

Разновидности планшайб для токарных патронов и их использование
Любые токарные работы выполняются на различного рода станках. Прежде чем приступить к обработке той или иной заготовки, нужно ее надежно зафиксировать, чтобы обеспечить безопасность при проведении операций точения.
Для чего нужна планшайба?
Закрепить деталь можно несколькими способами, например, в обычном патроне или с применением специальной планшайбы, купить которую можно в специализированном магазине. При этом обрабатываемый элемент может располагаться в любом положении в зависимости от типа агрегата. Например, токарно-карусельный станок имеет фиксатор, который крепится на горизонтальном столе.
Планшайба для токарного станка представляет собой стальной или чугунный диск, служащий для закрепления заготовки на том или ином аппарате. В его центре располагается отверстие для установки на шпиндель. При этом изделия, подвергаемые различным видам обработки, фиксируются при помощи специальных накладок, прихватов, болтов или так называемых уголков.
Планшайбы на станках зачастую применяются при точении деталей больших размеров, а также имеющих сложную форму. Для крепления изделий неправильной конфигурации в ряде случаев шайбы оснащаются четырьмя или даже шестью Т-образными канавками и имеют дополнительные сквозные отверстия. Иногда в качестве этого элемента используют простые патроны.
Сложность установки и центровки относительно шпиндельной оси является главным минусом использования на станках планшайб. Тем не менее при обработке многих деталей они необходимы.
Саморобна планшайба.
Если вы хотите больше узнать об отечественных мотоциклах, рекомендуем посмотреть видеосюжеты о мотоцикл ИЖ и его модельном ряде.
Советуем посмотреть наш видео раздел, и вы сразу найдете интересующую вас информацию уникального мотоцикла ИЖ.
Вообщем токарь выточил шайбу и попросил точно отметить как отрезать и сверлить =).
Решил, что отдам ему половинку картера и лучше сам отмерит всё =)
Мне нравится Мне нравится 6
Другие записи в этом бортжурнале
Мотор от Юпитер 4
Купил сиденье, морковку и крыло хром в сборе за 500 рэ. В сидуху уже вварена проставка. Но я всё равно усилию её, защищу! Покрашу черной кра. Читать далее
Проект движется к своему логическому завершению. Решил отказаться от подсветки в спидометре. Мб поставлю поворотники для красоты. Остал. Читать далее
Комментарии
Только авторизованные пользователи могут оставлять комментарии
dr.cbr
Я делал отверстия сам. И да, на этой планшайбе нету ступени — она упирается в картер, если вместе с картером отдал, токарь доработает. Отверстия эти тот ещё головняк.
- Ответить
- 1 марта 2020 года в 14:23
Почему нету ступеньки? Есть =) На юпитере еще тот головняк. (на планете как то больше месте в секции генератора) Благо я буду ставить БСЗ и смогу вертеть генератор.
- Ответить
- 1 марта 2020 года в 18:44
ИЖ Юпитер 3 «- 01 Хламинушка»
Было куплено за 1500 рублей. Уже докуплено разный мелочёвке на 2000 рублей. На данный момент ищу хорошие поршня. Осталось лишь отмыть движок, поменять плохие подшипники и можно собирать. Состояния цпг? Ржавчина — кольца подправят всё сами =). Главное, что сейчас там много масла и возможно всё само сойдёт.
Для чего нужна планшайба на токарном станке: назначение
Когда предстоит работать с металлическими изделиями, то в первую очередь требуется надежно закрепить заготовку, чтобы не повредить поверхность, а также не искалечить себя. Каждое оборудование имеет свои фиксирующие устройства, но они имеют значительные ограничения по использованию. Токари на стандартной оснастке могут обрабатывать только определенные болванки, имеющие небольшой размер в диаметре и обычную форму. А вот если ее по какой-либо причине нельзя поместить в патрон, то крепление производится за счет специальной шайбы. Обычно это требуется, когда заготовка:
- Плоская.
- Имеет неправильную сложную конфигурацию или множественные дефекты.
- Слишком большая.
- Сочетается с патроном нестандартной формы.
Кроме классического точения, с помощью планшайбы очень удобно проводить операции:
- Со смещением шпинделя от основной оси.
- Когда есть возможность механического повреждения обрабатываемой поверхности кулачками патрона.
При монтаже данного оборудования необходимо учитывать, что центрирование может быть нарушено. Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка.
Есть еще один вариант использования, но он встречается крайне редко. Когда на планшайбу крепится не обрабатываемое изделие, а инструменты. Они также имеют нестандартную форму или непривычные размеры. Однако наиболее часто данный крепежный элемент привлекается в работу в качестве патрона.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
https://youtube.com/watch?v=aAAFesyPNZ4
Основные размеры и обозначения
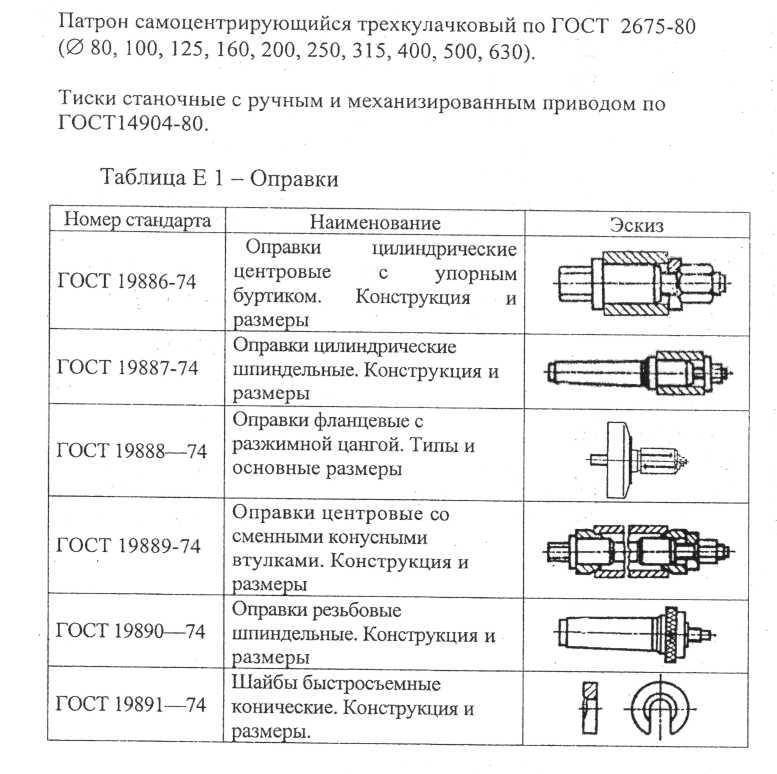
Размеры трехкулачковых патронов. Нормируется по ГОСТ 2675-47:
- номинальный диаметр: от 80 (мм) до 630 (мм);
- внутренний диаметр: от 16 (мм) до 190 (мм);
- ширина: от 50 (мм) до 125 (мм);
- ширина кулачков: от 12 (мм) до 60 (мм).
Размеры четырехкулачковых патронов:
- диаметр патрона: от 80 (мм) до 1000 (мм);
- наружный диаметр присоединительного конуса: от 82.563 (мм) до 285.775 (мм);
- размер шпинделя станка: от 5 (мм) до 15 (мм);
- диаметр проходного отверстия: от 40 (мм) до 200 (мм).
Обозначения патронов иностранного производства читаются в соответствии с их принятых норм и доступны в печати для расшифровки. Например:
Патрон токарный 3–200.33.14 П





- — количество кулачков;
- — наружный диаметр патрона, мм;
- — характеристика, определяемая типом, исполнением, наружным диаметром патрона;
- — Модификация;
- — класс точности.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанговый патрон для токарного станка, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.
Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.
Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.
Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина. По центру диск сверлится насквозь для отвода воздуха. Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Можно ли сделать самостоятельно?
Имея базовое оборудование, а также некоторые навыки токаря и инженера, домашнее изготовление является возможным. Но остается вопрос о необходимости таких действий. Ведь дома сделать можно только самые простые вариации, а их несложно найти в продаже, да и стоят они дешево. А вот экономическая целесообразность самодельной оснастки остается недоказанной.
Иногда нужны сложные конструкции, которые нельзя найти в магазинах. Но обычно их схема очень сложная, а на изготовление уйдет много времени.
Однако если вы решили самостоятельно изготовить ее, мы дадим несколько рекомендаций и покажем, как это сделать.
Заготовка
Берем ровный брус. На его поверхности отмечаем карандашом нужные параметры. Для точности используем циркуль. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Теперь берем кузовную шайбу и к ее центру привариваем половину гайки, которая стоит ребром. После остывания элемент можно ставить на шпиндель. На поверхности можно просверлить несколько отверстий под крепежные инструменты.
Обязательно покрасьте сталь, чтобы она не покрылась ржавчиной. Более подробно процесс изготовления представлен на видео:
В статье мы рассказали про планшайбы для патрона токарного станка. Выбирайте оснастку внимательно, чтобы добиться максимально хороших результатов.
Цанговый патрон
Цанговый патрон для ручной дрели
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закалённую втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка.
Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счёт своей формы, упруго деформируется, обжимая инструмент.
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Существует Безостановочный цанговый патрон (патрон Батроханова) — Преимущества патрона в том:переустановка деталей занимает несколько секунд.Замену деталей можно производить даже при вращающемся шпинделе станка, сохраняется постоянно высокая точность установки детали.
Общая конструкция и устройство токарного патрона для станка по металлу
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
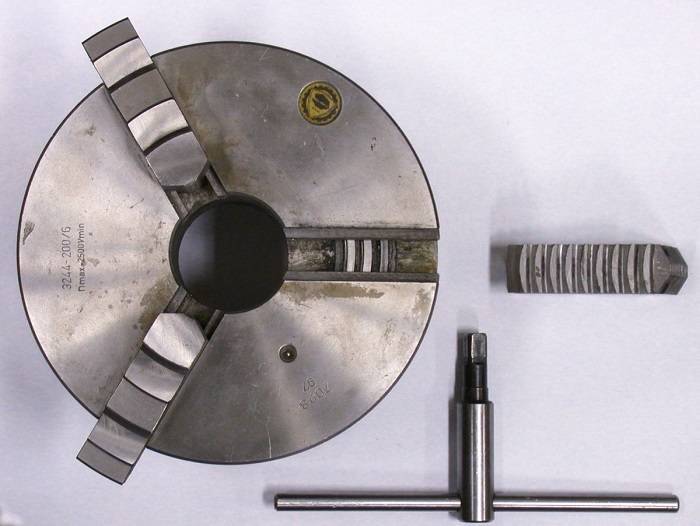
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.




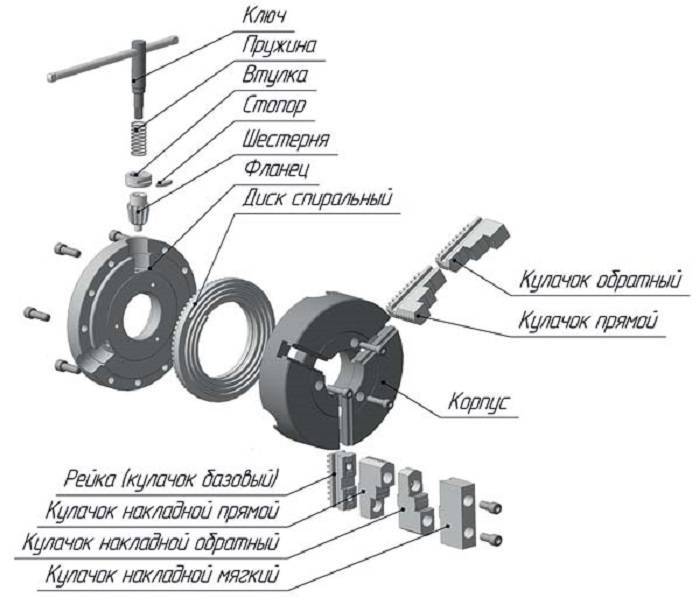
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба для токарного патрона), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Корпус
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.
Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

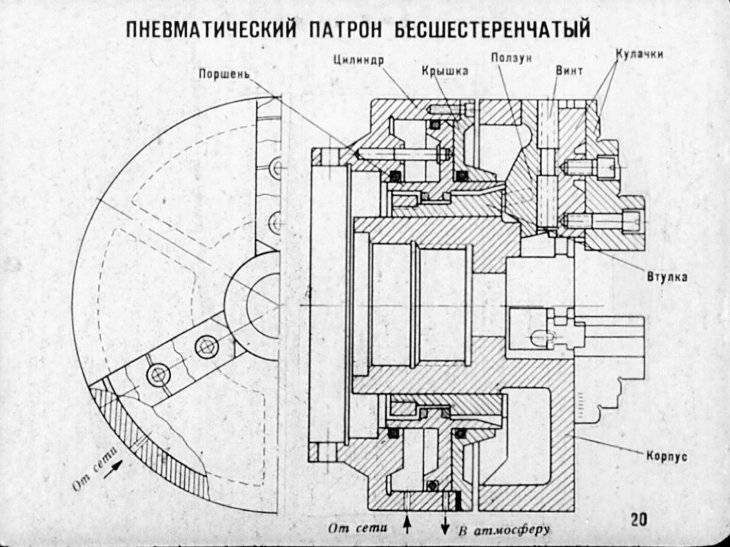
Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно!
Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе.
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.
Важно!
Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки.
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.
Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.



Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.
Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
Правила установки и использования
Есть три наиболее распространенных вариантов монтажа. Они зависят от того, на какое оборудование производится фиксация.
На универсальные токарные станки
Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными элементами приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение должно быть строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус. При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
- Увеличится биение шпинделя.
- Взрастут вибрации.
- Сократится срок эксплуатации оснастки.
- Значительно пострадает точность металлообработки.
Чтобы отбалансировать изделие, достаточно вручную производить повороты. Если не удается руками сдвинуть его, значит противовесы отлично справляются со своей задачей.
На токарно-карусельные станки
Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости. Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
На передней поверхности также есть пазы в форме буквы Т. Они расходятся от центра и расположены по кругу. Они предназначены для крепления заготовки с помощью зажимных кулачков.
Нижняя часть шайбы достаточно сложная конструктивно. Центральный выступ предназначен для присоединения к шпинделю. Фиксация предусмотрена с помощью винтов. По краям специальные углубления, которые «ложатся» на направляющие. Есть также дополнительные ребра жесткости. Вращательное движение объясняется взаимодействием с тяжелым зубчатым колесом – это надежный метод обеспечения механической подачи.
Самоцентрируемые
Они также предназначены для установки на токарно-карусельные станки. С их использованием надежность и точность значительно увеличиваются. Внешний вид – стальной диск с отверстием по центру. Его диаметр равен тому размеру, который имеет втулка у начальной планшайбы, она как бы является базой, на которую накладывается самоцентрирующая деталь. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Приспособления и установка деталей (заготовок)
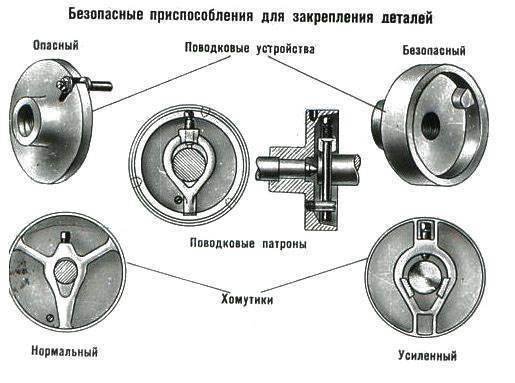
Центры, хомутики и поводковые патроны
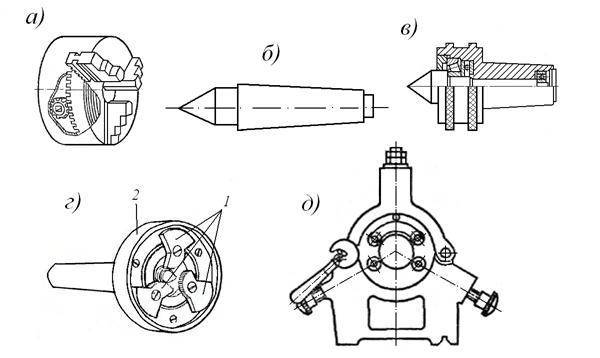
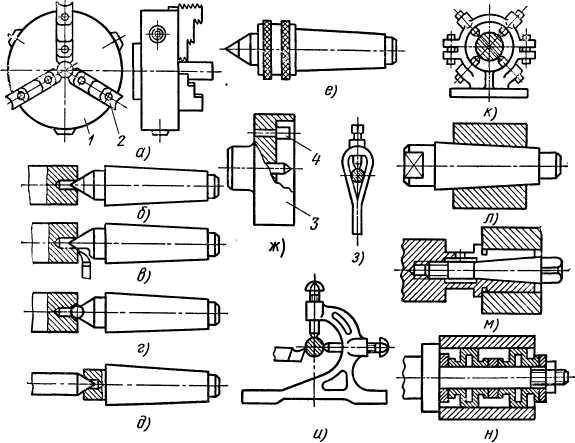
Центры. В зависимости от формы и размеров обрабатываемых деталей применяют центры
различных типов (рисунок слева). Угол при вершине рабочей части центра – а) обычно равен 60 градусам.
Конические поверхности рабочей 1 и хвостовой 2
частей центра не должны иметь забоин, так как это приводит к погрешностям
при обработке заготовок. Диаметр опорной части 3 меньше, малого диаметра
конуса хвостовой части, что позволяет выбивать центр из гнезда без
повреждения конической поверхности хвостовой части. Центр, показанный
на рисунке – б), служит для установки заготовок диаметром до 4 мм.
У этих заготовок вместо центровых отверстий изготовляют наружный
конус с углом при вершине 60 градусов, который входит во внутренний
конус центра; поэтому такой центр называется обратным. Если необходимо
подрезать торец заготовки, то применяют задний срезанный центр
– в), который устанавливают только в пиноль задней бабки.
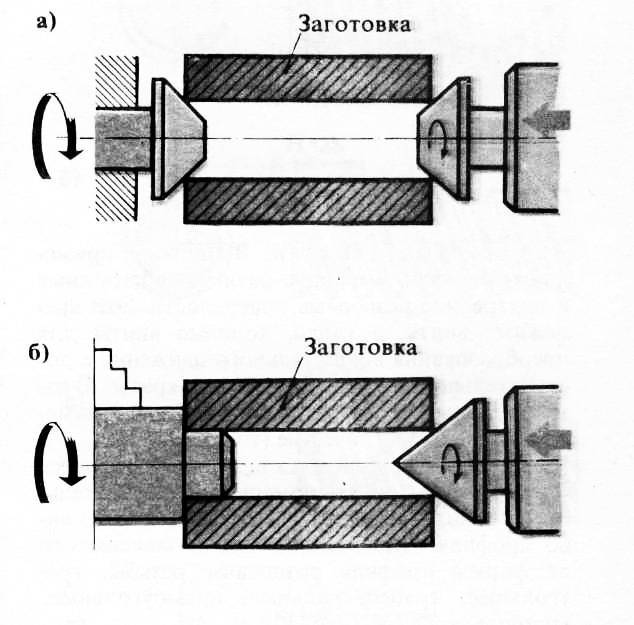
Центр со сферической рабочей частью – г)
применяют в тех случаях, когда требуется обработать заготовку,
ось которой не совпадает с осью вращения шпинделя станка. Центр с
рифленой поверхностью рабочей части – д) используют
при обработке без поводкового патрона заготовок с большим центровым
отверстием. В процессе обработки передний центр вращается вместе
с деталью и служит только опорой, а задний центр не вращается и
поэтому (вследствие потери твердости от повышенного нагрева)
интенсивно изнашивается. Для предотвращения износа рабочую часть
заднего центра изготовляют из твердого сплава – е).
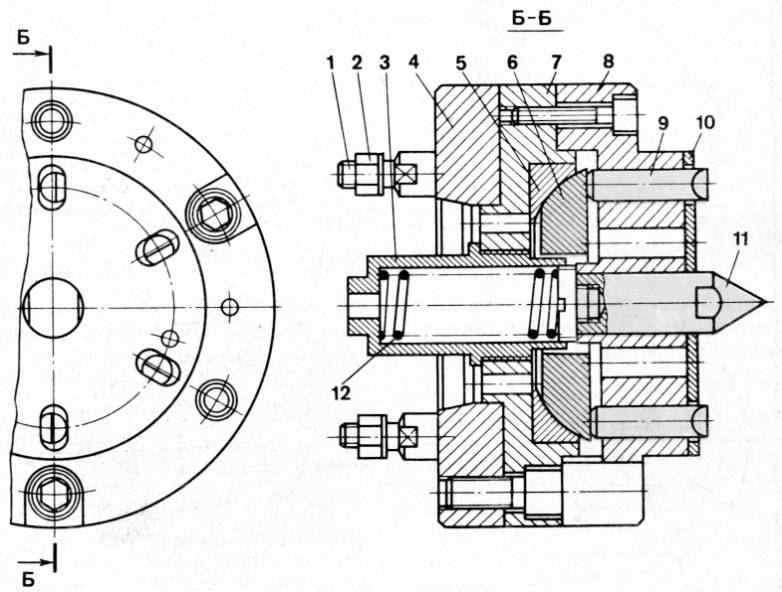
При обработке с большими скоростями резания и нагрузками применяют
задние вращающиеся центры (рисунок ниже). В хвостовой части 4 центра
на опорах качения 2, 3 и 5 смонтирована ось, на конце которой
выполнена рабочая часть 1 центра, что обеспечивает ее вращение
вместе с обрабатываемой заготовкой.
Хомутики. Передачу вращения
от шпинделя к обрабатываемой заготовке, установленной в центрах станка,
осуществляют с помощью хомутика, который надевают на заготовку и
закрепляют винтом 1, рисунок ниже – а), при этом хвостовик 2 хомутика
упирается в палец поводкового патрона. Более удобен в работе
самозатягивающий хомутик, рисунок ниже – б), в котором хвостовик 2
закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2,
обращенная к заготовке, выполнена эксцентрично по отношению к оси 4
и имеет насечку. Для установки хомутика на заготовку хвостовик 2
наклоняют в сторону пружины 3, которая после установки хомутика
предварительно затягивает заготовку хвостовиком. В процессе обработки
палец-поводок 1 патрона производит окончательную затяжку заготовки
хвостовиком пропорционально силе резания.
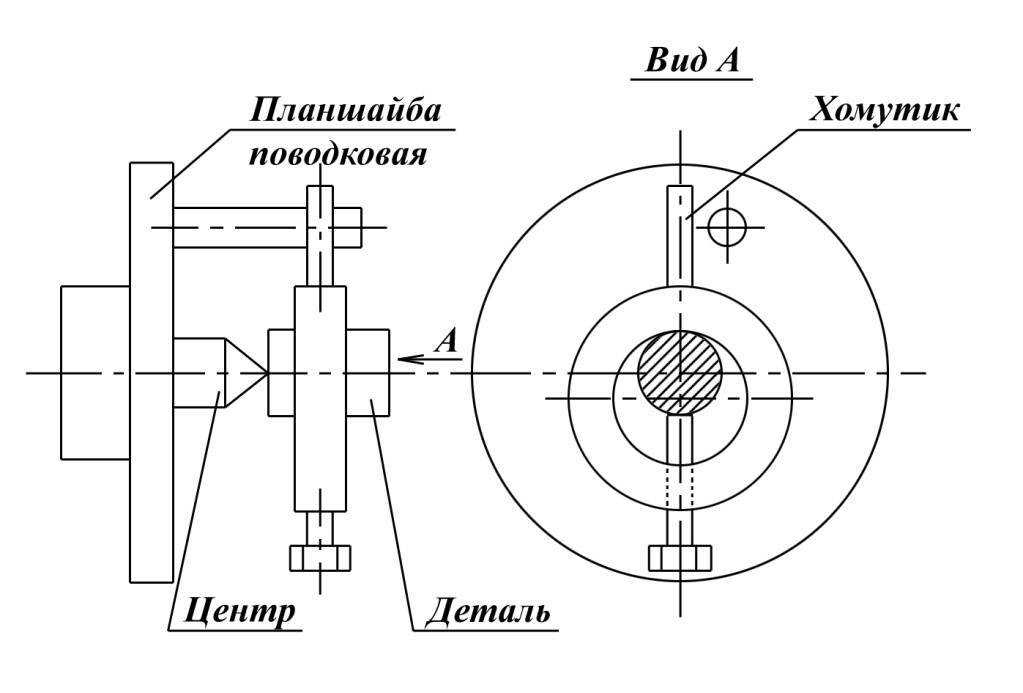
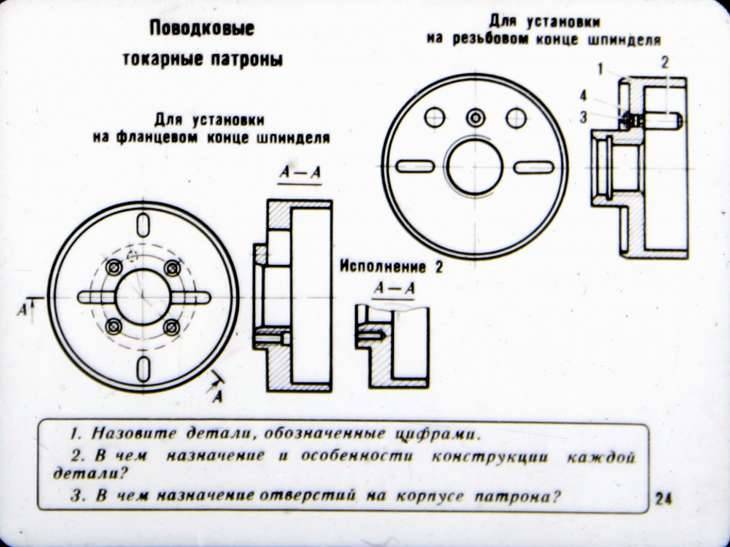
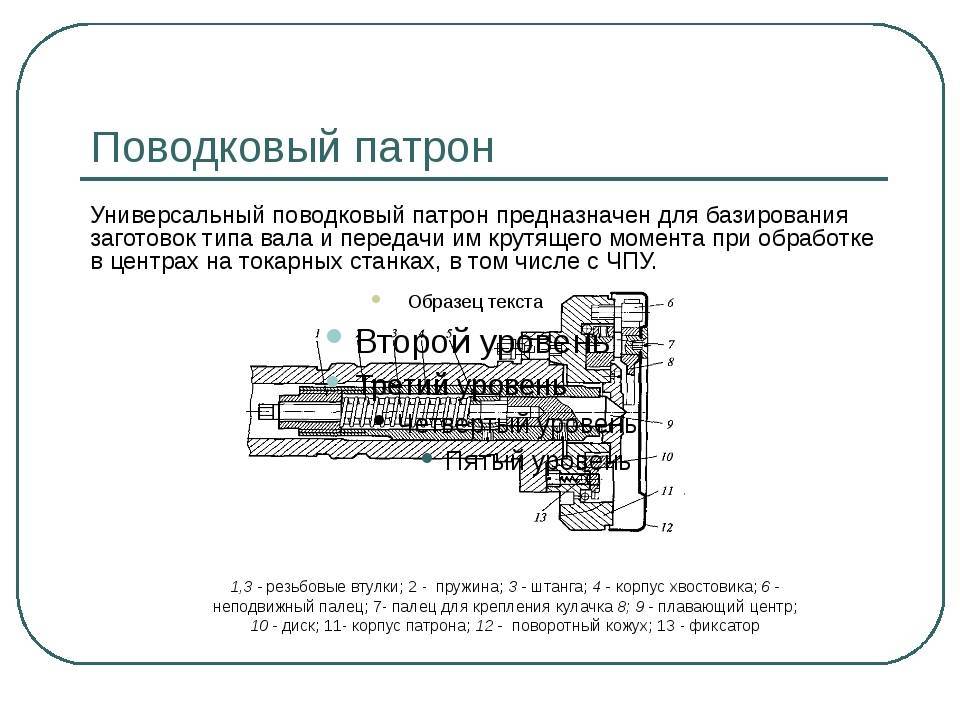
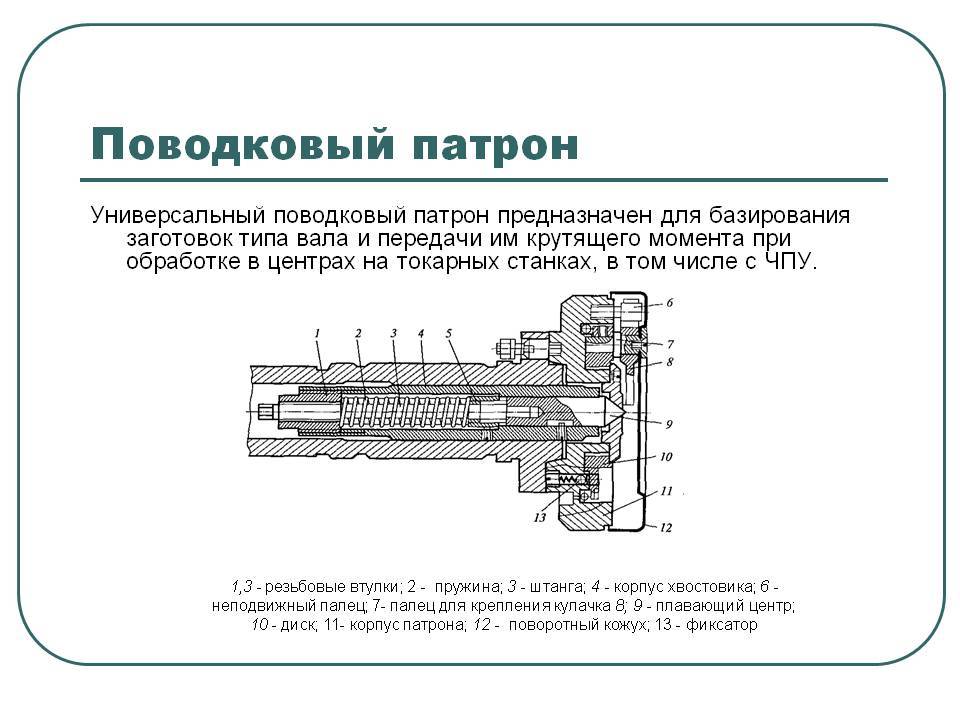
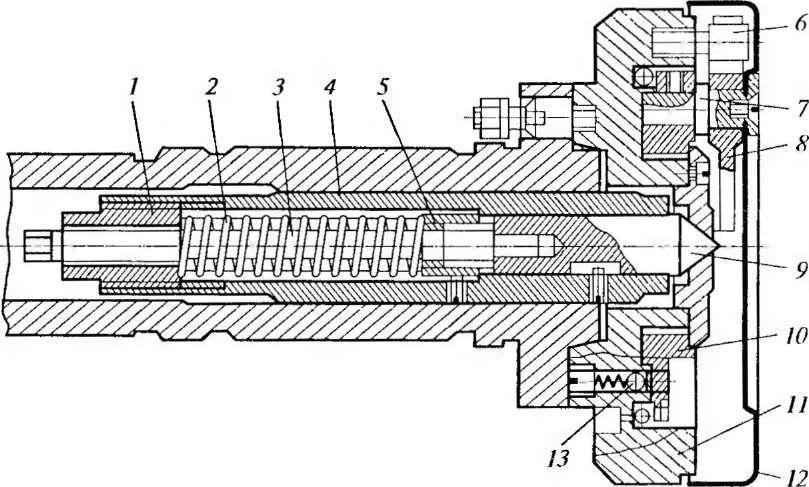
Поводковые патроны. При обработке в центрах 4 и 6 (рисунок выше) передачу движения
заготовке может осуществлять поводковый патрон 1 через
палец-поводок 2 и хомутик 3, который крепится на детали 5 винтом.
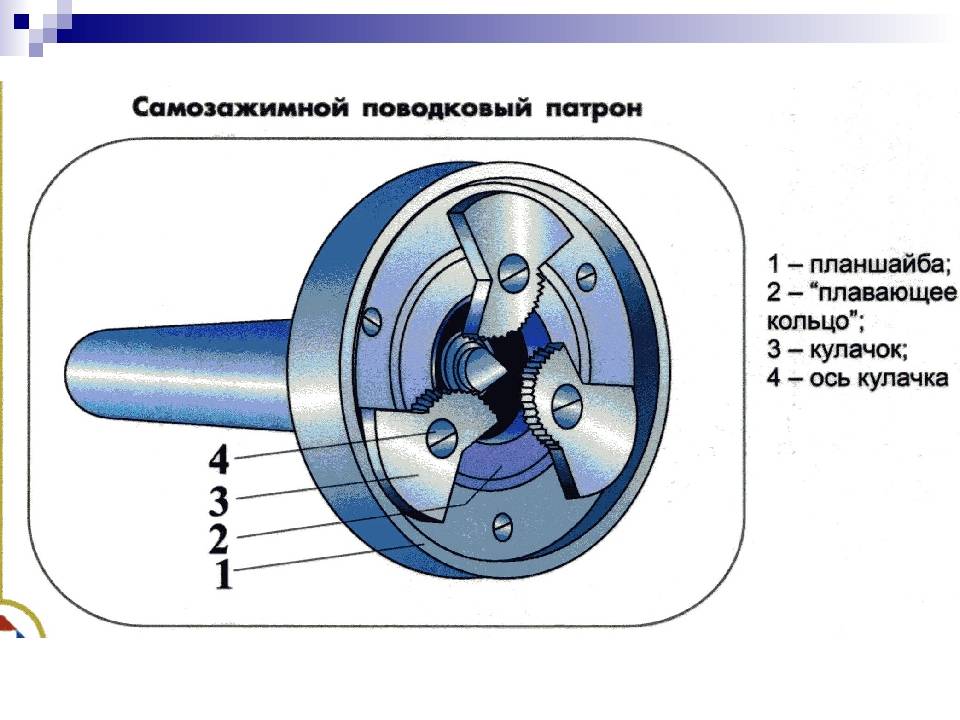
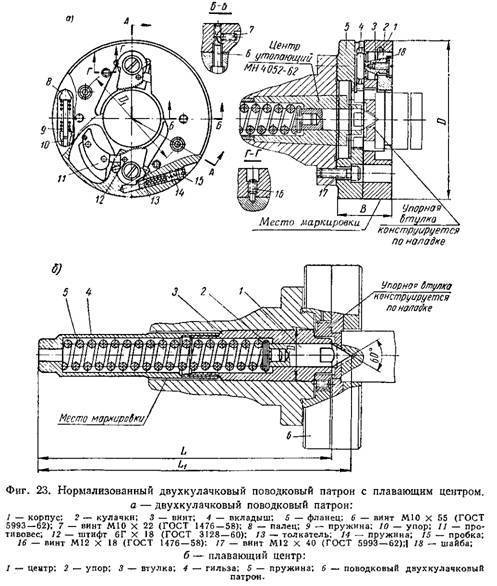
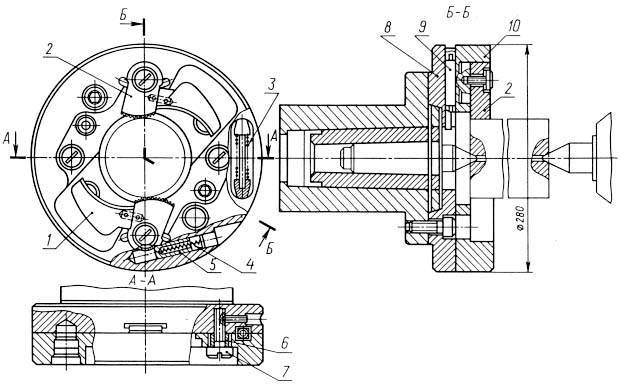
Для сокращения вспомогательного времени при черновой обработке
в центрах валов диаметром 15-90 мм применяют самозажимные поводковые
патроны (рисунок слева). Заготовку 9 устанавливают в центрах станка
и поджимают пинолью задней бабки. При этом центр 2 патрона, смещаясь,
сжимает пружины 12 до тех пор, пока заготовка своим торцом не нажмет
на цангу 10, которая жестко закрепляет центр. При пуске шпинделя
вместе с корпусом патрона 1 приводится во вращение кольцо 5, которое
крепится к корпусу винтами 11. Кольцо 5 пальцами 6 поворачивает
кулачки 8 против часовой стрелки относительно осей 7 до соприкосновения
зубчатой поверхности кулачков с поверхностью заготовки. Сила зажима
заготовки кулачками зависит от силы резания. Для равномерной нагрузки
на кулачки 8 кольцо 4, в котором закреплены оси 7, может перемещаться
в радиальном направлении и обеспечивать самоустановку кулачков по
поверхности заготовки. После остановки шпинделя деталь, вращаясь
по инерции, поворачивает диском 3 кулачки 8 по часовой стрелке
относительно осей 7 и освобождается от крепления.





