- нарезание резьбы;
- выборку пазов;
- долбежку углублений;
- обработку зубьев.
Благодаря этому изготавливаются детали сложной формы. Модели с ЧПУ выполняют любые операции с высокой точностью. При работе станков подвижные элементы перемещаются с помощью заданной программы. Современные модели оборудуются датчиками сохранения заданных габаритов, расхода мощности, перегревания.
Универсальный токарно-фрезерный станок
Как работает приводной инструмент
Приводной инструмент позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром. Приводной инструмент всегда работает с осью С.
Механизм приводного инструмента состоит из следующих компонент:
- Револьверная голова с установленным внутри приводным электродвигателем, который через соединительную муфту передает вращение приводному блоку;
- Приводные блоки с инструментом (сверла, метчики, фрезы), которые устанавливаются в инструментальный диск револьверной головы. Приводной блок имеет специализированный хвостовик, играющий роль соединительной муфты для передачи крутящего момента от электродвигателя инструменту.
Технологические операции, которые осуществляет приводной инструмент:
- Фрезерование плоскостей, лысок, пазов, обнижений и пр.
- Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением
- Обработка поверхностей и отверстий под углом к оси детали
- Нарезание резьбы методом фрезерования.
На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом.
Это системы VDI и BMT. Система BMT (Built-in Motor Turret – с встроенным в револьвер приводом инструмента) имеет преимущество в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами.
Кроме того, система BMT предоставляет возможность расширения количества инструмента за счет промежуточных положений револьверной головы (до 24).
Примерные характеристики приводного инструмента:
- скорость вращения 4000..6000 об/мин
- Мощность 4 кВт
- Максимальный крутящий момент 40 Нм
- Время смены позиции инструмента 0,15 с
Револьверная головка BMT
Управление приводным инструментом
Команды включения
- M133 – включает вращение шпинделя в прямом направлении
- M134 – включает вращение шпинделя в обратном направлении
- M135 – останавливает шпиндель приводного инструмента.
Скорость вращения шпинделя управляется адресным кодом P. Например, P1200 задает скорость вращения шпинделя 1200 об/мин.





- M138 – изменение скорости вращения шпинделя вкл
- M139 – изменение скорости вращения шпинделя выкл
Изменение скорости вращения шпинделя (SSV) позволяет вам задать диапазон, в котором скорость вращения шпинделя непрерывно изменяется. Это полезно для подавления вибрации инструмента, которая может привести к нежелательному ухудшению качества обработки детали и/или повреждению режущего инструмента.
Система управления изменяет скорость вращения шпинделя в соответствии с настройками 165 и 166. Например, для изменения скорости вращения шпинделя +/-100 об/мин от ее текущей скорости по команде с рабочим циклом 1 секунда, установите настройку 165 на 100, а настройку 166 – на 1.
Это изменение зависит от материала, оснастки и характеристик в вашем конкретном случае, но 100 об/мин в течение 1 секунды – хорошее начало.
Вы можете отменить значения настроек 165 и 166 с помощью адресных кодов Р и Е при их использовании вместе с M138. Где P – изменение SSV (об/мин), Е – цикл SSV (сек). См. пример ниже:
- M138 P500 E1.5 (Turn SSV On, vary the speed by 500 RPM, cycle every 1.5 seconds);
- M138 P500(Turn SSV on, vary the speed by 500, cycle based on setting 166);
- M138 E1.5 (Turn SSV on, vary the speed by setting 165, cycle every 1.5 seconds);
M138 не зависит от команд шпинделя; после выполнения этой команды она остается активной даже при неработающем шпинделе. Помимо этого, M138 остается активной до ее отмены с помощью M139 или при M30, а также с помощью команды Сброс или Аварийный останов.
Токарно-фрезерные станки в названии могут иметь букву «M» (Milling). Это означает, что такой станок имеет функцию приводного инструмента.
Разновидности
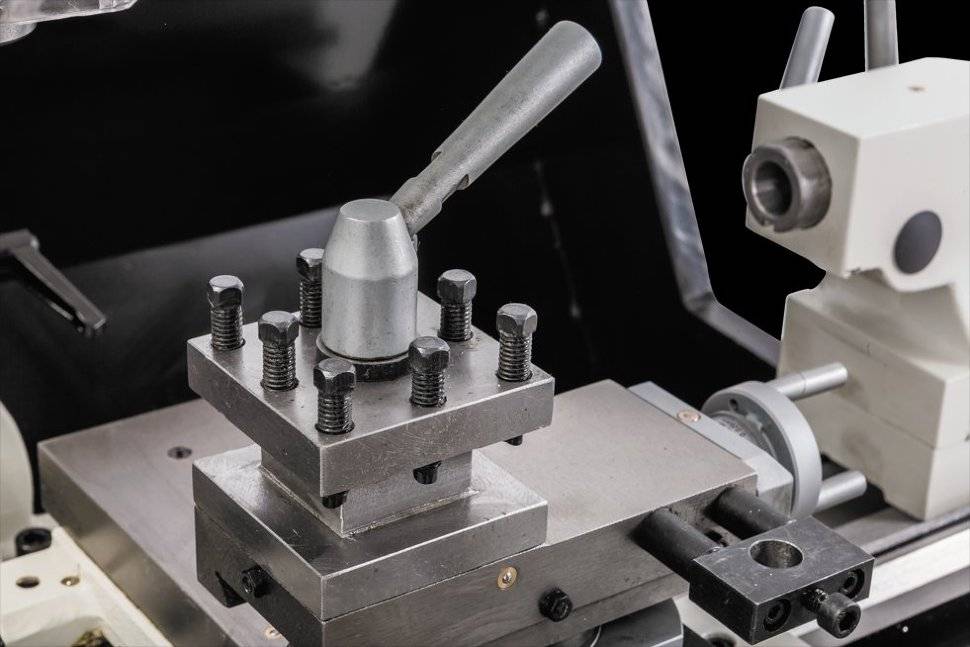
В конструкции самого простого станка присутствуют станина – основание станка, шпиндель – вал с патроном для закрепления заготовки, нарезочный винт, суппорт – крепление для резца, задняя бабка – крепежный элемент, удерживающий заготовку.
Простая конструкция
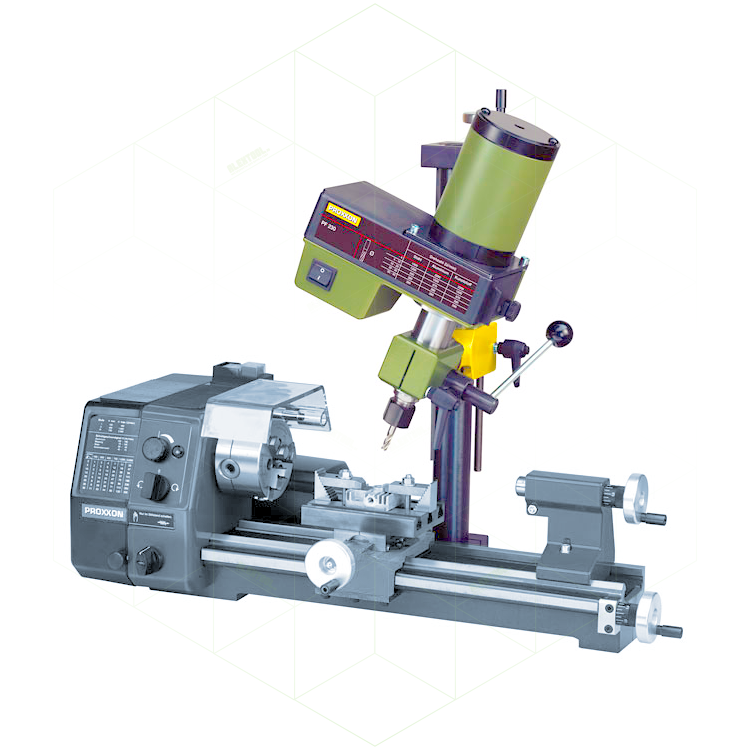
Разновидности токарно-фрезерного оборудования, которых выпускается огромное количество, позволяют использовать его на любых производствах. Так, для небольших автомастерских и цехов по ремонту бытовой техники вполне подойдет настольный или верстачный токарно-фрезерный станок по металлу до 1т весом. Такой станок может выполнять самые распространенные операции: продольное и поперечное точение, нарезку резьбы и сверление, обработку шлицев, пазов, расточку, фрезерование, шлифовку.
Справка. Еще проще станок с ручным приводом — сверлить, фрезеровать и обтачивать детали для домашних нужд ему вполне по силам. А если такой станок оснащен копиром, то на нем можно вытачивать ножки для мебели, балясины, каннелюры.
С противошпинделем
Когда вместо задней бабки в станке стали использовать противошпиндель, его функциональность и надежность значительно возросли. Без участия оператора противошпиндель позволяет удерживать и одновременно обрабатывать заготовку. Дополнительно установленные сменщики рабочих приспособлений увеличивают в разы производительность станка и позволяют использовать его для серийного выпуска изделий.
С приводным центром
Чтобы увеличить подвижность головки станка при фрезеровании и сверлении отверстий, конструкторы заменили обычные револьверы на головки со встраиваемым подвижным инструментом. Посадочное отверстие в них устроено под конусы типа Capto, ISO, BT, HSK, подходящие для токарных резцов, за счет чего стали возможны различные операции: сверление металла, зенкерование, обработка фасок, выполнение резьбы и др.
С, установленной С-осью
В станках с С-осью есть сменщик рабочих приспособлений, а сверла и фрезы снабжены собственным приводом. Также предусмотрен контроль скорости вращения заготовки в момент ее обработки и индексация углового положения (с точностью до 0,001°). Такие центры позволяют выполнять сложнейшие операции, недоступные для других конструкций станков:
- расточка червячных передач;
- фрезерование шестеренок и коленвалов.
За перемещение по осям в обрабатывающих центрах отвечает сервопривод и ЧПУ.
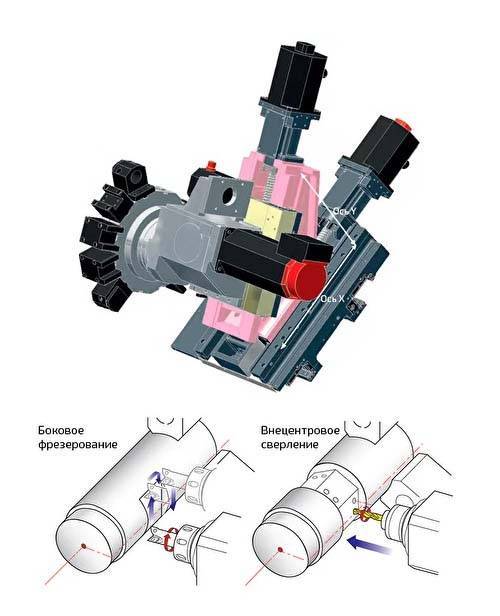
Как работает ось Y
Ось Y – это дополнительная ось на токарных станках. Установка оси Y позволяет расширить возможности токарного станка с ЧПУ. Ось Y добавляет функцию обработки заготовки, вне оси вращения заготовки или вне перпендикуляра к оси вращения заготовки. Другими словами, наличие оси Y позволяет осуществлять линейную фрезеровку и внеосевое сверление.
Привод оси Y приподнимает револьверную голову над осью шпинделя. Ось Y перемещает инструменты перпендикулярно осевой линии шпинделя. Это перемещение достигается сложным движением шариковых винтов осей Х и Y. Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с направляющими скольжения. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Типовое применение оси Y — изготовление контровочных отверстий на гайках.
Ось Y
Управление осью Y
Осью Y можно управлять командами и поведение ее аналогично стандартным осям X и Z. Для включения оси Y нет специальной команды.
После смены инструмента токарный станок автоматически выполняет возврат оси Y к осевой линии шпинделя. Прежде чем подавать команду на вращение, убедитесь, что револьверная головка расположена правильно.
Стандартные коды G и M доступны при программировании с использованием оси Y.
При выполнении операций приводного инструмента коррекция на инструмент типа фрезы может применяться как в плоскости G17, так и G19. Необходимо выполнять правила коррекции на режущий инструмент во избежание непредсказуемого перемещения при применении и отмене коррекции. Значение радиуса используемого инструмента необходимо ввести в столбец RADIUS на странице геометрии соответствующего инструмента. Вершина инструмента принимается за «0», и значение вводить не нужно.
Следующие стандартные циклы можно использовать с осью Y.
Только осевые циклы:
- Сверление: G74, G81, G82, G83,
- Растачивание: G85, G89,
- Нарезание резьбы: G95, G186,
Только радиальные циклы:
- Сверление: G75 (цикл проточки канавок или пазов), G241, G242, G243,
- Растачивание: G245, G246, G247, G248
- Нарезание резьбы: G195, G196
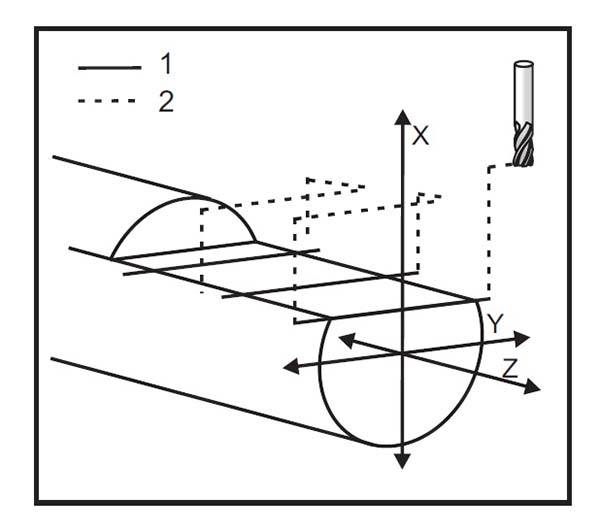
Пример программы фрезерования с осью Y
- (1) Подача;
- (2) Ускоренное перемещение;
Пример программы фрезерования с осью Y
- o51121 (CARTESIAN INTERPOLATION EX 1) ;
- o50004 (Y AXIS MILLING) ;
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is an end mill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G19 (Call YZ plane) ;
- G98 (Feed per min) ;
- M154 (Engage C-Axis) ;
- G00 G54 X4. C90. Y0. Z0.1 ;
- (Rapid to clear position) ;
- M14 (Spindle brake on) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- (BEGIN CUTTING BLOCKS) ;
- G00 X3.25 Y-1.75 Z0. (Rapid move) ;
- G00 X2.25 (Rapid approach) ;
- G01 Y1.75 F22. (Linear feed) ;
- G00 X3.25 (Rapid retract) ;
- G00 Y-1.75 Z-0.375 (Rapid move) ;
- G00 X2.25 (Rapid approach) ;
- G01 Y1.75 F22. (Linear feed) ;
- G00 X3.25 (Rapid retract) ;
- G00 Y-1.75 Z-0.75 (Rapid move) ;
- G00 X2.25 (Rapid approach) ;
- G01 Y1.75 F22. (Linear feed) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 X3.25 M09 (Rapid retract, Coolant off) ;
- M15 (Spindle brake off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 Y0 (X & Y Home) ;
- G53 Z0 (Z Home) ;
- M30 (End program) ;
Токарно-фрезерные станки в названии могут иметь букву «Y». Это означает, что такой станок оборудован осью Y, что автоматически означает, что на этом станке установлен и приводной инструмент («M»).
Общие сведения о конструкции
Несмотря на кажущуюся сложность, токарные станки с ЧПУ имеют компоновку, во многом схожую с классическими моделями. В качестве дополнительных элементов могут устанавливаться сервоприводы или шаговые электродвигатели для точной настройки положения каретки.
Для определения фактической функциональности оборудования следует детально изучить его конструкцию. Ее свойства напрямую скажутся на возможности выполнения той или иной операции. Также они определят требуемые характеристики заготовки — ее размер и вес. Дополнительно следует учитывать материал изготовления детали.
Основные конструктивные компоненты специализированного станка с блоком ЧПУ:
- станина (основание). Она является несущей конструкцией всех элементов оборудования. Помимо этого, станина уменьшает величину колебаний, возникающих в процессе работы электродвигателя;
- шпиндельная бабка. Предназначена для установки токарных патронов различного назначения. На шпиндельную бабку передается крутящий момент от силовой установки. Изменение параметров вращения происходит с помощью коробки скоростей;
- суппорт. Он необходим для смещения резца относительно вращающейся заготовки. Конструктивно состоит из двух кареток — верхней и нижней. На верхней установлен резцедержатель, а нижняя предназначена для смещения конструкции по направляющим станины;
- система подачи. С ее помощью происходит смещение суппорта по одной или двум плоскостям. Движение передается на валик или ходовой винт.
Для выполнения широкого спектра операций с крупногабаритными заготовками применяются дополнительные устройства — тумбы. С их помощью вес детали равномерно распределяется между передней и задней бабками.
Обрабатывающие центры под брендом «TRENS»
Европейский бренд «TRENS» выпускает линию станков с наклонной станиной. Их уникальная конструкция обеспечивает высокую точность обработки за счет особой прочности инструментария. Станки ориентированы на крупное и среднее серийное производство и выпуск сложных профилей и деталей. Востребованы следующие модели станков TRENS:
- «SBL 500 A» ориентирован на детали до 1050 килограмм весом. Агрегат снабжен надежным приводом (Fagor, Siemens), фрезерование и расточку обеспечивает система ЧПУ с противошпинделем. Бабка имеет гидропривод и гидравлическую фиксацию заготовки. Предусмотрены специальные операции, например внеосевое сверление.
- «SBL 300» с С-осью выполняет стандартные операции фрезерования, в т. ч. доводку фланцев, валов и других сложных деталей, подходит для резьбовой нарезки. Особо жесткий шпиндель рассчитан на длительное высокоскоростное вращение и высокую производительность станка. С-ось имеет дисковую систему фиксации, что позволяет мгновенно переключать рабочие режимы.
- «SBL 700» самый сложный и технологичный, способен обрабатывать тяжелые (до 2500 кг) криволинейные, ступенчатые и прямолинейным профили. Контроль работы осуществляется от ЧПУ производства Siemens с 3D-программированием (возможно подключение к ПК через интернет).

Как работает программируемая ось C
Ось С – в токарных станках с ЧПУ – это программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр – минимальный угол поворота шпинделя (обычно минимальный управляемый угол поворота 0,001°).
Ось C обеспечивает прецизионное двунаправленное перемещение шпинделя, которое полностью интерполируется с перемещением оси X и/или Z. Можно задать командой скорость вращения шпинделя от 0,01 до 60 об/мин.
Станки с осью С, соответственно, должны иметь 3-х координатную систему ЧПУ с возможность линейной и круговой интерполяции.
Привод оси С может осуществляться двигателем шпинделя или отдельным серводвигателем. На корпусе шпинделя крепится датчик углового положения.
Работа оси C зависит от массы, диаметра и длины обрабатываемой детали и/или зажимной оснастки (патрона).
В станках с осью С шпиндель работает в 2-х режимах:
- Режим главного движения (точение) – шпиндель приводится в движение главным приводом и вращается с заданной скоростью в соответствии с режимом точения. Скорость вращения задается УЧПУ.
- Режим ось C – шпиндель по команде УЧПУ поворачивается на заданный угол и фиксируется (осуществляется индексация оси C).
Управление осью С
Основные команды управления шпинделем и осью С:
- M03 подает команду шпинделю на вращение в прямом направлении
- M04 подает команду шпинделю на вращение в обратном направлении
- M05 подает команду шпинделю на остановку
- M154 включает ось C
- M155 выключает ось C
Токарный станок автоматически выключает тормоз шпинделя, если подана команда о движении оси C, а после снова включает его, если коды M по-прежнему активны.
Возможно относительное перемещение оси C с помощью адресного кода H, как показано в примере:
- G0 C90. (C-Axis moves to 90. deg.) ;
- H-10. (C-Axis moves to 80. deg. from the previous 90 deg position) ;
Типовая программа управления осью С
Команды в декартовых координатах преобразуются в движения линейной оси (движения револьверной головки) и движения шпинделя (вращение детали).
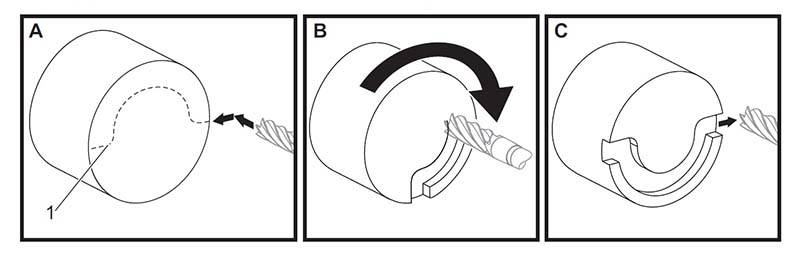
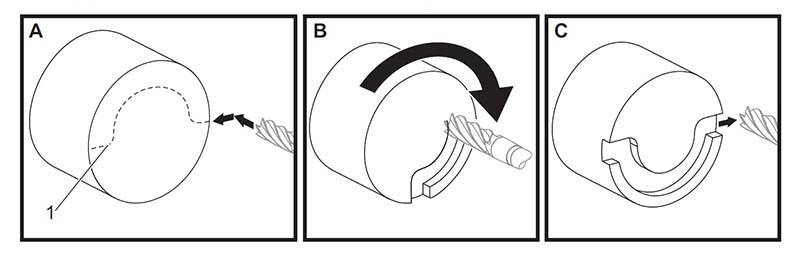
Интерполяция в декартовы координаты, пример 1.
- (1) Намеченная траектория резания;
- (A) Подача концевой фрезы 1″ в обрабатываемую деталь с одной стороны;
- (B) Ось C поворачивается на 180 градусов для выполнения контура дуги;
- (C) Подача концевой фрезы 1″ из обрабатываемой детали.
Пример декартовой интерполяции
- o51121 (CARTESIAN INTERPOLATION EX 1) ;
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is an end mill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G98 (Feed per min) ;
- M154 (Engage C Axis) ;
- G00 G54 X2. C90 Z0.1 (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- (BEGIN CUTTING BLOCKS) ;
- G01 Z-0.1 F6.0 (Feed to Z depth) ;
- X1.0 (Feed to Position 2) ;
- C180. F10.0 (Rotate to cut arc) ;
- X2.0 (Feed back to Position 1 ) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.5 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 Y0 (X & Y home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
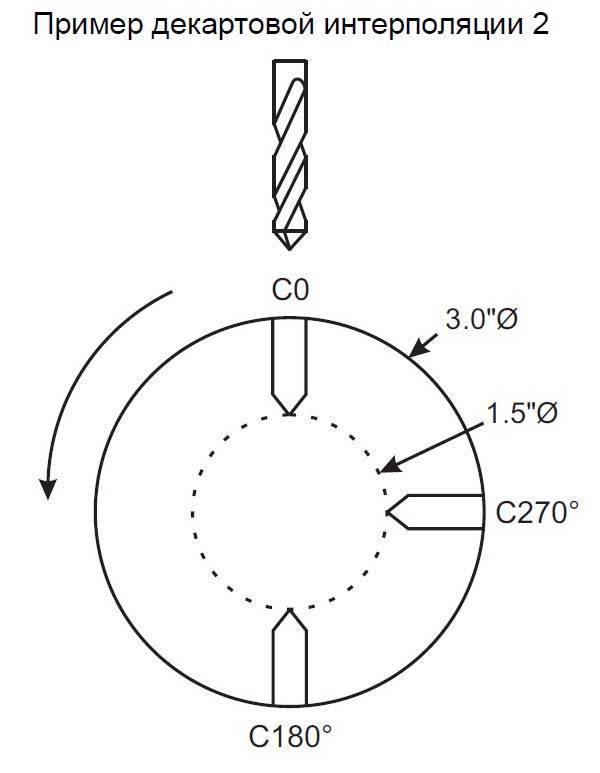
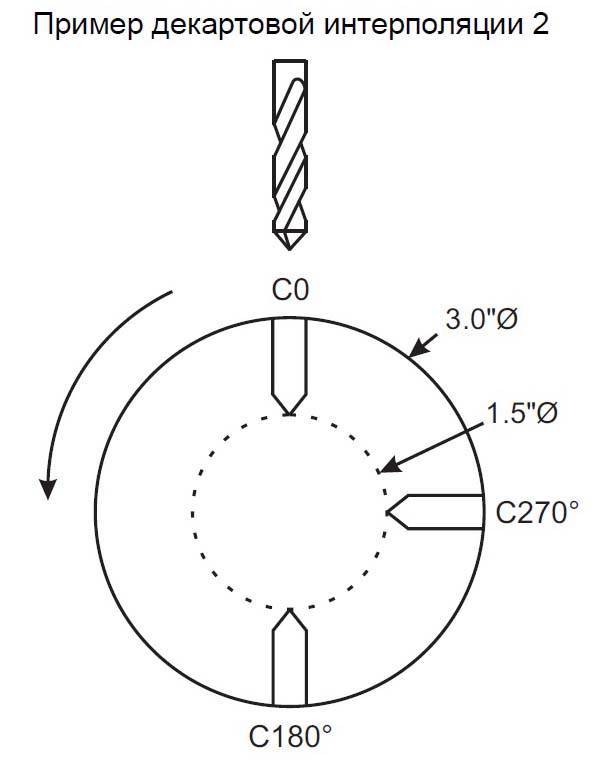
Пример декартовой интерполяции 2
Пример декартовой интерполяции 2
- o51122 (CARTESIAN INTERPOLATION EX 2);
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is a drill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G19 (Call YZ plane) ;
- G98 (Feed per min) ;
- M154 (Engage C-Axis) ;
- G00 G54 X3.25 C0. Y0. Z0.25 ;
- (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- G00 Z-0.75 (Rapid to Z depth) ;
- (BEGIN CUTTING BLOCKS) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 1st hole) ;
- G00 C180. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 2nd hole) ;
- G00 C270. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 3rd hole) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.25 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 (X home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Технология и особенности обработки
Металлообработка на станках с ЧПУ требует правильной настройки алгоритмов. Оснастка может перемещаться по направляющим в разные стороны, выполнять различные технологические операции:
- Зенкеровочные, сверлильные и разверточные работы.
- Фрезеровка деталей разной формы.
- Точение цилиндрических заготовок.
Эти задачи выполняются на станках, у которых есть три координатных оси. Если же на установке присутствует 5 координатных осей, появляется возможность выполнять более точную обработку металлических заготовок.









После проведения работ оператору требуется отключить оборудование, очистить рабочие зоны от накопившегося мусора. Требуется своевременно смазывать подвижные механизмы машинным маслом, обновлять операционную систему. Проверять целостность оснастки перед началом работ. Когда появляются нехарактерные звуки, погрешности обработки, требуется проверить все элементы установки, перепроверить правильность настройки программы.
Станки с ЧПУ постепенно вытесняют модели с ручным управлением. Связано это с тем, что автоматизации технологического процесса увеличивает производительность, точность проведения работ, скорость. Оператору нужно выполнять минимум действий. Однако высокая стоимость не позволяет покупать подобные модели любому желающему. Дополнительно нужно разбираться в настройке операционной системы.
Разновидности
Разделяются мини станки с фрезой по степени точности воздействия на материал. Это инструменты средней, повышенной и высокой точности.
Также существует разделение по типу обработки металла:
- вертикальные консольные фрезы;
- горизонтальные;
- универсальные консоли;
- продольные фрезы;
- бесконсольные;
- объемные;
- карусельного типа;
- шпоночные.
Отдельно следует рассмотреть некоторые варианты мини фрез, которые наиболее распространены и удобны в управлении.
Настольные мини фрезы с ЧПУ
Это станки, которые подключаются к компьютеру и их управление полностью автоматизировано. В промышленном варианте имеется пульт управления, в настольном он отсутствует.
Обработка в таком станке происходит точно и на высоких скоростях. В станке имеется консоль, которая перемещается. На ней и расположена деталь или заготовка.

Программы для управления мини фрезой с ЧПУ могут быть контурными, многоконтурными, комбинированными или позиционными.
Фрезерно-гравировальные мини станки
Устройство инструмента полностью повторяет внешний вид обычной настольной фрезы. Они обладают небольшой мощностью и предназначены для элементарных работ с металлом.

Также такой инструмент прекрасно подойдет, при необходимости разрезать тонкие материалы.
Как работает программируемая ось C
Ось С – в токарных станках с ЧПУ – это программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр – минимальный угол поворота шпинделя (обычно минимальный управляемый угол поворота 0,001°).
Ось C обеспечивает прецизионное двунаправленное перемещение шпинделя, которое полностью интерполируется с перемещением оси X и/или Z. Можно задать командой скорость вращения шпинделя от 0,01 до 60 об/мин.
Станки с осью С, соответственно, должны иметь 3-х координатную систему ЧПУ с возможность линейной и круговой интерполяции.
Привод оси С может осуществляться двигателем шпинделя или отдельным серводвигателем. На корпусе шпинделя крепится датчик углового положения.
Работа оси C зависит от массы, диаметра и длины обрабатываемой детали и/или зажимной оснастки (патрона).
В станках с осью С шпиндель работает в 2-х режимах:
- Режим главного движения (точение) – шпиндель приводится в движение главным приводом и вращается с заданной скоростью в соответствии с режимом точения. Скорость вращения задается УЧПУ.
- Режим ось C – шпиндель по команде УЧПУ поворачивается на заданный угол и фиксируется (осуществляется индексация оси C).
Управление осью С
Основные команды управления шпинделем и осью С:
- M03 подает команду шпинделю на вращение в прямом направлении
- M04 подает команду шпинделю на вращение в обратном направлении
- M05 подает команду шпинделю на остановку
- M154 включает ось C
- M155 выключает ось C
Токарный станок автоматически выключает тормоз шпинделя, если подана команда о движении оси C, а после снова включает его, если коды M по-прежнему активны.
Возможно относительное перемещение оси C с помощью адресного кода H, как показано в примере:
- G0 C90. (C-Axis moves to 90. deg.) ;
- H-10. (C-Axis moves to 80. deg. from the previous 90 deg position) ;
Типовая программа управления осью С
Команды в декартовых координатах преобразуются в движения линейной оси (движения револьверной головки) и движения шпинделя (вращение детали).
Интерполяция в декартовы координаты, пример 1.
- (1) Намеченная траектория резания;
- (A) Подача концевой фрезы 1″ в обрабатываемую деталь с одной стороны;
- (B) Ось C поворачивается на 180 градусов для выполнения контура дуги;
- (C) Подача концевой фрезы 1″ из обрабатываемой детали.
Пример декартовой интерполяции
- o51121 (CARTESIAN INTERPOLATION EX 1) ;
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is an end mill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G98 (Feed per min) ;
- M154 (Engage C Axis) ;
- G00 G54 X2. C90 Z0.1 (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- (BEGIN CUTTING BLOCKS) ;
- G01 Z-0.1 F6.0 (Feed to Z depth) ;
- X1.0 (Feed to Position 2) ;
- C180. F10.0 (Rotate to cut arc) ;
- X2.0 (Feed back to Position 1 ) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.5 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 Y0 (X & Y home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Пример декартовой интерполяции 2
Пример декартовой интерполяции 2
- o51122 (CARTESIAN INTERPOLATION EX 2);
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is a drill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G19 (Call YZ plane) ;
- G98 (Feed per min) ;
- M154 (Engage C-Axis) ;
- G00 G54 X3.25 C0. Y0. Z0.25 ;
- (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- G00 Z-0.75 (Rapid to Z depth) ;
- (BEGIN CUTTING BLOCKS) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 1st hole) ;
- G00 C180. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 2nd hole) ;
- G00 C270. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 3rd hole) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.25 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 (X home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Фрезерование деталей в домашних условиях
Определяясь с типом станка, нужно отталкиваться от работ, которые можно выполнять с его помощью.
Фрезеровать можно:
- Поверхности деталей, добиваясь получения нужных плоскостей.
- Создавать пазы, в которые в последующем будут устанавливаться шпонки, например, для монтажа шкивов или зубчатых колес на валах.
- Нарезать зубья на шестернях или звездочках, эти детали применяют в трансмиссиях машин или коробках перемены передач.
- Придавать оригинальную форму литым или кованым изделиям, фрезерование производится по специальным программам или моделям (оригиналам).
- Пропиливать углубления для прохода жидкостей или газов в специальных устройствах.
- Изготавливать оригинальные медали, жетоны, значки и другие эксклюзивные малоразмерные изделия.
1 Описание настольного фрезерного оборудования с ЧПУ
Оно фактически является уменьшенной копией большого фрезерного станка с ЧПУ. Настольный агрегат предназначен для выполнения тех же видов операций при изготовлении изделий сложной формы: фрезерование, сверление, растачивание, зенкерование и так далее. И принцип его работы такой же, но в отличие от больших станков обрабатывать на нем можно только заготовки гораздо меньших размеров. Зато настольное фрезерное оборудование с ЧПУ можно использовать в качестве гравировального. Большие промышленные агрегаты с такой работой не справятся.
Габариты настольного фрезерного оборудования с ЧПУ не более 910x880x880 мм. Но у некоторых моделей длина стола может превышать 1 м (обычно составляет 1135 или 1150 мм). Вес станков достигает от нескольких десятков до 200 кг. Их питание осуществляется от сети 220 В. Максимальная высота заготовки (рабочей зоны) станков настольного исполнения с ЧПУ варьируется от 40 до 200 мм, а мощность шпинделя – в пределах 0,7–1,5 кВт.
Такие станки бывают двух типов. У консольных общий вид, конструкция и принцип работы аналогичны имеющимся у вертикальных больших фрезерных станков.
У портальных шпиндель закреплен на поперечной балке между двумя вертикальными стойками, которые могут быть неподвижными или перемещаться вдоль оси Y. Соответственно, рабочий стол вместе с закрепленной на нем заготовкой либо двигается по оси Y, либо стационарен. Шпиндель перемещается не только по вертикали (оси Z), но и по оси X – по балке между стойками.
Шпиндель портального настольного станка с ЧПУ
Управляется оборудование с подключенного через USB-порт персонального компьютера с операционной системой Windows посредством специального программного обеспечения (ПО) и/или с помощью DSP контроллера станка (зависит от комплектации агрегата с ЧПУ). Программа может быть загружена с носителя внешней памяти, а компьютер отсоединен во время работы станка (тоже зависит от его модели). С помощью ПО можно управлять обработкой заготовки в ручном режиме через DSP либо создать программу, полностью автоматизирующую выполнение всех операций.
Все станки позволяют выполнять 2D и 3D обработку, а некоторое оборудование даже 4D и 5D. Виды обрабатываемых материалов: от пластика и дерева до цветных металлов, камня и стали. Эти возможности станка зависят от его назначения и модели. Многие агрегаты оснащены, а другие могут быть при желании доукомплектованы стружкоотсосом, системой охлаждения шпинделя, поворотным устройством, используемым во время обработки конических изделий, и другими вспомогательными узлами.
Станки используются в зуботехнических лабораториях, а также исследовательских и учебных институтов, высокоточном производстве любых мастерских, в том числе ювелирных. На них выполняют фрезерные, сверлильные, полировальные, шлифовальные, гравировальные работы в домашних условиях при изготовлении небольших изделий. На станках получают или обрабатывают детали мебели, интерьера, рекламных носителей и так далее; штампы, печати, сувенирные и ювелирные изделия, радиотехнические платы и прочее.





Третье
Совокупность высокой точности и абсолютной идентичности результатов по обработке изделий — еще одно положительное качество станков с ЧПУ. Используя одну и ту же настройку фрезерного станка с числовым программным управлением можно выпускать большое количество изделий. При этом они практически абсолютно идентичны как по геометрическим параметрам, так и по высокому уровню качества изготовления.
Таким образом, данный вид промышленного оборудования обладает свойством многократно выпускать сложные изделия без ухудшения их качественных характеристик. Поэтому он применяется для изготовления уникальных пресс-форм, штампов и тому подобной оснастки, где нужна прецизионная точность и высокая повторяемость результатов.
Это интересно: Фреза по металлу — принцип работы, виды и выбор инструмента





