ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
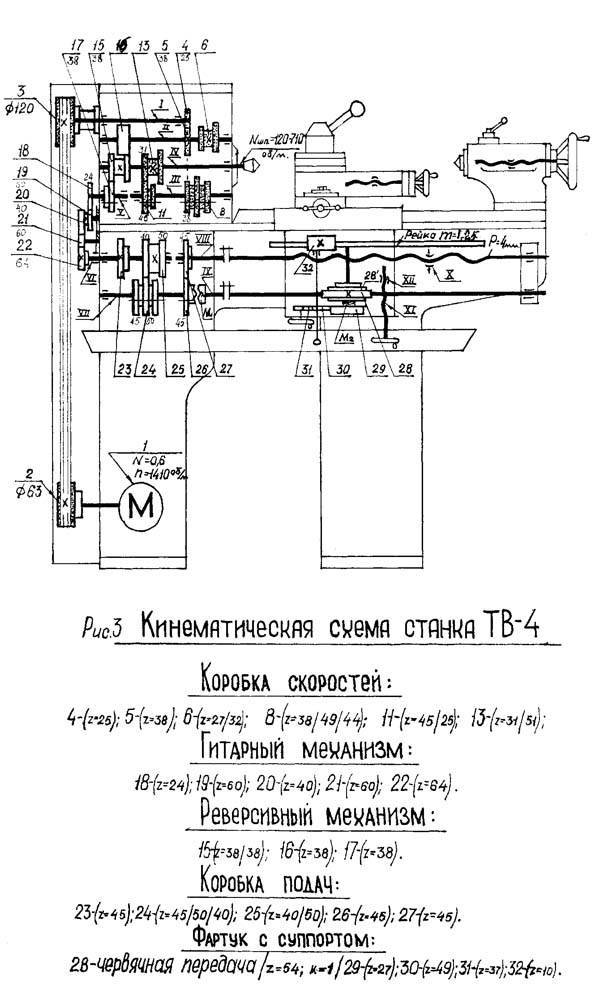
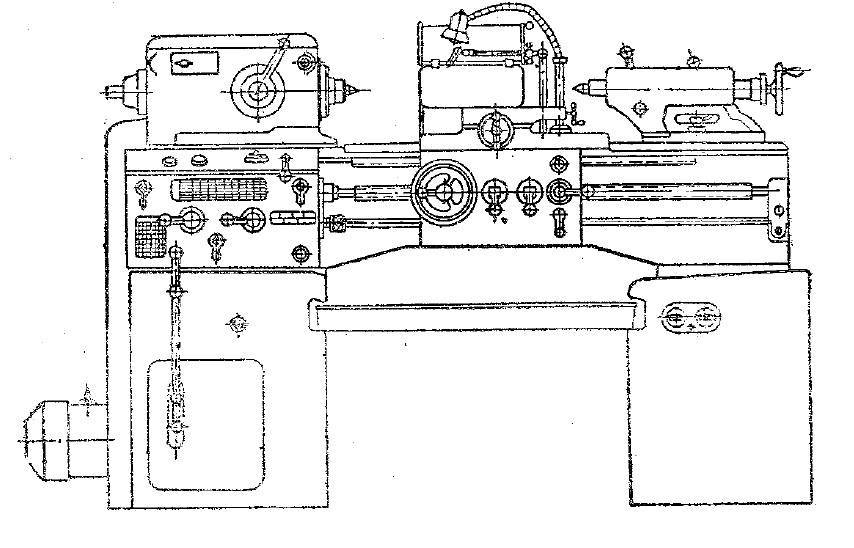
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
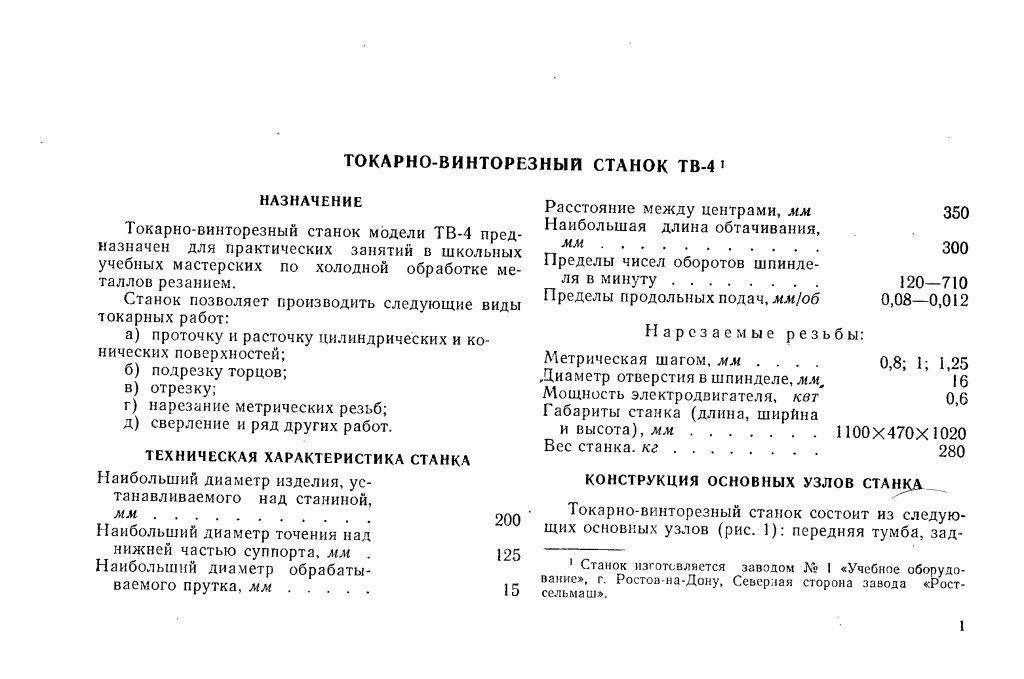
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
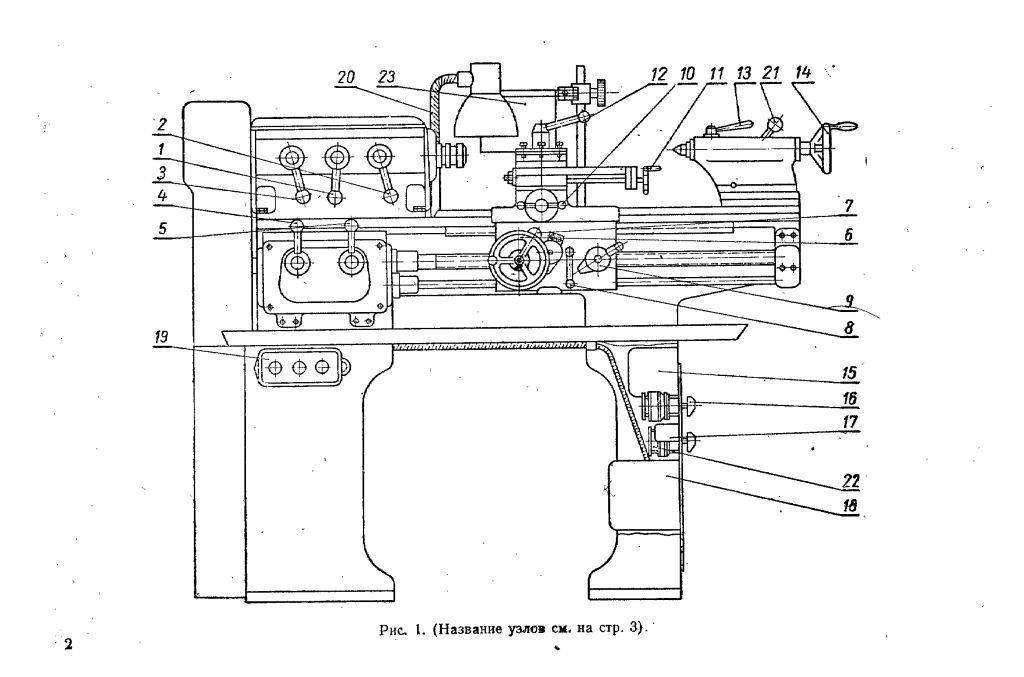
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
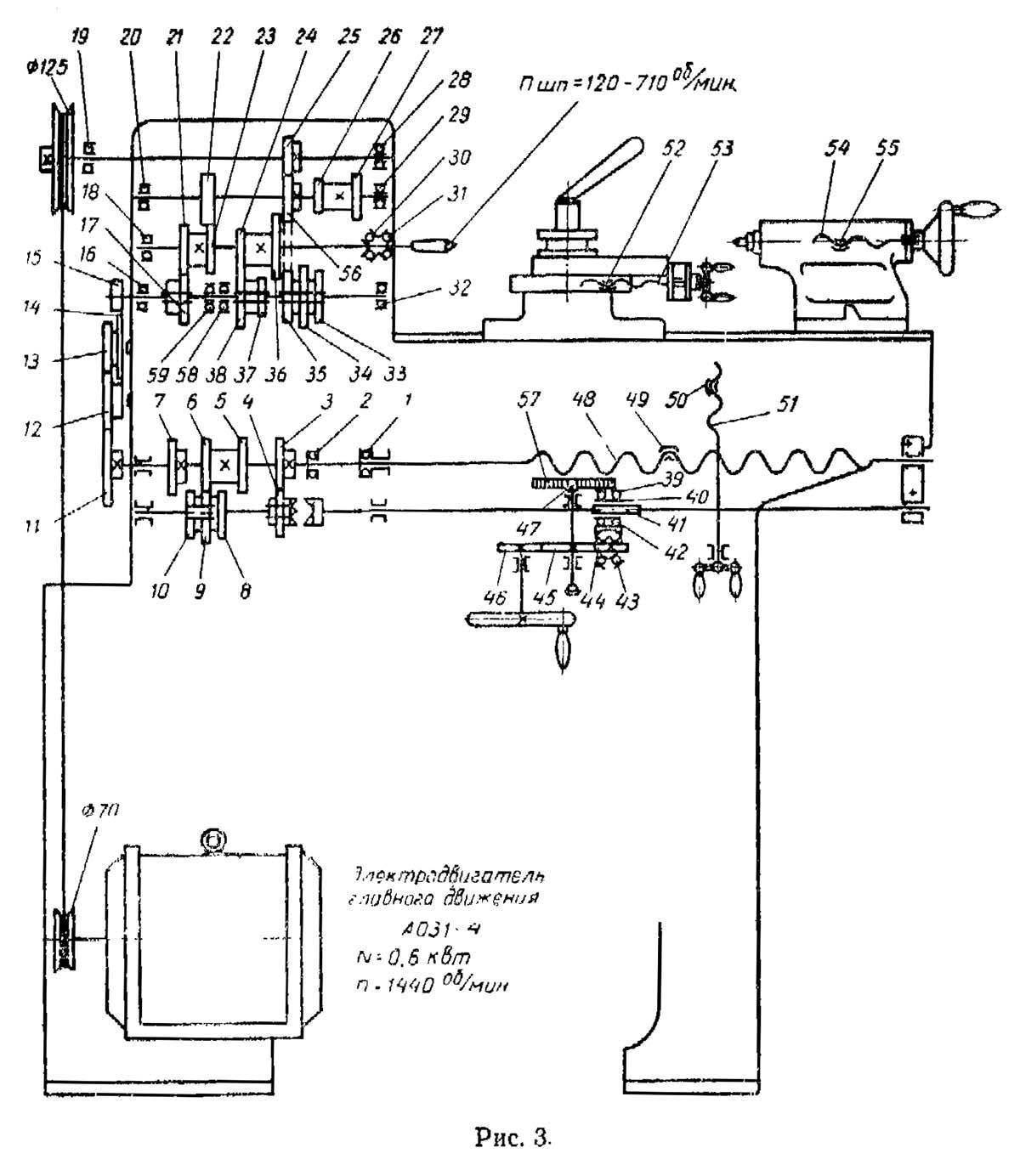
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Где купить токарный станок ТВ 4
В данный момент оборудование полностью снято с производства. Купить даже подержанный станок на вторичном рынке практически невозможно.
Современными аналогами отечественного производства являются ТВ-7 и ТВ-9, именно этими моделями сейчас переоборудуются школьные мастерские.
Кроме этих вариантов, вместо ТВ 4 можно рассмотреть станки Proma SPA-500, JET BD-9G, Weiss Machinery ML200 «Универсал» и Optimum TU2304 (220 В).
Современные токарные станки демонстрируются на ежегодной выставке «Металлообработка», там же их можно протестировать и заключить контракт на поставку.
Токарный станок тв 16Токарный станок универсал 2 и 3Токарный станок ТВ 320
Технические характеристики
Настольные токарные станки 16Т02П имеют несколько конструктивных особенностей, которые и определяют нюансы технических характеристик.
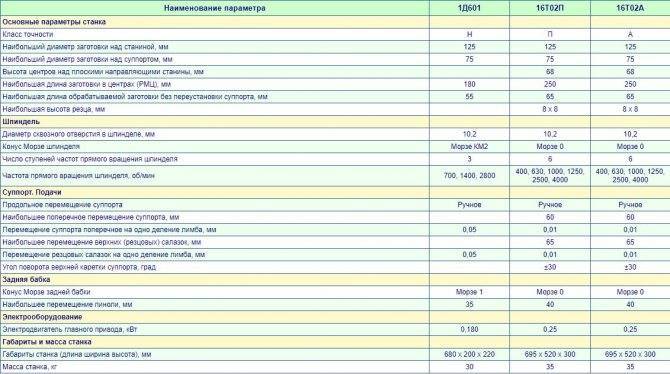
Общие параметры
Основные технические характеристики рассматриваемого оборудования с классом точности П:
- размер обрабатываемой заготовки над станиной – 12.5 см;
- над суппортом – 5 см;
- длина заготовки в центрах – 250 мм;
- высота центров над плоскими управляющими станины – 68 мм.
Есть также определенные отличия для отдельных элементов конструкции, которые и определяют более высокую точность и другие преимущества оборудования.
Шпиндель
Шпиндель расположен в корпусе передней бабки и крепится на трех шарикоподшипниках. В передней опоре установлены радиально-упорные подшипники. Технические характеристики шпинделя:
- ступени частот прямого вращения – 6;
- частота прямого вращения – 400-4000 об/мин;
- диаметр сквозного отверстия – 10.2 мм.
На корпусе бабки имеются два специальных глазка за наблюдением, за уровнем масла и наполнением маслом канавок подшипников.
Суппорт и подачи
Продольное перемещение суппорта осуществляется вручную. Для суппорта следующие технические характеристики:
- максимальное поперечное перемещение суппорта – 60 мм;
- на одно деление поперечное перемещение суппорта – 0.01 мм;
- верхние резцовые салазки перемещаются на 65 мм;
- верхняя каретка поворачивается в диапазоне +- 30°.
Суппорт в станке крестовой с возможностью продольного и поперечного перемещения салазок. Оба вида перемещения выполняются вручную.
Крепится на станине при помощи эксцентрикового зажима. Максимальное перемещение пиноли у задней бабки – 4 см.
Электрооборудование
Станок оснащен электродвигателем главного привода, с мощностью 0.25 кВт. Основные характеристики электрооборудования:
- мощность сети – 380 В;
- потребляемая мощность – 11 кВт;
- мощность сети управления – 110 В;
- частота – 50Грц.
Пуск электродвигателя осуществляется нажатием кнопки. Для ограничения холостого хода имеется реле времени, для защиты электродвигателя от перегрузки в схеме имеется тепловое реле.
Габариты и масса
Настольный станок по сравнению с аналогами имеет небольшую массу. Это создает удобства для маленьких цехов и частных мастерских, в том числе часовых. Общая масса оборудования по паспорту – 35 кг. При этом габариты, агрегата следующие:
- длина – 5 см;
- ширина – 52 см;
- высота – 30 см.
Это позволяет разместить станок на ограниченном пространстве.
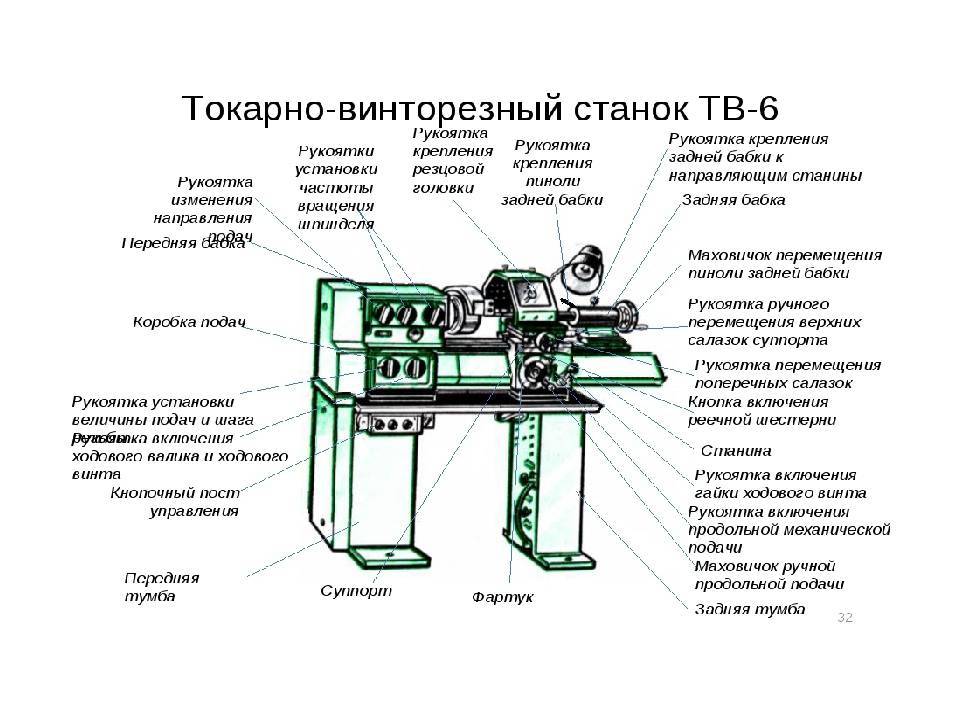
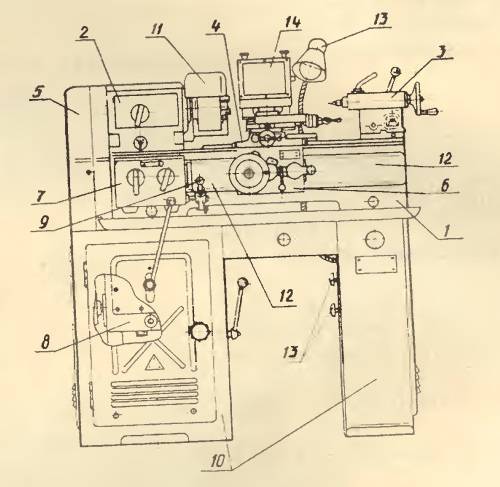
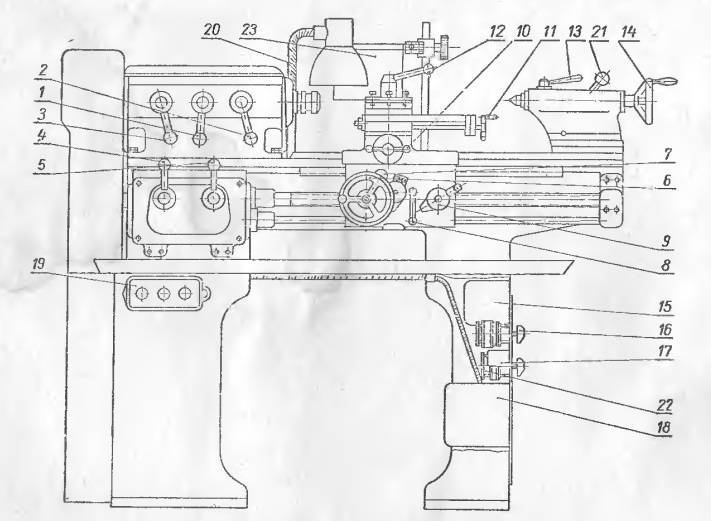
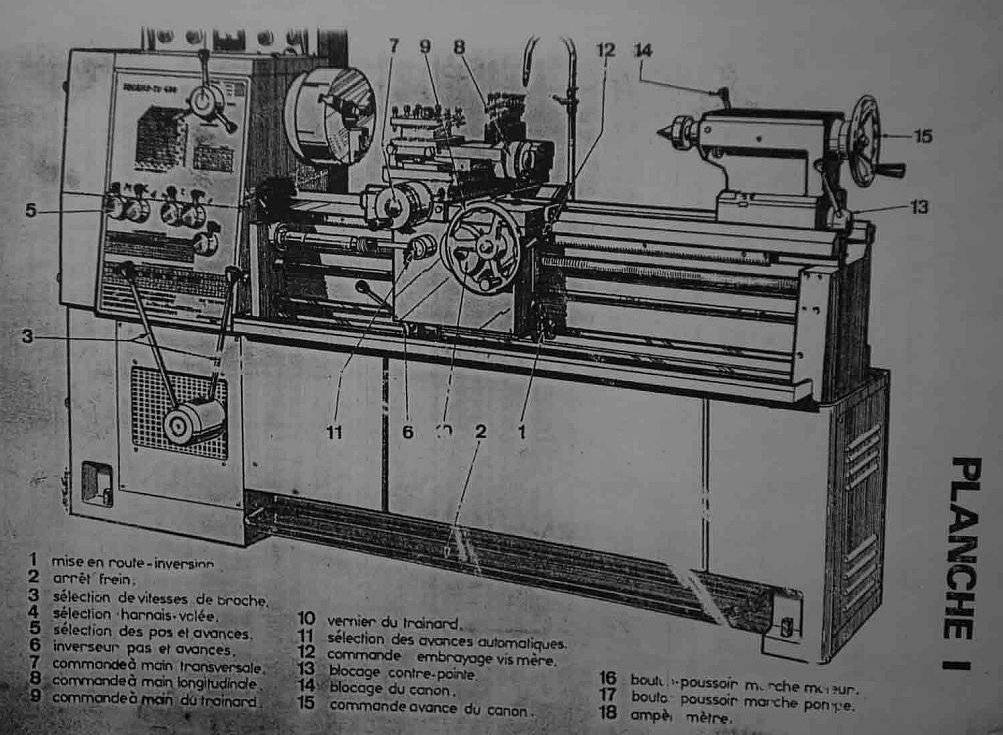
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
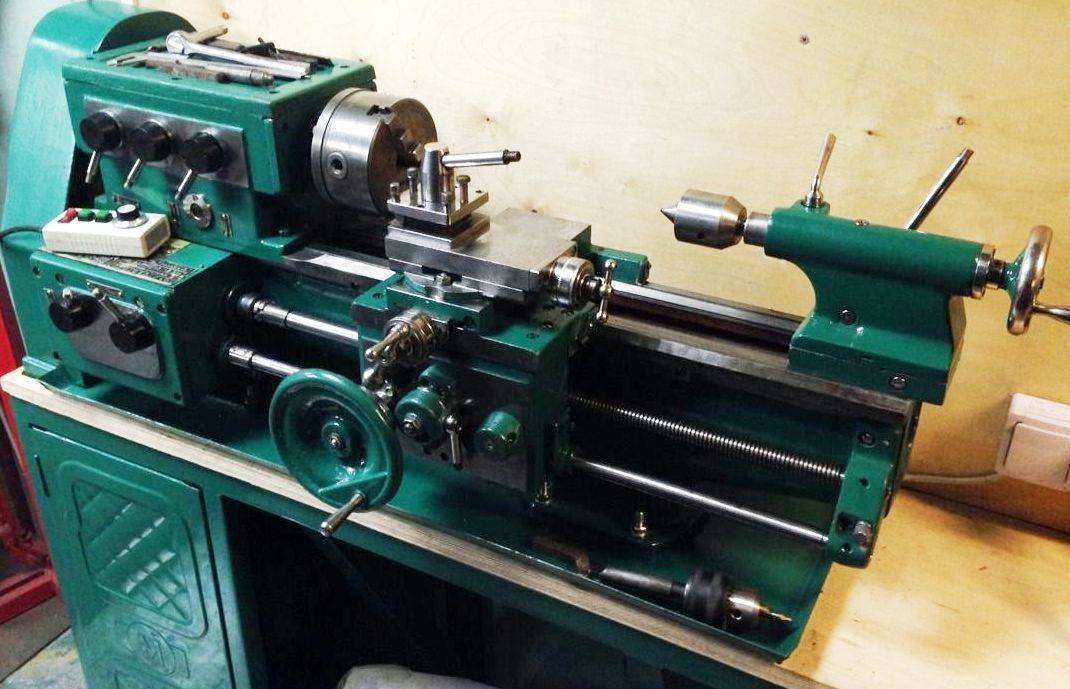
Токарный станок ТВ-4
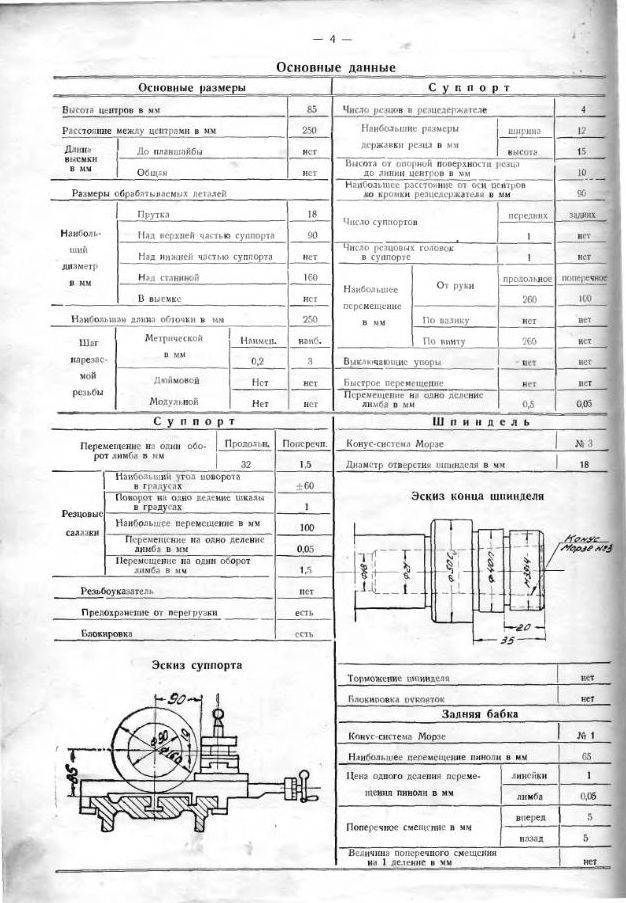
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
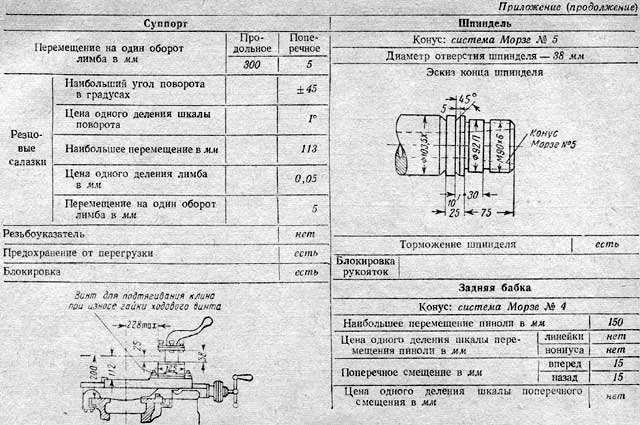
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы
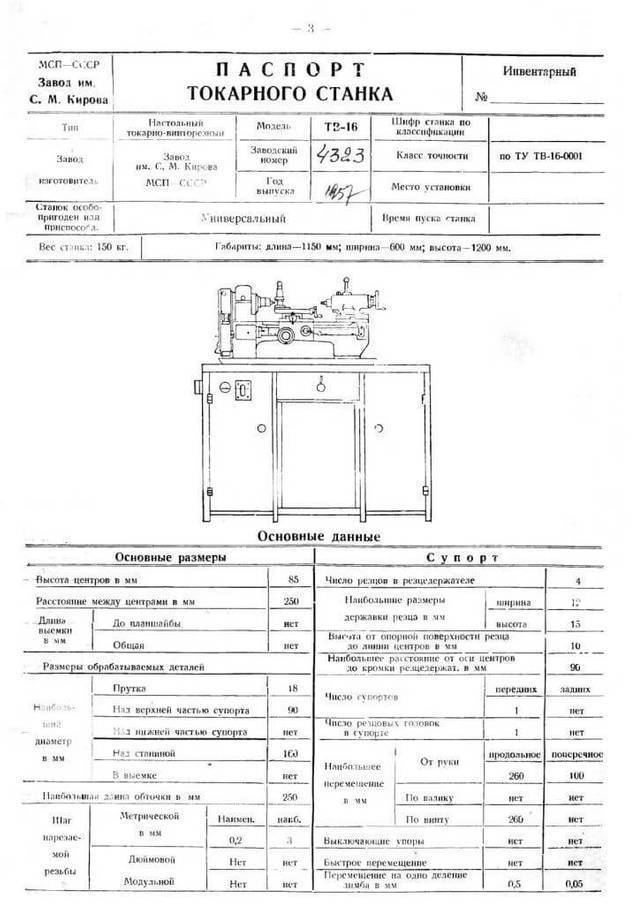
Паспорт токарно-винторезного станка ТВ-4, 1969
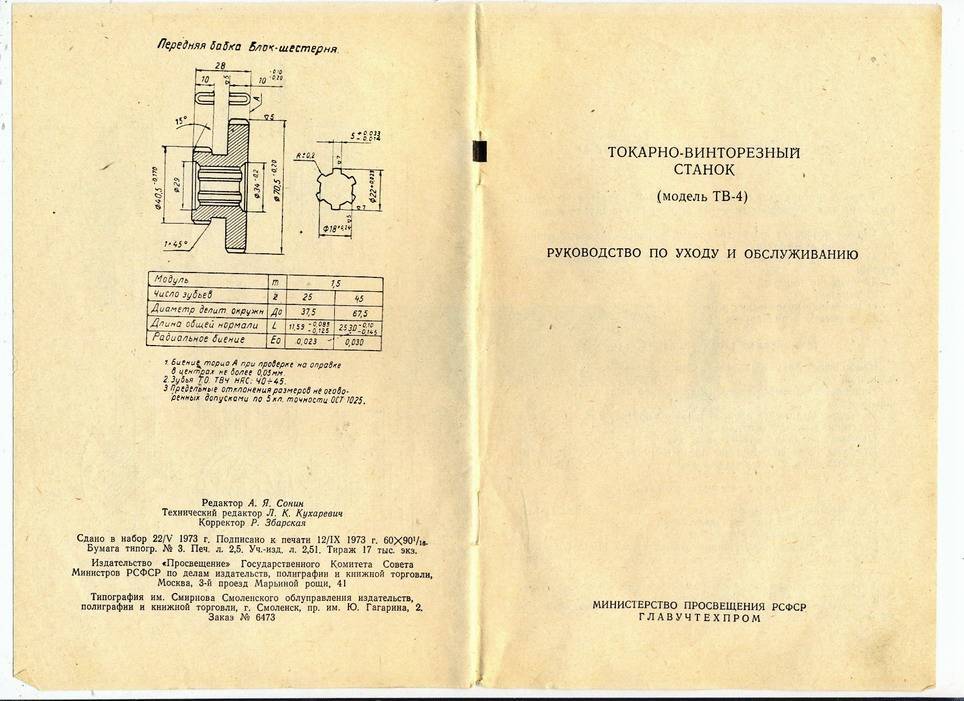
Токарно-винторезный станок, модель ТВ-4. Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Оглоблин А.Н. Основы токарного дела, 1967
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
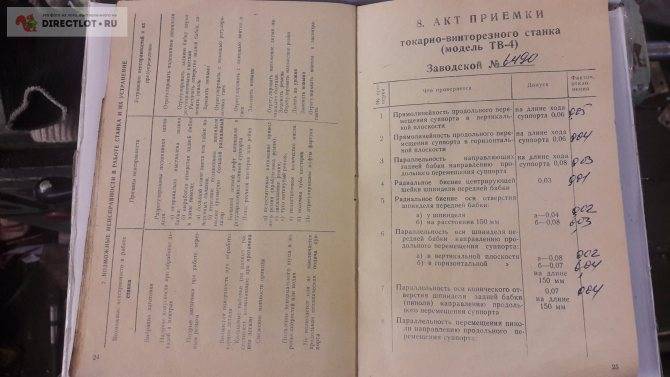
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Правила эксплуатации

Так как станок по металлу относится к классу учебного оборудования его установку, наладку и эксплуатацию должны выполнять квалифицированные профессионалы. Перед процессом работы, учащиеся в обязательном порядке знакомятся с конструкцией оборудования, его техническими характеристиками, а также правилами по технике безопасности.
Для установки оборудования необходимо обустроить фундамент высотой 100 мм. Для этого можно использовать деревянные бруски или сделать бетонное основание
Так как в конструкции станка ТВ-4 не предусмотрены механизмы регулировки уровня — следует особое внимание обращать на отсутствие перепадов высот платформы. Альтернативным вариантом является монтаж специальных регулируемых опор. Кроме этого, важными моментами эксплуатации станка являются:
Кроме этого, важными моментами эксплуатации станка являются:
- подготовка к работе. Оборудование очищается от антикоррозийной жидкости, заполняется емкость смазывающей жидкостью для коробки передач. При подключении к электросети обязательно обустраивается заземляющий контур, устанавливается УЗО;
- работа на станке. Сначала нужно проверить, чтобы все рукояти стояли в исходном положении. После этого можно приступать к предварительным настройкам токарной обработки. Заготовка фиксируется между передней и задней бабкой, выставляется расположение резца с помощью механизмов резцедержателя;
- профилактика. После выполнения работы в обязательном порядке удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования основных узлов и агрегатов. Перед запуском контролируется уровень масла.
В видеоматериале показан подробный обзор модели:
ТВ 4 хорошо известен многим учащимся средних школ Советского Союза, так как именно на нем они учились выполнять простейшие токарные операции.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.

Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Характеристики токарных станков ТВ 4
Токарные станки ТВ 4 отличается надежностью и долговечностью. Станок имеет массу 280 килограмм, что намного меньше веса профессионального оборудования. По габариту устройства составляют 1100 x 470 x 1020 миллиметров (сначала указывается длина, дальше ширина, затем высота). Станок оборудован электрическим приводом, мощность которого составляет 600 Ватт.
Над станиной возможна установка детали с диаметром до 20 сантиметров, диаметр точения над нижней частью суппорта устройства составляет 12,5 сантиметров.
При помощи станка можно делать прутки диаметром до 15 миллиметров. Расстояние между центрами учебного оборудования составляет 25 сантиметров или 350 миллиметров. Шпиндель станка может вращаться с частотой от 120 до 710 оборотов за минуту.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.

На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей. При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО;
- Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя;
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали