

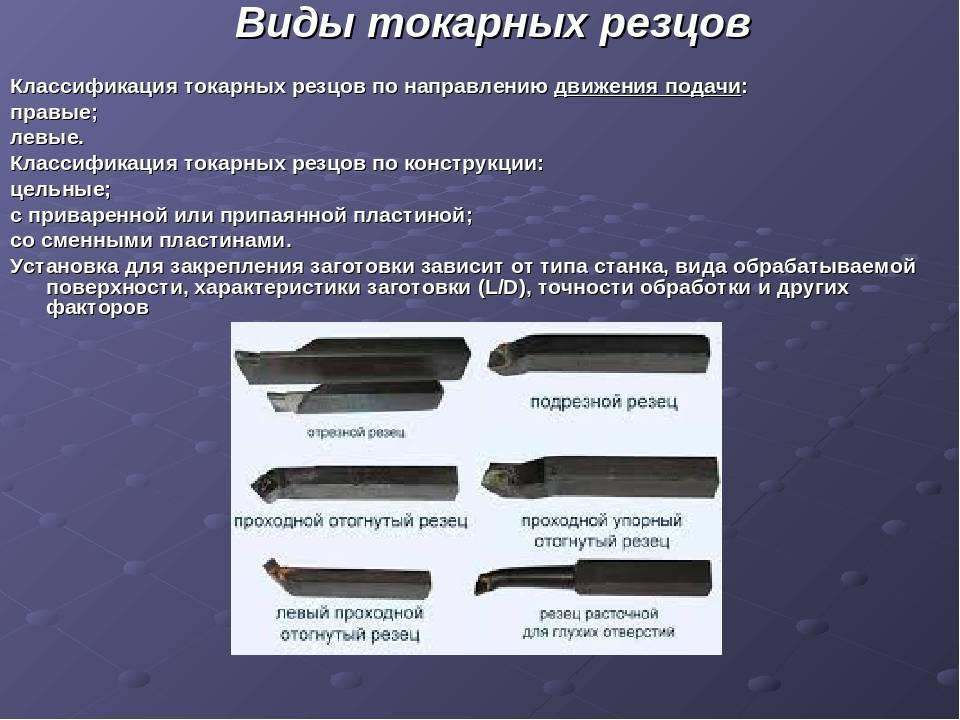
Подробный разбор типов резцов по конструкции
Теперь можно подробно поговорить о классификации токарных изделий относительно их конструкций.
Изначально необходимо сказать, что, к какому бы типу резцы ни относились, для их сплавов используются следующие маркировки: ВК8, Т15К6, Т5К10, очень редко Т30К4 и еще реже другие вариации.
Прямые проходные резцы
Такой тип проходного изделия, как и инструмент отогнутого типа, используется для обработки внешних поверхностей цилиндрических заготовок. Однако, для снятия фасок такое изделие не подходит.
Должного распространения такой тип токарного резца по металлу не получил. У него существует два подвида, разделяемого по размеру:
- прямоугольная форма размером 25 на 16 мм;
- квадратная форма размером 25 на 25 мм, необходима для выполнения специфичных работ, невозможных при использовании первой формы.
Проходные отогнутые резцы
С помощью таких проходных изделий для станка производится обработка торцевой части заготовки. Отогнута рабочая часть таких инструментов может быть как в левую, так и в правую сторону. В отличие от первой классификации, такой инструмент способен снимать фаски.
Классификация державок такого типа по размеру (в миллиметрах) :
- 16 x 10, используется для учебных станков;
- 20 x 12, нестандартный и менее используемый размер;
- 25 x 16, является наиболее распространенным;
- 32 x 20;
- 40 x 25, в свободной продаже такие резцы найти невозможно, в большинстве случаев они изготавливаются и поставляются под заказ.
Данный тип изделий регламентируется документом ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Данные проходные инструменты могут быть изготовлены либо с прямой рабочей частью, либо, соответственно, с отогнутой. С помощью таких изделий происходит обработка поверхности цилиндрических заготовок из металла.
Подобная конструкция токарного резца является наиболее востребованной на всем рынке.
Классификация по размеру (в миллиметрах):
- 16 x 10;
- 20 x 12;
- 25 x 16;
- 32 x 20;
- 40 x 25.
Существуют исключения, когда такой инструмент выполняется с правым или левым отгибом рабочей области.
Подрезные отогнутые резцы
Своим внешним видом такая подрезная конструкция напоминает проходную, однако, здесь совершенно другая форма режущей пластины. А именно: треугольная.
С помощью такого подрезного изделия можно обрабатывать заготовку по перпендикулярному оси вращения направлению. Кроме отогнутых, есть также и упорные виды подрезных резцов, но они абсолютно не имеют популярности на рынке.
Классификация подрезной конструкции по размерам (в миллиметрах):
- 16 x 10;
- 25 x 16;
- 32 x 20;
Отрезные изделия
Такой вид резцов, как можно понять из названия, используется для отрезки заготовок под прямым углом. Также можно использовать для прорезки канавки разных глубин на поверхности металлической детали.
Данное изделие пользуется наибольшей популярностью и распространением на всем рынке токарных инструментов.
Размеры (в миллиметрах):
- 16 x 10 (для учебных станков);
- 20 x 12;
- 20 x 16 (самый распространенный размер);
- 40 x 25 (почти всегда под заказ, найти в свободной продаже практически невозможно).
Виды подрезных резцов
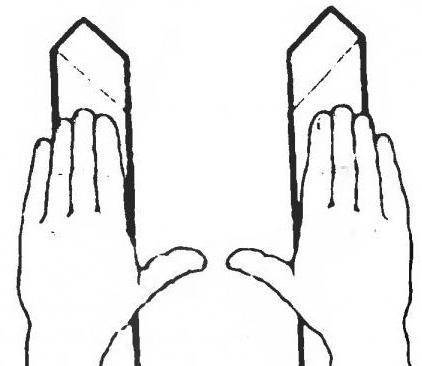
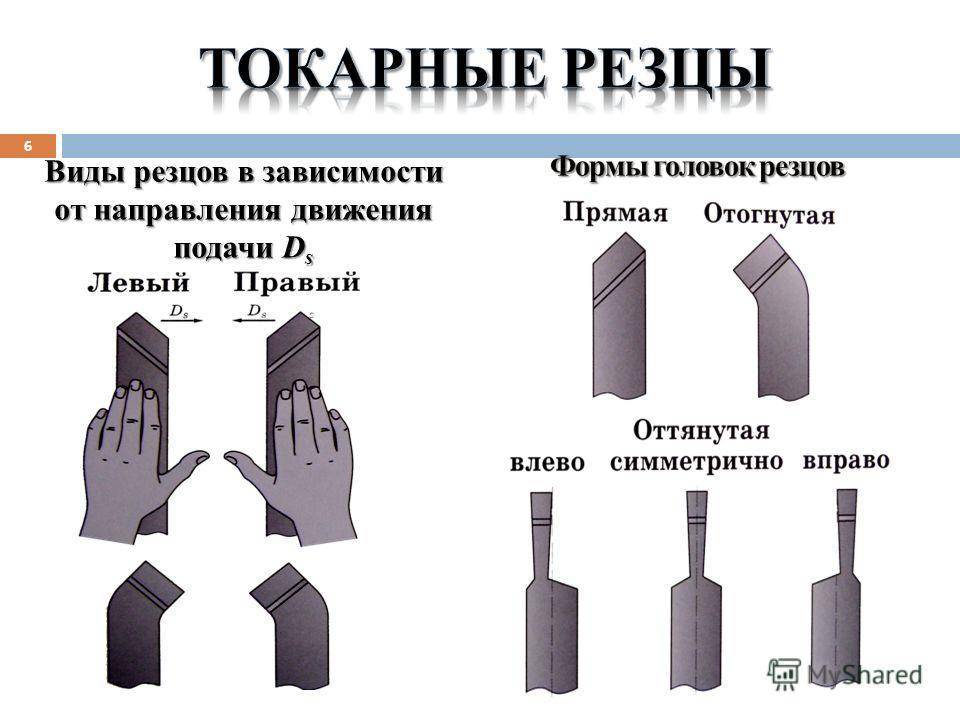
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
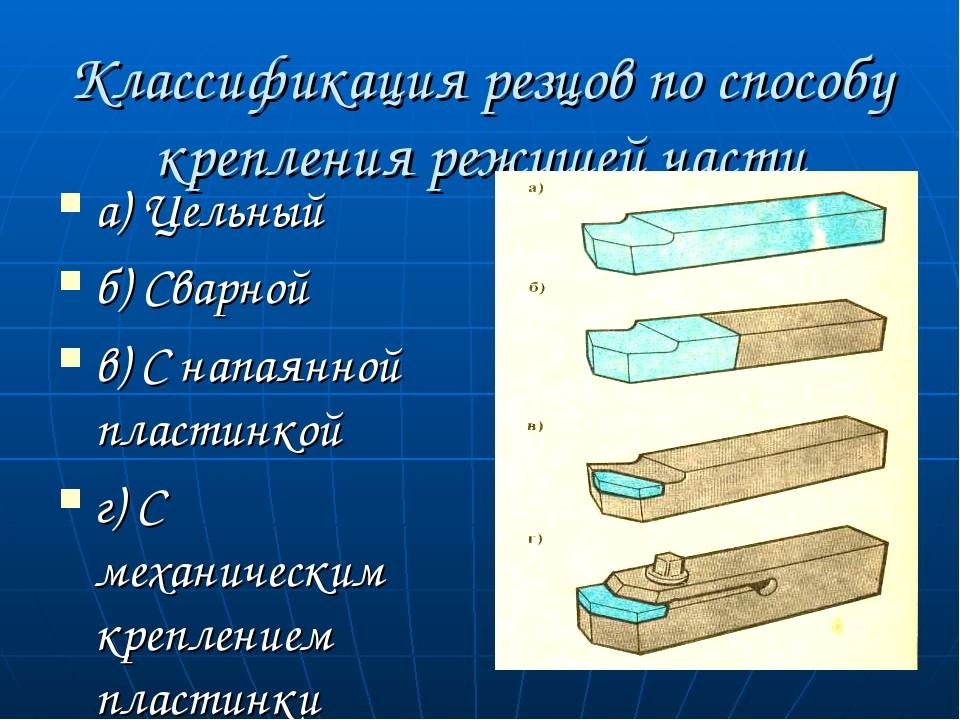
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
ТИПОРАЗМЕРЫ РЕЗЦОВ
Широкий рейер (в английской литературе Spindle Roughing Gouge (SRG) или Roughing Out Gouge) представляет собой желобчатый инструмент, U-образный или С-образный в сечении, с одинаковой толщиной стенки (рис. 1 и 2). Оба варианта будут одинаково хорошо работать, поэтому выбор типа инструмента происходит исключительно на основе личных предпочтений токаря.

Также встречаются образцы таких резцов с неглубоким желобком. Это более ранняя модель, и часто её называют классической или континентальной (рис. 3).
Более детально следует рассказать о типоразмерах резцов. Все желобчатые резцы измеряются по внутренним кромкам. Оптимальным типоразмером для большей части работ будет 19 мм или 3/4”. Для большей производительности можно использовать резец шириной 32 мм. При производстве резцов неизменно соблюдается правило: чем крупнее резец, тем длиннее рукоять для компенсации усилия резания.
Например, у компании Crown обдирочный резец типоразмером 19 мм (рис. 4) имеет рукоять длиной 220 мм, а резец шириной 32 мм — 430 мм. Практически все резцы поставляются заточенными, но недоведёнными. Впрочем, это не должно останавливать вас от того, чтобы сразу попробовать инструмент в работе. Чуть ниже я расскажу как его заточить, а пока…
Мои самодельные резцы для резьбы по дереву.
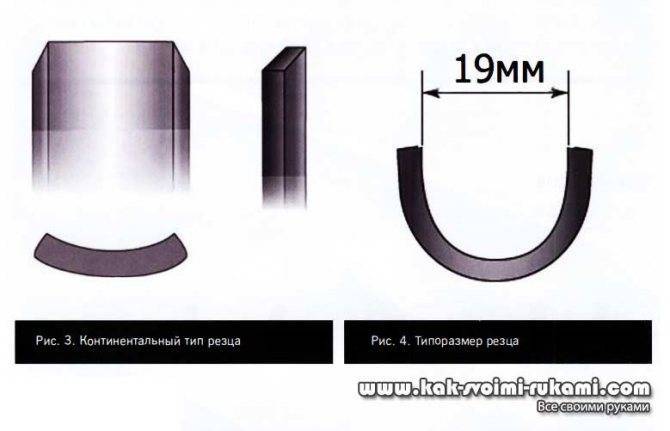
Рис. 3. Континентальный тип резца
Рис. 4. Типоразмер резца





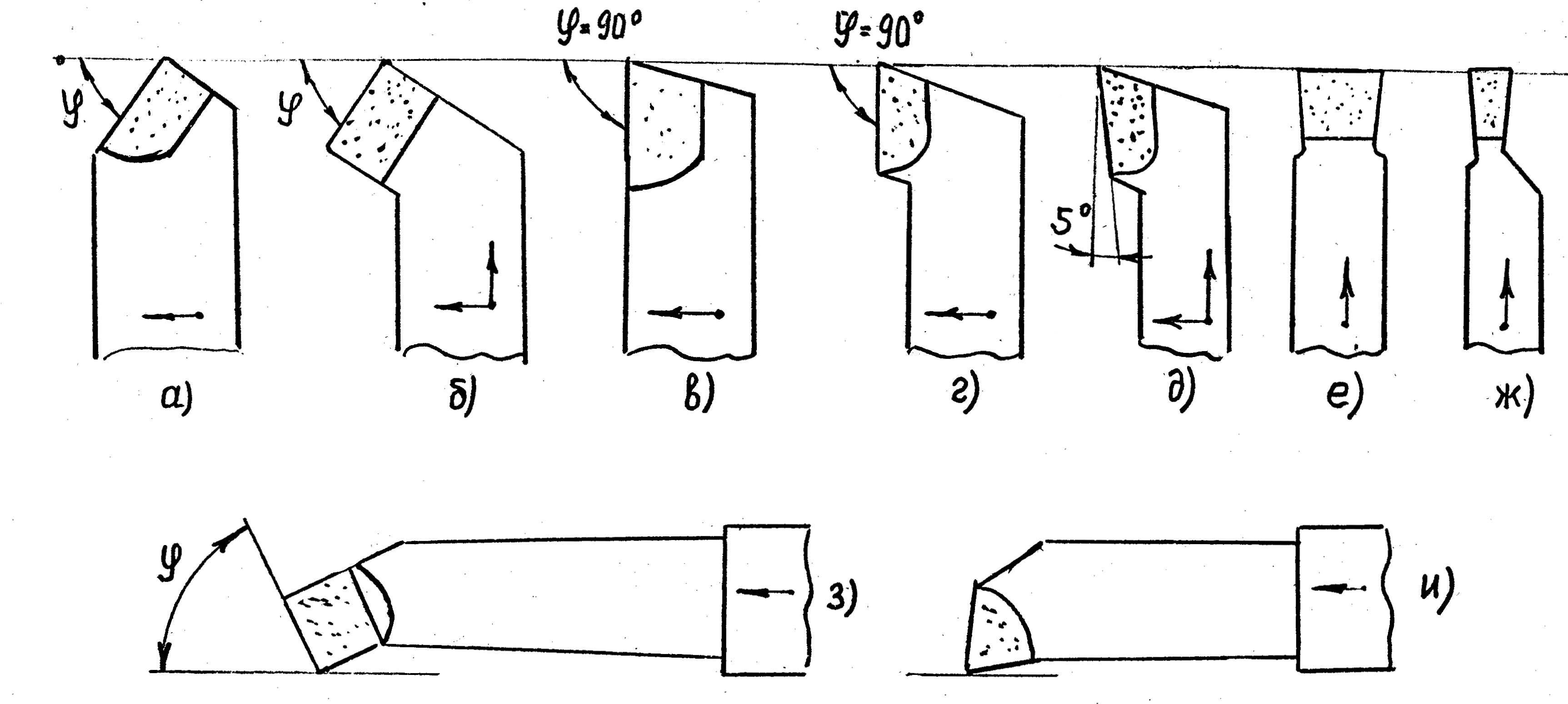
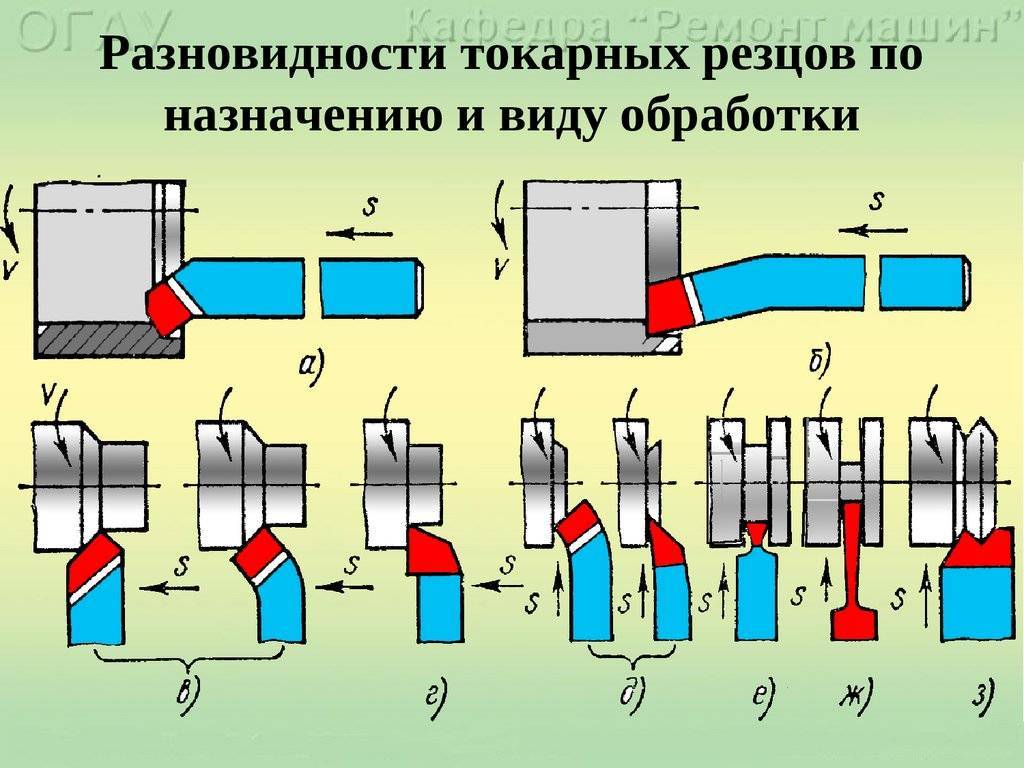
Разновидности резцов
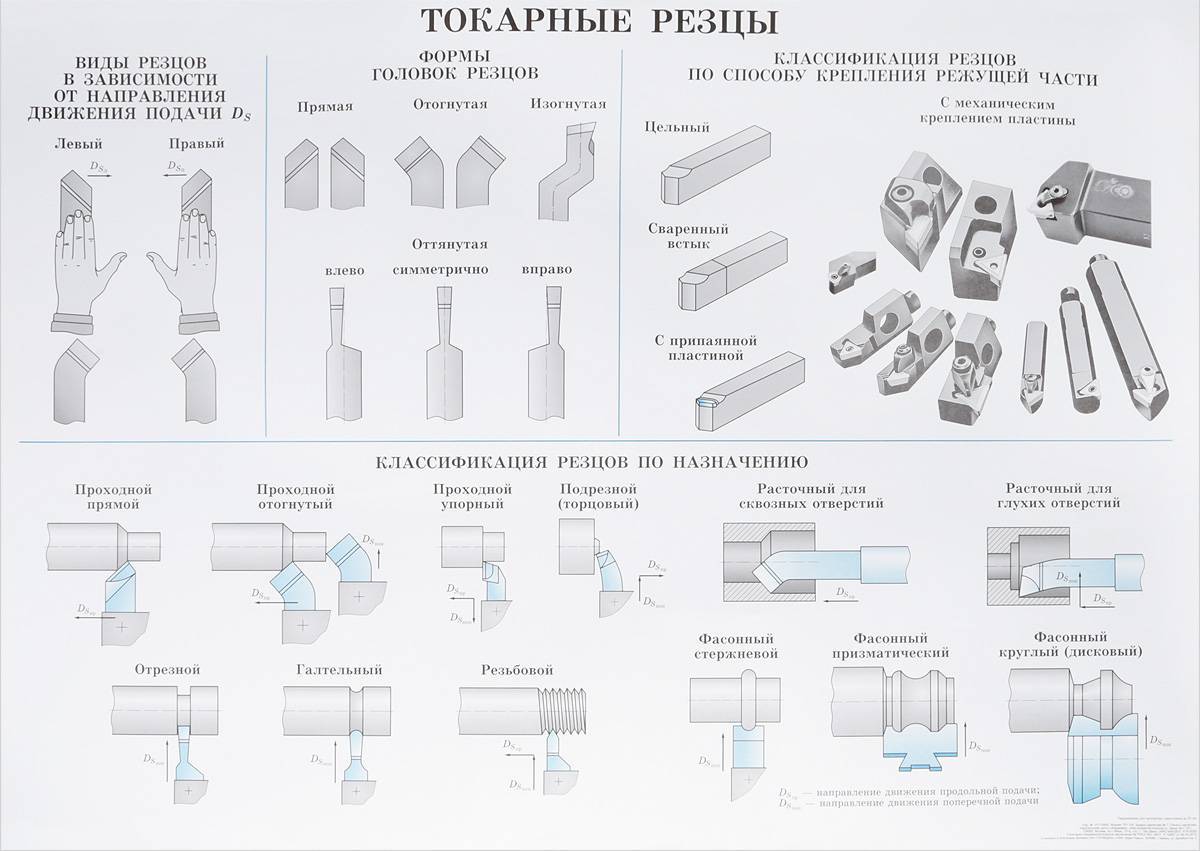
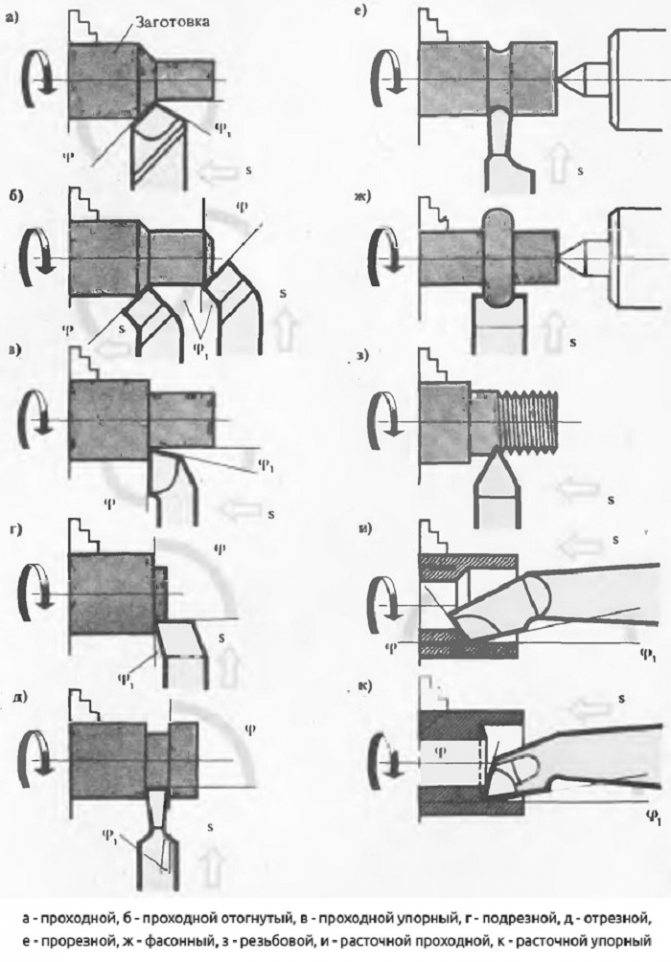
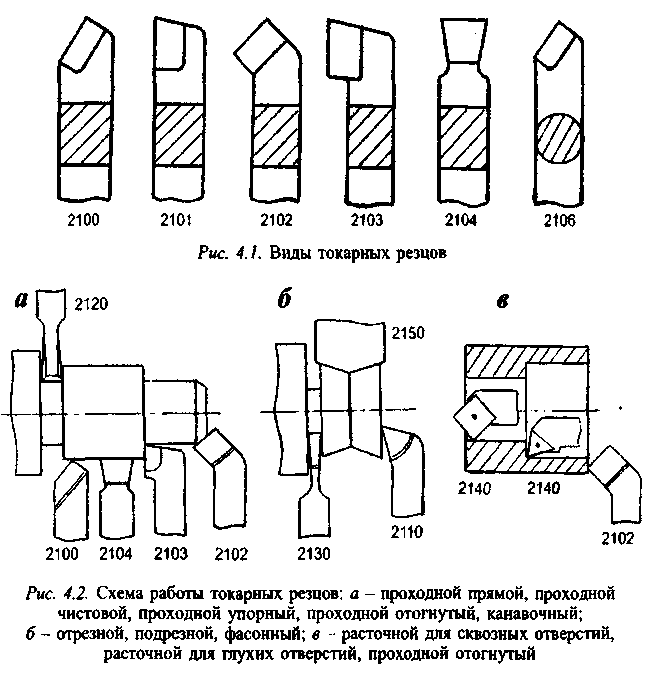
Конструктивно резцы токарные разделяются на основные виды:
- прямые – приспособления с рабочим элементом и держателем, находящимися на одной или 2-х параллельных осях;
- отогнутые – рабочая головка отогнута от оси держателя (заметно сверху);
- изогнутые – с державкой, имеющей изогнутую форму (определяется сбоку);
- оттянутые – державка в ширину не превышает рабочую часть.
- резьбонарезные (нарезание резьбы наружной, внутренней);
- подрезные (подрезание уступов, выполнение торцевания);
- расточные (расточка отверстий);
- отрезные (отрезание заготовок, создание узких канавок);
- проходные (проточка заготовок параллельно оси вращения);
- фасонные (операции индивидуального характера);
- прорезные (прорезание канавок);
- универсальные.
По виду установки:
- радиальные (устанавливаются перпендикулярно к оси детали);
- тангенциальные (устанавливаются вдоль оси резца).
Как изготовить самостоятельно?
Проще всего самостоятельно изготовить рейер и мейсель. Для этого понадобится отработанный напильник или рашпиль. Их следует обработать на заточном станке и дополнить крепежным кольцом на ручке.
Оптимальная длина тела резца составляет 20-30 см.
Алгоритм работы по созданию резца такой:
- При помощи металлообрабатывающего станка выпилить нужную форму будущего резца.
- Произвести первичное точение.
- Для придания изделию прочности его необходимо закалить. Для этого заготовку накаляют до максимальной температуры, а потом для остывания опускают в машинное масло.
- Финишная заточка резца.
- Насаждение на деревянную ручку.
Для закаливания можно оставить остывать и просто на воздухе.
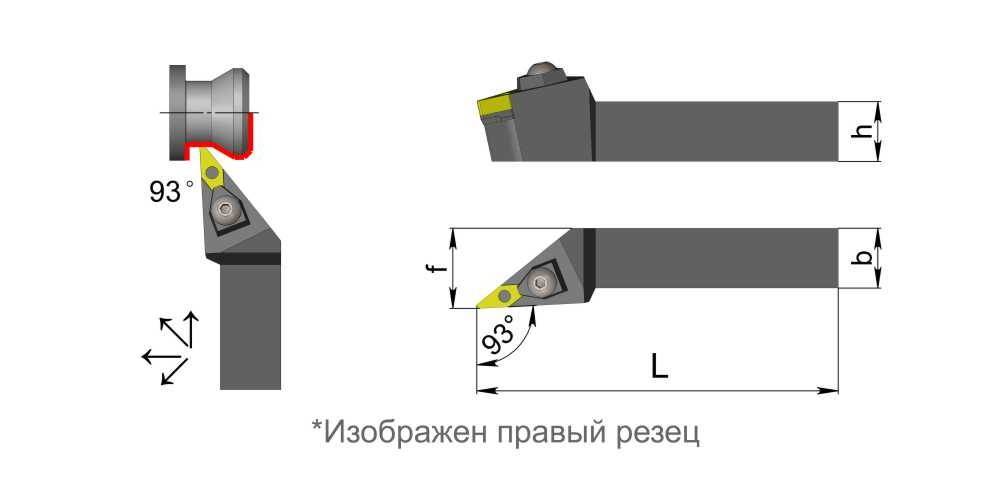
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
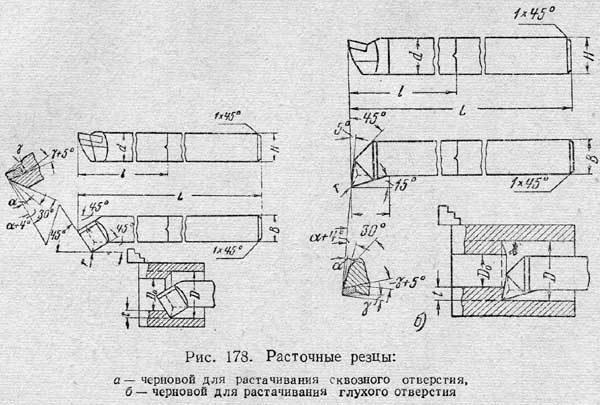
Расточной резец
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.

фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
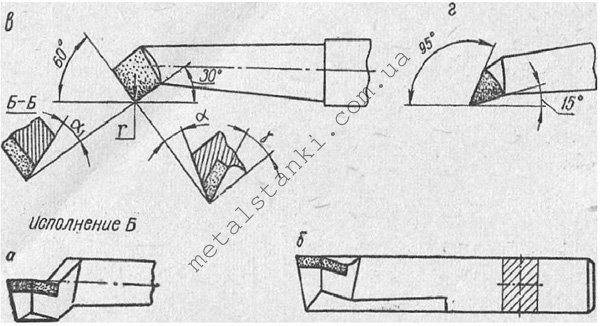
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.





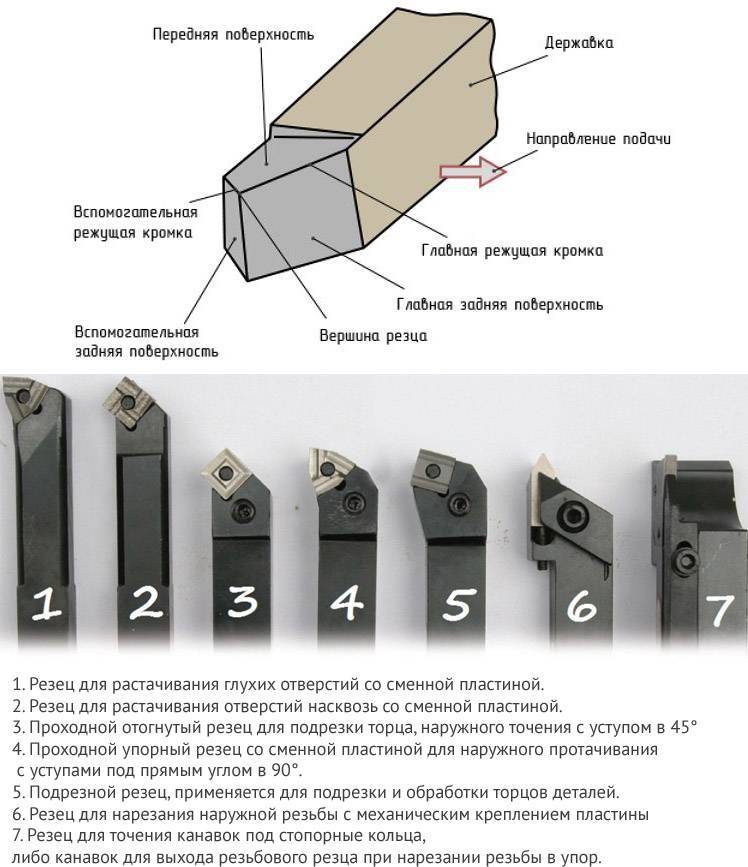
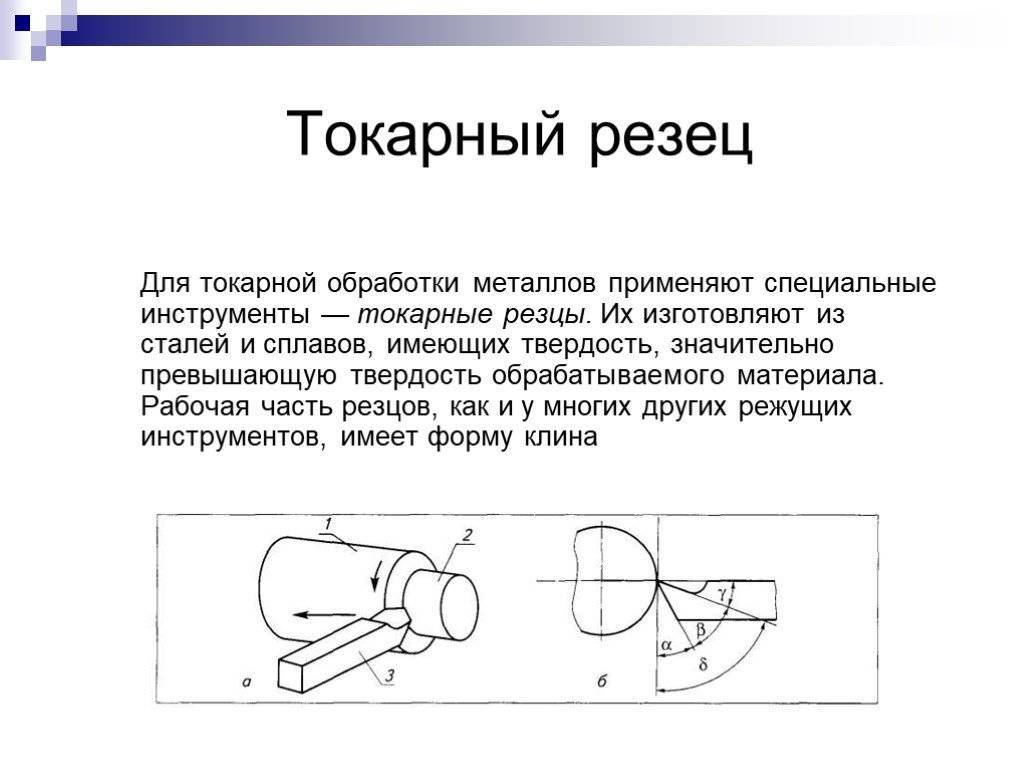
1 Из каких частей состоят резцы для токарных агрегатов?
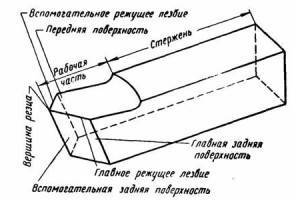
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
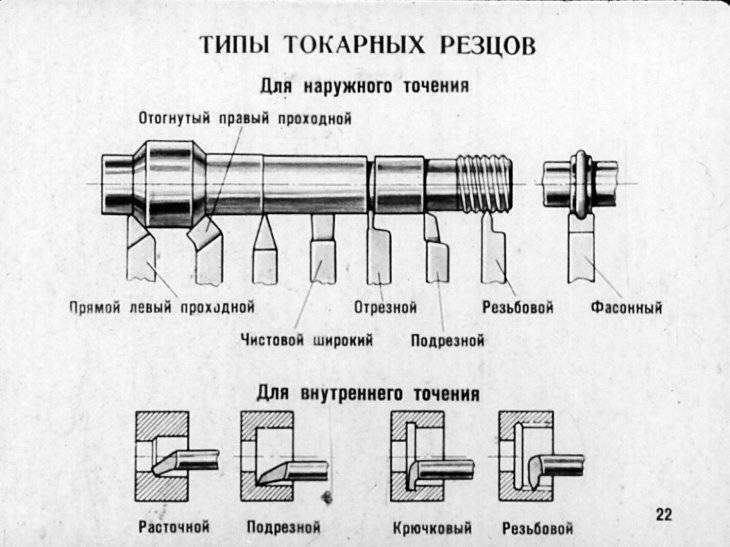
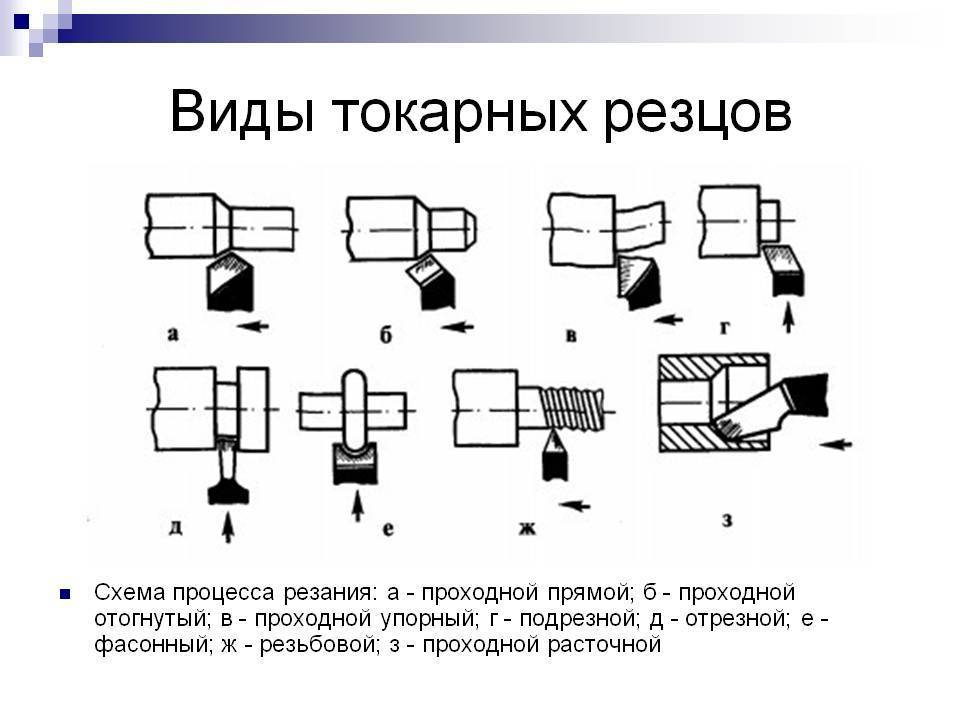
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них
Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др
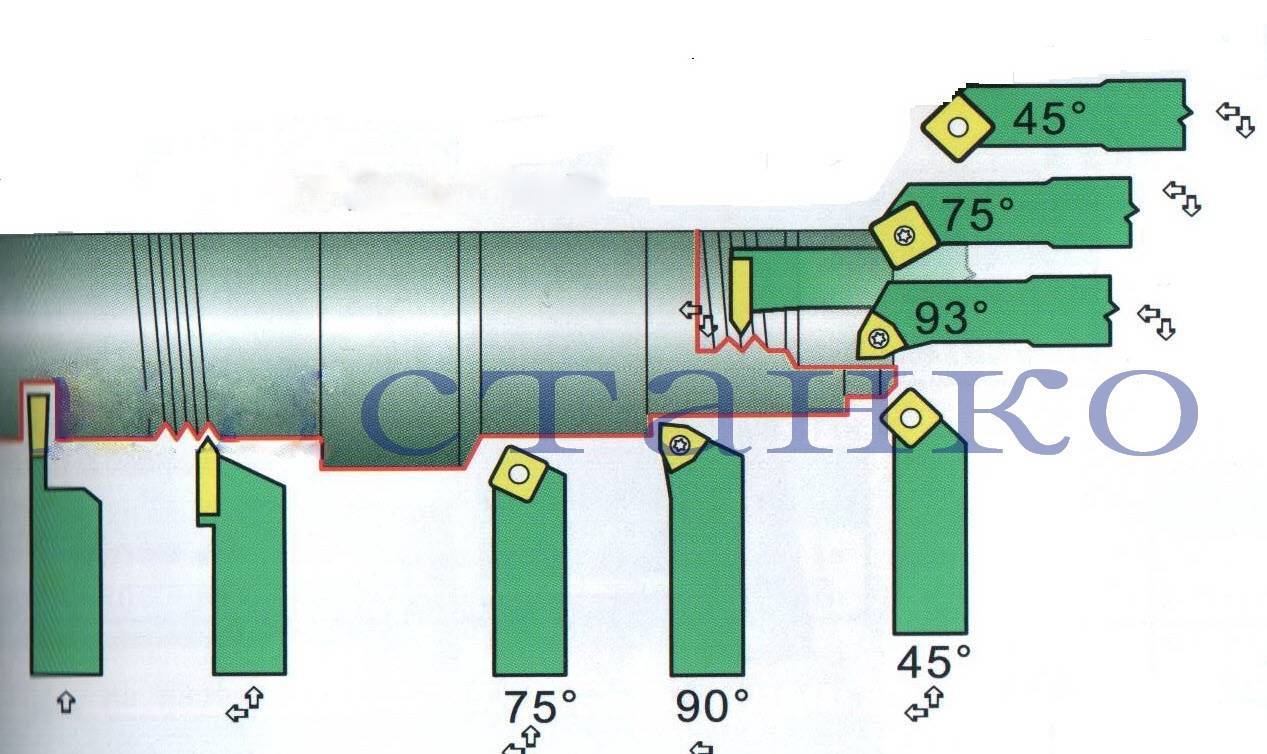
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.







Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

Как выбрать токарный резец
Выбирая модель, нужно руководствоваться такими основными правилами:
Узнать, с каким материалом будет работать резец, каким нагрузкам он будет подвержен, и какие операции по обработке вы станете производить;
Нужно определиться, что будет приоритетным показателем – качество обработки поверхности материала или точность выполнения геометрических размеров готовой детали
С учетом этого выбирается тип по геометрическим показателям и классифицирующим признакам.
Определить, как важно выполнение условия износоустойчивости резца и на протяжении какого времени она обязана сохраняться.
Ну, и в конце, как правильно заточить резец
Заточка делается как во время их изготовления, так и после долгого износа. Робота по заточке происходит на точильно-шлифовальных машинах с постоянным охлаждением. Сначала затачивается основная поверхность, после — задняя и дополнительная. Затем затачивают переднюю часть до образования ровного режущего края.
На любом станке для заточки токарных резцов находится два шлифовальных круга: из зеленого карбида кремния и из электрокорунда. Последний используется для обработки изделий из быстрорежущего материала, первый применяется для точки твердосплавных изделий. Для проверки заточки кромки есть специальные шаблоны.
Конструктивные особенности и геометрия расточных резцов
Изображение №1: конструктивные особенности и геометрия расточных резцов
При изготовлении токарных расточных резцов производители учитывают три главных геометрических параметра инструментов.
- Главный передний угол. Формируется между передней поверхностью резца и плоскостью, располагающейся под прямым углом ко поверхности резания. Размер главного переднего угла влияет на величину деформации снимаемых слоев.
- Угол заострения. Образуется между передней и задней поверхностями головки. С увеличением размеров этого угла повышается износостойкость.
- Главный задний угол. Замеряется между плоскостью резания и задней поверхностью резца. При его увеличении повышается чистота обработки заготовок.





