

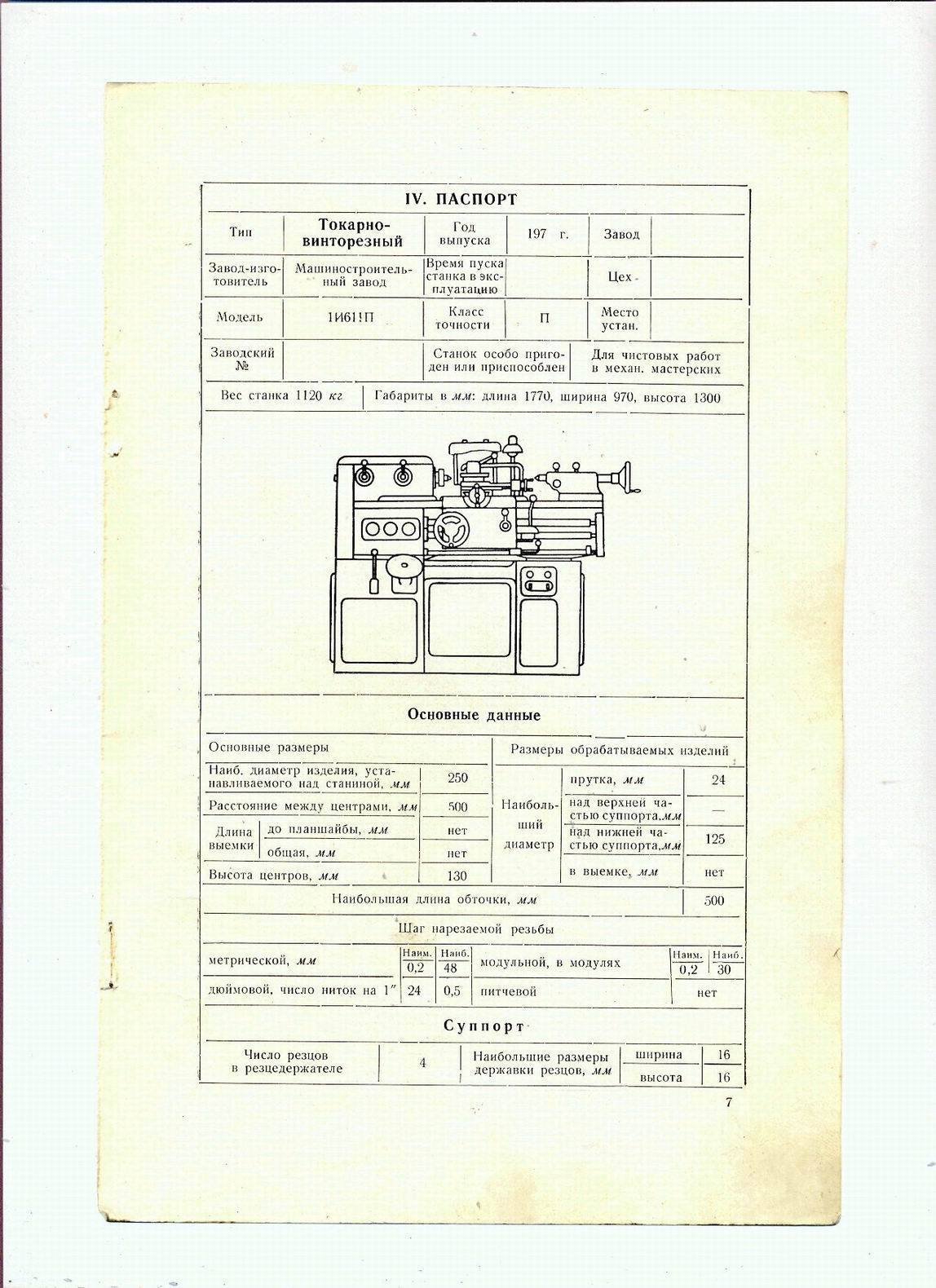
Технические характеристики
Характеристики станка токарного по металлу 1И611П предусматривают возможность работы с деталями и болванками длиной до 500 мм с максимальным диаметром:
- до 250 мм — над станиной;
- до 125 мм – над суппортом.
Вращение шпиндельного модуля осуществляется с частотой 20-2000 об/мин в прямом направлении. В шпинделе имеется отверстие диаметром 25 мм, посадочный конус по шкале конусности отвечает категории Морзе 5. Подачи выполняются суппортом в пределах:
- поперечные – от 0,005 до 0,9 мм на каждый оборот;
- продольные – 0,01-1,8 мм/об.
Максимальное расстояние передвижения каретки составляет 500 мм, причем суппорт не приспособлен к быстрым перемещениям. Основные компоненты в электрической схеме – трехфазные электродвигатели:
- смазочного насоса – мощностью 0,08 кВт;
- насоса жидкостного охлаждения – 0,125 кВт;
- главного привода – 3 кВт.
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.
Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.
Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.
Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.
Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
Описание и назначение
Проектантом этого оборудования выступил станкостроительный завод расположенный в Одессе. Это оборудование применяют для точения заготовок устанавливаемых в патрон, цанги или зажимаемые в конусных центрах. На этом устройстве допустимо точить заготовки, выполненные из разных сортов металла – черного или цветного.
Станок 1П611 приспособлен для нарезания основных типов резьбы.
Это оборудование нецелесообразно для выполнения черновых операций. Чаще всего его применяют для производства чистового и получистового точения. Оптимальная сфера использования этого станка это ремонтные подразделения, в том числе и передвижные, а так же на судах морского и речного флота.
На этом оборудование допустимо выполнять следующие технологические операции:
- точение цилиндрических и конических изделий;
- фрезерование заготовок с помощью концевого инструмента, зажимаемого в патрон;
- обработку сквозных и глухих отверстий;
- шлифовка внутренних и внешних поверхностей заготовок.
Одна из особенностей этого оборудования заключается в том, что у него широкий диапазон числа оборотов и подач, который обеспечивает высокую производительность и\труда с надлежащим качеством точения.
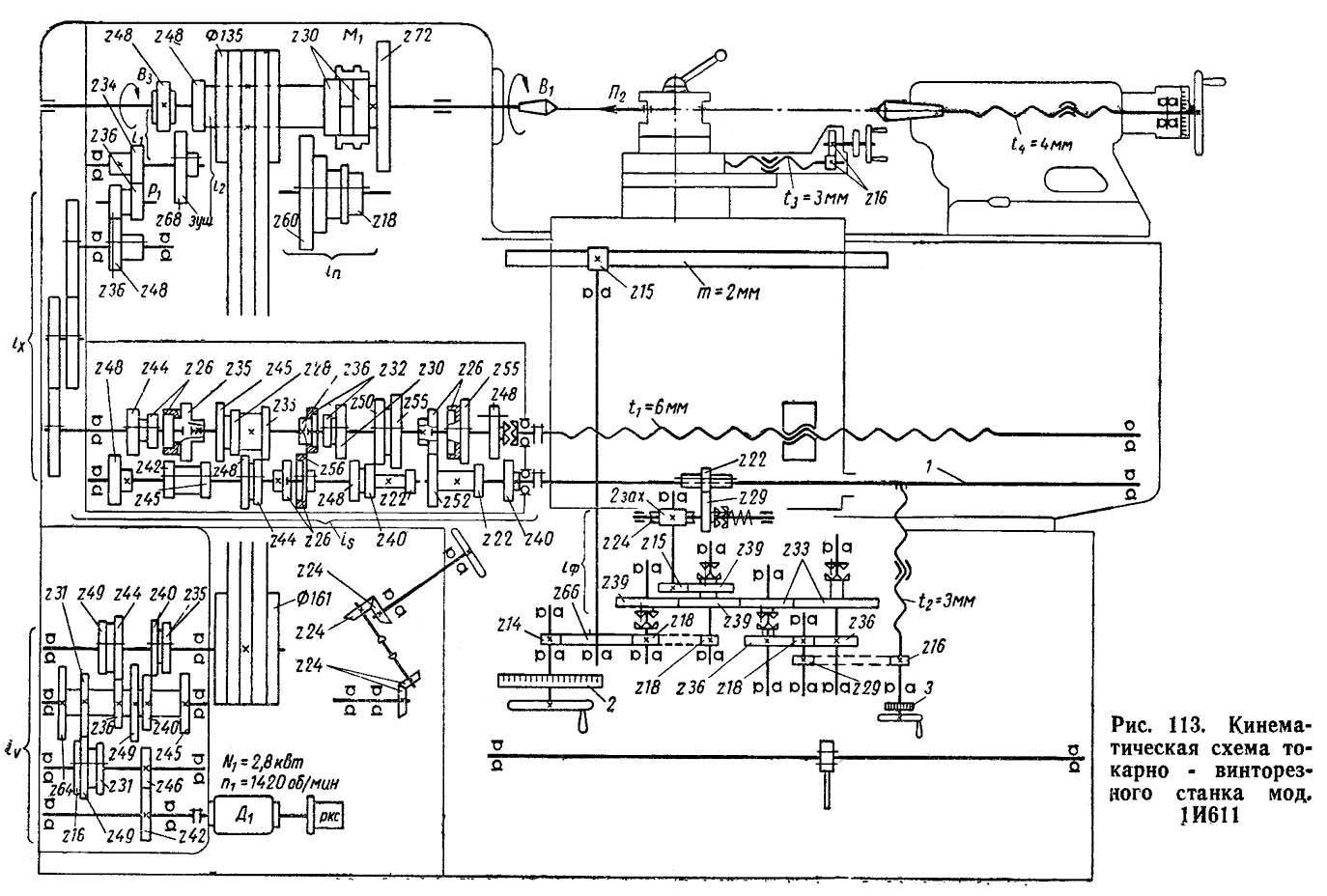
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.


Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
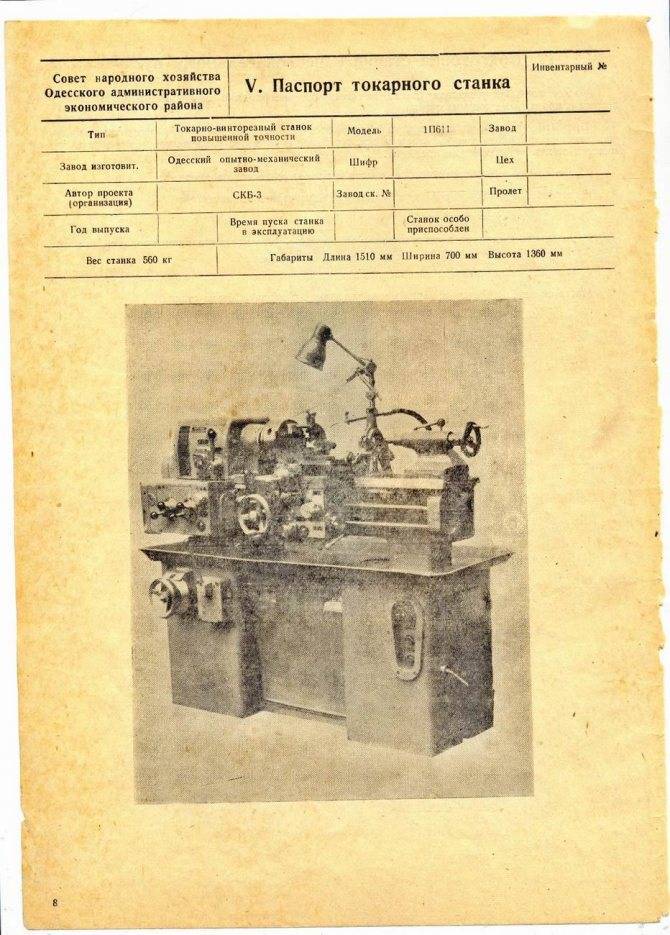
Оглавление
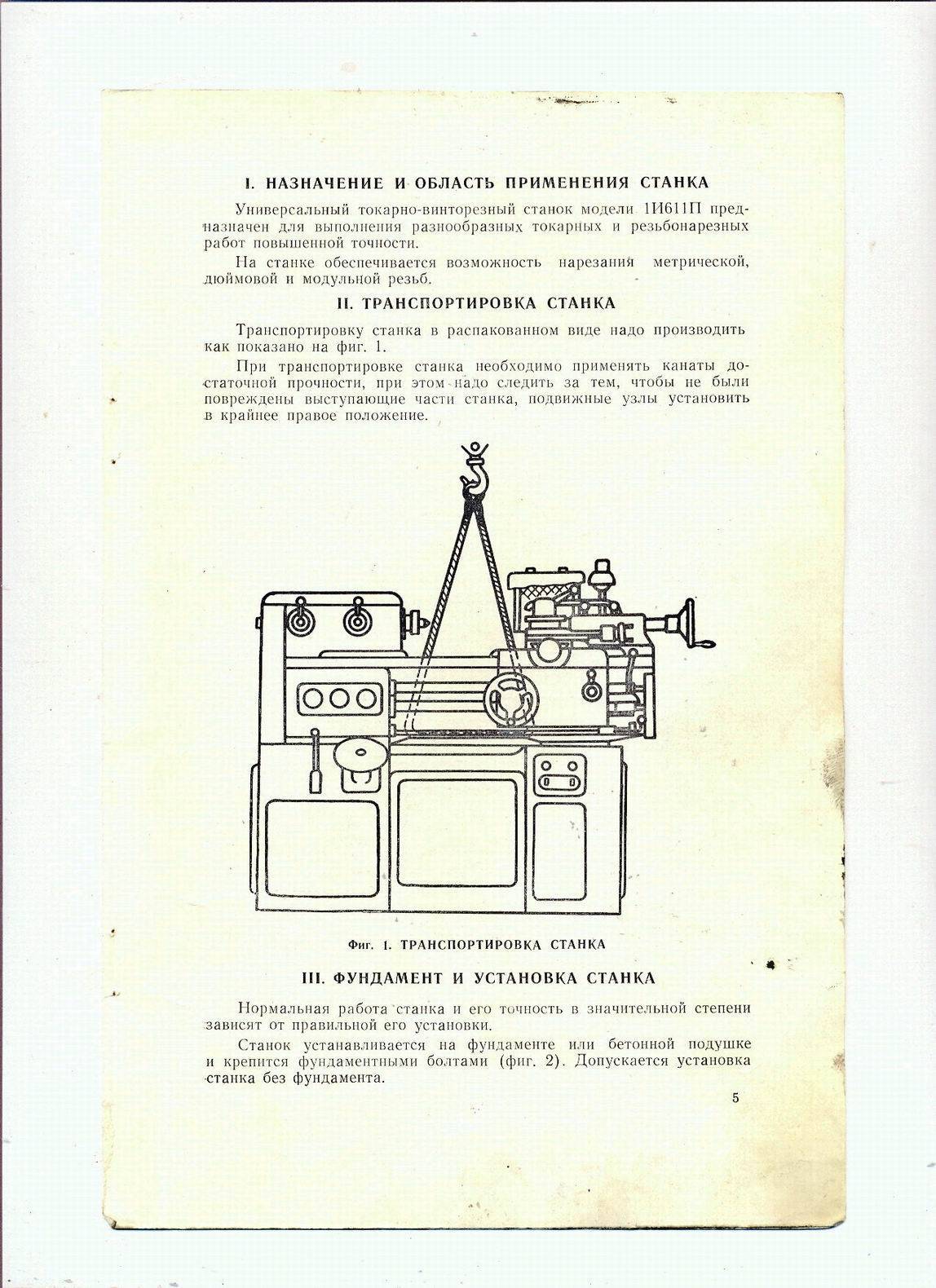
Токарно-винторезный станок 1П611 является универсальным станком и предназначен для выполнения разнообразных токарных работ повышенной точности в патроне или центрах, в том числе нарезание метрических, дюймовых, питчевых и модульных резьб. Данный станок более высокого класса, позволяет обрабатывать детали с большой точностью размеров, геометрических форм чем обычные токарные станки.
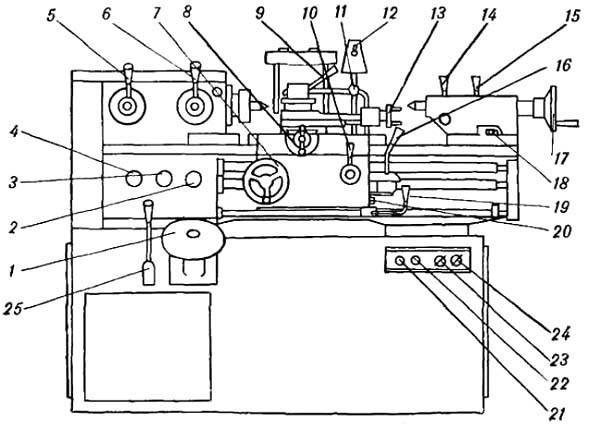
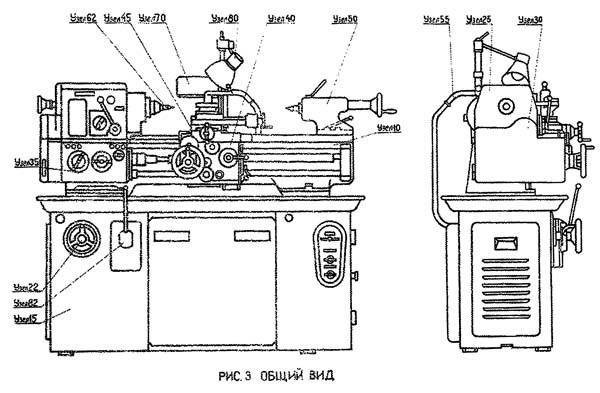
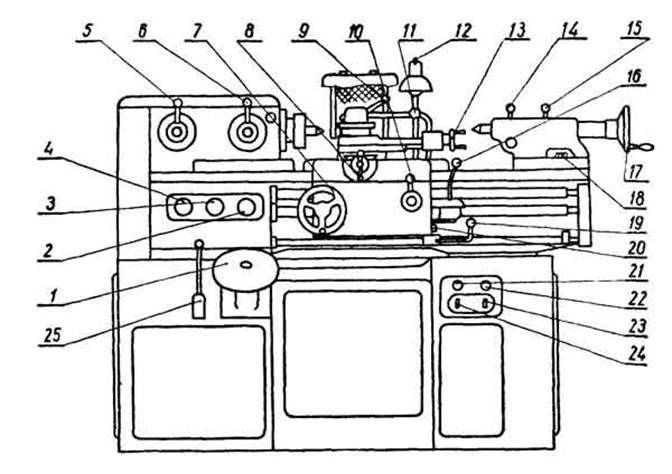
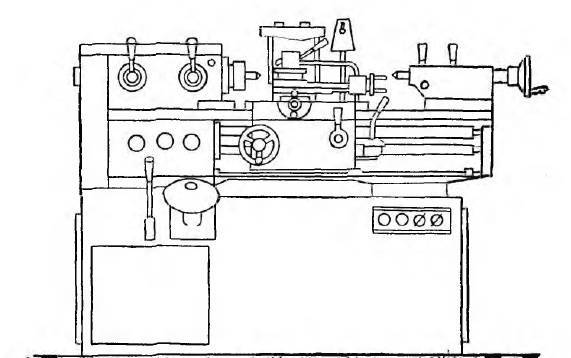
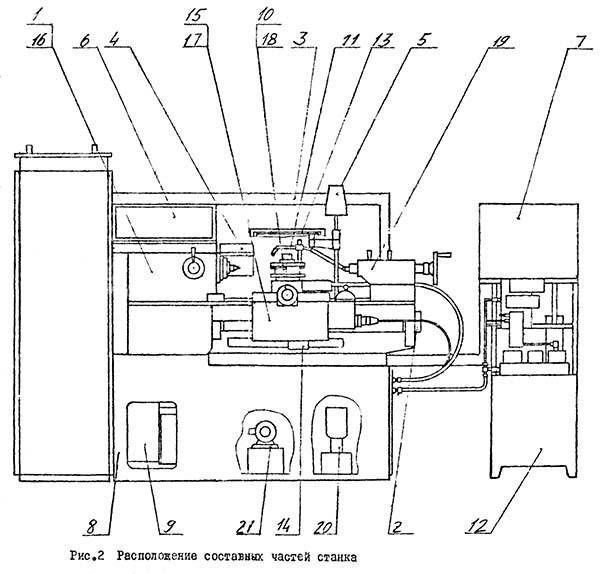
Устройство токарного станка 1П611
- Станина станка;
- Тумба;
- Редуктор;
- Механизм управления;
- Передняя бабки;
- Гитара;
- Коробка подач станка;
- Фартук станка;
- Суппорт станка;
- Задняя бабка;
- Конусная линейка;
- Система охлаждения;
- Неподвижный люнет;
- Подвижный люнет;
- Принадлежности;
- Защита;
- Электрооборудование;
- Переключатель
фото:токарный станок 1П611
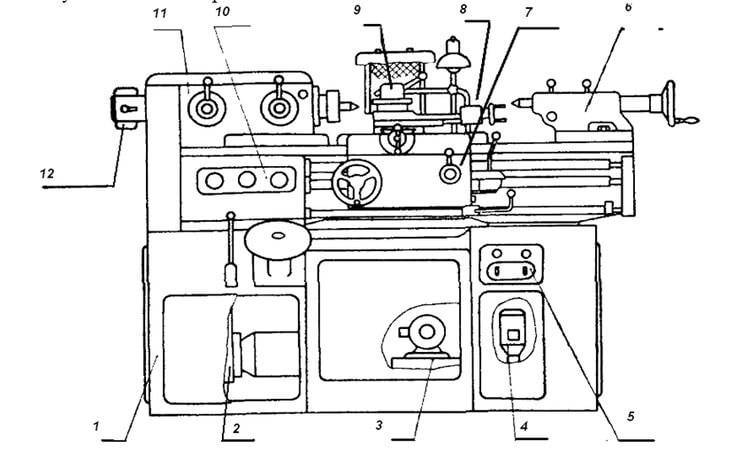
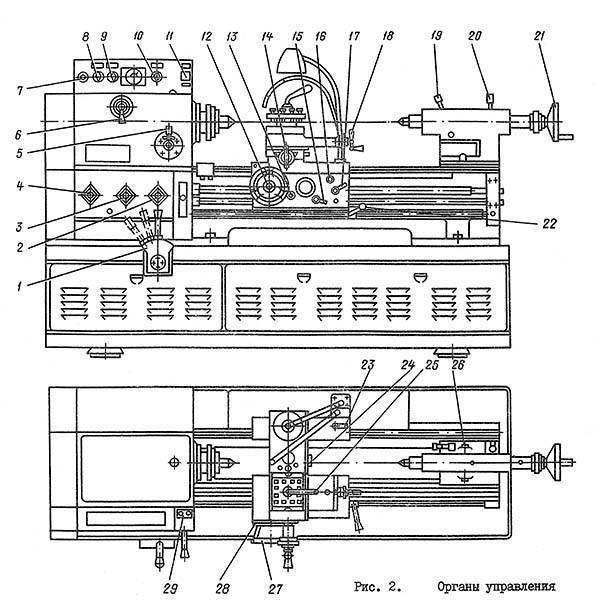
Органы управления токарного станка 1П611
- Выключатель;
- Включение освещения;
- Включение охлаждения;
- Ручка перегрузочной муфты;
- Ручка механического продольного и поперечного перемещения;
- Ручка ручного поперечного перемещения;
- Ручка ручного продольного перемещения;
- Ручка включения маховика;
- Зажим резцедержателя;
- Маховик изменения частоты вращения шпинделя;
- Ручка изменения реверса вращения шпинделя и торможения;
- Ручка переключения подач;
- Ручка переключения подач;
- Маховик зажима цанги;
- Ручка трензеля и зажима маточной гайки;
- Ручка переключение с резьбы на подачу;
- Ручка переключение ходового винта и валика;
- Ручка перебора;
- Ручка зажима пиноли задней бабки;
- Ручка верхней каретки;
- Ручка зажима задней бабки;
- Ручка маслонасоса
фото:органы управления токарного станка 1П611
Передняя бабки токарного станка 1П611
Передняя бабки устанавливается в левой верхней части станины. Состоит из следующих элементов: шпиндель 31б,переборные шестерни 32,33,привод подачи и механизм управления.
Вращательное движение шпиндель получает от шкива 104а либо через перебор, либо через зубчатую муфту 61. Шпиндель имеет 14 ступеней скоростей и частоту вращения 33,5-3000 оборотов в минуту. В передней опоре шпинделя установлены роликовый подшипник 1 , воспринимающий радиальные нагрузки и два упорных подшипника, воспринимающие осевые нагрузки. В задней опоре установлен радиально упорный подшипник 3.
фото:передняя бабки токарного станка 1П611
Гитара токарного станка 1П611
Гитара сменных зубчатых колес предназначена для нарезания различных резьб. Состоит из корпуса 81а, прикрепленного к передней бабки и коробки приклона 11 и крышки 82а. Приклон проворачивается на фланце выводного вала передней бабки и фиксируется в нужном положении болтом 1. Настройка привода подачи обеспечивается установки различных наборов сменных зубчатых колес.
фото:гитара токарного станка 1П611
Суппорт токарного станка 1П611
Суппорт пере перемещается по двум призматическим направляющим в продольном направлении станины. Снизу к продольным салазкам крепится фартук. В верхней части по направляющим продольных салазок перемещаются поперечные салазки. Перемещаются при помощи винта 31. Сзади и сверху на салазках выполнены Т-образные пазы, предназначенные для монтажа заднего резцедержателя. Резцедержатель 33а установлен на верхней каретке.
Смазка подшипников суппорта осуществляется при помощи шариковых масленок.
фото:суппорт токарного станка 1П611
Задняя бабка токарного станка 1П611
Задняя бабка предназначена для поддержания длинных заготовок центром во избежание радиального биения, а также для установки режущего инструмента (сверло, метчик, плашка).
Задняя бабка монтируется на плоские направляющие станины. Фиксируется положение бабки при помощи эксцентрикового прижима 40. Смещение в поперечном направлении корпуса задней бабки 11а осуществляется двумя винтами 43. Данное смещение необходимо при точении конусов. В Корпусе перемещается пиноль 31а. Пиноль прижимается с помощью рукоятки 2, стягивающие сухари 33 и 42а.
Смазка задней бабки осуществляется шариковой масленкой.
фото:задняя бабка токарного станка 1П611
Технические характеристики токарно-винторезного станка 1П611
| Основные параметры | 1П611 |
| Высота центров над станиной,мм | 135 |
| Расстояние между центрами,мм | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | |
| над суппортом | 145 |
| над станиной | 250 |
| прутка в патроне | 25 |
| прутка в цанге | 16 |
| Наибольшая длина проточки,мм | 450 |
| Число скоростей шпинделя | 14 |
| Частота вращения шпинделя, об/мин | 33,5-3000 |
| Пределы продольных подач,мм/об | 0,05-0,7 |
| Пределы поперечных подач,мм/об | 0,025-0,35 |
| Диаметр отверстия шпинделя,мм | 26,5 |
| Конус шпинделя | Морзе 4 |
| Наибольшее перемещение пиноли задней бабки,мм | 70 |
| Конус пиноли | Морзе 3 |
| Габариты станка,мм: | |
| длина | 1510 |
| ширина | 700 |
| высота | 1360 |
| Вес станка,кг | 560 |
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | ИЖ-250П | 1И611П | 250-ИТВ | 250ИТВМ.01 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н,П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 250 | 260 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 125 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 150 | 135 | 150 | 150 |
| Высота резца, мм | 20 х 20 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 30 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 22 | 21 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 16..2000 (22) | 20..2000 (21) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 5 | Морзе 4 | Морзе 4 | Морзе 4 |
| Торможение шпинделя | есть | есть | есть | есть |
| Конец шпинделя по ГОСТ 12593-72 | М68х6 | 4 | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 23,5 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 3 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 21 | |
| Пределы рабочих подач продольных, мм/об | 0,02..2,17 | 0,01..3 (25) | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 21 | |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 | 0,005..1,5 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | |||
| Количество нарезаемых резьб метрических | 33 | 30 | 33 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 (33) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 26 | |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..3,5 | 24..0,5 (26) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 25 | |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..6 | 0,2..30 (35) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | 120 | |
| Цена деления лимба перемещения салазок, мм | 0,1 | 0,05 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные / поперечные | есть/ нет | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 | |
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 2,6/ 3 (1420/ 2800) | 3 (1420) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | ФТ-42-4/2 | АОЛ2-32-4 | АИР100S4ПУ3 | |
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,18 (1400) | 0,08 (1390) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | АОЛ-012-4 | ||
| Тип станции смазки | С48-12М | |||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,15 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-25МС | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770_970_1300 | 1790_810_1400 | |
| Масса станка, кг | 1570 | 1120 | 1180 |
Основные технические характеристики
Жесткость и точность. Этих параметров удалось достичь, за счет использования специального метода крепления головки резца без зазора. Сварной контейнер, в котором находится смазка, а также встроенное высокоточное электрическое оборудование. Коробка подач, которая является универсальной, существенно облегчает работу



При нарезке резьбы нет необходимости устанавливать новые шестерни. Продуманная и очень удобная система отвода стружки, которая образуется при обработке деталей
Скорости шпинделя переключаются по особому принципу, что позволяет оператору заранее выбрать и установить необходимое переключение, что очень важно. Специальное устройство блокировки, позволяющее защитить механизм от различных перегрузок, является уникальным на сегодняшний день
Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора. Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Это существенно экономит время ремонта. Верньер — очень точный механизм, который отсчитывает смещение суппорта. Станина выполнена из специального чугуна, который покрыт хромоникелем. Это защищает механизм от коррозий и повреждений. При выполнении работ на токарном станке, в частности нарезании резьбы, на винт подается смазка в автоматическом режиме. Установку можно эксплуатировать в весьма стесненных производственных помещениях за счет того, что схема агрегата не предусматривает его обслуживание с тыльной стороны.
Важно! Станок идеально подойдет для небольших цехов, боксов или гаражей. Его достаточно легко обслуживать и проводить профилактические работы. Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами
Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами.
Все вышеперечисленные особенности токарного станка ИЖ 1И611П безусловно важны. Они в существенной степени облегчают процесс обработки заготовок и деталей, делая этот процесс автоматическим.
Детальнее ознакомиться с возможностями станка, его устройством и основными функциями можно просмотрев
видео
Инструкции и применение
При помощи ИЖ 1И611П возможно выполнять точение конусов, нарезание различных резьб, о чем мы упоминали в самом начале.
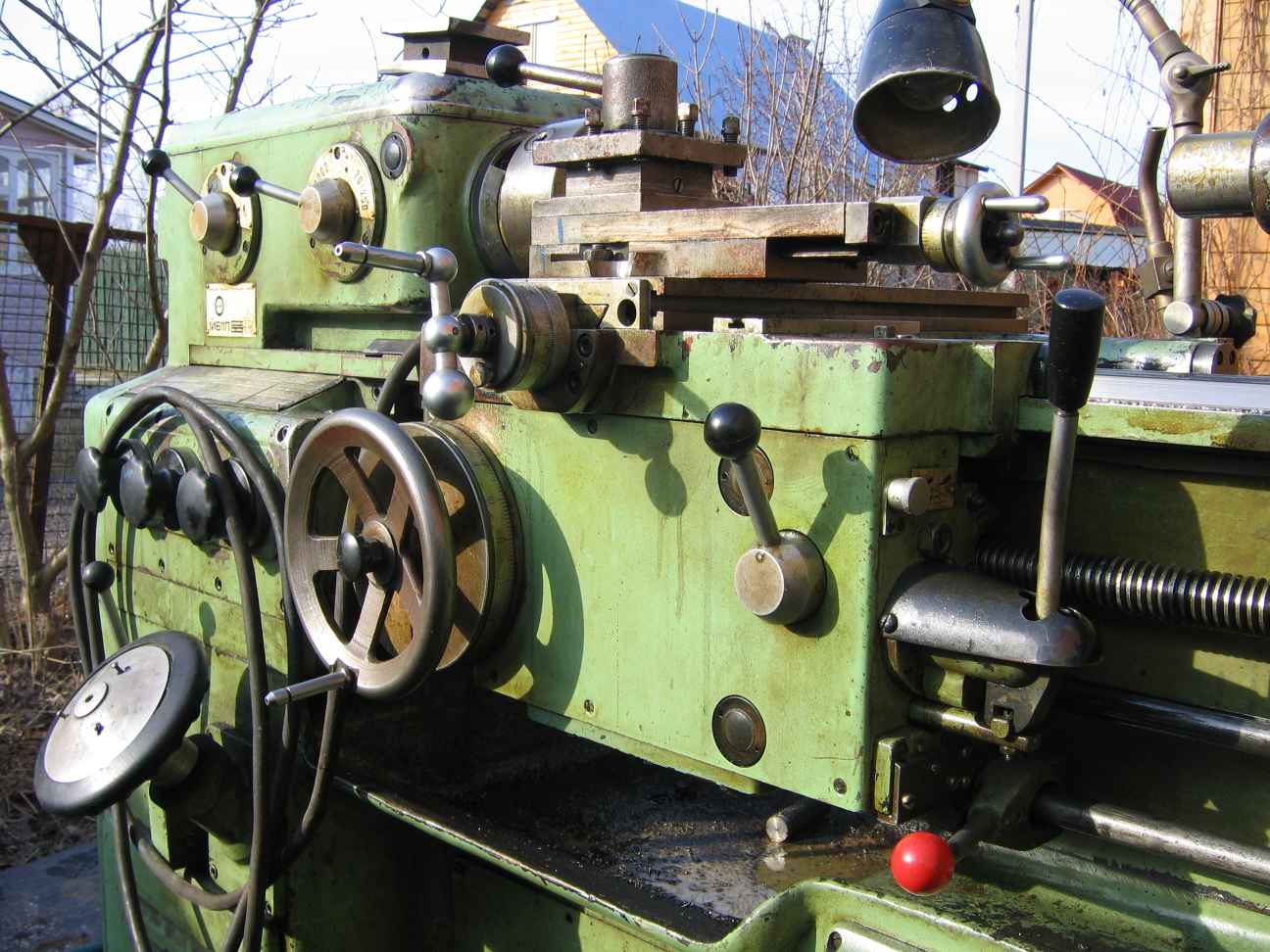
Фото ИЖ 1И611П

Фото 2: ИЖ 1И611П
Предназначен станок, в первую очередь, для многоэтапных заданий. Здесь применяются калёные направляющие, которые отличаются повышенной точностью и прочностью.
Важно! Старые модели предлагаются на вторичном рынке в достаточно широком ассортименте. Это массовое изделие, на которое всегда есть спрос. Цена колеблется от 24 000 до 140 000 рублей
Цена колеблется от 24 000 до 140 000 рублей.
Это интересно: Аргонная сварка своими руками – схема, фото, видео
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (, , , ), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков , , .
В 1944 году производство этих станков было передано на , основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель , .
С 1973 года начало серийного выпуска токарных станков: , , , , .
Тбилисский станкостроительный завод им. Кирова выпускал станки: , 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка – последней модели серии ДИП-300.
Эксплуатационные характеристики
В паспорте оборудования указываются все сферы применения и эксплуатационные характеристики устройства. В частности, допустимо использовать 1И611П для обработки деталей до 12,5 сантиметров под суппортом и до 25 сантиметров под станиной. Число вращений конститутивного узла устройство минимальное 10 и достигает 2 тысяч оборотов с минуту. Конус — категория Морзе 5, что следует учитывать при выборе изделий и способе обработки. Минимальная длина в паспорте не прописывается, но можно сказать, что она составляет 1-2 сантиметра. Максимально возможная длина агрегата — до полуметра. Основные характеристики устройства:
- диаметр шпинделя — 25 миллиметров;
- диаметр прутка — 24 миллиметра;
- конец шпинделя по государственному образцу — 4;
- максимальный ход — 50 сантиметров (этим объясняется максимально возможная длина обрабатываемого изделия);
- диапазон подача продольных от 0,01 до 1,8;
- диапазон подачи поперечных от 0,005 до 0,9;
- число электрических двигателей — три;
- мощность — 3 кВт;
- гидравлическая мощность — 0,08 кВт;
- мощность охлаждения — 0,05 кВт.
Предназначение станка
ИЖ 1И611П относится к профессиональному оборудованию. Хоть он был произведен в середине прошлого века до сих на многих предприятиях успешно пользуются этой техникой. С его помощью проводят работы по металлу:






- фрезерные;
- токарные;
- шлифовочные.
Выполняются действия не только в центрах, и на патронах. Последние могут быть цанговые или кулачковые — принципиальной разницы нет.

Также возможно шлифование внутри предметов при помощи инструмента, который укрепляется в патроне. Винторезный станок справляется с изделиями различных форм. Его используют для работы с вариантами конусной формы, цилиндрической. Резьба нарезается модульная, метрическая или дюймовая — завит от требуемых характеристик. Особенности:
- жесткость головки резьбы определяется фиксаций по принципу отсутствия зазора;
- коробка передач удобна, так как не меняются шестерни для изготовления резьбы;
- охлаждающая жидкость увеличивает срок службы оборудования;
- есть профессиональная система отвода стружки;
- есть возможность выбрать в предыдущем ходе оборудования то, с какой скоростью шпиндель будет вращаться в следуем шаге — это упрощает работу специалиста;
- есть специальное устройство, защищающее от перегрев коробку передач;
- узел шпинделя не нуждается в плановой разборке и сборке;
- верньер, которые есть отнюдь не в каждой технике, позволяет суппорту перемещаться с высокой точностью;
- винт, при помощи которого происходит выполнение резьбы, автоматически периодически смазывается, что улучшает характеристики;
- удобство управления станком из-за особым образом установленной рукоятки управления.
Станок ИЖ можно устанавливать в удобном на производстве месте. В конструкции нет узлов, которые нужно дополнительно обслуживать в процессе использования, например, переставлять шпинделя для провидения резьбы или смазывать узлы при работе. Это дает возможность установить громоздкий прибор около стенки.

Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
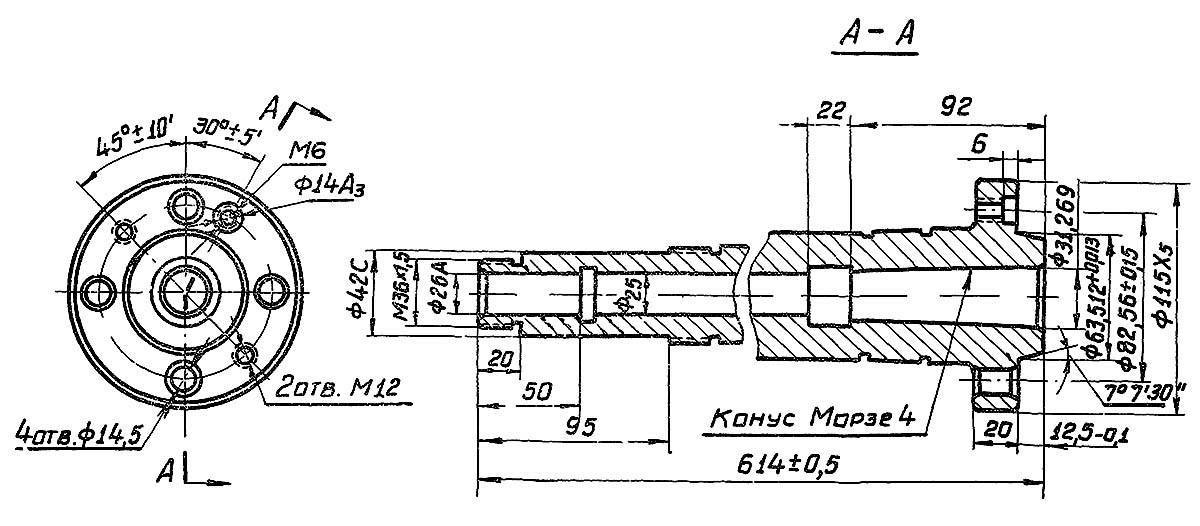
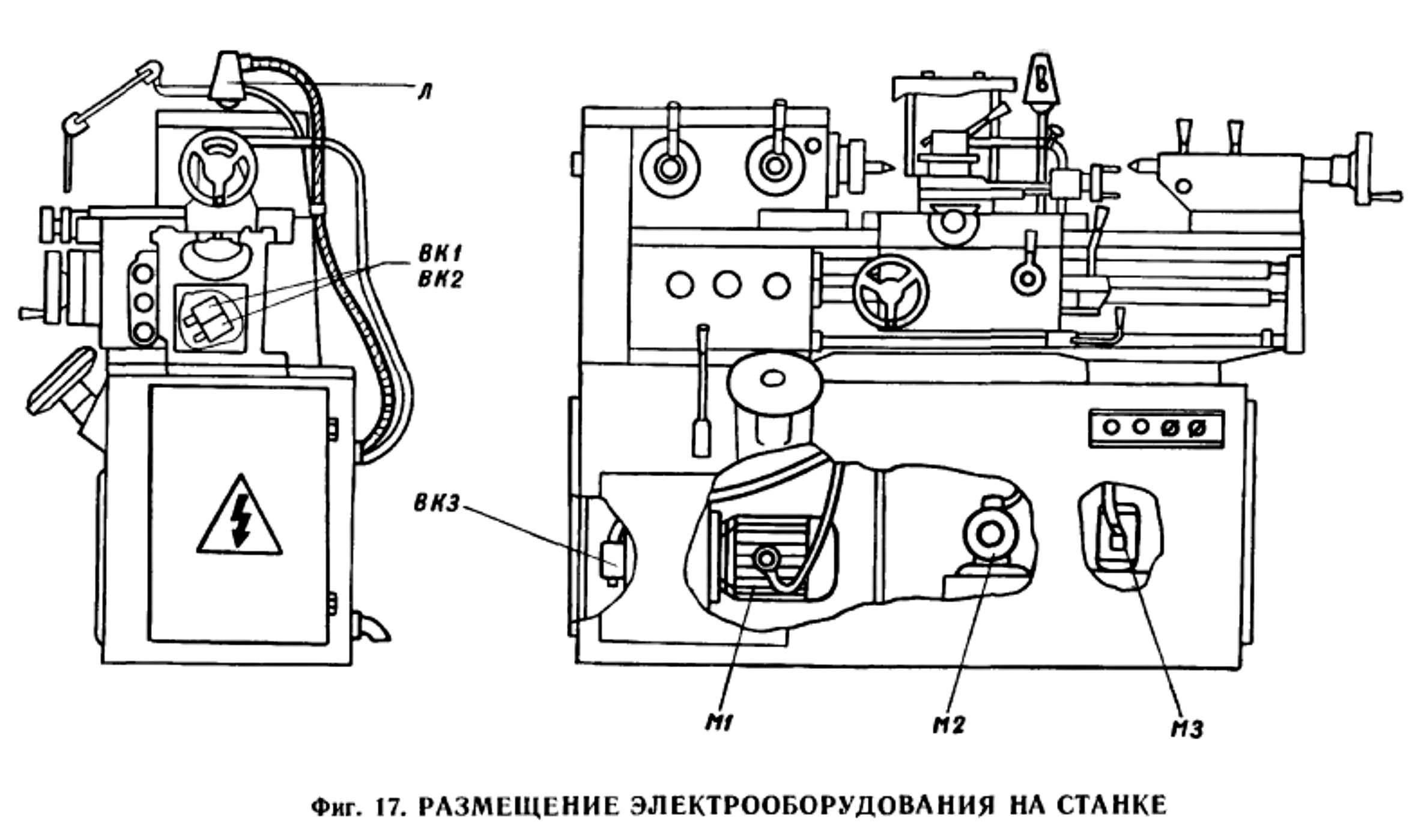
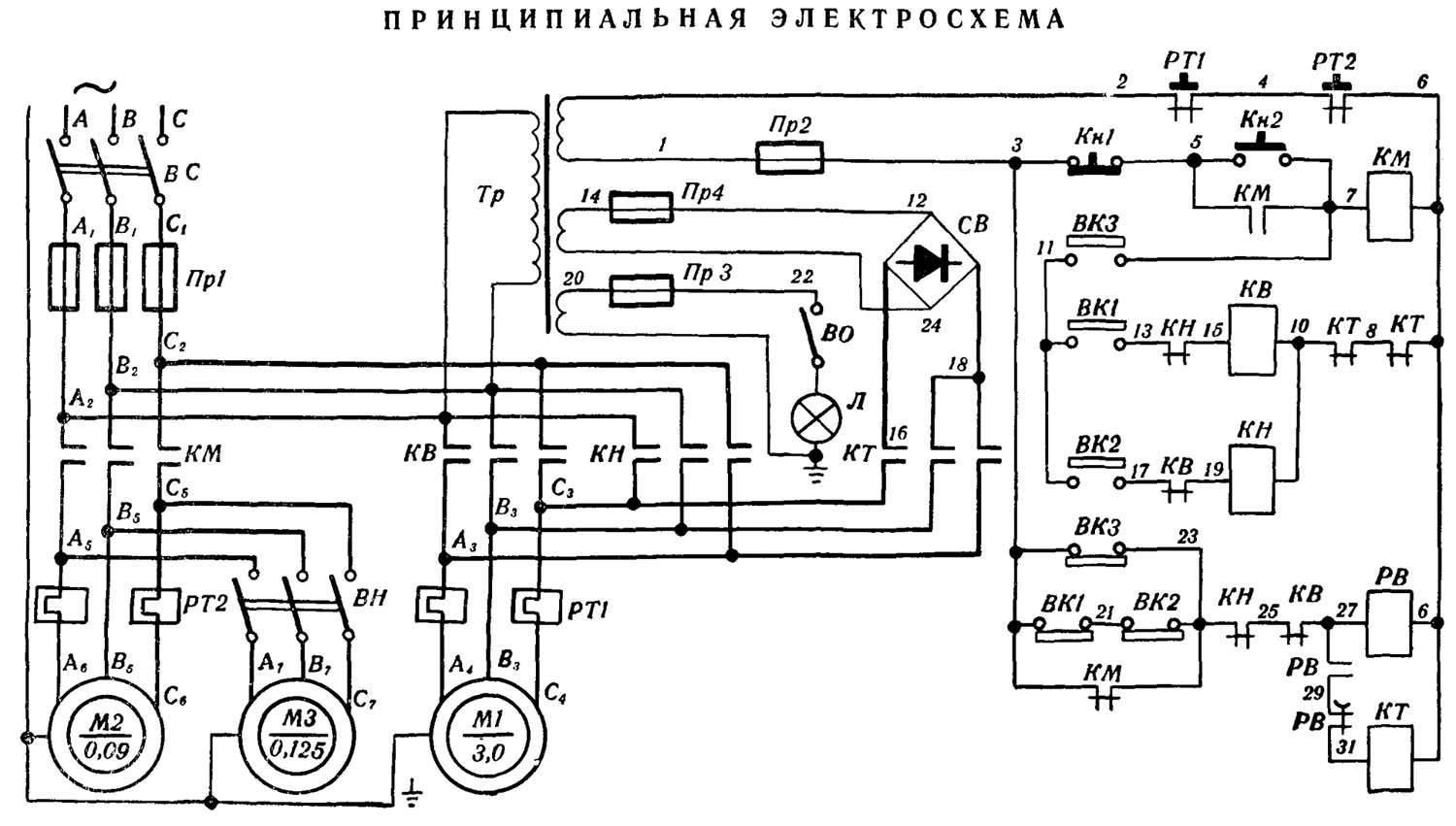
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.





