

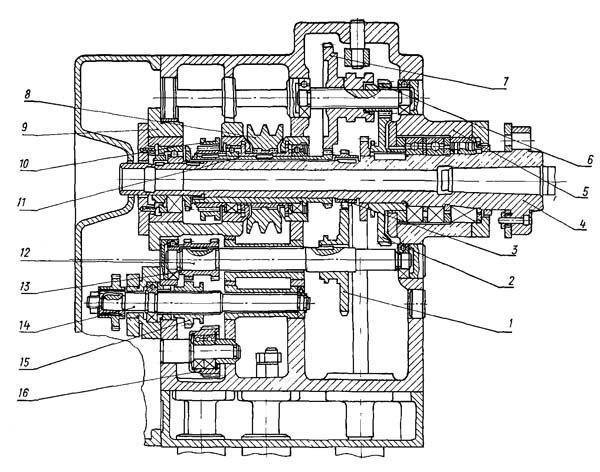
Шпиндельная бабка
В блоке бабки есть управляющий элемент. На втулке ставится шкив, она соосная по отношению к шпинделю. В одной стороны от шкива располагаются колеса перебора, с другой стороны, муфта, она обеспечивает включение шпинделя напрямую.
Сам шпиндель расположен в стакане, если требуется устанавливать новый шкив, стакан демонтируется. Подшипники качения (вид — прецизионный) обеспечивают шпиндель хорошими рабочими характеристиками.
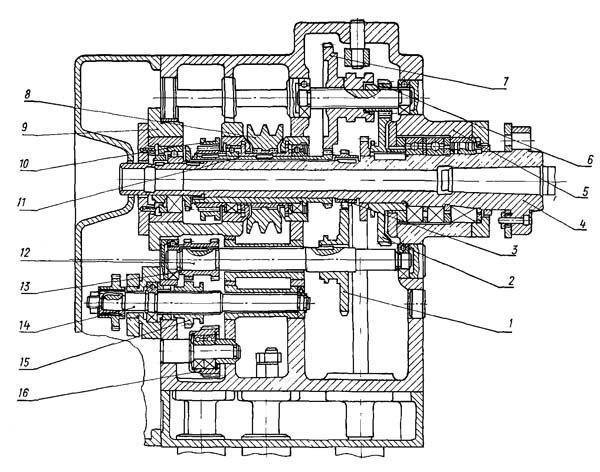
Смазка бабки реализуется с помощью специального элемента. Корпус шпиндельного блока снабжен кнопками запуска силовой установки. Вектор резьбы меняется с использованием трензеля.
Применение модели Р105
Специализация Р105 значительно ограничила его возможности при решении чисто токарных задач. В фабричной комплектации станок может быть использован при точении металлов, дерева, пластмасс. Невысокая мощность привода главного движения станка не позволяет снимать большое количество металла за один проход. Также невозможно точение конусов, нарезание резьбы, обработка крупных заготовок. Токарный шпиндель не имеет сквозного отверстия, что делает не возможным зажим прутков через патрон. Фрезерная головка позволяет выполнять пазы на поверхности цилиндрических изделий из мягких материалов. Использовать ее для обработки стали не получится. Это же справедливо и для полноценной фрезеровки. Значительное количество недостатков частично нивелируется высокой прочностью и долговечностью станка.
От Р105 не следует ожидать выдающихся результатов. Особенности конструкции не позволят создавать сложные детали. Прерогатива токарного станка — изделия небольшого диаметра длиной до полуметра.
Часть недостатков может исправить доработка конструкции. Если не требуется обязательной фрезеровки пазов, фрезерную голову лучше демонтировать. Слабый двигатель все равно не позволит выполнять сколь-нибудь серьезные операции. Рекомендуется установить более мощный электродвигатель главного движения. Применение преобразователя частоты с однофазным питанием увеличит диапазон регулирования частоты вращения, а также позволит подключать станок к бытовой электросети. По механической части следует заменить резцедержку и настроить заднюю бабку. Дополнительно рекомендуется модернизировать токарный шпиндель и механизм поперечной подачи.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Техника безопасности и меры предосторожности
Общие правила:
- Токарь должен быть совершеннолетним и должен изучить все необходимые инструктажи (вводный и на рабочем месте).
- Работа должна проходить только в спецодежде (очки, обувь, халат/костюм).
- Соответствовать поручениям мастера.
- Работать на исправных станках в исправной спецодежде.
- Рабочее место должно быть чистым.
- Запрещены загромождения проходов.
- Есть и курить можно только в соответствующих местах во время перерыва.
- Запрещено работать в состоянии алкогольного опьянения, а также под воздействием психотропных веществ.
- Работник должен быть чистоплотным.
Подготовка к работе:
- Проверить исправность одежды и застегнуть её.
- Обувь должна быть закрытой, а подошва — жёсткой.
- Плотно закрытый головной убор.
- Линзы очков должны быть целыми и прозрачными.
- Проверить станок (заземление, все необходимые инструменты и т. д.).
- Отсутствие в патроне чего-либо.
- Убедиться в безопасности оборудования и проверить его работоспособность.
- Контролировать рычаги в нейтральном положении.
- Брызги масла и охлаждающей жидкости не должны лететь в разные стороны.
Во время работы необходимо:
- Контролировать заготовку, резец и торцевой ключ.
- Тяжёлые заготовки устанавливать с помощью подъёмного устройства.
- Следить за стружкой.
- Следить за сливом охлаждающей жидкости и смазкой центра задней бабки.
Во время работы запрещается:
- Передача чего-либо через включённый станок.
- Убирать стружку руками или с помощью воздуха.
- Ловить руками заготовку.
- Держать патрон рукой или предметом.
- Уборка рабочего оборудования.
- Класть предметы на оборудование.
- Работа в рукавицах.
- Опираться о станок.
- Измерения крутящейся детали.
- Смазка центров и деталей тряпкой.
- Покидать рабочий станок.
При пожаре прекратить работу и заняться тушением. В случае отключения электричества оставаться на рабочем месте.
Если оборудование вышло из строя во время работы, необходимо его выключить и доложить мастеру.
Шпиндельная бабка
В блоке бабки есть управляющий элемент. На втулке ставится шкив, она соосная по отношению к шпинделю. В одной стороны от шкива располагаются колеса перебора, с другой стороны, муфта, она обеспечивает включение шпинделя напрямую.
Сам шпиндель расположен в стакане, если требуется устанавливать новый шкив, стакан демонтируется. Подшипники качения (вид — прецизионный) обеспечивают шпиндель хорошими рабочими характеристиками.
Смазка бабки реализуется с помощью специального элемента. Корпус шпиндельного блока снабжен кнопками запуска силовой установки. Вектор резьбы меняется с использованием трензеля.
Токарный станок Р-105: технические характеристики
Токарный станок Р-105 предназначен для обработки стальных вращающихся заготовок. Он относится к настольному классу оборудования. С его помощью можно выполнять токарные работы с небольшими деталями. Чаще всего он используется в домашних условиях или для выполнения незначительных ремонтно-восстановительных работ.
Описание конструкции
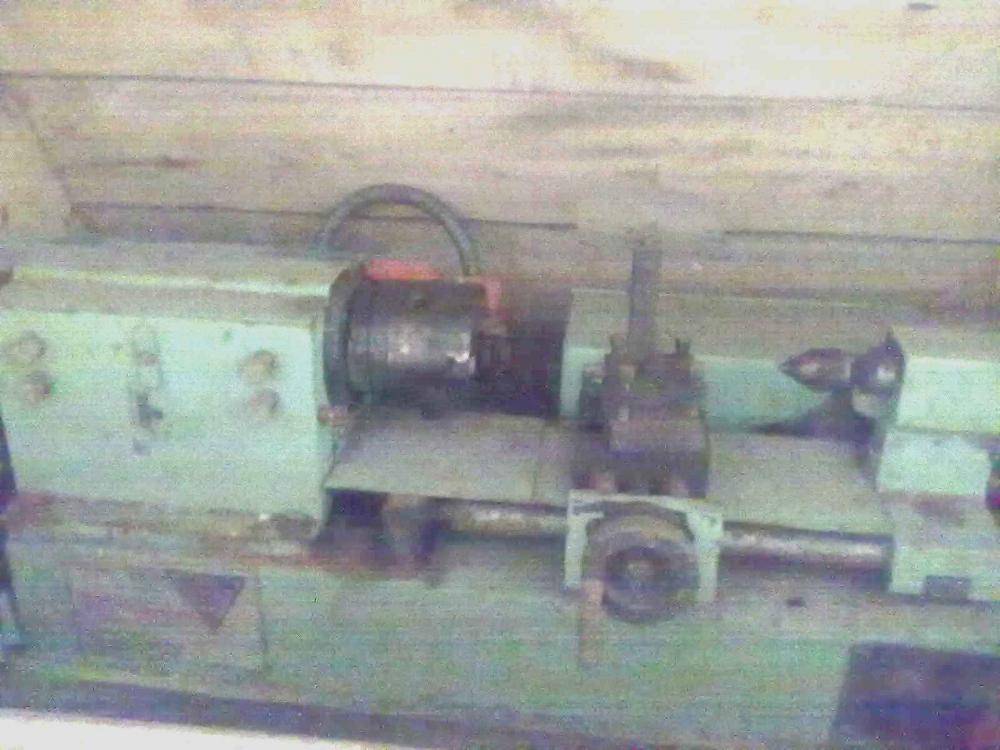
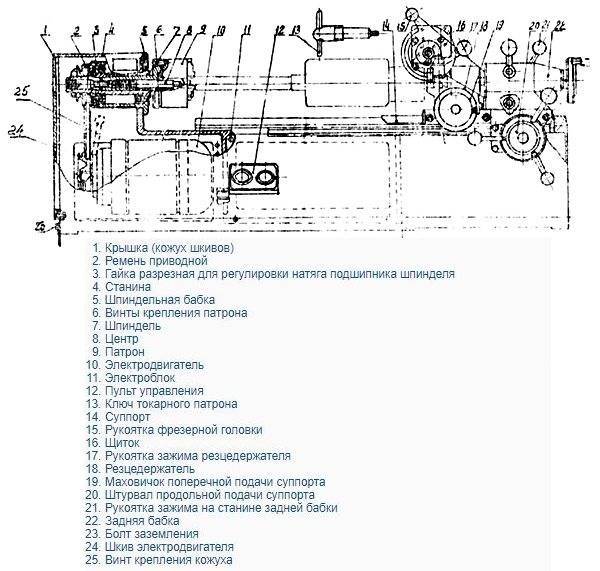
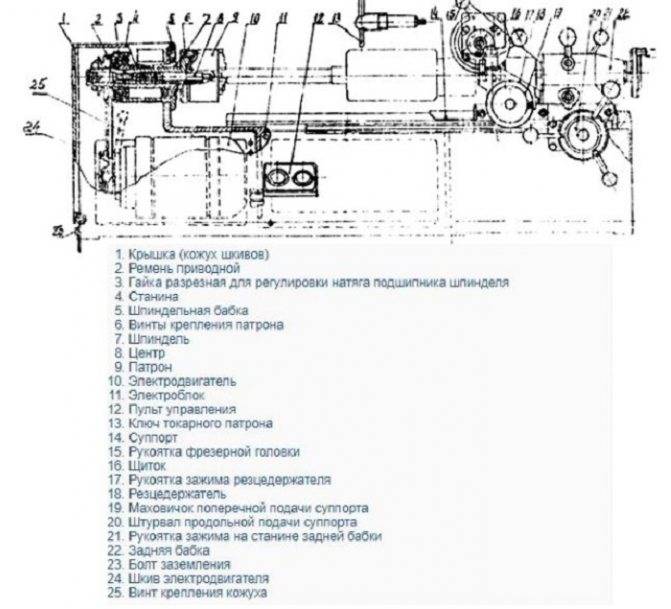
Внешний вид
Токарный станок Р-105 состоит из станины, на которой установлены передняя и задняя бабки, а также электродвигатель. Помимо токарных работ, в конструкции предусмотрен блок для выполнения фрезерования с горизонтальным расположением пальчиковой фрезы.
К преимуществам конструкции можно отнести монолитную конструкцию станины, которая обеспечивает максимальную устойчивость. Для передачи крутящего момента от электродвигателя мощностью 0,4 кВт присутствует ременная передача. В зависимости от модификации оборудование может быть подключено к электросети 220 В или 380 В.
Кроме этих особенностей, он обладает следующими качествами:
- подача суппорта осуществляется ручным способом;
- формирование резьбы невозможно из-за конструктивных особенностей;
- требуется основание. Так как высота оборудования невелика – для нормальной работы нужно сделать рабочий стол.
В конструкции предусмотрено две скорости с числом оборотов/мин 1400 и 2000. Переключение скоростей происходит за счет смещения ремня по валам шкивов.
Одной из проблем в работе станка Р-105 является конструкция резцедержателя. Чаще всего вместо заводского элемента изготавливают самодельный, с лучшими характеристиками фиксации резца и сопряженности с суппортом.
Технические характеристики
Работа на станке
Изначально это оборудование предназначалось для проточки коллекторов, а также формирования пазов между ламелями. Но из-за столь узкой специализации было выпущено относительно небольшое количество моделей.
Габариты оборудования составляют 110*48*40 см, масса с фрезеровальным оборудованием – 110 кг. В оригинальной комплектации прилагался ключ и пять прорезных фрез. Для защиты электрической части от перегрузок есть плавкий предохранитель ПЛ-1. Магнитные пускатели Р1 и Р2 предназначены для предотвращения самостоятельного запуска двигателя.
Основные технические характеристики токарно-фрезерного станка Р-105:
- высота центров – 7см;
- максимальная длина заготовки – 55 см;
- значение продольной подачи суппорта – 29;75;
- максимальный ход суппорта в продольном направлении – 50 см;
Фрезерная обработка осуществляется блоком со следующими параметрами:
- мощность электродвигателя – 0,08 Вт;
- номинальное число оборотов – 2760 об/мин;
- значение вертикального хода – 4 мм;
- максимально допустимы продольный ход фрезерной части – 50 мм.
Фреза подается с помощью ручного привода. При этом продольная подача не может превышать значение 29,7 мм/об. Цена деления гайки указателя равна 0,05.
Для работы на оборудовании следует подготовить место его установки. Поверхность основания должна быть ровная, без перепадов уровня. При подключении к электросети необходим заземляющий контур.
В видеоматериале показан пример замены оригинального резцедержателя на самодельную модель:
Электрооборудование токарно-фрезерного станка Р105
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380/220 в, частотой 50 Гц.
Пусковая и защитная аппаратура смонтированы на крышке электроблока и пульте управления.
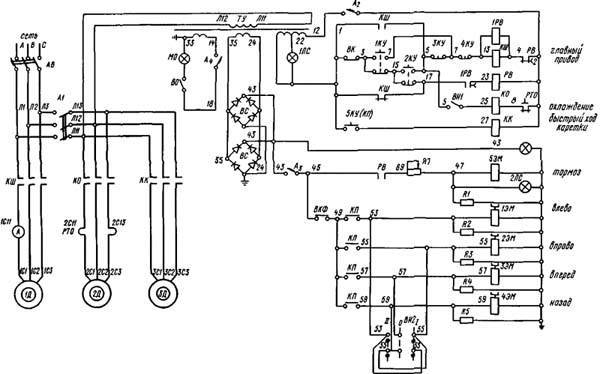
Электрическая схема токарного станка Р-105
Привод. Для привода шпинделя используется электродвигатель М1 (Рис. 2) переменного тока АОЛ-22-4 (M361) мощностью 0,4 кВт, с числом оборотов 1400 об/мин. Для привода фрезерной головки используется электродвигатель М2 переменного тока АОЛ-011-2 (M361) мощностью 80 Вт, числом оборотов 2760 об/мин.








Двигатель шпинделя управляется кнопками КН1 и КН2.
Включение и отключение двигателя фрезерной головки осуществляется микропереключателем В2.
Блокировка. При установке фрезерной головки в рабочее положение, контакты микропереключателя, установленного на кронштейне фрезерной головки переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включении двигателя шпинделя.
Защита. Электрооборудование станка защищено от коротких замыканий и перегрузок плавким предохранителем ПP1. Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей P1 и Р2.
Основные технические характеристики станка Р-105
| Наименование параметра | Р-105 |
| Основные параметры станка | |
| Класс точности | Н |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 140 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | |
| Высота центров над плоскими направляющими станины, мм | 70 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 550 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | нет |
| Число ступеней частот вращения шпинделя | 2 |
| Частота вращения шпинделя, об/мин | 1400; 2000 |
| Торможение шпинделя | нет |
| Суппорт | |
| Привод подачи суппорта | ручной |
| Наибольшее продольное перемещение суппорта, мм | 500 |
| Продольное перемещение суппорта за один оборот штурвала, мм | 29; 75 |
| Наибольшее поперечное перемещение суппорта, мм | 70 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 3 |
| Фрезерная головка | |
| Привод подачи фрезы | ручной |
| Частота вращения фрезерной головки, об/мин | 2760 |
| Наибольший вертикальный ход фрезы, мм | 40 |
| Вертикальная подача фрезы за один оборот маховичка, мм | 6 |
| Наибольший продольный ход фрезы, мм | 500 |
| Продольная подача фрезы за один оборот маховичка, мм | 29; 7 |
| Электрооборудование. Привод | |
| Параметры питающей сети | 220/380 В, 50 Гц |
| Электродвигатель привода шпинделя, кВт (об/мин) | 0,4 (1400) |
| Электродвигатель привода фрезерной головки, кВт (об/мин) | 0,08 (2760) |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1100 х 480 х 400 |
| Масса станка, кг | 110 |
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
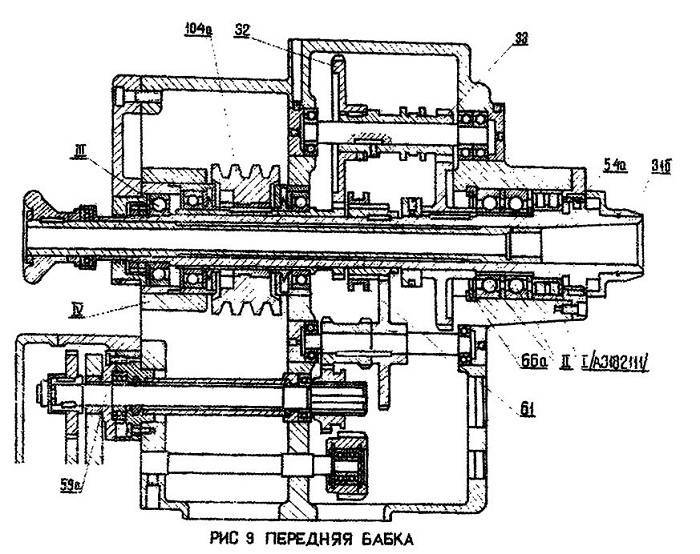
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
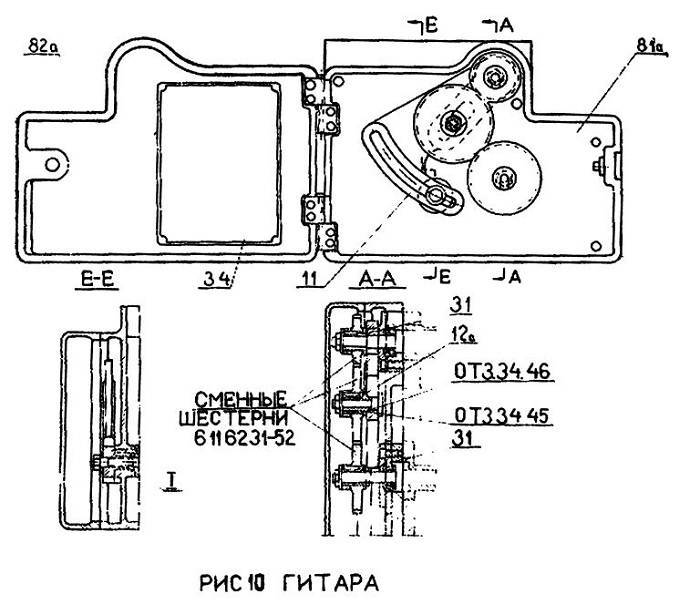
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
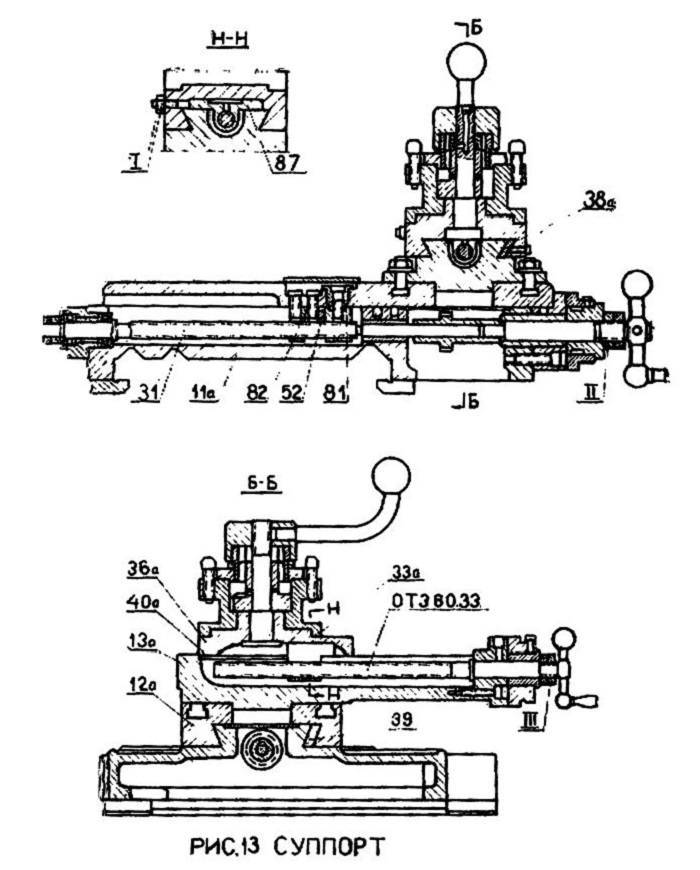
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
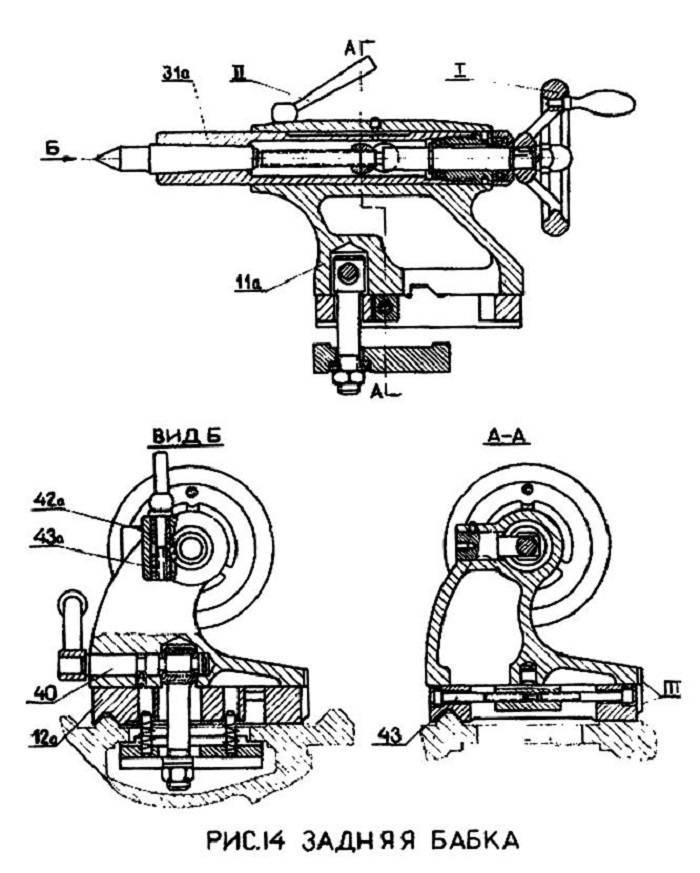
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.










Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Схема электрическая принципиальная станка 1М63Б
Электрическая схема токарно-винторезного станка 1м63Б
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок “пуск” 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок “стоп” 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
380В = 29А
400В = 27А
415В = 26,5А
440В = 25А
500В = 22А
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две – для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно – вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Конструкция
Основание станка — монолитная конструкция. На ней смонтированы задняя, передняя бабка. По направляющим двигается суппорт с резцедержателем стандартной конфигурации. Отдельно установлено приспособление с фрезерной головкой, которое позволяет выполнять соответствующие операции. Небольшая высота станка предполагает его установку на столе, верстаке, специально изготовленном основании. Для удобства эксплуатации предлагаются модификации оборудования для питания током 220 В и 380 В. Конструкция проста, вал для резьбовой и автоматической подачи не предусмотрен. Передвижение в поперечном и продольном направлении производится вручную.
В базовой комплектации Р 105 оснащается трехкулачковым патроном, который фиксируется на конусе Морзе 4. Передача вращательного движения осуществляется с помощью клиноременного механизма. Скорости две, по количеству шкивов на вале и центральном шпинделе. Продольное движение обеспечивает рейка-шестерня, поперечное винтовой механизм. К недостаткам модели относят маломощный двигатель, который не дает возможности обрабатывать крупные детали, и конструкция резцедержателя, которую некоторые умельцы заменяют на более удобную и производительную.
Из-за своих технических и функциональных характеристик, данный станок никогда не производился массово. Изначальной его задачей было протачивать коллекторы и создавать различные пазы. С другой стороны, устройство обладает относительно небольшими габаритами, что немного компенсирует его ограниченную функциональность. Габариты станка:
- длина – 1100 мм;
- ширина – 480мм;
- высота – 400 мм;
- масса – 110 кг.
К базовой комплектации устройства придавался специальный ключ и несколько фрез прорезного типа. Несмотря на простоту конструкции станка, у него имеется предохранитель, который обеспечивает длительную эксплуатацию электрооборудования станка. После подачи электричества, мотор изделия не запустится самостоятельно, поскольку у станка есть два пускателя магнитного типа, которые делают невозможным такой поворот событий.
Другие ключевые характеристики станка:
- Центры устройства имеют высоту 70 мм.
- Предел продольного движения суппорта – 500 мм.
- Предельная длина обрабатываемой заготовки – 550 мм.
- Мощность электромотора – 0,08 Вт.
- Предельная длина движения фрезера – 50 мм.
- Максимальное вертикальное передвижение – 4 мм.
- Предельное количество оборотов – 2760 (в минуту).
- Максимальная скорость продольной подачи фрезы – 30 мм за оборот.
- Цена одного сечения гайки – 0,05.
- Мощность привода шпинделя – 400 вт, а число его оборотов – 1400 (в минуту).
- Предельный поперечный ход резцедержателя – 7 см.
Видео: токарный станок Р105.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.








Токарный станок Р105
Увлечение самоделками, желание оказывать услуги оперативного ремонта, необходимость в выполнении токарных работ малого объема — все это создало на рынке потребность в небольшом, но достаточно мощном станке. Модель R 105, как она именуется на зарубежных торговых площадках, или Р 105 по классификации производителя — это установка настольного типа. Станок способен выполнять основные токарные операции по металлу, может оснащаться дополнительным оборудованием для расширения функционала, поддается некоторой модификации.
Назначение
Цели эксплуатации станка Р105 — обработка деталей малого размера, из металла и сплавов низкой и обычной твердости. Его сфера применения — домашние и небольшие мастерские, а также мобильные пункты оказания услуги оперативных ремонтных работ.
Описание особенностей, характеристик данного агрегата позволяет понять, что он легко разместится в задней части Газели-фургона. При этом потребляемая мощность позволяет запитать станок даже от аккумулятора автомобиля.
Изначально модель разрабатывалась, в том числе, для мелких работ с высокими требованиями к точности. С ее помощью можно резать пазы, протачивать коллекторы. Кроме этого, Р105 позволяет выполнять следующие типы операций:
- точение как цилиндрических, так и поверхностей сложной формы;
- фрезерование с некоторыми ограничениями (пальчиковая фреза располагается в горизонтальном положении).
Так как станок имеет малые размеры, для комфортной работы на нем понадобится стол. Конструкция последнего должна обеспечивать достаточную жесткость для гашения вибрации от устройства и увеличения точности обработки заготовок.
Технические характеристики
Параметры технологические токарного станка Р105 можно описать следующим списком:
- мотор главного привода имеет мощность 0,08 кВт;
- передача крутящего момента на шпиндель осуществляется шкивом;
- передаточное число привода позволяет получить на шпинделе мощность в 400 Вт;
- номинальные обороты шпинделя — 1400 в минуту;
- центры устройства находятся на высоте 70 мм от уровня станины;
- предел продольной подачи суппорта — 500 мм;
- максимум длины заготовки для обработки — 550 мм;
- ограничение длины хода фрезера — 50 мм;
- максимум вертикального смещения — 4 мм;
- предел оборотов шпинделя — 2760 в минуту;
- максимум скорости подачи фрезы в продольном направлении — 30 мм (за один оборот);
- резцедержатель может двигаться в поперечном направлении на 70 мм.
Габариты станка составляют 1100х480х400 для длины, ширины, высоты соответственно. Масса оборудования — 110 кг.
Конструкция
Несмотря на свои компактные размеры, Р105 имеет классическую компоновку и схему управляющих органов. На станине расположены устройства каретки суппорта, задней бабки. Станок поставляется в различных модификациях, одна из которых включает блок фрезерования с горизонтальным расположением рабочего органа.
Главные технические преимущества оборудованию придает монолитная станина. Ее прочность, смещение центра тяжести — гарантируют максимум устойчивости. Кроме этой особенности, конструкция характеризуется следующими параметрами:
- суппорт подается ручным способом, путем вращения приводного колеса, снабженного рукоятками;
- задняя бабка снабжена маховиком смещаемой пиноли, имеет ручку фиксации последней;
- предусмотрено две скорости вращения шпинделя: с номинальными оборотами (1400 в минуту) и мощностью в 400 ватт, повышенная до 2000 оборотов в минуту.
Токарный станок Р-105: технические характеристики, узлы, схемы | мк-союз.рф
Необходимость обработки небольших деталей возникает в обслуживающих, ремонтных организациях. Малые предприятия, не связанные с металлообработкой также нуждаются в мелкой работе по изготовлению необходимых элементов. Домашние мастера ищут оборудование, чтобы реализовать свои идеи, заниматься любимым хобби.
Хорошим решением в этой ситуации станет приобретение желаемого оборудования. Токарный настольный станок Р 105 относится к этому классу инструментов. Стоимость демократична, а перечень выполняемых операций позволит решить задачи по изготовлению деталей из металла и других материалов.
Основные узлы Р 105
Станок предназначен для широко круга пользователей и простых операций. По этой причине он не оснащен специфическими узлами, характерными для профессионального оборудования. Но с базовыми операциями он отлично справляется. Элементы конструкции станка Р 105:
- Корпус. Металлическая основа, позволяющая гарантировать точность работы,
- Передняя бабка. Блок включает в себя механическую часть станка, двигатель, патрон,
- Задняя бабка. Передвигается по направляющим станины с возможностью надежной фиксации в любом месте, установки сверел, зенковок, разверток в пиноли с конус Морзе 2. Имеется выдвигающаяся вручную пиноль с гравированной линейкой на 50 мм,
- Фрезерная головка. Малая мощность и ограниченный диапазон движение позволяет выполнять лишь простые операции, например, изготовление пазов.
Станок металлический, поэтому необходимым требованием при подключении является обязательное его заземление. Улучшить производительность и возможности оборудования позволит замена штатного резцедержателя. Приобрести его можно отдельно, либо заказать у мастера собственную конструкцию.
Назначение и область применения
На станке обрабатывается не только металл. Характеристики оборудования позволяют изготавливать детали из других материалов: дерева, пластика, композитов. Широко используется станок Р 105 в мастерских. Любят его домашние умельцы. При имеющемся навыке работы достигается высокая точность изделий. Преимуществом является качественная станина с хорошим диапазоном хода суппорта. Конструкция стабильна под нагрузкой и позволяет выполнять качественную обработку изделия по всей его длине.
Труба Икапласт 160 мм ПНД или (Труба ПЭ), что расшифровывается как труба из Полиэтилена Низкого Давления в последние годы заняла лидирующие позиции при строительстве наружных инженерных сетей. Она применяется на строительстве объектов любой сложности и в различных областях. Трубы ПНД в отличие от уже устаревших стальных, керамических и бетонных могут похвастаться:
- Более демократичной ценой,
- Низким весом, благодаря чему Труба ПНД удобна в монтаже и транспортировке,
- Устойчивостью к коррозии,
- Герметичностью,
- Стойкостью к ударным нагрузкам,
- Значительно большим сроком службы.
Подключить станок можно практически везде. Он легко транспортируется и эксплуатировать его можно как мобильное устройство. Достаточно иметь питание и ровную поверхность для установки. Станок экономичен, надежен и долговечен.
Подойдет для решения производственных задач, реализации домашних идей, занятием любимым хобби. Невысокая стоимость при коммерческом использовании быстро окупается.





