

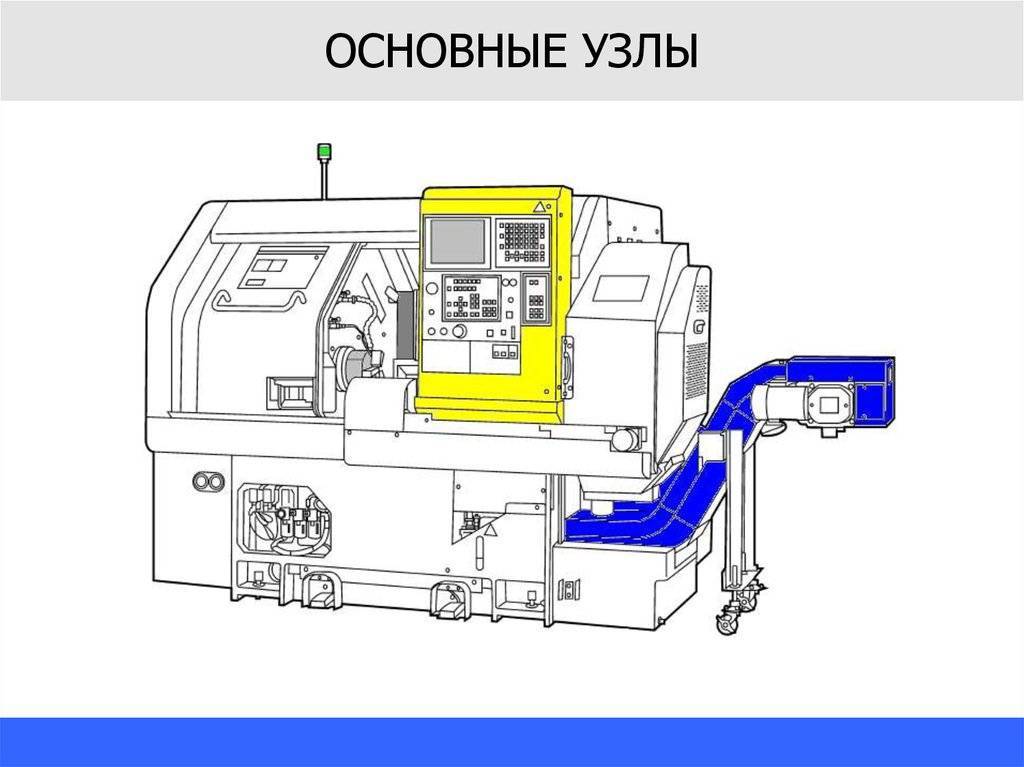
Общие сведения о конструкции
Несмотря на кажущуюся сложность, токарные станки с ЧПУ имеют компоновку, во многом схожую с классическими моделями. В качестве дополнительных элементов могут устанавливаться сервоприводы или шаговые электродвигатели для точной настройки положения каретки.
Для определения фактической функциональности оборудования следует детально изучить его конструкцию. Ее свойства напрямую скажутся на возможности выполнения той или иной операции. Также они определят требуемые характеристики заготовки — ее размер и вес. Дополнительно следует учитывать материал изготовления детали.
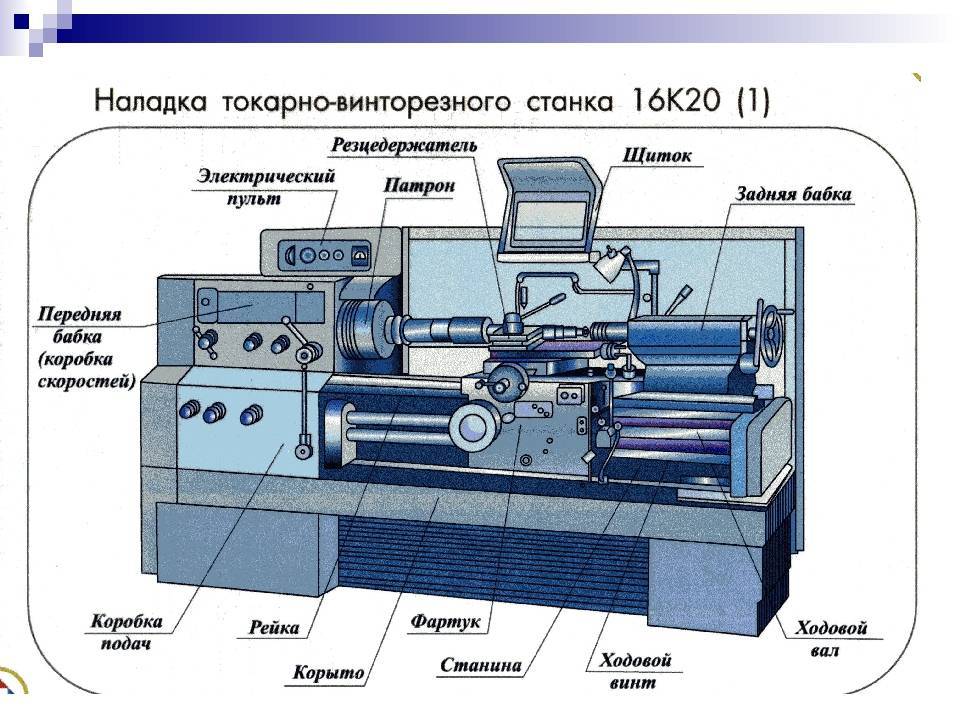
Основные конструктивные компоненты специализированного станка с блоком ЧПУ:
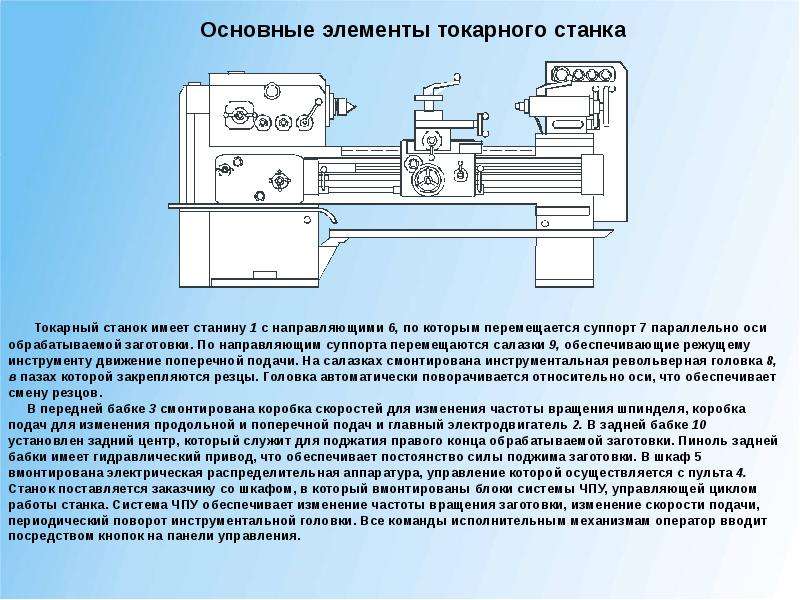
- станина (основание). Она является несущей конструкцией всех элементов оборудования. Помимо этого, станина уменьшает величину колебаний, возникающих в процессе работы электродвигателя;
- шпиндельная бабка. Предназначена для установки токарных патронов различного назначения. На шпиндельную бабку передается крутящий момент от силовой установки. Изменение параметров вращения происходит с помощью коробки скоростей;
- суппорт. Он необходим для смещения резца относительно вращающейся заготовки. Конструктивно состоит из двух кареток — верхней и нижней. На верхней установлен резцедержатель, а нижняя предназначена для смещения конструкции по направляющим станины;
- система подачи. С ее помощью происходит смещение суппорта по одной или двум плоскостям. Движение передается на валик или ходовой винт.
Для выполнения широкого спектра операций с крупногабаритными заготовками применяются дополнительные устройства — тумбы. С их помощью вес детали равномерно распределяется между передней и задней бабками.
Наиболее востребованные станки с ЧПУ
Обрабатывающие центры TRENS
универсальные установки
Из наиболее востребованных моделей станков TRENS выделяются:
- SBL 500A. Он нужен для фрезерования и точения деталей весом до 1050 кг. Установка оснащена электроприводом марки Fagor или Siemens, противошпинделем, легкой в настройке, но мощной системой ЧПУ. У станка имеется гидропривод бабки и гидравлический механизм для фиксации деталей при обработке. Есть дополнительные возможности для выполнения особых операций, которые производятся за одну установку заготовки, например, внеосевое сверление.
- SBL 300. Данный станок является более простым, чем предыдущая модель. Он может произвести нарезку резьбы, выполнить основные фрезерные процедуры, обработать и довести сложные изделия, к примеру, фланцы, валы. Высоким уровнем жесткости отличается шпиндель устройства. Он может эксплуатироваться без перерыва довольно длительно, причем на максимальной скорости выполнения рабочих операций. С-ось станка отвечает за отличный крутящий момент и мгновенное переключение режимов работы благодаря особой системе фиксации дискового типа.
- SBL 700. Это самый современный на сегодняшний день обрабатывающий станок бренда TRENS. Он осуществляет обработку заготовок с криволинейным, ступенчатым, прямолинейным профилем весом до 2500 кг. Данный агрегат оснащен ЧПУ устройством от компании Siemens, безупречно контролирующее работу приспособлений, а также описывается простым 3D-программированием, дает возможность подключить станок к ПК.
Токарно-фрезерный центр 1728С
широкий спектр обрабатывающих операций
- Повышенной виброустойчивостью и жесткостью основных узлов.
- Подшипниками высокой точности.
- В нем находятся термосимметричные элементы, благодаря которым нивелируется воздействие температурных деформаций.
- Активными контролирующими органами, которые следят за работой инструмента.
- Качественной системой ЧПУ.
Данная модель осуществляет работу с заготовками, которые имеют размер до 40 сантиметров в диаметре и длиной до 3 метров. Оснащена шпинделем с величиной конца А8, патроном с сечением 40 см и отверстием 9,7 см.
Благодаря синтезу производимых работ, этот станок с ЧПУ позволяет существенно снизить затраты.
Другие центры с ЧПУ по обработке металла
серии LS, EX,LA, NEX
Модели 4500ТТ, 4500S и 4500ST пользуются особым спросом. Так как приобретение этих станков гарантирует осуществление фрезерных и токарных работ с максимальной точностью. Ведь агрегаты оборудованы двумя шпиндельными токарными узлами и фрезерным. Также снабжены магазином, в котором 90 позиций для рабочих приспособлений и револьверной головкой.
Испанские центры фирмы GMTK также являются популярными, особенно серия HR с модельным рядом станков 800, 1000, 1200, 1500. Они позволяют осуществлять обработку заготовок со сложной конфигурацией и высокой точностью. Такие устройства оснащены уникальной системой, способной стабилизировать температуру. Также имеются направляющие гидростатического типа, у которых оптимизированы показатели. Обеспечены сменщиком головок и инструмента.
Обычно испанские токарно-фрезерные станки покупают предприятия, специализирующиеся на выпуске по-настоящему сложных деталей. Эти обрабатывающие металл центры стали идеальными для таких условий производства.
Следующие агрегаты с ЧПУ по обработке металла также работают эффективно:
- Станки Victor принадлежат тайваньской компании, которая на протяжении белее чем 70 лет поставляет модели, отличающиеся высокой надежностью, на Российский рынок. Их модели имеют надежную и технологичную конструкцию, качественные комплектующие, станины из особого чугуна.
- Станки MULTICUT — это многооперационные центры с ЧПУ, оборудованные задней бабкой или правым шпинделем. Они позволяют выполнить фрезерную обработку по 5 координатам. Также способны растачивать, прорезать, точить, шлифовать, фрезеровать кулачки и делать множество других операций.
- Южнокорейские центры DMC являются высокопроизводительными обрабатывающими центрами класса люкс.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.
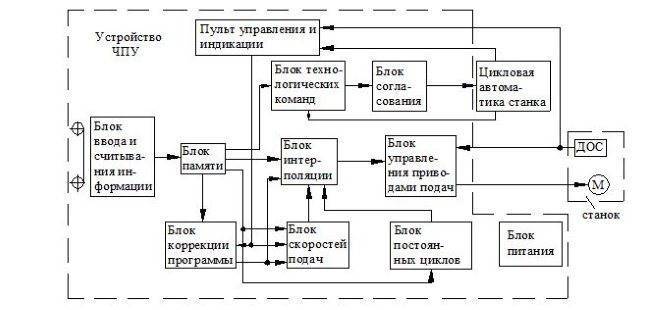
Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии
Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.




Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
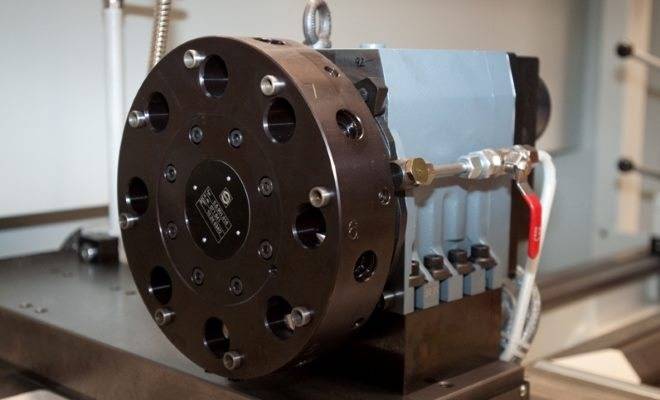
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

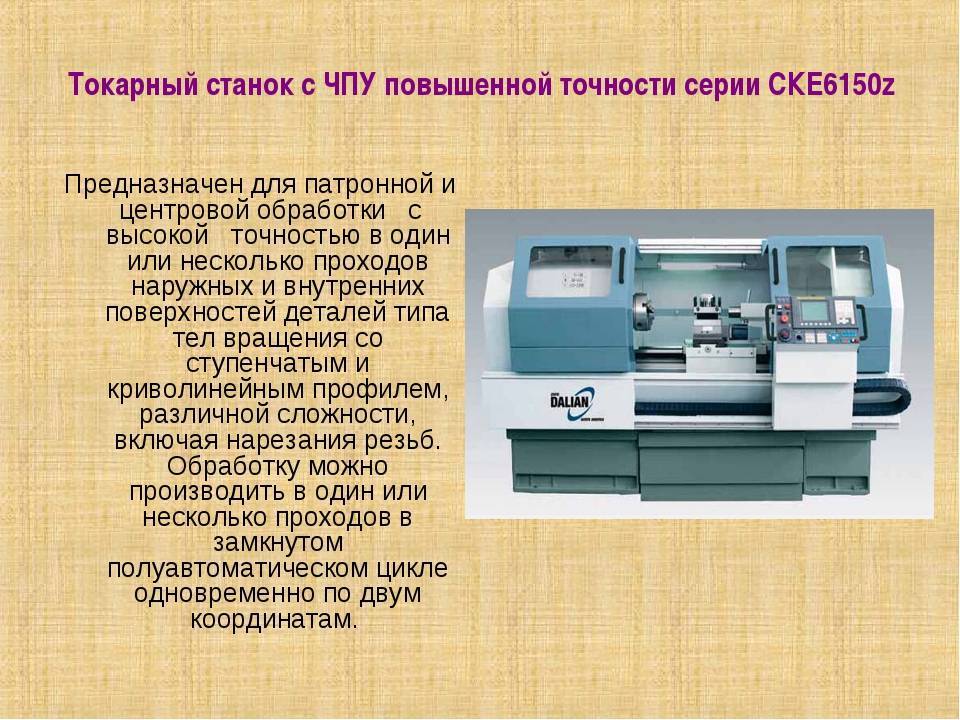
Токарный станок с ЧПУ DMTG модель CKE6150Z
Принцип работы фрезерного станка с ЧПУ
Современный станок с ЧПУ представляет собой сложный автоматизированный комплекс для фрезерования заготовок из дерева, пластика, металла, камня и пр.
Автоматизированный комплекс, помимо «классических» механизированных узлов включает в себя электронные компоненты автоматического контроля и управления режимами обработки.
Электронная система базируется на алгоритмах числового программного управления (ЧПУ) и в значительной степени упрощает работу на оборудовании (станок функционирует по заранее введённой программе и в течение рабочего цикла не требует вмешательства оператора).
Одним из главных элементов станка, непосредственно осуществляющих обработку заготовки, является фреза. Режущая часть фрезы бывает различных форм и размеров — в соответствии с задачами обработки и видом материала заготовки. Цилиндрическая часть фрезы (т. н.
«хвостовик») через цангу закрепляется в цанговом патроне, который, в свою очередь, закреплён на валу шпинделя. Электромотор шпинделя передаёт крутящий момент и сообщает фрезе вращательное движение. Соприкасаясь с обрабатываемой поверхностью, фреза снимает слой материала.
Шпиндель подвешен на подвижном портале. Электромоторы станка, по командам от контроллера ЧПУ, перемещают портал по трём координатным осям и позиционируют фрезу над поворотным столом с закреплённой заготовкой.
Таким способом и осуществляется фрезерование заготовки с целью получения готового изделия заданных форм и размеров.
Электронная часть станка включает в себя контроллер ЧПУ, вспомогательные электронные компоненты и их соединения. Для управления системой, станок может комплектоваться специальным DSP-контроллером, или подключаться к PC.
Электронная «начинка» станка работает под управлением собственного программного обеспечения (поставляется вместе с оборудованием). Задачей этого «софта» — перекодировать загруженную программу (чертеж-рисунок требуемой детали) и транслировать её в специфические G-коды — электрические команды двигателям станка.
Таким образом, программным алгоритмом для функционирования станка является файл векторного графического формата (к примеру, построенный в AutoCAD, Corel Draw).
Записав файл-программу в оперативную память контроллера, оператору остаётся выбрать режим работы станка (черновая, чистовая, трёхмерная) и частоту оборотов — в соответствие с видом материала заготовки и применяемой для обработки фрезы.
Преимущества оборудования
Современные станки с ЧПУ обладают широким спектром возможностей, обеспечивают быструю и высокоточную обработку, обладают достаточным запасом надёжности и удобством эксплуатации.
Точность обработки является не только следствием прецизионного автоматизированного управления, но и организацией специальных конструктивных мероприятий, направленных, прежде всего, на повышение жёсткости системы.
Увеличение жёсткости достигается за счёт уменьшения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь на трение, а также увеличения быстродействия.
Для этого в частности скользящие направляющие изготавливаются в виде «твёрдый материал — мягкий» (например, сталь/чугун по пластику/фторопласту).
Сопрягаемые пары качения (в наплавляющих, подшипниках) отличаются ещё меньшими потерями и повышенной долговечностью. В качестве рабочих тел используются ролики с преднатягом, исключающим биение и износ.
Дополнительные системы, такие как вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и ряд других, значительно облегчают управление фрезерным комплексом и увеличивают культуру производства.
Работа на оборудовании
Функции оператора станочного комплекса, оборудованного ЧПУ, сводятся к смене и закреплению заготовок, установке требуемого типа фрезы, инсталляции управляющей программы, активации процесса и общим наблюдением за процессом работы станка.
Перед началом обработки работоспособность станка проверяется запуском специальной тестирующей программы. Оператору следует проверить надёжность крепления заготовки и фрезы, её соответствия обрабатываемому материалу.






Перед началом серийного цикла следует обработать первую заготовку, проконтролировать размеры и убедиться в их соответствии чертежу.
Как работает приводной инструмент
Приводной инструмент позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром. Приводной инструмент всегда работает с осью С.
Механизм приводного инструмента состоит из следующих компонент:
- Револьверная голова с установленным внутри приводным электродвигателем, который через соединительную муфту передает вращение приводному блоку;
- Приводные блоки с инструментом (сверла, метчики, фрезы), которые устанавливаются в инструментальный диск револьверной головы. Приводной блок имеет специализированный хвостовик, играющий роль соединительной муфты для передачи крутящего момента от электродвигателя инструменту.
Технологические операции, которые осуществляет приводной инструмент:
- Фрезерование плоскостей, лысок, пазов, обнижений и пр.
- Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением
- Обработка поверхностей и отверстий под углом к оси детали
- Нарезание резьбы методом фрезерования.
На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом.
Это системы VDI и BMT. Система BMT (Built-in Motor Turret – с встроенным в револьвер приводом инструмента) имеет преимущество в жесткости крепления блока к револьверной голове за счет закрепления 4-мя болтами.
Кроме того, система BMT предоставляет возможность расширения количества инструмента за счет промежуточных положений револьверной головы (до 24).
Примерные характеристики приводного инструмента:
- скорость вращения 4000..6000 об/мин
- Мощность 4 кВт
- Максимальный крутящий момент 40 Нм
- Время смены позиции инструмента 0,15 с
Револьверная головка BMT
Управление приводным инструментом
Команды включения
- M133 – включает вращение шпинделя в прямом направлении
- M134 – включает вращение шпинделя в обратном направлении
- M135 – останавливает шпиндель приводного инструмента.
Скорость вращения шпинделя управляется адресным кодом P. Например, P1200 задает скорость вращения шпинделя 1200 об/мин.
- M138 – изменение скорости вращения шпинделя вкл
- M139 – изменение скорости вращения шпинделя выкл
Изменение скорости вращения шпинделя (SSV) позволяет вам задать диапазон, в котором скорость вращения шпинделя непрерывно изменяется. Это полезно для подавления вибрации инструмента, которая может привести к нежелательному ухудшению качества обработки детали и/или повреждению режущего инструмента.
Система управления изменяет скорость вращения шпинделя в соответствии с настройками 165 и 166. Например, для изменения скорости вращения шпинделя +/-100 об/мин от ее текущей скорости по команде с рабочим циклом 1 секунда, установите настройку 165 на 100, а настройку 166 – на 1.
Это изменение зависит от материала, оснастки и характеристик в вашем конкретном случае, но 100 об/мин в течение 1 секунды – хорошее начало.
Вы можете отменить значения настроек 165 и 166 с помощью адресных кодов Р и Е при их использовании вместе с M138. Где P – изменение SSV (об/мин), Е – цикл SSV (сек). См. пример ниже:
- M138 P500 E1.5 (Turn SSV On, vary the speed by 500 RPM, cycle every 1.5 seconds);
- M138 P500(Turn SSV on, vary the speed by 500, cycle based on setting 166);
- M138 E1.5 (Turn SSV on, vary the speed by setting 165, cycle every 1.5 seconds);
M138 не зависит от команд шпинделя; после выполнения этой команды она остается активной даже при неработающем шпинделе. Помимо этого, M138 остается активной до ее отмены с помощью M139 или при M30, а также с помощью команды Сброс или Аварийный останов.
Токарно-фрезерные станки в названии могут иметь букву «M» (Milling). Это означает, что такой станок имеет функцию приводного инструмента.
Как выбирать токарные станки с ЧПУ
Прежде чем купить аппаратуру, необходимо убедиться в ее необходимости. Мы рекомендуем установку довольно дорогостоящего инструмента в следующих целях:
- На небольшом предприятии, когда каждое изделие выполняется индивидуально и имеет сложную геометрию. Обычно в таких случаях детально прописывается чертеж, поэтому проще воспользоваться сразу хорошей программой и поместить макет в ПУ.
- При серийном производстве в качестве экономии времени и человеческих ресурсов. Быстрый и фактически беспрерывный производственный процесс вам может обеспечить только автоматизированная машина.
- В случае изготовления мелких деталей с требованием высокого качества точности. Изготавливать вручную очень маленькие металлические элементы – очень скрупулезный и неблагодарный труд. Только такое оборудование поможет добиться поразительной точности.
Так мы вкратце осветили вопрос, когда требуется покупать станок. Теперь определимся с тем, как его выбирать.
Понятно, что чем больше дополнительных функций, тем дороже прибор
Но важно понять заранее, требуется ли вам эта многозадачность. Если у вас в цеху уже ест винторез, сверлильная аппаратура, тогда токарь не обязан выполнять эти функции на своем рабочем месте
Но если у вас небольшое, мелкосерийное производство, то часто выгодным решением становится приобретение универсального и многофункционального оборудования.
Назначение токарных станков с ЧПУ

Внешний вид оборудования
Современные станки с ЧПУ отличаются от аналогичных моделей оборудования высокой функциональностью и возможностью настройки практически всех параметров. Современное программное обеспечение дает возможность эксплуатировать их практически в автономном режиме. Благодаря этому свойству оборудование может быть применено для изготовления сложных изделий за короткое время.





Конструктивно токарные станки с блоком ЧПУ мало чем отличаются от обычных моделей. Разница заключается в установленном блоке электронного управления работой основных компонентов. Благодаря отсутствию ручной настройки рабочих процессов нередко в подобных моделях устанавливается несколько видов резцов, что дает возможность выполнять одновременно ряд операций.
С помощью токарных станков с ЧПУ можно делать следующие виды обработки:
- изготовление сложных деталей методом точения по внешней и внутренней плоскости;
- выполнять операции точения вдоль заготовки;
- максимально точное отрезание элементов детали нужной длины;
- многие виды расточки — формирование пазов, отверстий и выемок;
- изготовление резьбы любой конфигурации.
Важным элементом оборудования является программное обеспечение. От корректности его составления зависит качество токарной обработки, а также время ее выполнения. Но при этом интерфейс управления должен быть максимально простым.




