

Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Это интересно: Протяжные станки — принцип работы, технические характеристики
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Настольные электрические резьбонарезные станки
Часто, при необходимости увеличить скорость работы или при большом объеме работ, использовать ручные либо электрические клуппы для нарезки резьбы нецелесообразно. Тогда в дело вступают настольные резьбонарезные станки. Превосходство их очевидно: скорость работы, возможность нарезать резьбу на трубах большого диаметра, легкая и удобная перенастройка в соответствии с требуемым типом и размером резьбы, универсальность применяемых головок.
Компания сегодня производит современные настольные резьбонарезные станки, которые нарезают такие типы резьбы, как коническая, метрическая, цилиндрическая, трубная, а также в правом либо левом направлениях. Станок способен нарезать резьбу на трубах практически из любого материала, будь то алюминий, сталь, медь, чугун и прочие материалы. Они, как правило, оборудованы электрическими моторами либо двигателем. По типу исполнения, они различаются на станки с быстрозажимными патронами со сменными губками кулачков и на станки с автоматическими патронами, оснащенные кованными реверсивными губками. Все станки имеют задние центрирующие патроны, приспособленные для того, чтобы удерживать длинные трубы в правильном положении. Если приходится работать с трубами, длина которых более 1 метра, то следует использовать регулируемые опоры.
Само нарезание происходит посредством резьбонарезной головки станка. Они универсальны за счет применения раздвигающего механизма. И одной головкой можно нарезать резьбу на трубах диаметром как 1/8 дюйма, так и 2 дюйма. Процесс работы осуществляется следующим образом: головка фиксируется на станине, выставляется необходимый размер и начинается ее продвижение при помощи поворотного механизма с целью нарезки резьбы. Снять головку с механизма можно расщелкнув гребенку и высвободив трубу из патрона. Как правило, гребенки – расходный материал, который приходится часто заменять.
Важным условием является достаточная подача специальной жидкости при нарезании резьбы – специального масла или смазки. С целью повышения эффективности мы рекомендуем для использования с настольными резьбонарезными станками специальное минеральное масло, которое создано для одноименных станков. А для работы с трубами питьевой воды, предлагаем купить, специально разработанную для этого случая, синтетическую жидкость, превращающую ваш станок в очень эффективный и безвредный инструмент. Окончательное решение купить станок для нарезки резьбы на трубах следует принимать только тогда, когда будут понятны функционал и индивидуальные особенности объектов, на которых он будет применяться. Так как функционал и оснащение станков могут различаться значительно, то, соответственно, и цена на станок того или иного типа также будет различна.
Станок для нарезания резьбы и все о нем
Резьбонарезной станок – это оборудование, которое режет заготовки конусной и цилиндричной формы. Также выполняет нарезку резьбы на трубе (газопроводной, водопроводной и другой) и еще станки можно использовать как оборудование для производства болтов. Благодаря универсальности такого станка круг его применения расширяется от крупных производств до небольших ремонтных мастерских.
Конструкция и принцип работы резьбонарезного станка для труб
Само устройство по типу схоже со сверлильной машиной вертикального типа. В шпиндель крепится специальный инструмент – метчик, именно он в соответствии с выставленной скоростью и частотой вращения передвигается вниз в сторону крепко и плотно закрепленных труб. Во время нарезки на длинных трубах используется подставка, которая регулируется по длине и высоте. В зависимости от типа, сверлильно резьбонарезной станок может иметь горизонтальное или вертикальное размещение исполнительного инструмента. Чаще, используют вертикальное оборудование, в роли резца выступает метчик. А вот горизонтальные станки, используют для нарезки резьбы разного типа труб. Наружные резьбы делаются по средствам резьбовых резцов и круглых плашек. А вот внутренние работы выполняются с помощью специальных резцов и метчиков.
Типы резьбы, которые можно выполнить с помощью станка для нарезки резьбы:
- Метрическая и дюймовая резьба на трубах;
- Коническая, трапецеидальная и цилиндрическая.
При использовании дополнительных инструментов появляется возможность делать наклоны и задавать всевозможную форму.
Станок для нарезки резьбы, его виды
Представляемое оборудование условно можно разделить на три группы:
- Ручные станки;
- Электрические станки;
- Автоматические станки.
Вид подобного оборудования подбирается исходя из планируемых объемов нарезания резьбы. Одним из самых главных достоинств применения ручного станка – это его мобильность. Такое оборудование не большое по своему объему и весу, за счет этого его с легкостью можно перемещать с одного на другое место. Для работы на нем не требуется специальных навыков и знаний. А вот главный недостаток – резьба труб диаметром более 50 мм не возможна. Зачастую такие станки используют, так сказать в гаражных условиях и небольших мастерских.










Электрический резьбонарезной станок имеет большой вес, объем и сложную конструкцию. Но в отличие от ручного оборудования их используют на производствах, они более надежны и позволяют работать с диаметром труб более 50 мм. Компактные электрические модели имеют вес около 60 кг, но их функции ограничены. Более мощные модели могут весить до 200 кг.
Нарезка резьбы на автоматических станках происходит без вмешательств человека. Этот станок очень большой и используется на предприятиях для поточного производства труб.
Резьбонарезные станки для труб – это основное оборудование, без которого не обойдется не одно серьезное предприятие, специализирующееся на резьбе.
Зарубежные резьбообрабатывающие станки и приспособления
Существенный интерес представляют резьбофрезерные станки фирмы «UNITECH» (Германия) обкатного типа модели ZFWVG250 (рис. 2, табл. 8).
Нормальное резьбофрезерное приспособление ApG позволяет производить резьбофрезерование в процессе фрезерования длинной и короткой резьб от малых до средних профилей (до 10-го модуля); продольное фрезерование профилей с параллельными осями.

Рис. 2. Резьбофрезерный станок ZFWVG250
Таблица 8. Технические характеристики модели ZFWVG250
| Параметры | модели ZFWVG250 | ||||
| Длина фрезерования, мм | 800 | 1250 | 2000 | 3150 | 5000 |
| Высота центров над направляющей станины, мм | 2600 | ||||
| Наибольший диаметр изделия, мм: над направляющей станины | 500 | ||||
| над фрезерным суппортом | 250 | ||||
| Отверстие шпинделя изделия, мм | 102 | ||||
| Максимальное отверстие цангового патрона, мм | 100 | ||||
| Путь перемещения пиноли задней бабки, мм | 100 | ||||
| Шаг резьбы ходового винта, дюйм | 1/2 слева | ||||
| Диапазон плавного перехода, мин–1 | 0,0032…2,6 | ||||
| Скорости подачи (плавные) | |||||
| Фрезерование методом обката, мм/об, изделия | 0,027…5,66 | ||||
| Продольное фрезерование, мм/мин | 0,3…198 | ||||
| Ускоренные ходы, мм/мин | |||||
| Фрезерование методом обката при шаге резьбы 1…100 мм | 10,9…1090 | ||||
| Резьбофрезерование при шаге резьбы 100…800 мм | 816 | ||||
| Фрезерование методом обката | 816 | ||||
| Продольное фрезерование | 816 | ||||
| Мощность, кВт: двигателя главного привода | 4 | ||||
| охлаждающего насоса | 0,09 | ||||
| насоса для смазочного масла | 0,37 | ||||
| Номинальный крутящий момент двигателя подачи, Нм | 25 | ||||
| Электрооборудование | |||||
| Рабочее напряжение, В | 400 | ||||
| Управляющее напряжение, В | 24 | ||||
| Частота, Гц | 50 | ||||
| Общая потребляемая мощность, кВт | 9,5 | ||||
| Габаритные размеры, мм: длина | 2800 | 3200 | 4000 | 5200 | 7000 |
| ширина | 2500 | ||||
| высота | 1600 | ||||
| Масса нетто, кг | 3400 | 3800 | 4300 | 5100 | 6700 |
| Бак для охлаждаемой жидкости, л | |||||
| Объем | 40 | 40 | 40 | 75 | 110 |
Тяжелое резьбофрезерное приспособление ApGS позволяет производить резьбофрезерование в процессе фрезерования длинной и короткой резьб больших профилей до 15-го модуля; продольное фрезерование профилей с параллельными осями.
Зубофрезерное приспособление обкатного типа ApFW позволяет производить зубофрезерование методом обката профилей с параллельными осями винтовых профилей до 7-го модуля посредством двухчервячной передачи усиленной конструкции с малым зазором.
Технические возможности указанных приспособлений приведены в табл. 9.
Таблица 9. Технические характеристики резьбо-фрезерных приспособлений
| Параметры | ApG | ApGS | ApFW |
| Фрезерные шпиндели | |||
| Наибольший диаметр фрезы, мм | 150 | 150 | 150 |
| Наибольшая ширина фрезы, мм | 100 | 100 | 125 |
| Внутренний конус, МК | 3 | 4 | 4 |
| Диапазон поворота, град: вертикально направо | 120 | 120 | 60° |
| вертикально налево | 90 | 90 | 60 |
| Осевое перемещение, мм | 42 | 42 | 50 |
| Расстояние, мм: от середины детали до середины фрезерного шпинделя | 0…190 | 0…190 | 0…180 |
| от середины фрезерного шпинделя до лицевой поверхности суппорта | 28 | 40 | 57 |
| Число оборотов фрезы, мин–1 | 45…560 | 45…560 | 18…224 |
| Передаточное число | 1,25 | 1,25 | 1,25 |
| Характеристики изделия — резьбофрезерование, мм | |||
| Модуль, макс. | 10 | 15 | — |
| Шаг резьбы | 1…800 | 1…800 | — |
| Глубина резьбы, макс. | 25 | 35 | — |
| Характеристики изделия — резьбофрезерование методом обката | |||
| Модуль, макс, мм | 3 | 5 | 7 |
| Число зубьев* | 4…50 | 4…50 | 2…50 |
* Большее число зубьев по запросу.
Просмотров:
1 482
Резьбонакатной автомат модели А2522
Резьбонакатной автомат модели А2522, рабочим инструментом в котором служат ролик и сегмент, предназначен для накатывания резьб различного профиля.
Техническая характеристика станка Диаметр накатываемой резьбы; мм…………….12—16 Шаг накатываемой резьбы, мм……….1,75—2 Наибольшая длина резьбы, мм………………..80 Длина накатываемой детали, мм………………24—160 Номинальное усилие накатывания, кгс…….25 000 Частота вращения накатного ролика, об/мин…………50, 75, 100 Производительность, шт/мин………………..50—300 Мощность электродвигателя главного привода, кВт …. 17 Габаритные размеры стайка, мм………………1275Х2465Х2255
Кинематическая схема автомата показана на рис. 89.










Движения в станке: главное вращательное движение — шпинделя резьбонакатного ролика (профиль резьбы на заготовке формируется постепенно при прокатывании ее между роликом и сегментом, имеющим заборную и калибрующую части), вспомогательные движения в станке связаны с настройкой и наладкой его, а также с работой механизма загрузки.
Рис. 89. Кинематическая схема резьбонакатного автомата модели А2522
Главное вращательное движение шпиндель IV с резьбонакатным роликом 4 получает от электродвигателя M1 через клиноременную передачу , шкив с предохранительной фрикционной муфтой, зубчатую коробку 1, цилиндрическую зубчатую пару и червячную передачу . Коробка скоростей позволяет сообщить шпинделю три различные частоты вращения. Сегмент 3 установлен в опоре 2 и вместе с ней неподвижно закреплен на коробке скоростей.
Подача заготовок к ролику и сегменту осуществляется загрузочными устройствами. Заготовки засыпают в лоток и попадают в бункер 10, который приводится во вращение от электродвигателя М2 через червячную пару 6 и ролики 11. При вращении бункер лопатками захватывает заготовки, а затем сбрасывает их на направляющие линейки 12, которые служат для ориентации заготовок. Те заготовки, которые оказались несориентированными, возвращаются отбойной звездочкой 9 в бункер. Отбойная звездочка получает вращение от двигателя М2 через клиноременную 7 и зубчатую 8 передачи. Для увеличения скорости перемещения заготовок по направляющим линейкам к зоне накатывания в загрузочном устройстве предусмотрен специальный вибратор 13 механического типа, приводимый электродвигателем МЗ. Подача заготовки в зону накатывания осуществляется толкателем 15, который совершает возвратно-поступательное движение под действием пружины 16 и рычага 14, приводимого в движение кулачком 5. Кулачок установлен на шпинделе и имеет столько выступов, сколько заготовок накатывается за один оборот шпинделя. Станок комплектуется несколькими сменными кулачками с одним — шестью выступами.
Настройка и наладка станка. Рукояткой на коробке скоростей устанавливают требуемую частоту вращения шпинделя.
На шпиндель 5 (рис. 90) станка надевают резьбонакатной ролик 1, который связан со шпинделем торцовыми шпонками 6; затем устанавливают регулировочные кольца 7, кулачок 2 и закрепляют гайками 3. На верхний конец шпинделя монтируют быстросъемную опору 4, повышающую жесткость шпиндельного узла.
Рис. 90. Шпиндельный узел резьбонакатного автомата модели А2522 Рис. 91. Схема регулирования зазора между накатным роликом и сегментом
В зависимости от диаметра накатываемой резьбы устанавливают определенный зазор между накатным роликом 1 и сегментом 2 (рис. 91). Этот зазор регулируют перемещением опоры 4, в которой сегмент закреплен четырьмя планками 3. Опоры в двух взаимно-перпендикулярных направлениях перемещают с помощью трех винтов 6 и связанных с ними клиньев 5. Опору с сегментом на коробке скоростей фиксируют окончательно двумя винтами 7. В зависимости от размеров накатываемых заготовок регулируют расстояние между направляющими линейками 12 (см. рис. 89) и расстояние отбойной звездочки до линеек.
Проверяют работу станка сначала на холостом ходу, а затем, включив охлаждение, в рабочем режиме.
Эксплуатация
Станки для нарезания резьбы на трубах являются точным оборудованием, которое требует соблюдения правил эксплуатации:
- Заранее проверять точность выставления изделия относительно рабочих частей.
- Зависимо от вида оборудования, выбирать оснастку для проведения нарезания резьбы.
- Проверять целостность фрез, абразива до включения двигателя. Если есть сколы, заусенцы, визуальные повреждения, заменить оснастку.
- При проведении работ надевать защитную одежду, очки.
- Не пытаться обрабатывать трубы диаметром, превышающего допустимый показатель.
- Научиться настраивать установки с ЧПУ до начала обработки изделий.
Если деталь была зажата в патроне неровно, резьба будет нарезана под углом. Это приведет к браку изделия, поломке оборудования.
Трубонарезные станки используются для создания прочных соединений между отдельными частями трубопроводов. Они позволяют ускорить технологический процесс, проводить обработку более точно.
2056 станок резьбонарезной полуавтомат. Назначение и область применения
Резьбонарезной станок 2056 сконструирован на базе вертикального сверлильного станка 2Н118 с максимальным диаметром сверления Ø 18 мм.
Резьбонарезной полуавтомат 2056 предназначен для нарезания резьбы метчиком в изделиях из черных и цветных металлов, применяется в серийном и массовом производстве.
Полуавтомат работает как в полуавтоматическом, так и автоматическом циклах и используется в автоматических линиях.
При использовании дополнительных наладок и сменных шестерен на полуавтомате можно нарезать мелкие метрические, дюймовые, трубные и левые резьбы.
При работе полуавтомата с автоматическим загрузочным устройством или в автоматической линии необходимо ввести в электросхему реле времени, контролирующее автоматический цикл работы.
Попадание резцов в винтовую канавку при новых проходах
После каждого прохода резца суппорт приходится возвращать в исходное положение. При нарезании резьбы небольшой длины возврат суппорта осуществляется при обратном ходе станка, без выключения разъемной гайки. Если же нарезается длинный винт, возврат суппорта таким способом требует много времени. Поэтому в таких случаях перемещают суппорт к началу работы вручную, выключая разъемную гайку станка.
При включении этой гайки для следующего прохода резца необходимо знать, является ли нарезаемая резьба «четной» или «нечетной».
Четной называется резьба, если ее шаг делится без остатка на шаг резьбы ходового винта, или, наоборот, шаг резьбы ходового винта делится без остатка на шаг нарезаемой резьбы.
Нечетной называется резьба, если деление получается с остатком.
Например, если нарезается резьба 8 витков на 1″ на станке, ходовой винт которого имеет резьбу 4 витка на 1″, то нарезаемая резьба является четной, так как 8 делится на 4 без остатка.
Если на том же станке нарезается резьба 6 витков на 1″, то она является нечетной, так как при делении 8 на 6 получается остаток, равный 2.
При нарезании четной резьбы разъемную гайку можно включать в любой момент. Резец при этом всегда точно попадает в ранее нарезанную винтовую канавку.








При нарезании нечетной резьбы можно включать разъемную гайку только при определенном положении ходового винта относительно нарезаемого; в противном случае резец не попадет в винтовую канавку и резьба окажется перерезанной. Для предотвращения этого поступают так: устанавливают суппорт в то положение, при котором должно быть начато нарезание резьбы, и отмечают это положение (например, мелом на суппорте и такой же чертой против нее на станине станка). После этого пускают станок в ход. Как только резец пройдет первую стружку, то, не выключая разъемной гайки, отводят резец от детали (поперечной подачей) и останавливают станок. Затем делают пометки 4 и 3 мелом (рис. 183) на ходовом винте и его подшипнике, а также 2 и 1 на шпинделе и подшипнике передней бабки. Возвратив суппорт в исходное положение вручную, включают разъемную гайку в тот момент, когда все пометки займут первоначальное положение.
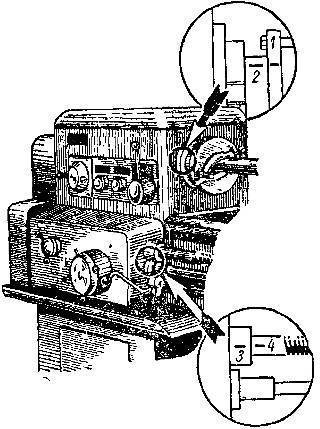
Рис. 183. Пометки на ходовом винте и шпинделе станка при нарезании нечетной резьбы
Особенности нарезания левой резьбы. При нарезании левой резьбы необходимо, чтобы при обычном направлении вращения шпинделя суппорт перемещался (при рабочем проходе резца) от передней бабки к задней. Это достигается соответствующей установкой трензеля станка. Нарезание резьбы начинается от левого конца детали, для чего используется канавка на детали (см. рис. 177, а).
Нарезание внутренней левой резьбы следует производить при левом (обратном) вращении шпинделя, сообщая резцу подачу в направлении от задней бабки к передней. При’ таком способе токарь может наблюдать заход резца в материал и осуществлять предварительные измерения резьбы. Недостаток предлагаемого способа — возможность свертывания патрона, в котором закреплена нарезаемая деталь, при нарезании резьбы с крупным шагом.
Скорости резания при нарезании резьбы. Скорости резания быстрорежущими резцами (марки Р18) при черновом нарезании наружной резьбы с шагом от 2,5 до 6 мм на проход на деталях из стали средней твердости принимаются в пределах 35—20 м/мин, а из чугуна средней твердости 15—10 м/мин. При чистовом нарезании резьбы скорость резания при указанных условиях должна быть примерно в 2 раза больше. В том и другом случаях чем больше шаг нарезаемой резьбы, тем меньше должна быть скорость резания. При отделочных проходах, которыми обычно заканчивается нарезание резьбы, скорость резания должна быть около 4 м/мин. При нарезании треугольных резьб с шагом от 2 до 6 мм на деталях из стали средней твердости твердосплавными резцами с пластинками Т15К6 скорость резания выбирается в пределах 100 — 150 м/мин.
При нарезании внутренних резьб скорости резания можно принимать по указанным выше данным, умножая их значения на 0,8.
Охлаждение при нарезании резьбы. Охлаждение при нарезании резьбы быстрорежущими резцами имеет исключительно большое значение, так как не только дает возможность повышать скорость резания, но и способствует получению чистой поверхности резьбы. Лучшей охлаждающей жидкостью при нарезании резьбы на стальных деталях является смесь растительных масел с керосином или скипидаром. Почти равноценные результаты дает сульфофрезол. Эмульсия, применяемая при этой работе, позволяет повышать скорости резания, но меньше способствует получению чистой поверхности резьбы, чем масло. Резьба на чугунных деталях нарезается в большинстве случаев всухую, а при очень твердом чугуне с охлаждением керосином.





