

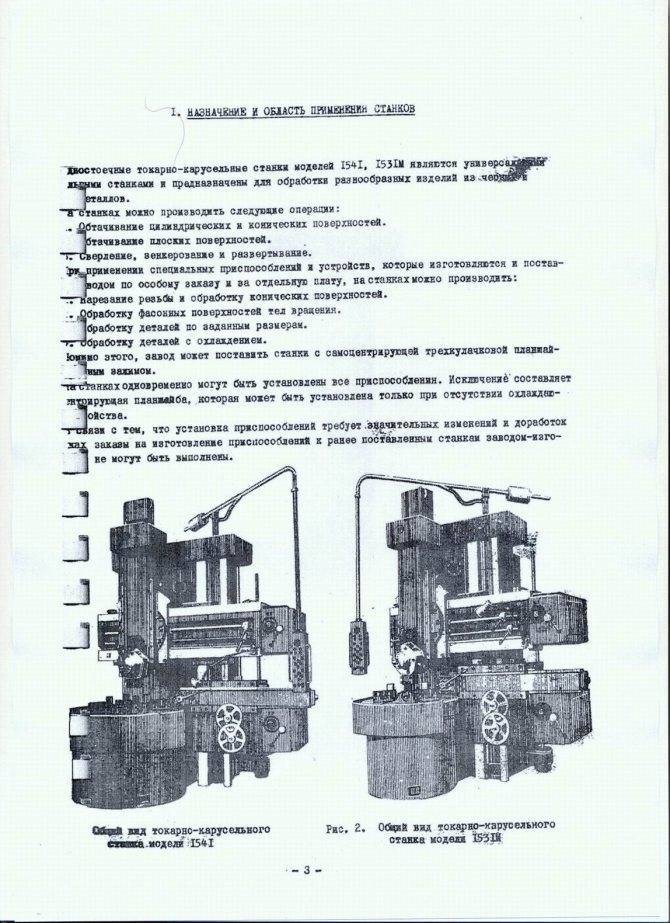
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
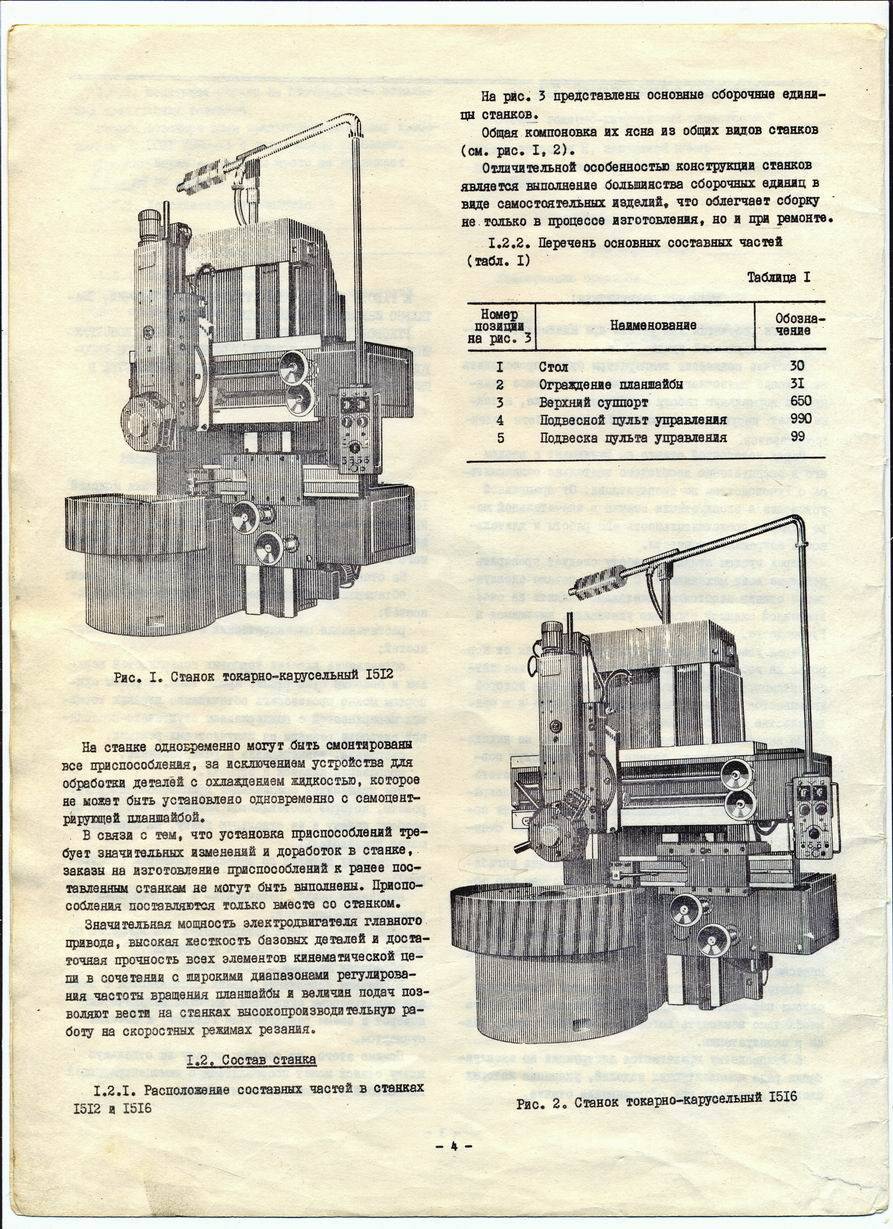
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
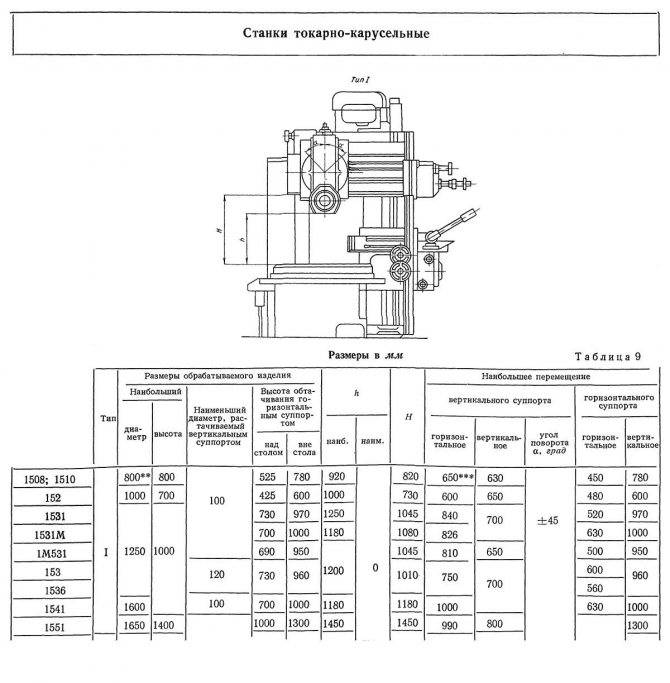
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
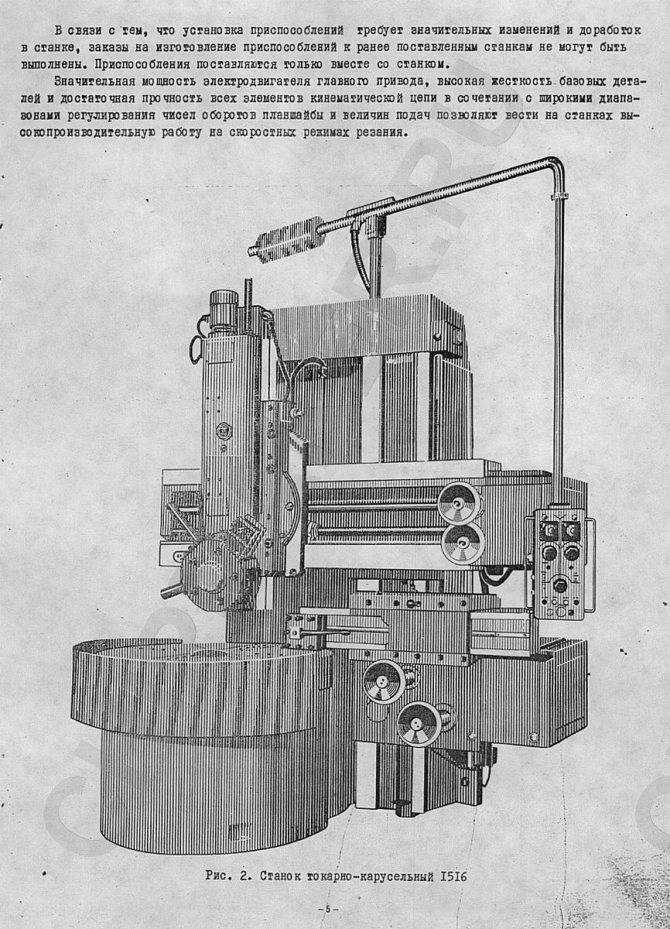
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
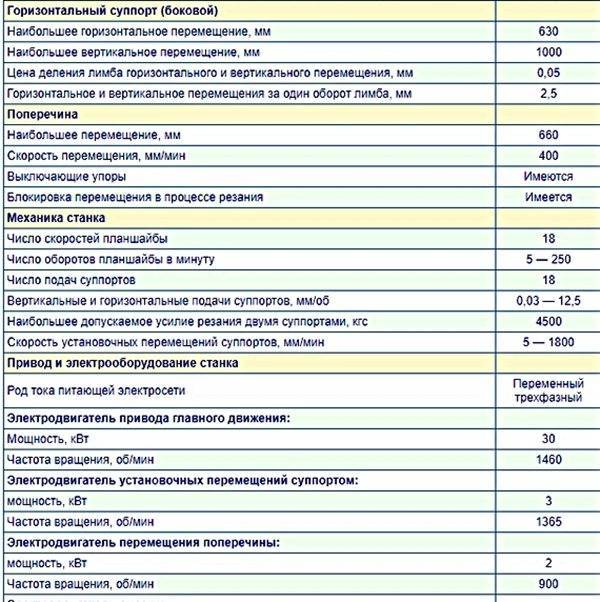
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
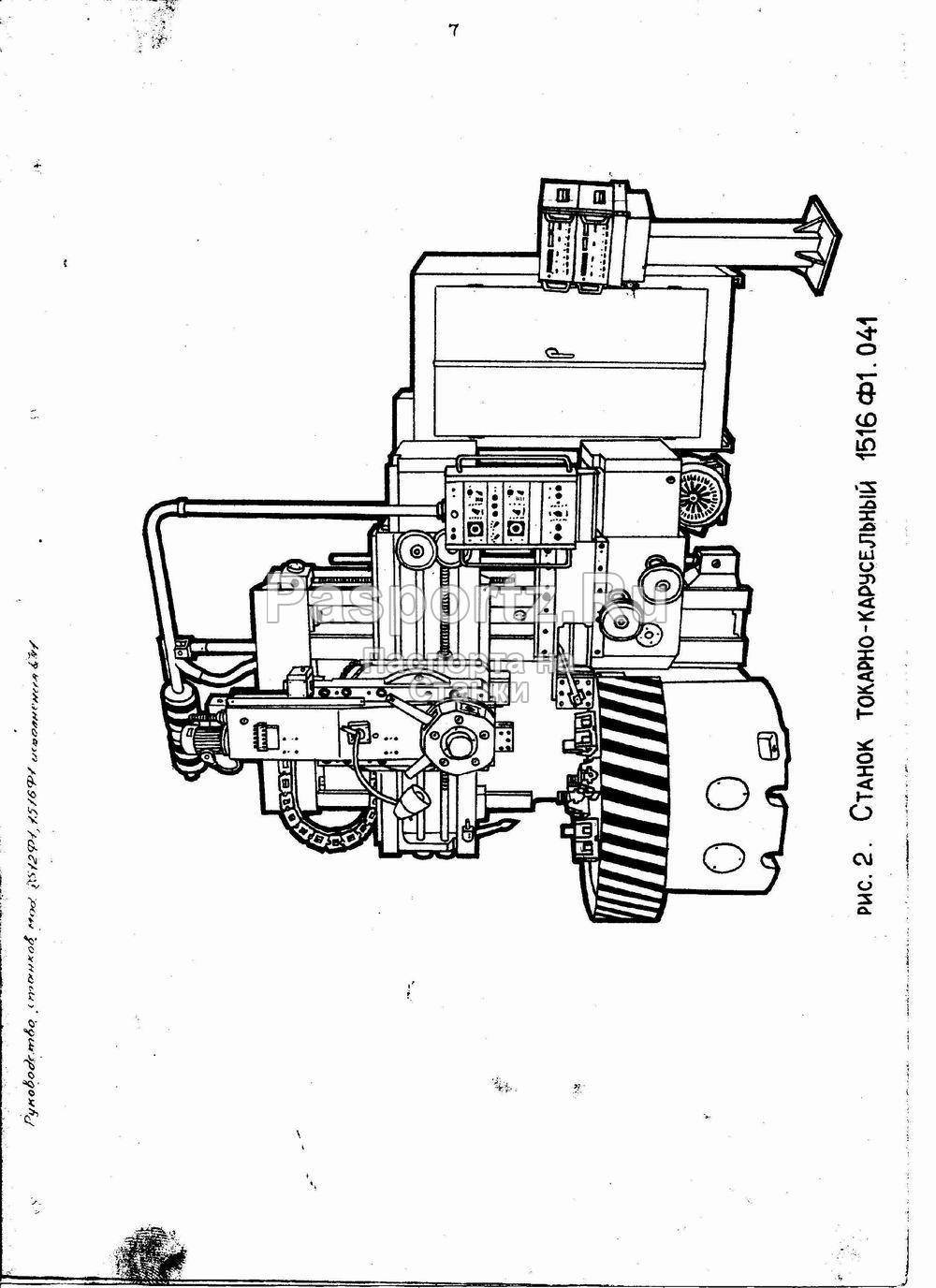
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
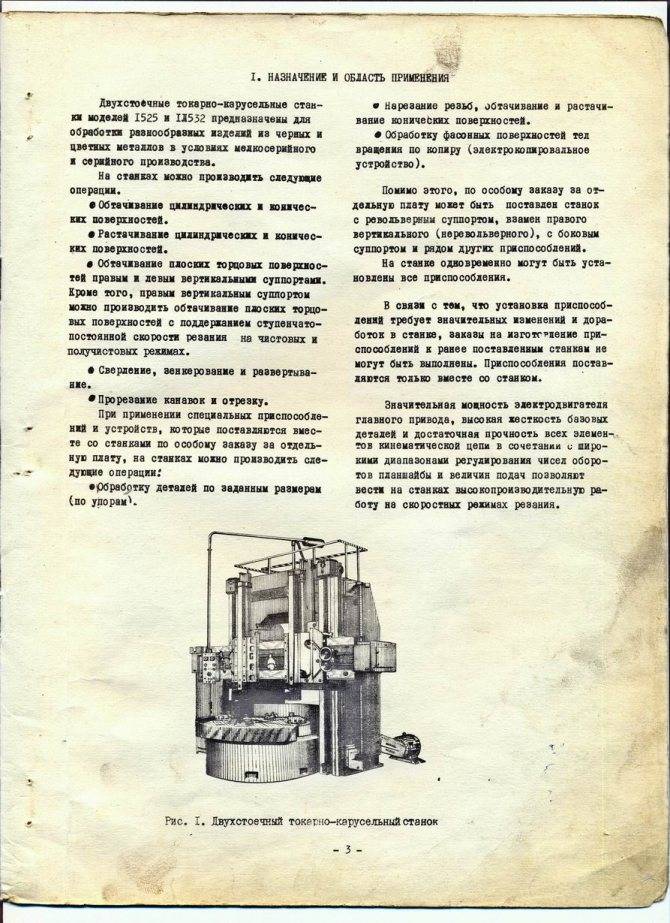
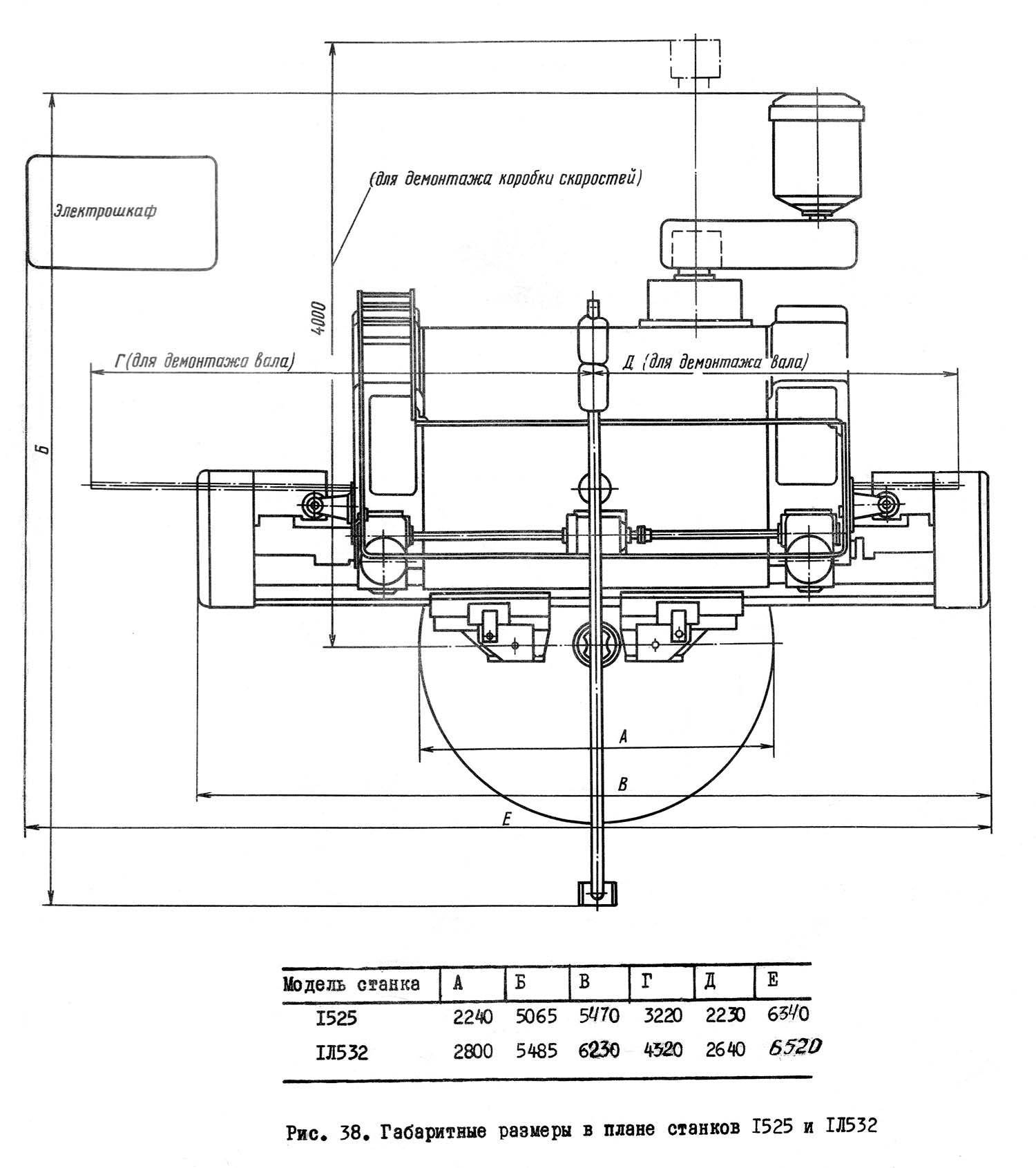
Станок токарно-карусельный двухстоечный 1525. Назначение и область применения
Краснодарский станкостроительный завод им. Седина выпустил гамму двухстоечных карусельных станков 1520; 1Л525; 1525; 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Токарно-карусельный двухстоечный станок 1525 предназначен для токарной обработки заготовок различных деталей из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
На станках можно производить обтачивание и растачивание цилиндрических и конических поверхностей, протачивание торцовых поверхностей, прорезание кольцевых канавок, сверление, зенкерование и развертывание центральных отверстий. Протачивание торцовых поверхностей можно производить с постоянной скоростью резания.
Принцип работы и особенности конструкции станка
В основном исполнении станки имеют два верхних поворотных суппорта. Вращение планшайбы — реверсивное.
Модификации станков, комплектуемых регулируемым приводом главного движения с электродвигателем постоянного тока имеют условное обозначение 300.
Категория качества — первая. Класс точности станка — Н по ГОСТ 8—82. Норма точности и жесткости — согласно ГОСТ 44—72.
Шероховатость поверхности обработанного образца R
Станки имеют обычную для двухстоечных токарно-карусельных станков компоновку.
Базовые детали станков обладают достаточно высокой жесткостью, что в сочетании со значительной мощностью привода главного движения обеспечивает высокопроизводительную обработку заготовок деталей на силовых и скоростных режимах резания.
Поперечина может перемещаться вверх-вниз по направляющим стоек и фиксироваться в нужном положении в зависимости от высоты обрабатываемой заготовки.
Верхние суппорты перемещаются по горизонтальным направляющим поперечины, ползуны — по вертикали в направляющих поворотных салазок. Ползун может быть установлен под углом к оси вращения планшайбы для обработки конических поверхностей.
Планшайба вращается от регулируемого электродвигателя постоянного тока через двухступенчатый редуктор. Регулирование частоты вращения электродвигателя — бесступенчатое посредством тиристорного преобразователя. Переключение диапазонов частот вращения производится двумя электромагнитными муфтами.
Шпиндель, жестко соединенный с планшайбой, вращается на двухрядных радиальных роликовых подшипниках, внутренние кольца которых имеют посадочные конические отверстия, обеспечивающие возможность регулирования зазора и создания натяга с целью достижения необходимой точности вращения планшайбы.
Планшайба опирается на плоские круговые направляющие скольжения с гидродинамической разгрузкой.
Рабочие перемещения суппортов осуществляются от редуктора привода главного движения через 18-ступенчатые коробки подач, установочные перемещения — от асинхронных электродвигателей, расположенных на коробках подач.
Величина рабочих подач, скорость установочных перемещений и направлений перемещений суппортов изменяются при помощи электромагнитных муфт.
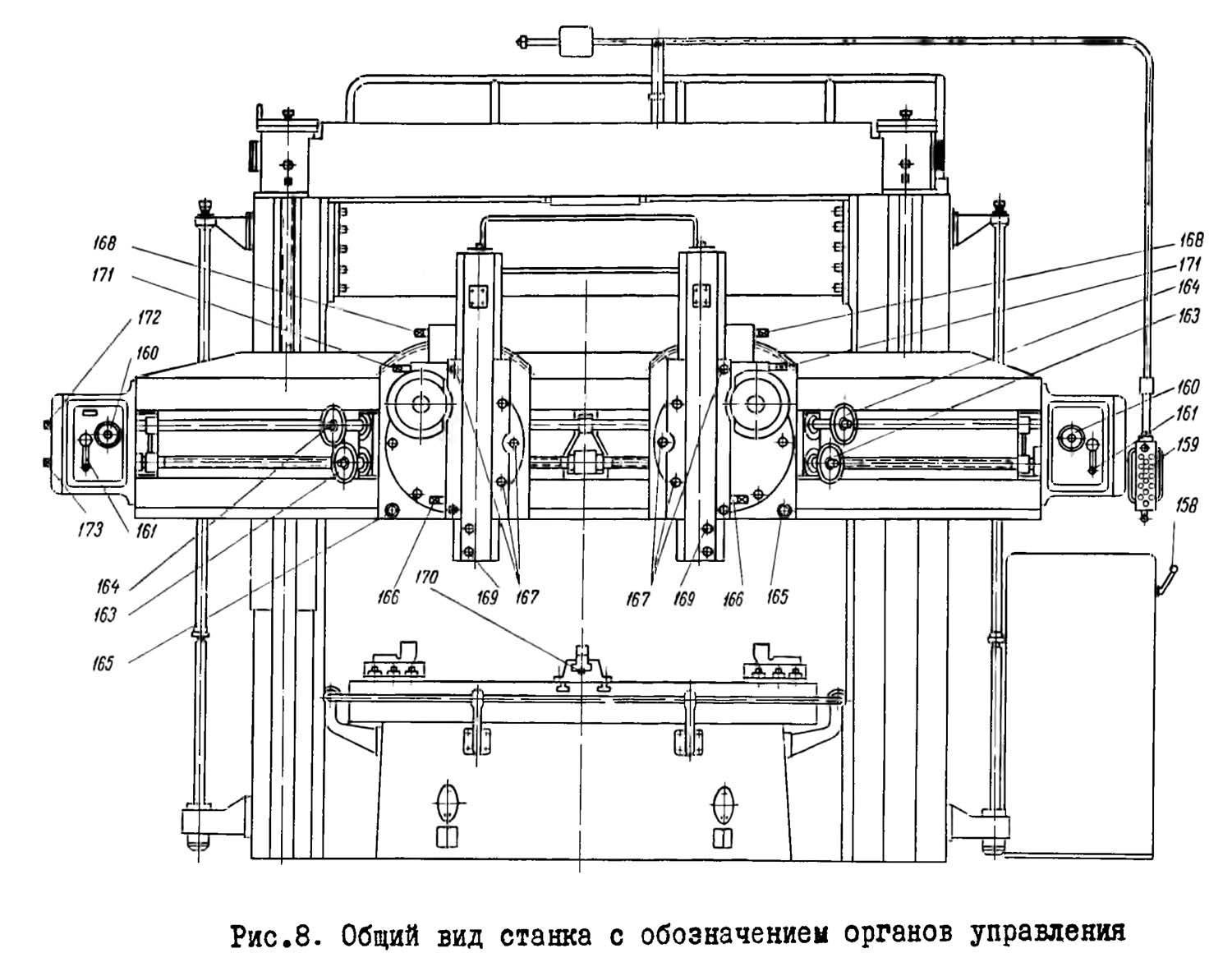
Органы управления станком (кнопки, переключатели, специальные лампы) сосредоточены в основном на подвесном пульте.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на ставках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройства).
Помимо этого, по особому заказу за отдельную плату станов может быть поставлен с револьверным суппортом, взамен правого вертикального (неревольверного), с боковым суппортом и рядом других приспособлений.
На станке одновременно могут быть установлены все приспособления. В связи с тем, что установка приспособлений требует значительных изменений в доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетаний с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяет вести на станках высокопроизводительную работу при скоростных режимах резания.
Характеристики и особенности 1512
Ориентировочные значения основных показателей для базовой комплектации модели приведены в таблице:
| Технические параметры, единица измерения | Рабочий диапазон или предел |
| Класс точности с учетом требований ГОСТ 8-77 | Н |
| ᴓ обрабатываемой заготовки, мм | До 1250 |
| То же, высота, мм | До 1000 |
| ᴓ планшайбы, мм | 1120 |
| Частота ее вращения, об/мин | 5-250 |
| Вес обрабатываемой детали, кг | До 3200 |
| Мощность главного привода, кВт | 30 |
| Вес станка, кг | 16,5 |
Точные технические характеристики зависят от комплектации, у современных моделей 1512 вес обрабатываемой детали увеличен до 5000 кг, при снижении массы самого станка до 14,8 и росте потребляемой мощности до 50,5 кВт. К общим конструктивным особенностям относят:
- Большие размеры и монолитность станины.
- Наличие круглого устойчивого стола со сложной конфигурацией, а именно – корпусом из литого чугуна с ребрами жесткости и кольцевыми выступами в верхней части. При таком исполнении на станке равномерно гасится вибрация, внутрь него не попадают отходы обработки и масляная эмульсия, а на самом столе успешно размещаются тяжелые и крупные заготовки.
- Расположение коробки подачи и бокового суппорта в защитном чугунном корпусе с правой стороны торца, с передачей крутящего момента через 6 валов с постоянным, но не жестким зацеплением. Изменение частоты вращения планшайбы при этом осуществляется дистанционно, число оборотов напрямую зависит от веса обрабатываемой заготовки.
- Наличие вертикального суппортного узла с 5 позиционной головкой, двигающейся как в вертикальном, так горизонтальном направлении. Перемещение осуществляется за счет самостоятельных приводов, в первом случае его обеспечивают направляющие самого узла, во втором траверсы прямоугольной формы. При таком исполнении суппорт поворачивается в обе стороны и изгибается до 45°, что свою очередь позволяет изготавливать сферические и конические детали.
- Наличие бокового суппорта, дублирующего движения верхнего с целью повышения точности обработки и производительности оборудования.
Преимущества применения
Станок 1512 был распространен по всей территории бывшего СССР и успешно экспортировался в другие страны, его характеристики проверены практикой и подтверждены отзывами потребителей. Модель зарекомендовала себя надежной и неприхотливой, к ее основным преимуществам относят:
- Наличие твердосплавных режущих инструментов, возможность обработки разнообразных материалов и металлов с любым составом и степенью закалки.
- Жесткость и устойчивость литого корпуса.
- Высокую мощность привода, обеспечивающую хорошую точность и скорость обработки заготовок, включая крупноформатные.
- Широкий диапазон изменения параметров подачи отдельных узлов, в свою очередь, оказывающий положительное влияние на технологические возможности карусельного станка.
- Продуманность конструкции и кинематической схемы, обеспечение передачи усилий с минимальными потерями энергии и износом рабочих элементов в ходе обработки деталей.
- Универсальность и возможность обработки разнообразных деталей как при выпуске небольших партий, так и условиях серийного производства.
Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

Какими ещё особенностями обладает оборудование?
Следующие технические показатели агрегатов должны стать главными для покупателей.
- Сечение шайбы.
- Скорость, с которой двигается поперечина, установленная для станков с двумя стойками.
- Максимум дистанции передвижения суппортов, горизонтального и вертикального.
- Сечение с высотой детали для обработки.
- Количество оборотов у планшайбы.
- Величина угла для наклона планшайбы.
- Количество скоростей.
- Общая мощность.
Когда детали обрабатываются карусельными механизмами, характерно сохранение больших скоростей. Серьёзные консольные нагрузки не вредят шпинделю, использование планшайбы предотвращает повреждения. Эта часть размещается на конструкции особенным образом для достижения лучшего результата.

Передвижение суппортов – это то же самое, что движение подачи. Основным движением считается вращение изделия, которое закрепляется в планшайбе. Но используются и так называемые дополнительные движения. Благодаря такому механизму обрабатываемая заготовка максимально сближается с инструментом, проводящему основную работу. Обычно используется движение траверсы станка.
К прочтению: Назначение и конструктивные особенности токарного станка ФТ 11
16,5-25 метров – стандартный диаметр деталей, которые обрабатываются двухстоечными типами агрегатов. Если конфигурация сложная, то больше всего подходят агрегаты, снабжённые ЧПУ. Даже непростая расточка, обточка поверхностей выполняются без проблем. На процесс не должно влиять наличие прямо-, криволинейных образующих.


Суппорту сбоку не ставятся на оборудование с ЧПУ. Комплекс ПО управляет приводом основного движенияс, практически вся работа осуществляется на автомате. Следующие возможности получают владельцы числового программного обеспечения:
- Инструменты на верхнем суппорте легко контролируются при передвижении.
- Резцы допускают использование нулевого положения.
- Корректируется величина подач, положение рабочих инструментов.
- Револьверная головка поворачивается к нужному положению, дополнительная фиксация.
- Возможность самостоятельно выбрать величину вращения планшайбы.

Конструкция и основные узлы
Карусельный токарный станок имеет устройство, которое не схоже с устройством металлообрабатывающего оборудования других групп. Особенности заключаются в нижеприведенных моментах:
Основные узлы токарно-карусельного станка представлены рабочим столом и приводом.
Рассматривая токарно-карусельный станок, отметим установку планшайбы на столе. Именно она определяет особенности работы токарно-карусельного станка. Планшайба служит для закрепления заготовок, она может иметь различное сечение и диаметральный размер.
Модели токарно-карусельных станков зачастую имеют горизонтальное расположение стола. За счет этого существенно упрощается установка заготовок с большим весом.
Следует учитывать тот момент, что расточные станки токарно-карусельные или другого типа могут иметь как одну, так и две стойки. Двухстоечный токарно-карусельный станок получил большое распространение в случае обработки заготовок большого веса и размеров. Это связано с тем, что две стойки позволяют повысить жесткость конструкции для обеспечения наилучших условий обработки.
Как ранее было отмечено, нарезка резьбы карусельными станками возможна только при установке дополнительной оснастки. Провести модернизацию токарно-карусельного станка может оператор при условии наличия специальной оснастки.
Одностоечные варианты исполнения чаще всего имеют ЧПУ. В данном случае режимы резания для токарно-карусельных станков вводятся оператором. Диаметральный показатель в этом случае не превышает значения 150 сантиметров.
Варианты моделей с двумя стойками могут применяться для обработки заготовок с диаметром более 165 сантиметров. Модели токарно-карусельных станков с двумя стойками также имеют элемент, называемый порталом. Его размещают между двумя стойками.
Вариант с одной стойкой позволяет проводить обработку конических поверхностей. Назначение токарно-карусельных станков предусматривает наличие расточного суппорта, который имеет продольную каретку и поворотный узел, ползун и держатель для выбранного режущего инструмента.
Многие токарно-карусельные станки имеют кинематическую схему, которая предусматривает передачу усилия на револьверного суппорта. Подобный токарно-карусельный станок имеет электрическую схему, которая предусматривает установку нескольких электрических двигателей, каждый отвечает за передвижение определенного органа, к примеру, револьверного суппорта
Рассматривая паспорт некоторых токарно-карусельных станков уделяют внимание возможность установки нескольких режущих инструментов. Технические характеристики револьверной головки токарно-карусельных станков предусматривают установку специальных державок
Одностоечный карусельный станок имеет назначение, связанное с бесперебойной работой благодаря установке только одного суппорта и револьверной головкой. Одностоечный и двухстоечный токарно-карусельный станок могут иметь траверсу, по которой суппорт передвигается в ручном или автоматическом режиме.
Многие одностоечные модели имеют дополнительный суппорт, расположенный на боковой стороне стойки. Дополнительный суппорт имеет универсальный держатель, в котором также проводится крепление инструмента. Токарный станок карусельного типа с дополнительным суппортом также применяется для того, чтобы обработать деталь за самое короткий срок. Перемещается устройство в горизонтальной и вертикальной плоскости при автоматическом или ручном управлении. Применение подобного оборудования позволяет существенно ускорить обработку, так как резание проводится инструментом, устанавливаемым в револьверной головке и боковом суппорте. Подобное устройство высоко эффективно при больших габаритах заготовок.

Планшайба токарно-карусельного станка
Режимы резания могут устанавливаться через блок управления, который размещается на стойке. Станки токарно-карусельные с ЧПУ имеют блок управления, который позволяет вводить программу или контролировать положение всех узлов.
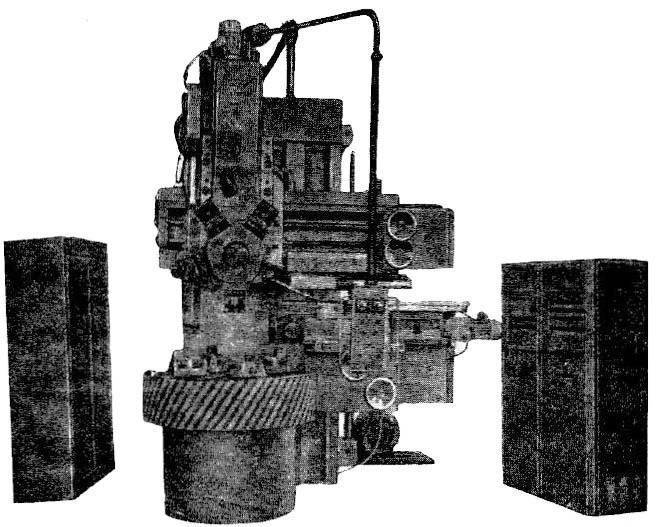
Конструкция и характеристика работы основных узлов токарно-карусельного станка 1531м
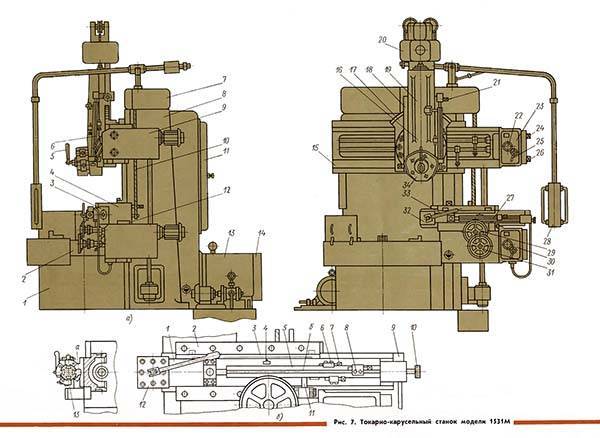
Конструкция и основные узлы токарно-карусельного станка 1531м
Станина станка
Станина станка состоит из жестко соединенных между собой основания 1 и стойки 8. Во внутренней части основания 1 расположены подшипники шпинделя планшайбы и ее кольцевые направляющие. Стойка 8 имеет вертикальные направляющие для перемещения поперечины 15 и каретки 4 бокового суппорта 12. Во внутренней полости стойки под дверцей 11 помещен шкаф с электрооборудованием станка.
Планшайба
Планшайба 2 с четырьмя закрепленными в ее Т-образных пазах кулачками предназначена для установки, крепления и вращения обрабатываемых изделий. Для зажима изделия каждый из кулачков перемещается отдельным винтом с квадратным хвостовиком.
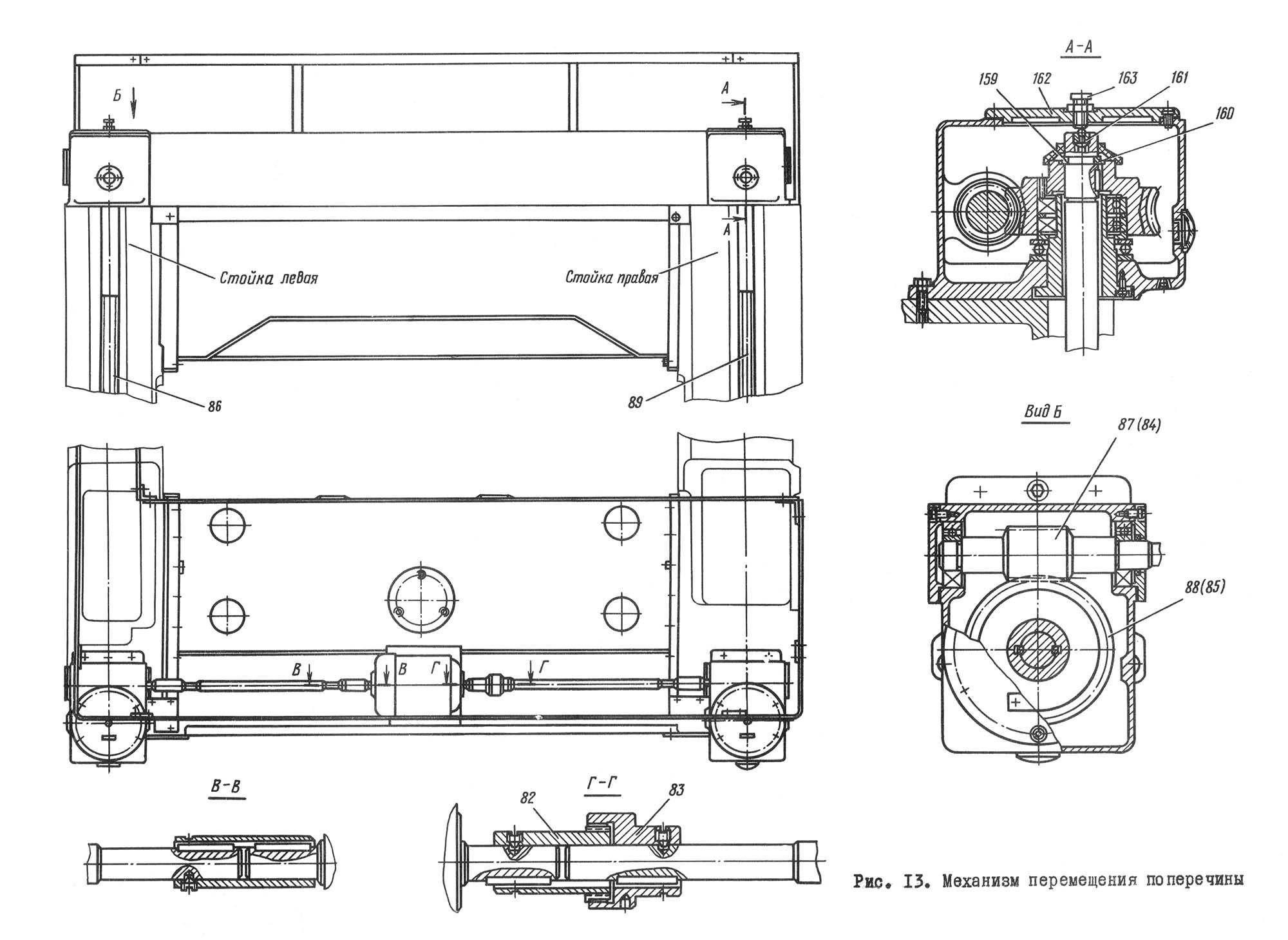
Поперечина
Поперечина 15 служит для установки вертикального суппорта 16 на высоте, удобной для обработки изделий. Подъем или опускание поперечины производится механизмом, помещенным в коробке 7.
Вертикальный суппорт
Вертикальный суппорт 16 предназначен для перемещения установленных на нем инструментов, обрабатывающих внутренние и верхние поверхности изделий. Он состоит из каретки 17, поворотных салазок 18, ползуна 19 и револьверной головки 34.
Каретка 17 может двигаться по направляющим поперечины 15 для перемещения суппорта в горизонтальном направлении. Если горизонтальным перемещением каретки не пользуются, то для более жесткого положения она закрепляется на направляющих поперечины. Перемещение каретки вручную производится с помощью квадратного хвостовика 26.
Поворотные салазки 18 расположены на каретке 17 и имеют направляющие для движения ползуна 19. С помощью квадратного хвостовика 21 можно повернуть и установить салазки под углом, необходимым для обработки конических поверхностей заготовок.
Ползун 19 предназначен для перемещения в вертикальном направлении установленной на него револьверной головки 34. Если вертикальным перемещением ползуна не пользуются, то он закрепляется на направляющих салазок 18. Масса ползуна уравновешена грузом 20. Перемещение ползуна вручную производится с помощью квадратного хвостовика 24.
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Револьверная головка
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Боковой суппорт
Боковой суппорт 12 предназначен для перемещения в вертикальном или горизонтальном направлениях резцов, установленных в резцовую головку 32 для обработки боковых поверхностей изделий. Суппорт состоит из каретки 4, ползуна 3 и резцовой головки 32.
Каретка 4 может перемещаться от механизма подач или быстрых установочных движений по вертикальным направляющим стойки 8. Каретка уравновешена грузом, соединенным с ней тросом 10 и расположенным внутри стойки 8.
Точное перемещение каретки в вертикальном направлении производится вручную вращением маховика 31, имеющего лимб с ценой делений 0,05 мм.
Если вертикальным перемещением каретки не пользуются, то ее закрепляют на направляющих стойки 8.
Ползун 3 перемещается по горизонтальным направляющим каретки 4. Установка резца в заданное положение вручную производится перемещением ползуна 3 при вращении маховика 29 с лимбом с ценой делений 0,05 мм.
Если горизонтальным перемещением ползуна не пользуются, то он закрепляется на направляющих каретки.
Резцовая головка 32 имеет четыре паза для крепления резцов. Для установки следующего резца в рабочее положение головка поворачивается вручную, а ее зажим или отжим производится поворотом рукоятки 33.




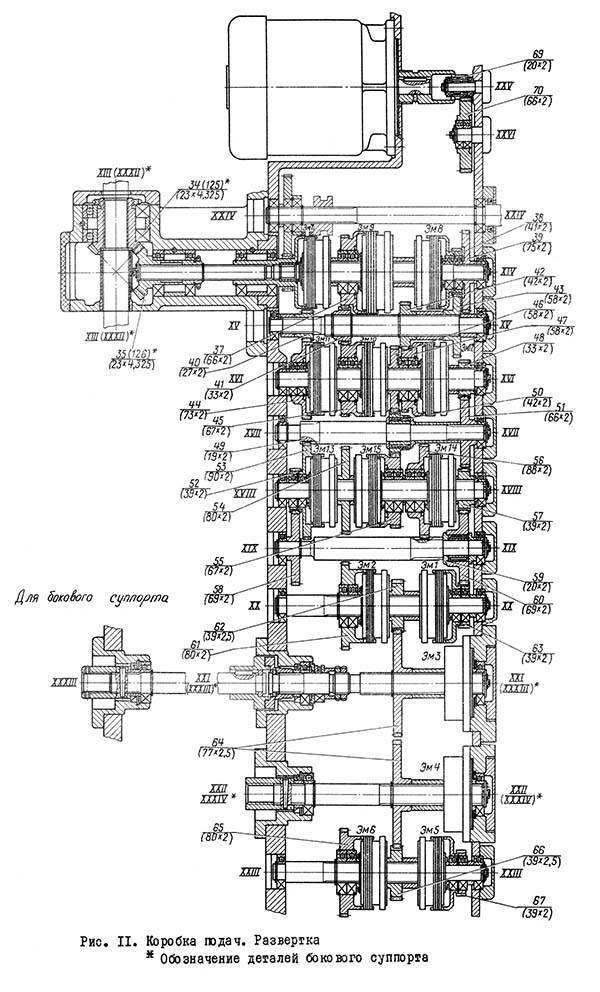
Коробка подач
Станок 1531м имеет две одинаковые коробки подач 23 и 30 соответственно вертикального и бокового суппортов. На каждой из коробок помещены две рукоятки. Рукоятка с диском 22 предназначена для установки нужной величины подачи, а рукоятка 25 — для включения установленной подачи.
Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.






