

Содержание / Contents
- 1 Идея
- 2 Подготавливаем поверхности
- 3 Накатываем фоторезист
- 4 Делаем фотошаблон
- 5 Засвечиваем УФ-лампой
- 6 Проявляем
- 7 Травим в хлорном железе
- 8 Завершающие операции
- 9 Итого
У фрезеровщика были заказаны кнопки из алюминия. Куплен корпус в магазине. И тут встал вопрос как сделать нестираемые надписи на кнопках и корпусе. Пробовал нацарапать и залить краской. Вышло полное «фэээ»! Можно выгравировать! Так дремеля у меня нету, а искать по знакомым влом.
Лень, друзья мои, мощнейший двигатель прогресса. После недолгих размышлений вспомнил, что когда-то случайно капнул на алюминиевый радиатор хлорным железом. Пока стёр каплю, осталось пятно на радиаторе и небольшое углубление. Ага…
А если сделать трафарет из фоторезиста, а потом протравить? Подопытным кроликом выступил кусок дюралевой пластины. Все получилось на ура!
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской. Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления. Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
Химическое травление поверхностей цветных металлов
Травление меди и латуни
На латуни раствор образует светло-желтый налет, на меди — светло-розовый. Раствор содержит:
- Азотная кислота концентрированная 250 мл;
- Соляная кислота концентрированная 150 мл;
- Этиловый спирт денатурированный 100 мл;
- Вода 500 мл.
Детали травят, кратковременно погружая в ванну с раствором, после чего вынимают и сразу же промывают водой.
Матовое травление меди
После травления на меди получатся шероховатая (до матовой) поверхность. Состав ванны:
- Азотная кислота 40%-ная 600 г.;
- Серная кислота концентрированная 400 г .;
- Хлористый натрий 3 г.;
- Сернокислый цинк 2 г.
Блестящее травление меди и ее сплавов
- — Серная кислота концентрированная 500 мл;
- — Азотная кислота концентрированная 500 мл;
- — Соляная кислота концентрированная 10 мл;
- — Сажа 5 г.
Рабочая температура ванны 18-20°С. Обезжиренные детали погружают в ванну с раствором на 10-30 с, после чего вынимают, промывают водой и сушат.
Особенности этого способа
Применяемые растворы содержат от четырех до десяти процентов натра. Температура при травлении щелочью составляет примерно 40-90 градусов по Цельсию.
При необходимости, чтобы получить легкое пенистое покрытие на заготовке, применяется увлажняющее средство или специальная добавка.
Средняя температура в разгаре процесса – шестьдесят градусов. Именно при таких тепловых показателях происходит качественная очистка поверхности.
Оптимальные показатели чистоты алюминия — 99.5%, а концентрация раствора едкого натра — 10, 15, или 20% .
Таким образом, во время реакции алюминий растворяется в едком натре, при этом выделяется водород. В результате формируется составной алюминат, и существует он только в растворе щелочи.
Антивандальная клавиатура: фоторезист + травление алюминия хлорным железом
Поставил шеф как-то передо мной задачу. Надо сделать дублирующую клавиатуру для управления контроллером станка, т. к. заводская быстро приходила в негодность, потому что сделана она из прозрачной самоклеящейся пленки, на которую на заводе наносят рисунок.
Работаю я на небольшом предприятии, которое занимается изготовлением пряностей. Занимаюсь обслуживанием упаковочных станков, электрохозяйства, локальной сети и т. д., короче всей техники, умной и не очень.Так вот! После долгих раздумий и споров с шефом я все-таки убедил его, что для наших ламмеров — операторов корпус для клавиатуры лучше всего подойдет из «легированной орудийной стали», :cool:, но за неимением оной решили использовать высокопрочный алюминиевый корпус типа 203-125B, размерами 121×66×35 мм от Pros Kit.
Травление хлорным железом — Помощь начинающему — Помощь начинающему — Главная
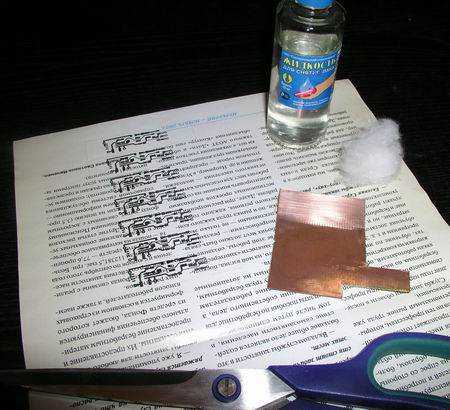
Нам необходимы: напечатанная на лазерном принтере разводка плата, ацетон, вата, зачищенный мелкой наждачкой фольгированный текстолит. Далее вырезаем напечатанное изображение, ватой обильно смоченной ацетоном протираем медь. Ждем пока подсохнет. Прикладываем тонером к меди изображение и той же ватой смачиваем бумагу, пока не увидим «проявившийся» сквозь нё рисунок платы. Смочить нужно равномерно всё изображение. Сильно переливать тоже нельзя, а то поплывет.

Смачиваем бумагу ацетоном. После того как изображение «проявилось», нужно дать испариться ацетону. При этом «изображение пропадет». Далее сухой бутерброд из текстолита и прилипшего к нему изображения под бумагой обильно смачиваем холодной водой. Бумага размокнет и начнет «горбиться», это значит хватит. Далее отрываем бумагу, а тонер остается. На тонере останутся ворсинки от бумаги, их нужно удалить потерев рукой.


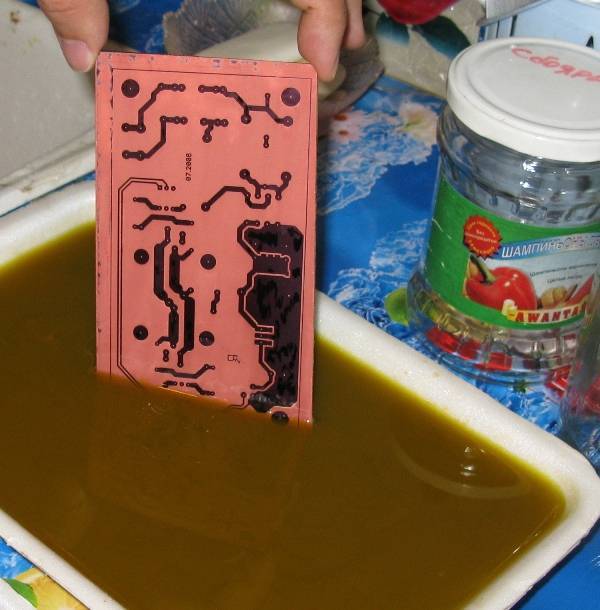




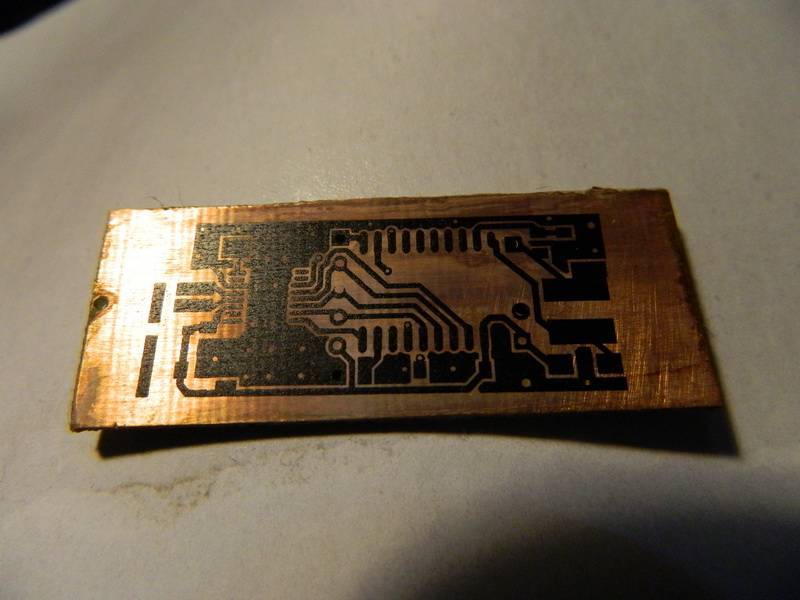
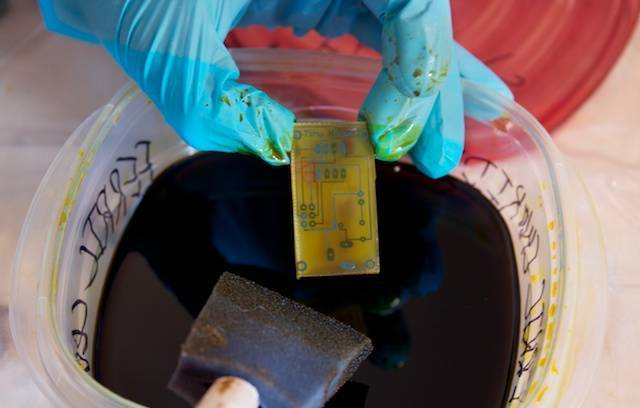
После того, как заготовка высохнет, она побелеет. Это от ацетона. Ничего страшного. Долее нужно вытравить ненужную медь. Для этого можно использовать несколько рецептов. Один из вариантов — раствор медного купороса и поваренной соли в воде в соотношении столовая ложка купороса на две столовые ложки соли в пол-литре воды. Недостатки: в таком растворе процесс идет долго, порядка 2,5 часов, даже при условии поддержания высокой температуры или увеличении концентрации компонентов. Достоинства: доступность, медный купорос можно купить в любом хозяйственном магазине, соль — без слов. Второй вариант — раствор хлорного железа в воде в соотношении 1:2. Температура травления ~ 60-70ºС. Для поддержания высокой температуры я ставлю банку с раствором в ванну и пускаю горячую воду из шланга душа, чтобы она омывала банку. Недостатки: вредные испарения, которые выделяются в процессе травления, а так же тот факт, что при попадании раствора на руки или ванную, остаются желтые пятна, поэтому нужно действовать аккуратнее. Достоинства: в растворе хлорного железа травление происходит быстрее ~ 20 мин, при условии поддержания высокой температуры. Я использовал второй метод.
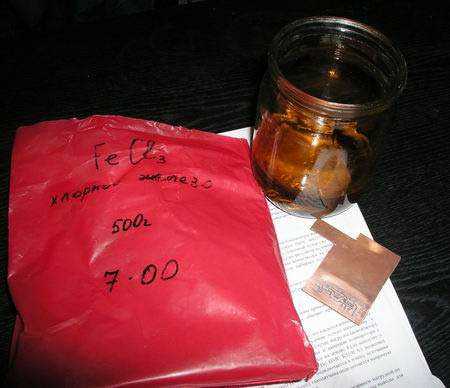
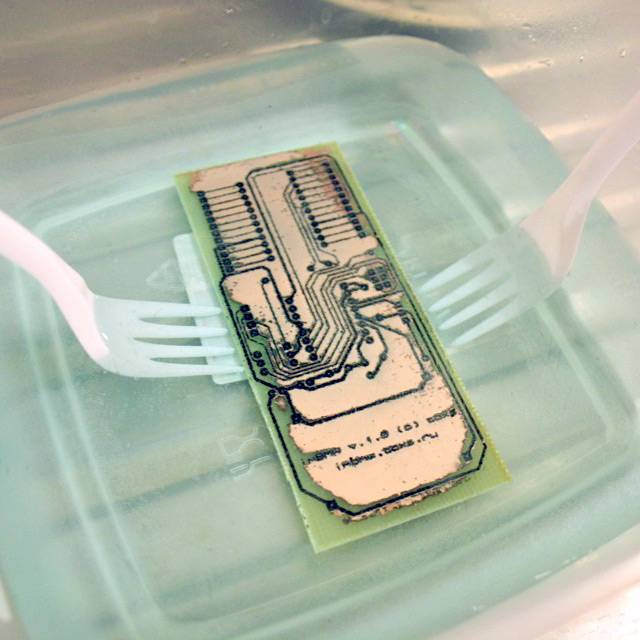
Перед травлением нужную часть будущей платы отрезаем ножницами по металлу и бросаем в раствор. Во время травления пластиковым пинцетом достаем плату из раствора и наблюдаем на процесс. По завершении травления готовую плату нужно промыть водой и высушить.
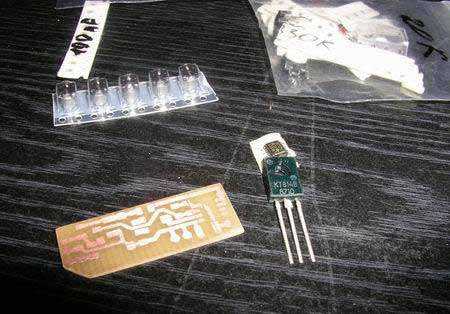
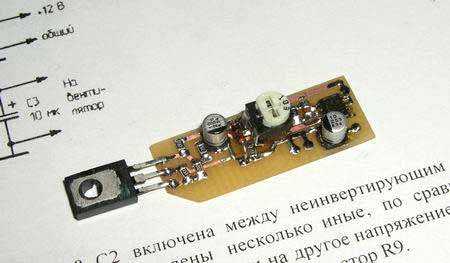
Процесс сборки платы вопросов не вызывает. Паяльник с тонким жалом, плюс паяльная паста и легкоплавкое олово минус дрожащие руки и через 20 минут получаем готовое изделие. После пайки используем тот же самый ацетон для отмывания остатков пасты с платы.
radioshema.ucoz.org
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Использование изоляторов
Очень часто стимуляторами начала коррозийных процессов в алюминии и его сплавах становятся другие металлы. Так происходит обычно при прямом контакте изделий или их частей. Чтобы предотвратить ржавление алюминия, в этом случае используются специальные изоляторы. Изготавливаться такие прокладки могут из резины, паронита, битума. Также в данном случае могут использовать лаки и краски. Еще одним способом защитить алюминий от коррозии при контакте с другими материалами является покрытие его поверхности кадмием.
В особенности важно обеспечить изоляцию алюминиевых деталей в разного рода механизмах и узлах от прямого соприкосновения с медью. Также считается, что защищать от контакта с другими металлами следует не только собственно детали, изготовленные из Al
В плане устойчивости к коррозии железо алюминию, как и сталь, к примеру, сильно уступает. Поэтому такие металлы и некоторые другие часто защищают особым образом. Материалы просто покрывают защитным алюминиевым слоем. От контакта с медью или другими металлами, конечно же, нужно беречь и такие изделия.
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.
Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.
Травление – алюминий
Травление алюминия и его сплавов производится в водных растворах щелочи.
Травление алюминия и его сплавов применяют не только для удаления химических загрязнений поверхности металла, но и для легкого протравливания металла. Для этого рекомендуется применять растворы щелочей и кислот. Раствор щелочей берут обычно 10 – 20 % – ный; при температуре 50 – 80 процесс травления длится 1 – 2 мин. Добавка в раствор щелочи хлористого и фтористого натрия улучшает процесс травления и делает его более равномерным. После травления в щелочах сплавы алюминия имеют темный цвет.
Травление алюминия в таких распространенных травителях, как ортофосфорная кислота, соляная кислота и щелочь, не допустимо из-за подтравления тантала и разрушения пленки фоторезиста. Эта операция фиксирует длину всех резисторов схемы и контрольного резистора.
Травление алюминия в серной кислоте осуществляют следующим образом. После гидропескоструйной обработки, продувки сжатым воздухом, электролитического обезжиривания и промывки в холодной воде изделия подвергают анодному травлению в растворе, содержащем 300 г / л серной кислоты ( уд. После осветления следует тщательная промывка в проточной воде.
Травление алюминия и его сплавов проводится в горячих растворах каустической соды ( с концентрацией 100 – 150 Г / л) с последующим осветлением в разбавленной азотной кислоте. Процесс ведется при 60 – 70 С, выдержка – от 10 – 15 сек до 2 – 3 мин в зависимости от степени загрязнения поверхности. После травления производится тщательная промывка в проточной горячей воде, желательно – с перемешиванием промывной воды сжатым воздухом для ускорения удаления щелочи с поверхности изделий. Осветление проводится в 15 – 20 % – ном растворе азотной кислоты при 15 – 25 С.
Травление алюминия и его сплавов можно проводить также в соляной или фосфорной кислотах, но эти способы не получили широкого распространения.
Для травления алюминия применяют следующие растворы.
Для травления алюминия могут быть использованы: 50 % – ная ортофосфорная кислота, нагретая до 60 – 70 С, или смесь трех кислот: уксусной, азотной, ортофосфорной с водой. Последний состав позволяет регулировать скорость травления, понижая температуру смеси с 60 до 30 С.
Для травления алюминия и его сплавов применяют 10 – 15 % – ные растворы щелочи, содержащие 20 – 25 г / л NaCl. Для последующего осветления поверхности алюминия изделие погружают в концентрированную азотную кислоту на несколько секунд.
Для травления алюминия с низкой степенью чистоты пригодна разбавленная плавиковая кислота.
Для травления алюминия и дюралюминия употребляют 5 – 6-процентный раствор едкого натра, в котором изделие выдерживается 2 – 3 мин, а затем алюминий промывают водой и восстанавливают его естественный цвет, обрабатывая его в крепком растворе азотной кислоты с повторной промывкой.
Для травления алюминия и его сплавов используют щелочи и различные кислоты или их смеси.
Скорость травления алюминия сохраняется практически постоянной, если объем раствора достаточно велик, в нем не происходит заметного накопления алюминия и температура раствора не меняется. На скорость травления алюминия большое влияние оказывает температура: чем выше температура раствора, тем больше скорость травления.
Продолжительность травления алюминия и его сплавов с целью получения определенной фактуры поверхности определяется требованиями к внешнему виду деталей с учетом их последующей обработки и составляет от 0 5 до 20 мин.
При травлении алюминия применяют преимущественно щелочную среду.
Уважаемые друзья и коллеги!
Поздравляю Вас с нашим профессиональным праздником – Днем Химика!
Химия – это великая наука, захватывает целиком и навсегда. Требует к себе внимания, бережного и творческого отношения.






Твердо помните и соблюдайте заповеди технолога-гальваника:
1. Содержи в чистоте и порядке электролит, как тело свое.
2. Вышел на режим – не трепыхайся: лучшее – враг хорошему.
3. Не «идет покрытие» – зри в корень, смени обезжирку!
5. Чти нормативную документацию, как священное писание.
6. Хочешь жить без проблем – обрати конструктора в свою веру.
И пусть Ваша любовь к химии будет взаимной!
Королева Галина Владимировна
Лазерная гравировка алюминия
Алюминий — очень прочный металл, который идеально подходит для лазерной гравировки.
Алюминий не повреждается при данном виде обработки, поэтому эта технология используется во всем мире как в коммерческих так и в любительских сферах деятельности. Лазерная гравировка алюминия оставляет долговременный след на его поверхности в виде рисунка, логотипа или надписи.
Когда же началась лазерная технология обработка материалов?
Первое использование лазеров относится к 50-м годам прошлого века, хотя теоретические выкладки относительно квантовых генераторов были предложены Эйнштейном в 1916 году. До того времени, как лазеры были использованы в практическом применении, люди могли только слышать, что лазеры используются, например, для уничтожения Джеймса Бонда, они были футуристической технологией не известной тем, кто занимался практической гравировкой металлов.
В 1958-1960 годах ученые Басов Н.Г., Прохоров О.М. и Таунс Ч. параллельно вели теоретические рассуждения о лазерном луче, который был бы виден «невооруженным» глазом. Проведя четыре года в разработке микроволнового «мазера», ученые опубликовали документ, в котором была описана возможность прикладного использования лазера, изменив тем самым науку и открыв двери для многомиллиардной индустрии. С тех пор лазеры разрабатываются и используются для всех видов применений.
Где же используется гравировка алюминия?
Данная технология обработки широко используется в коммерческих отраслях для маркировки и кодирования продукции. В электронной промышленности широко используется технология лазерной гравировки и травления различных деталей устройств и корпусов приборов. Сюда входят мобильные телефоны, инструменты и даже медицинская техника. Лазерная гравировка- это безопасный и эффективный способ маркировки алюминиевых поверхностей без использования грубых красителей или других химических веществ, которые могут повредить целостность изделия или детали.
Каковы преимущества технологии лазерной гравировки?
Лазерная маркировка (гравировка) алюминия является точным и чистым способом нанесения рисунка на поверхность. Лазерная технология продвинулась на столько, что маркировка, созданная гравированием, имеет уровень детализации, сравнимый с качеством фотографии. Все оборудование, которое мы предлагаем вашему вниманию, экономически выгодно для вашего бизнеса, будь ваша цель — обеспечить лазерную гравировку профессионального уровня или вы хотите использовать лазерную маркировку как часть хобби.
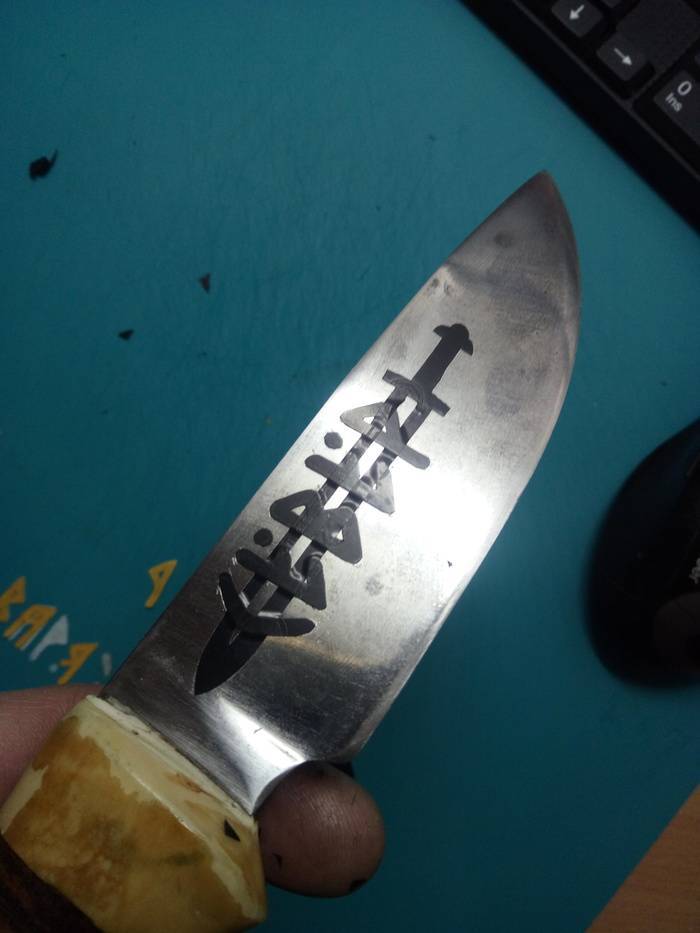
↑ Травим в хлорном железе
Открытые участки металла, которые не нужно травить (например, торцы), покрываем бесцветным лаком для ногтей (можно спереть у жены, как я). Теперь берем фотованночку, наливаем хлорное железо и бросаем туда корпус и кнопки изображением ВНИЗ.

Рис. 10. Травление.
Раствор сразу начинает бурлить. Алюминий вытесняет из раствора железо и оно оседает тут же, в месте травления. Его надо удалять мягкой ненужной зубной щеткой приблизительно раз в 30 сек. При этом надо быть осторожным: могут появиться сколы фоторезиста у краев изображения. Если такое случилось — немедленно промойте, просушите и скорректируйте скол водостойким маркером или тем же лаком для ногтей. Однако лак может разъесть фоторезист, будьте осторожны.
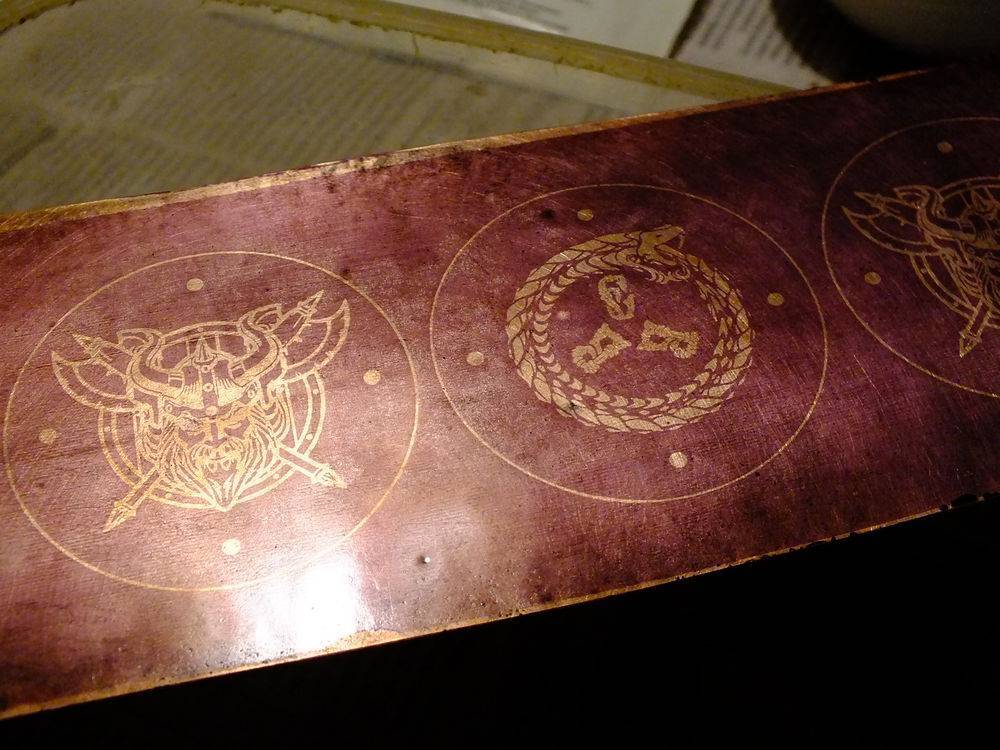
Травил я минут 5. После травления получаются углубления около 0,5 мм глубиной. Снимаем фоторезист. При изготовлении печатных плат фоторезист можно снимать раствором едкого натра (каустической соды) или чуть разбавленным «Кротом» для прочистки канализационных труб. Но для алюминия это не подходит. Он темнеет от контакта с каустиком. Если протравленные углубления глубокие, то можно снять фоторезист наждачной губкой с водой, если не очень, тогда можно бросить в посудину с ацетоном или растворителем № 646 или 647 на 15-20 мин.
Рис. 11. После травления и снятия фоторезиста.
Поиск данных по Вашему запросу:

Алюминий, пожалуй, самый распространенный в быту металл. Практически в каждом доме есть множество мелких предметов из алюминия, сюда можно отнести разного рода брелоки, подарочные имитации ножей, металлические покрытия флэшек и т. Вполне естественно желание любого мужчины сделать свои мелкие принадлежности уникальными. Для металлических предметов идея усовершенствования приходит сама собой: нанести гравировку.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Точные машины
Точные машины Пропустить. Анодирование алюминия AL в домашних условиях Всё связанное с покраской, лакокрасочными материалами и сопутствующим инструментом. Вложения Здравствуйте, дорогие друзья! По просьбе друзей и коллег, набрался смелости и решил написать в тему про Анодирование! С последующим окрашиванием в цвета. Пролог: Все началось с года, живя и работая в Москве, волею судьбы мне пришлось вернутся к давно забытому хобби , к столярному ремеслу.
Потихоньку мне приходилось по новому изучать столярку, инструменты, оснастку, аксессуары и прочее. В один из прекрасных дней, довелось познакомится с хорошим человеком, столяром по жизни.
И в его мастерской я познакомился с удивительной приблудой оснастка , фрезерная плита, для установки ручной фрезерной машины в стол. Так сказать маленький удобный вертикально фрезерный станок по дереву. Но вот беда, данные плиты производства INCRA, и в нашу страну доставлялись очень тяжело, долго, да и не гуманно как то.
Далеко не отходя от кассы, задался я вопросом, не ужели у нас их никто не производит в России? Оказалось, производят, но не совсем то что надо! Единственные в своем роде варианты представляли нам братья из под небесной China. Худо бедно, закупался я у них, продавал у нас. Все бы ничего, ежели не кризис, двойной рост курсов, напрочь отбило желание далее заниматься этим делом. Ну вот и проходит год уже, плиты я давно уже произвожу тут у нас России Дагестан , и считаю что не худчего качества чем у других.
Ибо покупатели есть, а раз есть спрос, значит качество устраивает народ. С чем тут связано «Теплое анодирование» спросите Вы, и вопрос имеет место быть. И соответственно обработанный алюминий имеет несколько не удобную поверхность для применения его на практике. Не защищен от внешних воздействий, от агрессивной среды, да заготовки дерева чернеют при обработке по не обработанному алюминию.
Вроде бы и все. Далее пойдет речь по теме. Будут возникать вопросы, задавайте вопросы постараюсь ответить. Учтите: не всегда нахожусь за компом, проявите терпение. Процесс анодирования алюминиевых сплавов состоит из следующих стадий: 1. Промывка деталей в органическом растворителе 2. Монтирование деталей на подвески 3. Травление 4. Промывка в горячей проточной воде 5. Промывка в холодной проточной воде 6. Осветление 7. Промывка в холодной проточной воде 8.
Травление алюминия щелочью — Справочник металлиста
Травление алюминия (изделий из данного металла) осуществляется для того, чтобы очистить его поверхность от верхнего, ненужного слоя либо от ржавчины. Также еще существует такая его разновидность — художественное травление, когда необходимо выгравировать рисунок на поверхности детали из металла.
Травление металлов вообще и алюминия в частности бывает двух основных видов: химическое и гальваническое. Последним методом осуществляют как раз художественное.
При химическом: изделие кладется в емкость, в которую предварительно налит раствор соляной или серной кислоты. Таким же способом осуществляется травление алюминиевой заготовки щелочью, например едким натром.









А гальваническое (иначе — электролитическое или электрохимическое) происходит благодаря электрической батарее. Сам процесс осуществляется в специальной ванне, где есть анод и катод.
Далее будет рассмотрен каждый из способов травления алюминия более подробно. Также выясним, какой метод наиболее безопасный в домашних условиях.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.
Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.
Травление алюминия щелочью
Чаще всего при данном способе применяется водный раствор едкого натра (возможен вариант с добавками или без них).
А используется он для того, чтобы очистить поверхность алюминиевого изделия от оксида или ненужной смазки и получить более гладкую (матовую или глянцевую) поверхность.
Метод травления щелочью алюминия, с одной стороны, является достаточно недорогим, но он очень трудоемкий.
Особенности этого способа
Применяемые растворы содержат от четырех до десяти процентов натра. Температура при травлении щелочью составляет примерно 40-90 градусов по Цельсию.
При необходимости, чтобы получить легкое пенистое покрытие на заготовке, применяется увлажняющее средство или специальная добавка.
Средняя температура в разгаре процесса – шестьдесят градусов. Именно при таких тепловых показателях происходит качественная очистка поверхности.
Оптимальные показатели чистоты алюминия — 99.5%, а концентрация раствора едкого натра — 10, 15, или 20% .
Таким образом, во время реакции алюминий растворяется в едком натре, при этом выделяется водород. В результате формируется составной алюминат, и существует он только в растворе щелочи.





