

Какие диаметры труб существуют
Различают внутренний и внешний диаметры трубы. Кроме того, при сопоставлении дюймов и миллиметров используют в качестве показателя среднее значение этого параметра, которое часто входит в формулы расчета.
Стальные
Для определения диаметра стальных соединителей с нанесенной резьбой используют дюймы. В этом случае измеряют внутренний диаметр, или ДУ (диаметр условного прохода).
Пластиковые
В случае с полипропиленовыми, пластиковыми или ПНД-трубами измеряют наружный диаметр. Чаще всего в России его указывают в мм. Из-за разницы в единицах измерения часто возникают ошибки: например, при установке пластиковых труб диаметра 20 мм (3/4 дюйма) используют фитинги размером 1/2 дюйма (15 мм).
Необходимые инструменты для нарезания
Нарезки широко используются в быту и на производстве, поэтому инструменты для изготовления рези широко распространены. Существует несколько видов приспособлений для нарезания:
- Резьбовые фрезы — это многозубчатые инструменты, в которых процесс резьбонарезания по отношению к резцам более производительный. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
- Плашки — многолезвийный инструмент для создания наружной рези. Различают круглые, цельные, раздвижные приспособления, разрезные плашки.
- Резьбовые головки — это специальные изделия для нарезания внутренней и внешней рези, имеют ряд преимуществ по сравнению с круглыми плашками. В зависимости от конструкции гребенок головки бывают с круглыми радиальными, плоскими тангенциальными и плоскими радиальными гребенками.
- Метчики — это осевой инструмент, состоящий из нескольких лезвий, предназначенный для нарезания внутренней рези. Различают следующие виды: ручные, станочные, гаечные, машинные, маточные и т.д.
- Резьбовые резцы — это инструмент для точной машинной нарезки внутренней и наружной рези. Они подразделяются на стержневые, однониточные и многониточные фасонные.
Что собой представляет трубная резьба
Внешний вид металлической водопроводной или газовой трубы представляет полый стержень с ровной поверхностью с гладкими краями окончаний. Чтобы во время прокладки линий трубопровода и подключения домашнего сантехнического оборудования исключить сложные сварочные работы необходимые соединения выполняют резьбовым профилем.
В учебниках по машиностроению и слесарному делу подробно объясняется значение технического термина «трубная резьба»- это спиралевидная канавка, которую нарезают на металлическую поверхность трубы.
За счет чередующихся выступов и впадин на поверхности создается винтовой «рисунок» различного рельефа с разным расстоянием между витками. Нарезку витков канавок выполнят по внешней или внутренней стороне трубной поверхности.
Любой вид резьбы обладает следующими показателями:
- Диаметр нарезки. Если рассмотреть конструктивное устройство трубы как полость линейной формы ограниченной внутренними стенками, становится понятным три единицы измерения нарезки профиля: наружный диаметр d, внутренний d1, средний d2.
- Диаметр соединительной муфты. В отдельных соединениях для стыковки двух труб применяется соединительная муфта. Единицы измерения профиля резьбы аналогичны измерительным параметрам диаметра нарезки трубы: наружный D1, внутренний D2, средний D2.
- Шаг рельефа Р. Этот показатель определяет расстояние между боковыми повторяющими канавками профильной нарезки.
- Радиус закругления. Величина показывает степень округлости вершин и впадин резьбового профиля.
- Форма профиля. Показатель обозначает высота треугольника Н и высота рабочего профиля Н1.
Кроме перечисленных единиц измерения важны показатели направления витков, число заходов и, самое главное, назначения.
Резьба на трубах
Резьба на трубах представлена целым набором неких стандартов, которые предназначены для организации соединения и уплотнения двух деталей между собой. Больше если говорить конкретно о трубах, которые используются в различных системах канализации, подачи воды, отопления и других, то большое влияние на качество такого соединения оказывает именно качество нарезки резьбы.
Довольно часто витки нарезают вручную. Для этого используется специальная плашка
В такой работе очень важно определить общую центральную ось плашки и трубы. Ведь в случае перекоса, канавки будут наклонены
Это приведет к тому, что соединение такой детали с ровной резьбой будет не прочным и не герметичным.
В качестве основного инструмента для такой работы используют специальный станок со специальными нарезными головами. Сами канавки наносятся таким элементом станка, как нож.
Трубная резьба
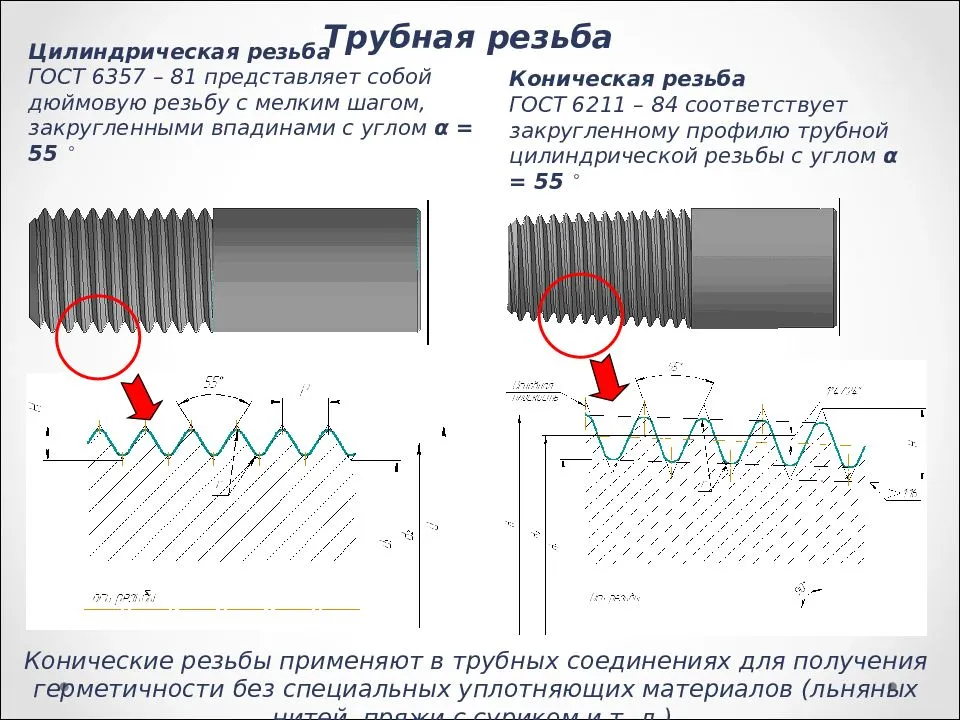
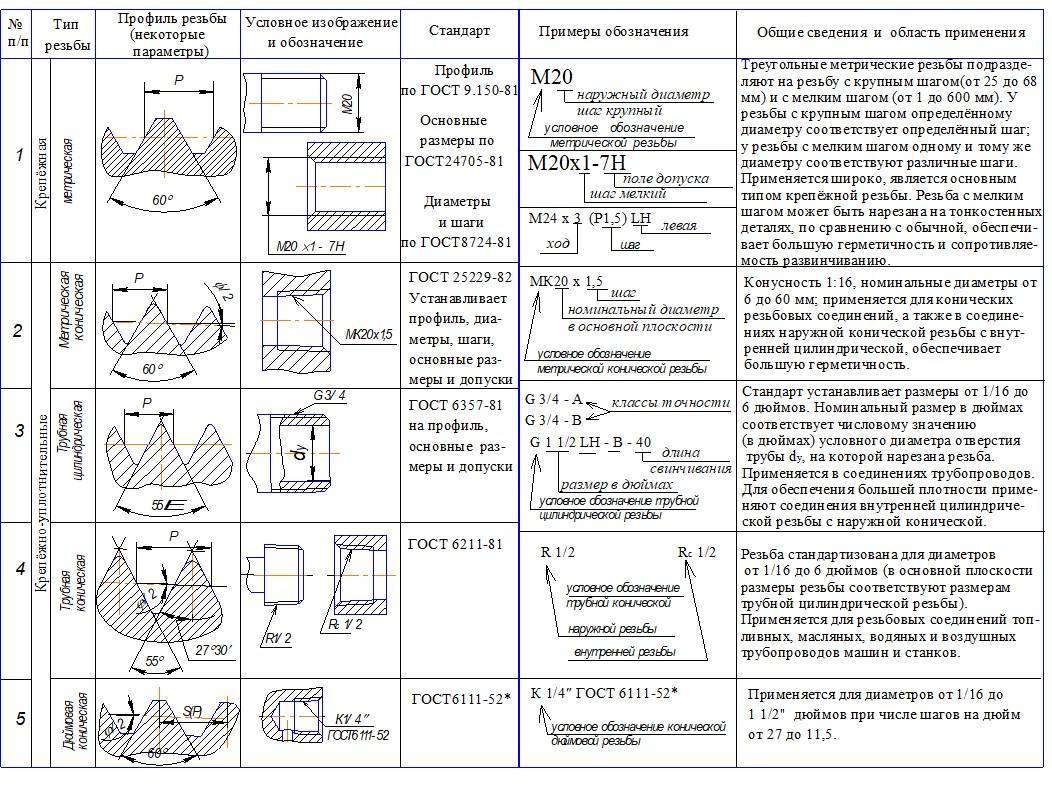
Как уже было сказано, вышеописанные параметры раскрывают далеко не полную классификацию резьбы на трубах. Кроме всего прочего встречаются цилиндрические, конические и другие виды.
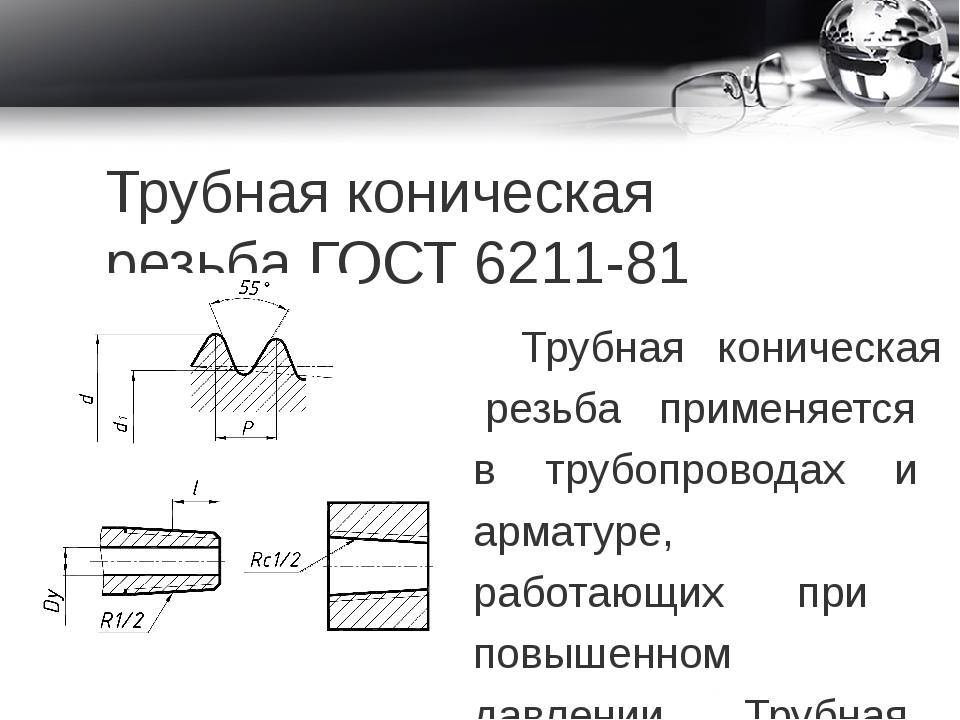
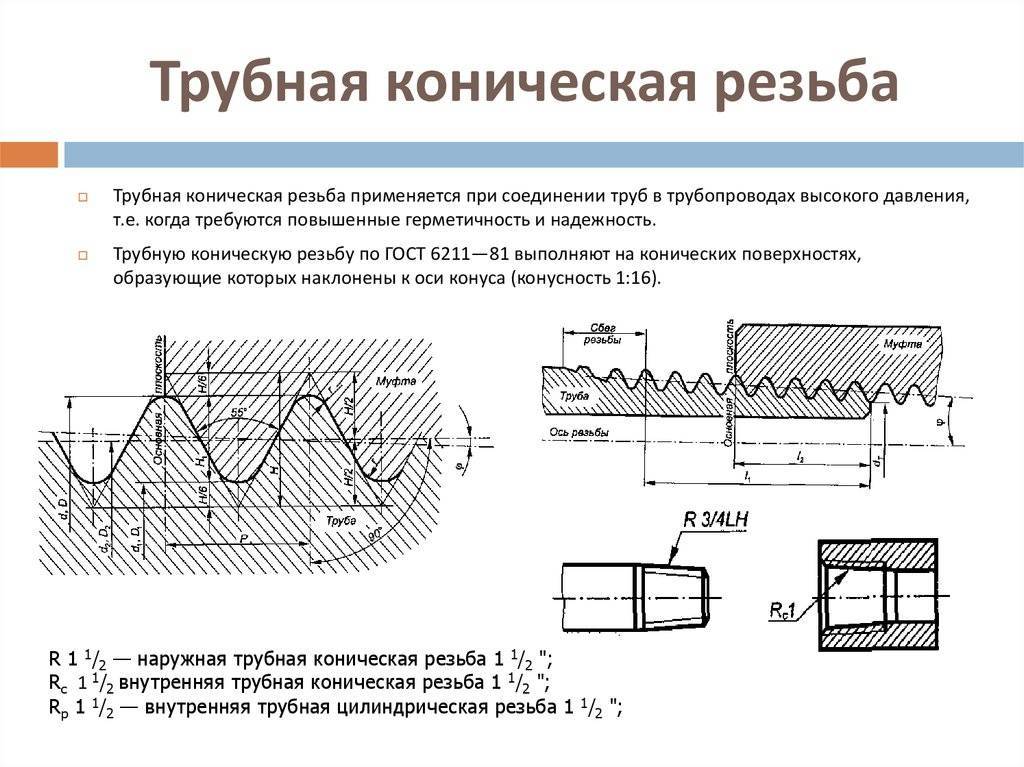
Резьба трубная коническаяс углом профиля 55o
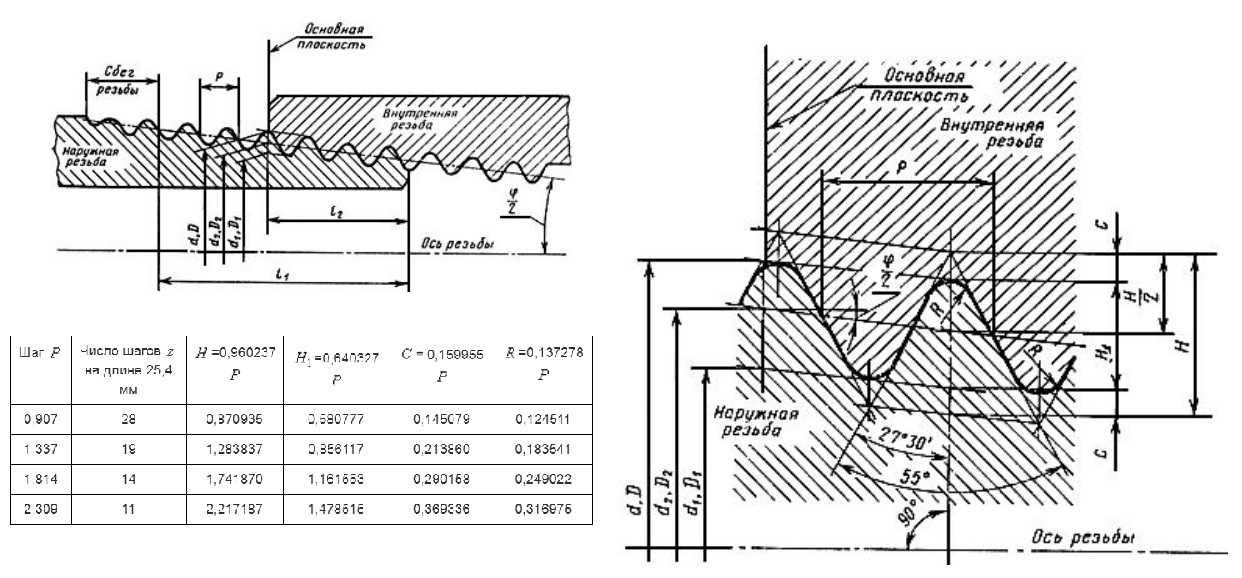
ОСНОВНЫЕ РАЗМЕРЫ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16
. применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
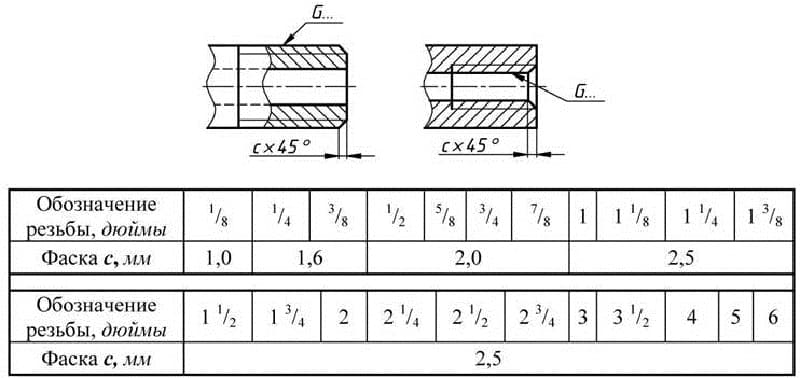
Конусность 2tg(φ /2) = 1 : 16; φ = 3°34’48»; φ/2 = 1°47’24»; d и D — наружные диаметры соответственно наружной и внутренней резьбы; d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы; d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы; Р — шаг резьбы; φ — угол конуса; φ/2 — угол уклона; Н — высота исходного треугольника; Н1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы; С — срез вершин и впадин резьбы; l1
— рабочая длина резьбы;l2 — длина наружной резьбы от торца до основной плоскости. размеры, мм
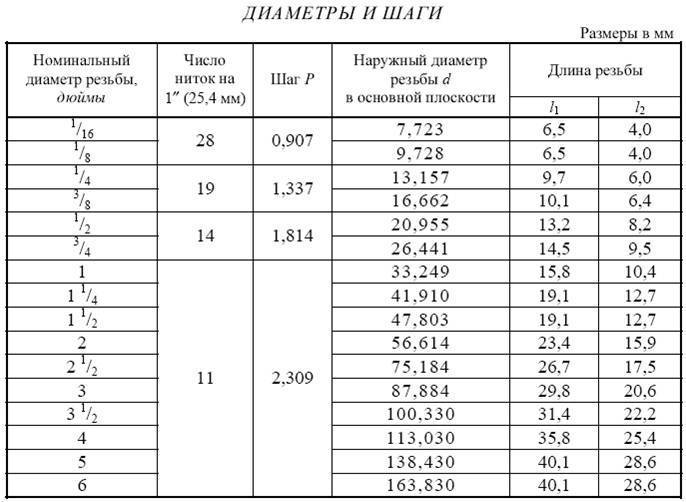
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
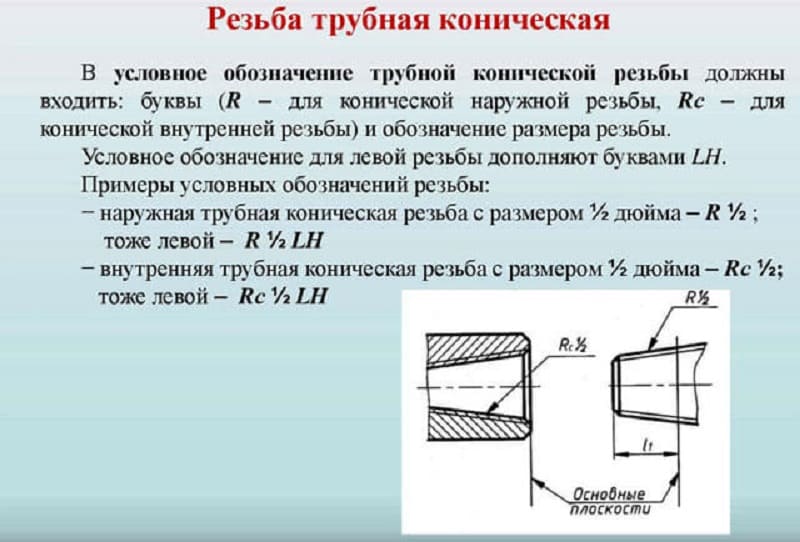
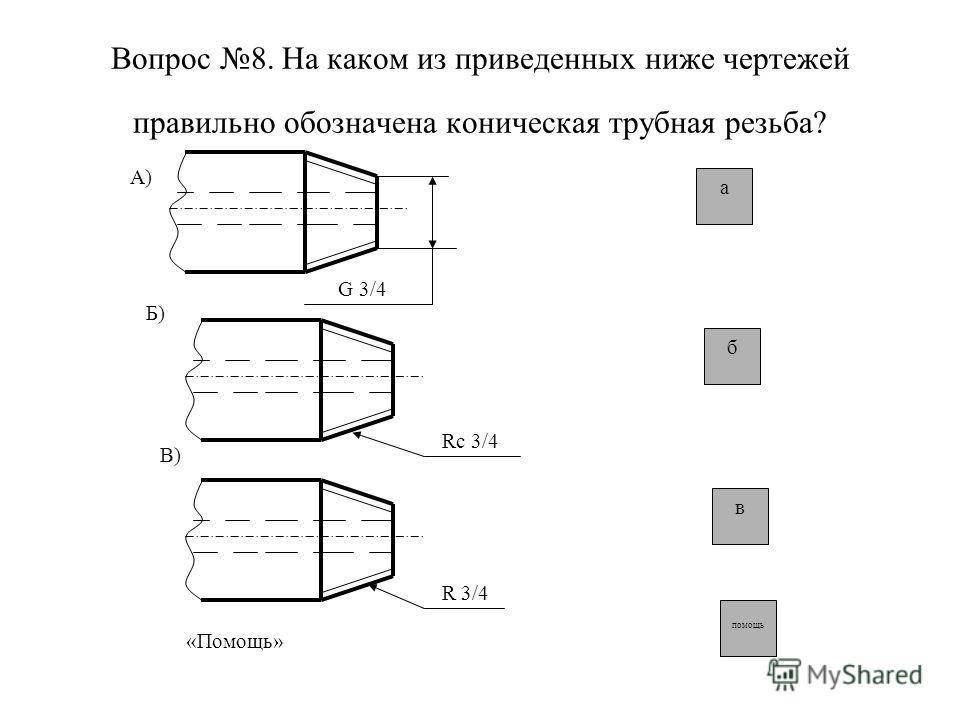
ОБОЗНАЧЕНИЕ В условное обозначение резьбы должны входить : буквы (R — для конической наружной резьбы, Rс — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы: наружная трубная коническая резьба — R 1 1/2 внутренняя трубная коническая резьба — Rс 1 1/2 внутренняя трубная цилиндрическая резьба — Rp 1 1/2 левая резьба — R 1 1/2LH, Rс 1 1/2LH, Rp 1 1/2LH.
Резьбовое соединение обозначают дробью, например Rc/R или Rp/R в числителе которой указывают буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размер резьбы. Например: Rс/R 1 1/4LH
.ДОПУСКИ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) размеры, мм
| Профиль резьбы | Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра внутренней цилиндрической резьбы | |
| ±Δ1l1 | ±Δ2l2 | |||
| 1/16″ | 0,9 | 1,1 | ± 0,071 | |
| 1/8″ | ||||
| 1/4″ | 1,3 | 1,7 | ± 0,104 | |
| 3/8″ | ||||
| 1/2″ | 1,8 | 2,3 | ± 0,142 | |
| 3/4″ | ||||
| 1″ | 2,3 | 2,9 | ± 0,180 | |
| 1 1/4″ | ||||
| 1 1/2″ | ||||
| 2″ | ||||
| 2 1/2″ | 3,5 | 3,5 | ± 0,217 | |
| 3″ | ||||
| 3 1/2″ | ||||
| 4″ | ||||
| 5″ | ||||
| 6″ | ||||
| В основной плоскости средний диаметр имеет номинальное значение. | ||||
| Примечание. Предельное отклонение ±Δ1l1 и ±Δ2l2 не распространяется на резьбы с длинами, меньшими указанных в первой таблице. |
Допускается применять более короткие длины резьб.
Разность действительных размеров l1
—l2 должна быть не менее разности номинальных размеровl1 иl2 указанных в первой таблице.
Похожие документы:
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Резьба NPT и NPTF
Дюймовая резьба NPT(F)
NPT и NPTF (Dryseal) — это используемый преимущественно в США тип конической дюймовой резьбы. Угол профиля резьбы NPT равен 60°, а конус 1°47″. Благодаря конусу они широко используются в США как регулируемые фитинги для коленчатых и тройниковых соединений. Было обнаружено, что, несмотря на высокое предельное статическое давление, NPT/NPTF ненадежн при динамическом давлении, особенно крупные типоразмеры 1 дюйм и выше. Поэтому Parker рекомендует в новых гидравлических системах использовать альтернативные формы резьбы и уплотнения на основе эластомерных уплотнителей.
При сборке без уплотнителя резьба NPT оставляет спиральный путь утечки, как показано на рисунке чуть ниже. Для герметизации жидкости под давлением в деталях с резьбой NPT требуется соответствующий уплотнитель.
Резьба NPT, зажата ключом: нет контакта вершин и впадин, только контакт боковых поверхностей
| Резьба NPTF, зажата от руки: контакт вершин и впадин | Резьба NPTF, зажата ключом: контакт вершин и впадин, а также боковых поверхностей |
С другой стороны, по меньшей степени, в теории, резьба NPTF (Dryseal) при сборке не оставляет спирального пути утечки. Это объясняется контролируемым срезанием вершины и впадины профиля резьбы, что обеспечивает контакт металлических вершин и впадин резьбы. При зажатии от руки вершины резьбы сплющиваются до тех пор, пока боковые части не входят в контакт «металл-металл». Теоретически устраняется путь утечки жидкости, если все поверхности безупречны и точно соответствуют по размерам. В реальности так обычно не бывает, и для герметичности соединения требуется уплотнитель/смазка даже при использовании резьбы NPTF. При этом, так как в резьбе NPTF повышено давление контакта поверхностей, компания Parker оснащает все переходники из нержавеющей стали резьбой NPT для того, чтобы снизить риск заедания резьбы (эффект холодной сварки).
Чем плохи герметик и смазка? Герметик/смазка обеспечивает уплотнение и смазку при сборке трубной резьбы, снижая риск заедания. Герметики для трубной резьбы имеют различное исполнение – сухие, ленточные, в виде пасты и анаэробных жидкостей. Лента PTFE при неправильном применении может способствовать засорению системы при сборке и разборке. Пасты-герметики также могут засорять систему при неправильном применении и, кроме того, с ними еще и довольно трудно работать, а некоторые их типы требуют выдержки после установки детали перед запуском системы.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Особенности цилиндрической резьбы
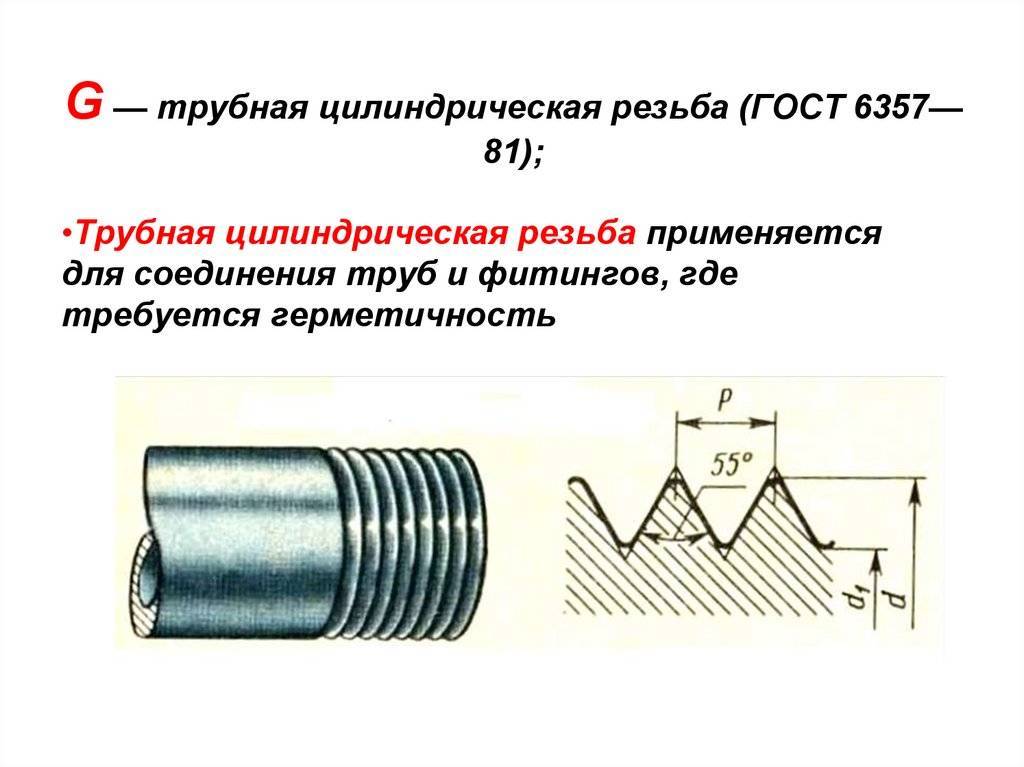
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
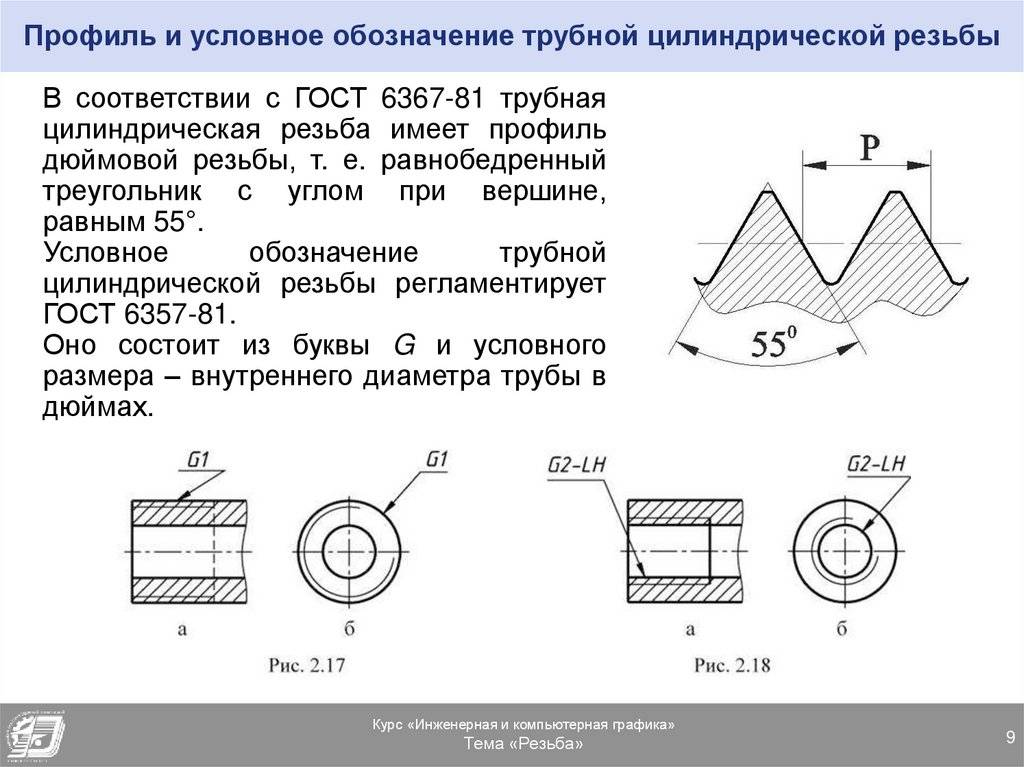
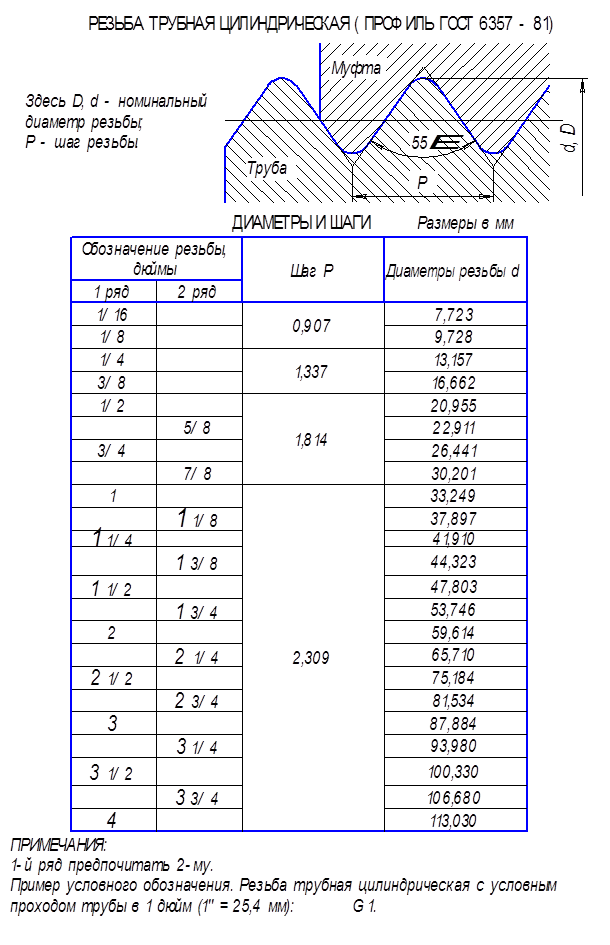
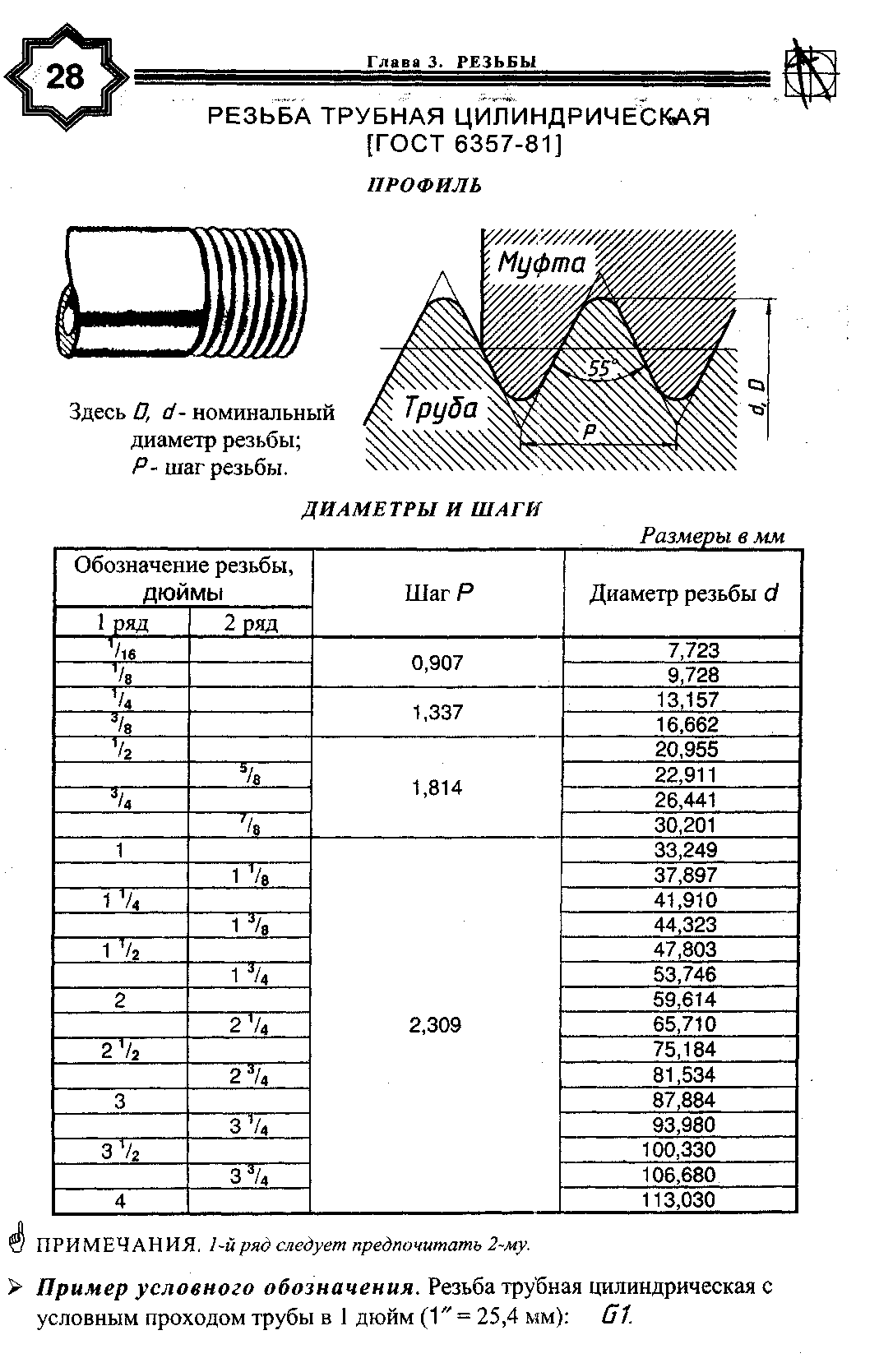
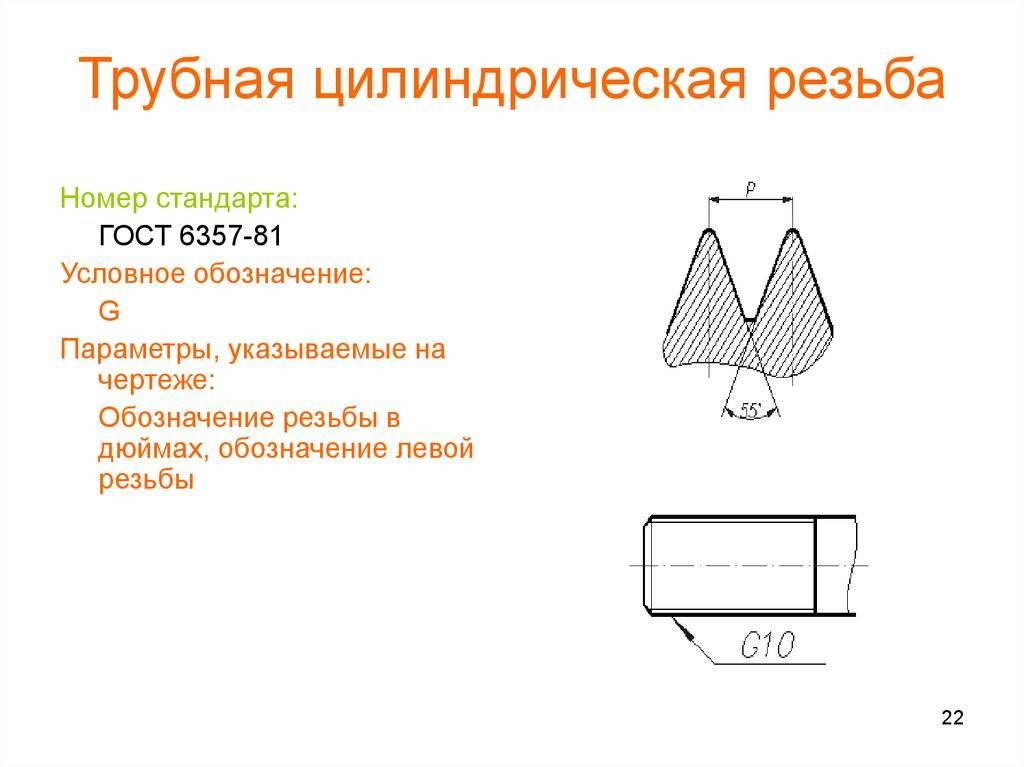
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
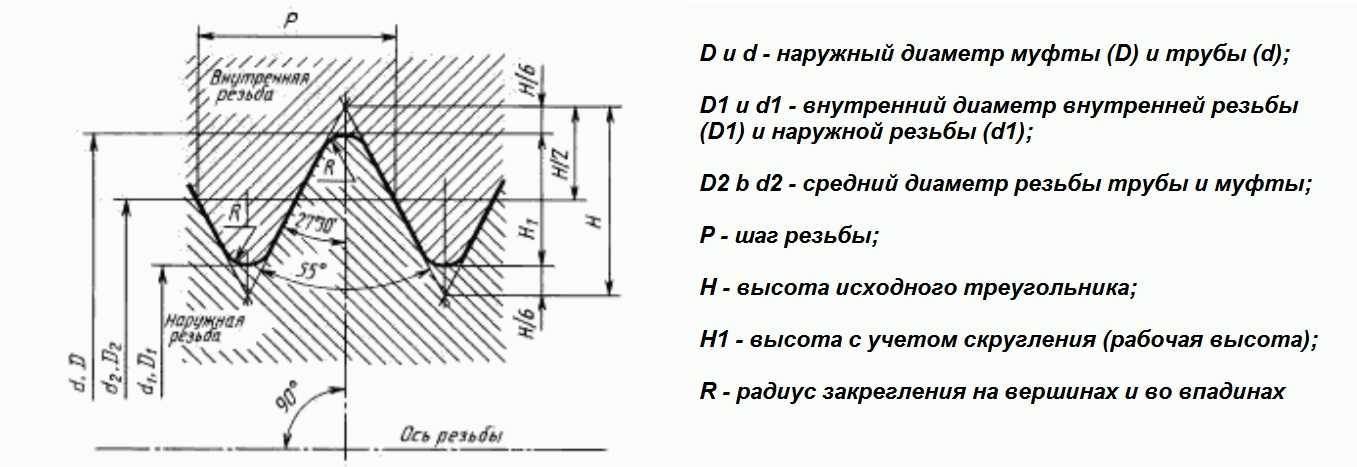
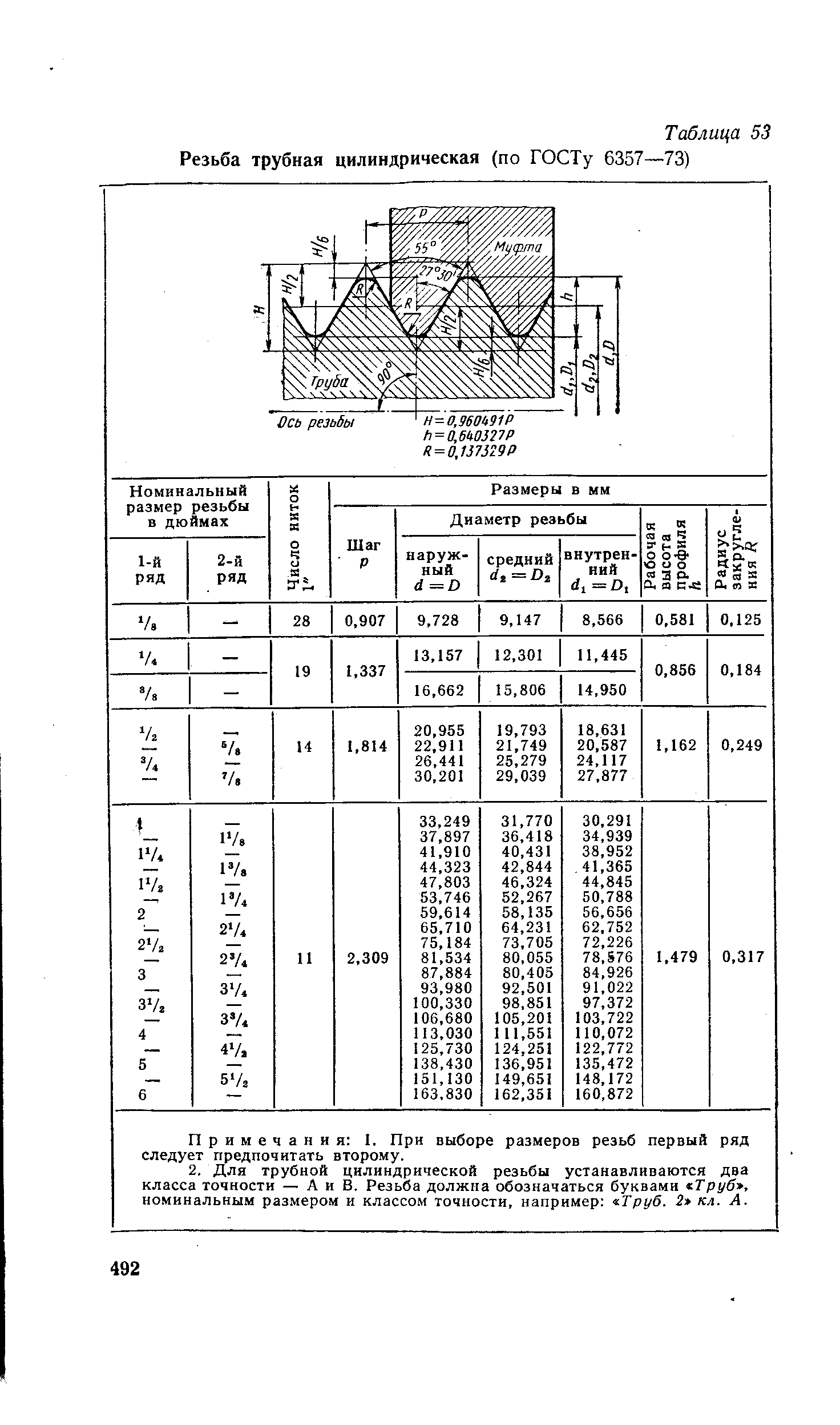
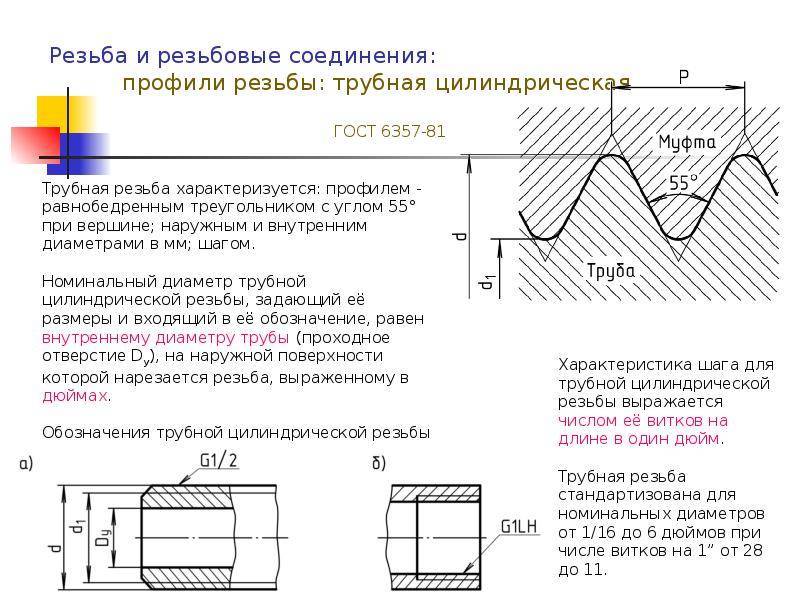
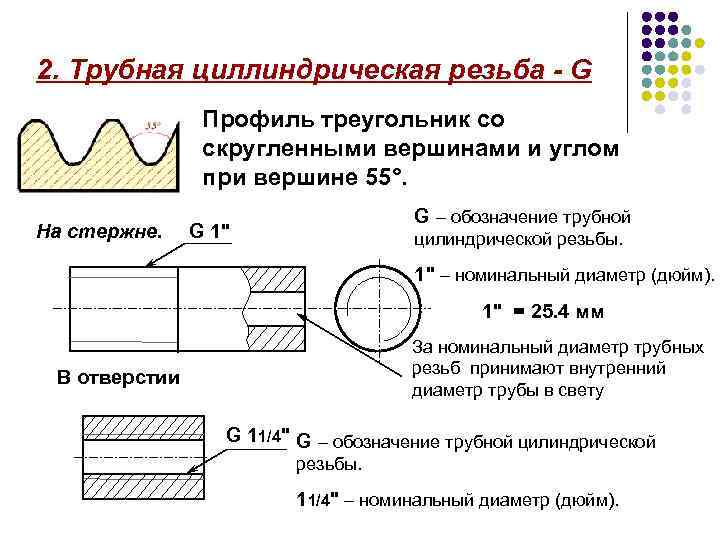
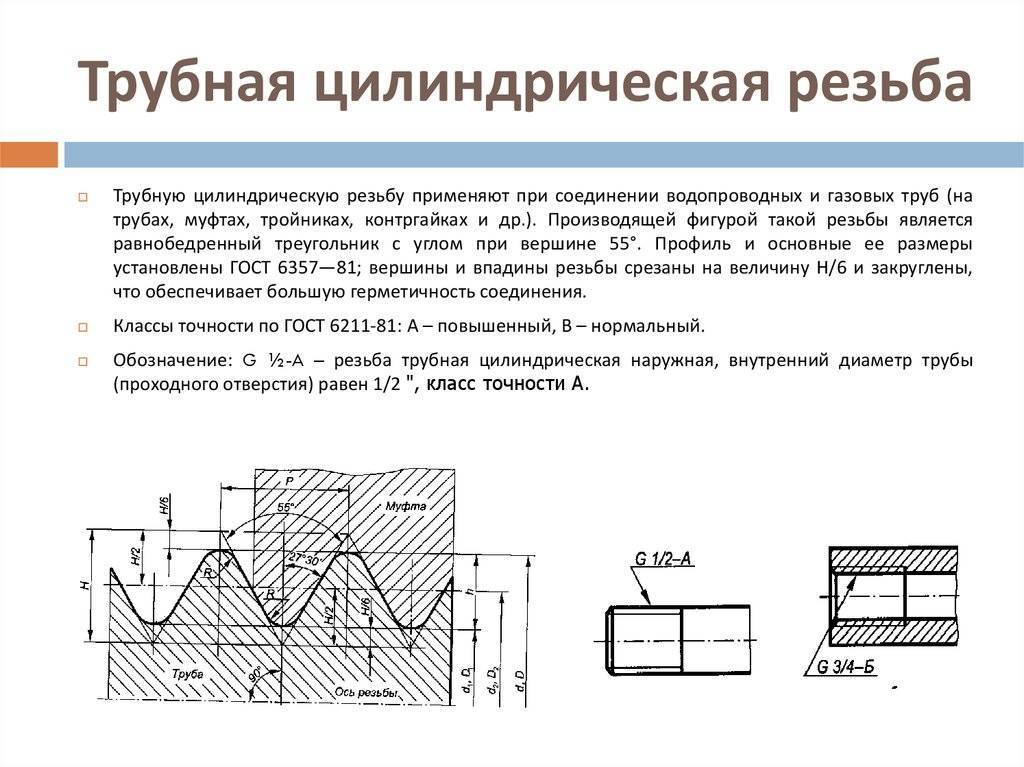
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
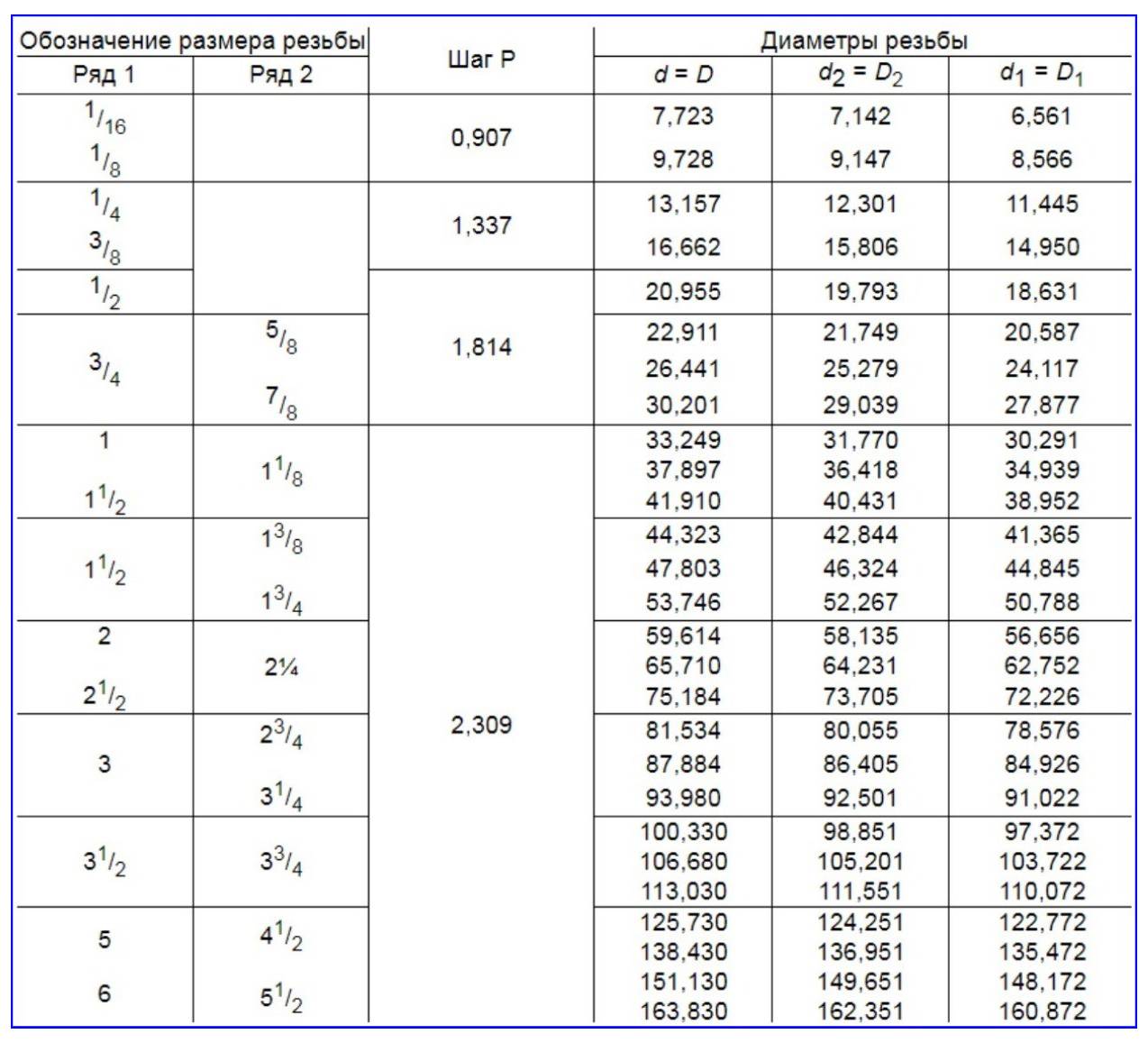
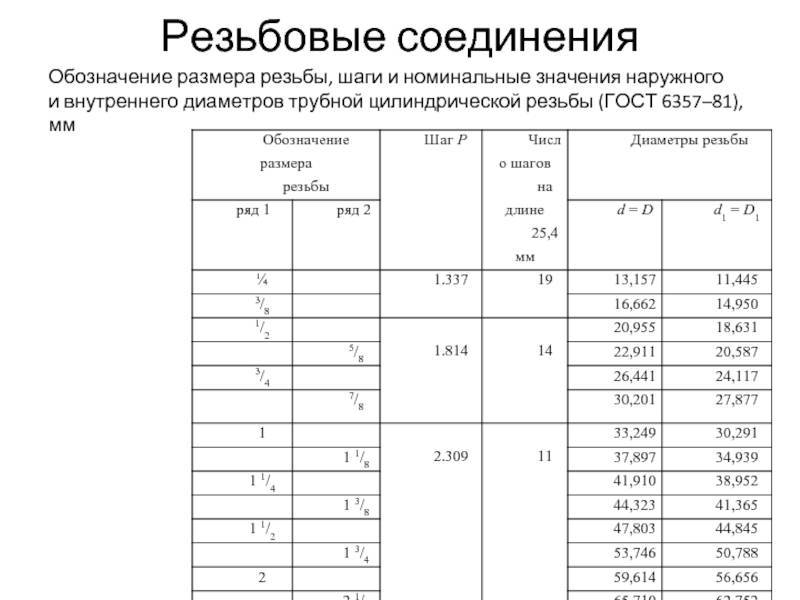
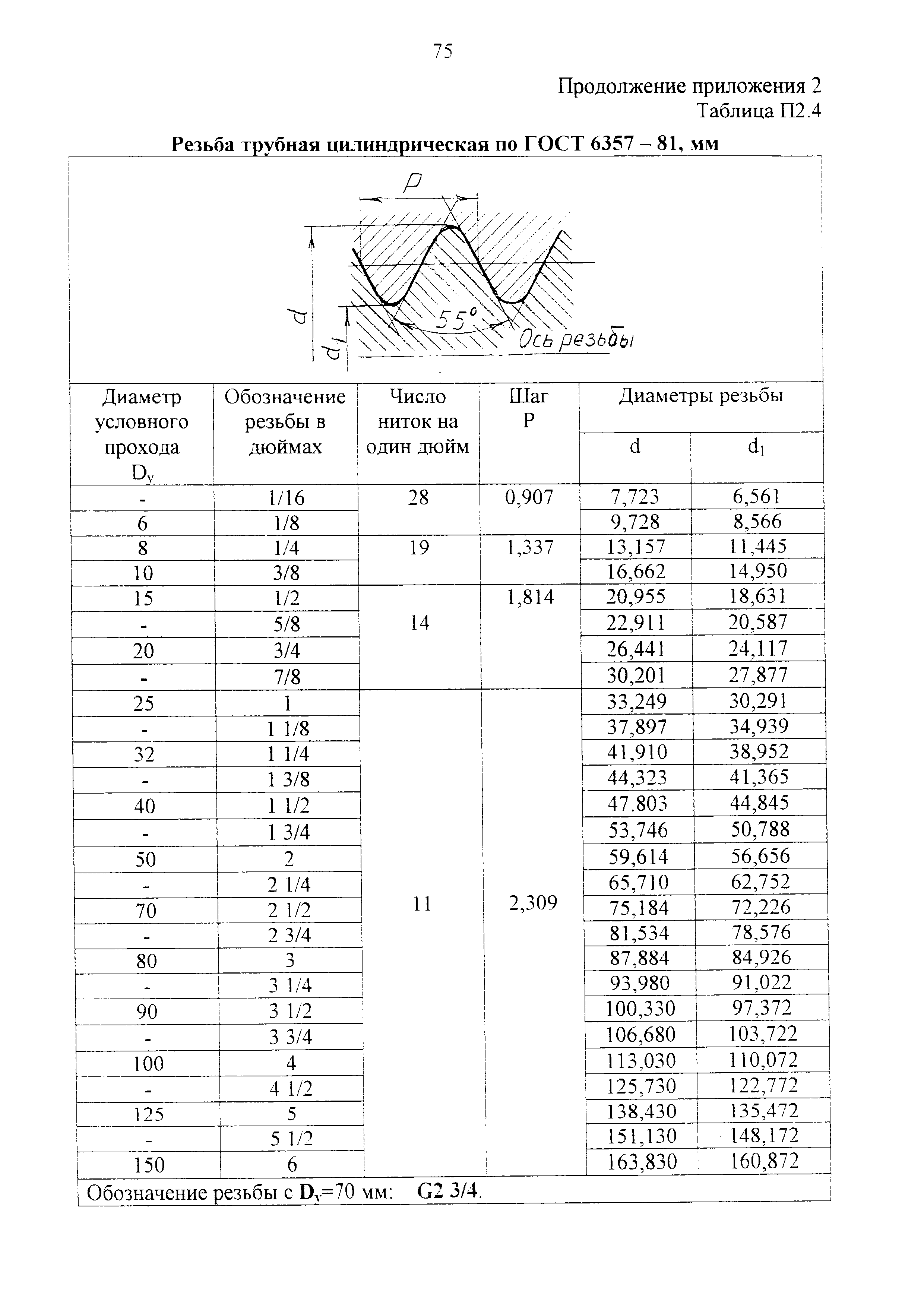
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
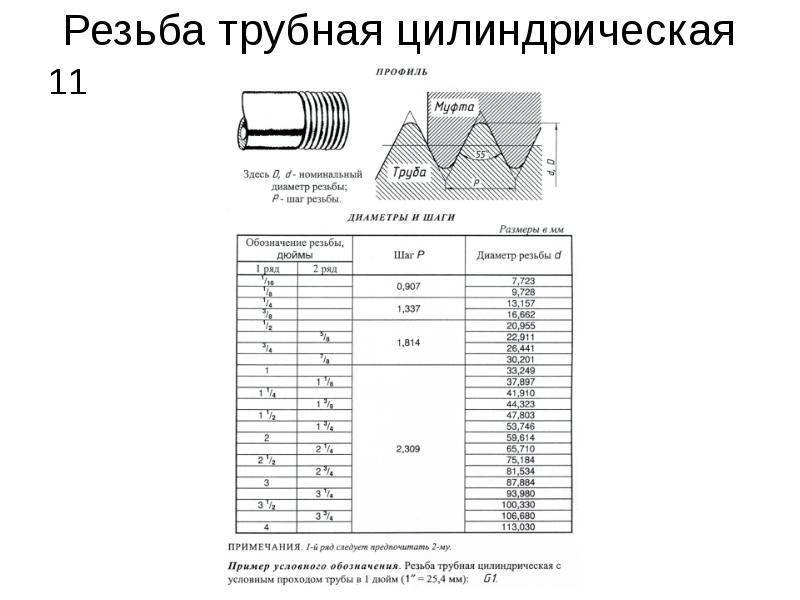
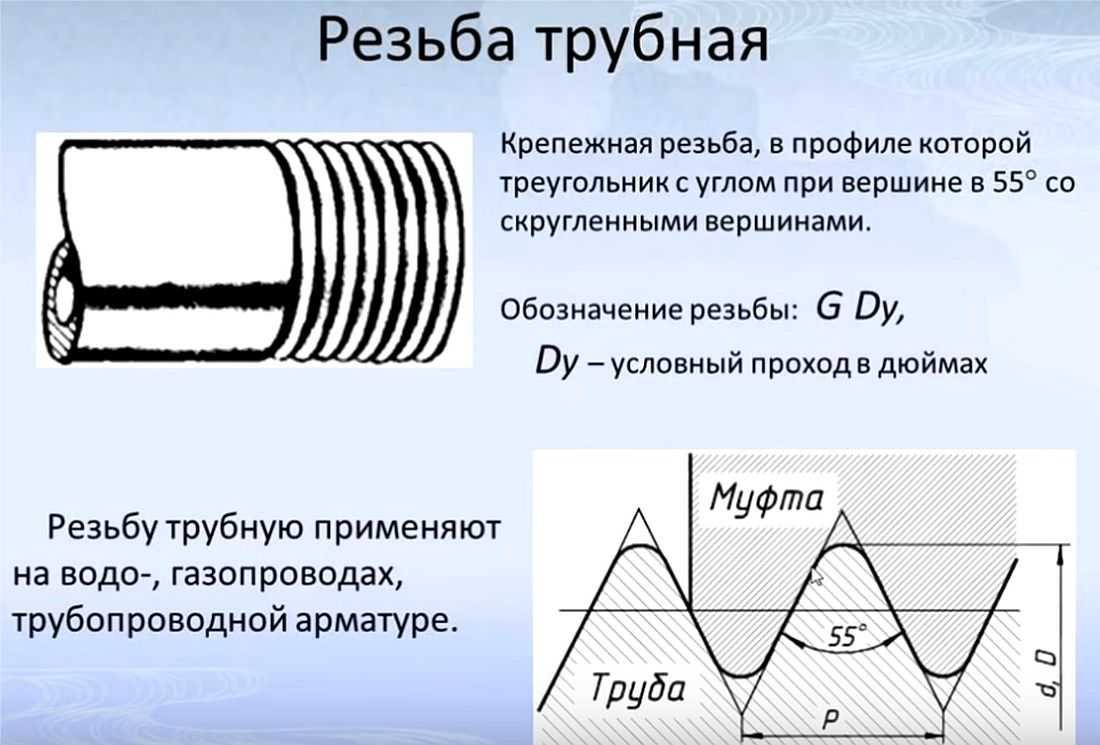
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Резьба метрическая. Диаметры и шаги.
По ГОСТ 8724 (СТ СЭВ 181) метрическая резьба может иметь диаметр 0,25…600 мм. Все диаметры разбиты на три ряда.
Примечания:
- При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
- Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
- Резьба 14×1,25 может применяться только для свечей зажигания.
- Резьба 35×1,5 может применяться лишь для стопорных гаек шарикоподшипников и при необходимости в легких конструкциях.
Обозначение резьб.
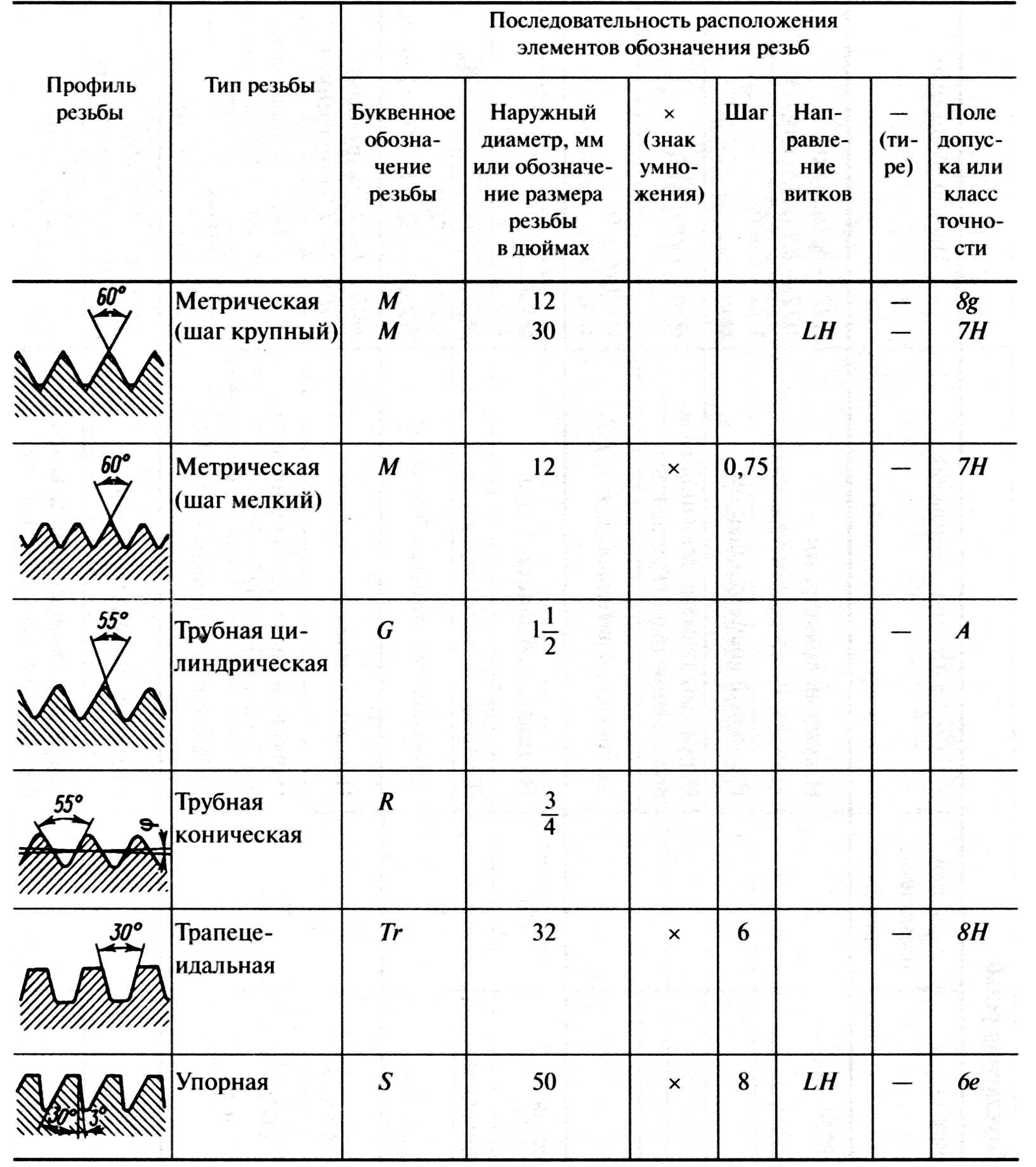
В условное обозначение резьбы с крупными шагами должны входить: буква М и номинальный диаметр резьбы, например М24, М64.
В обозначение резьбы с мелким шагом должны входить: буква М, номинальный диаметр резьбы и числовое значение шага, например, М24×2, М64×2 и т.д.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
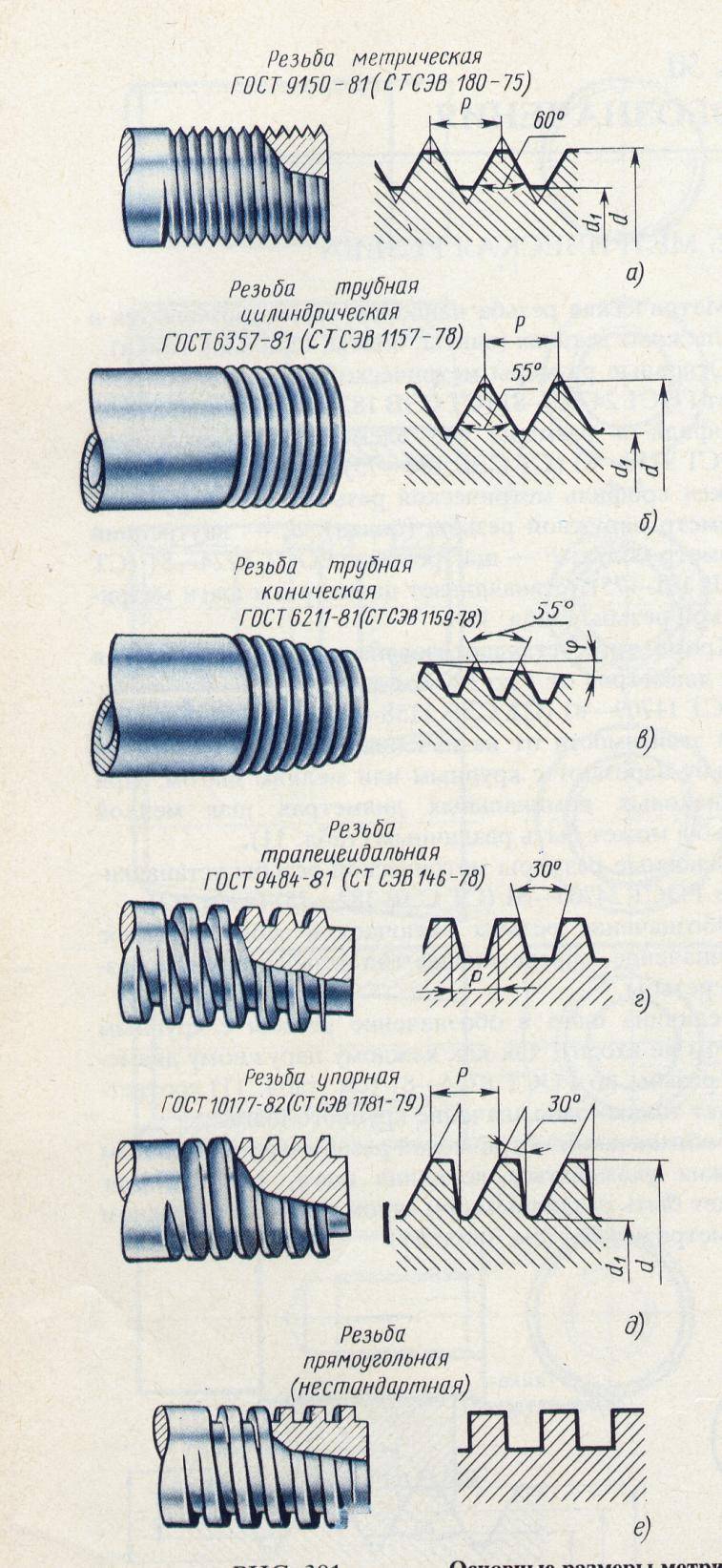
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
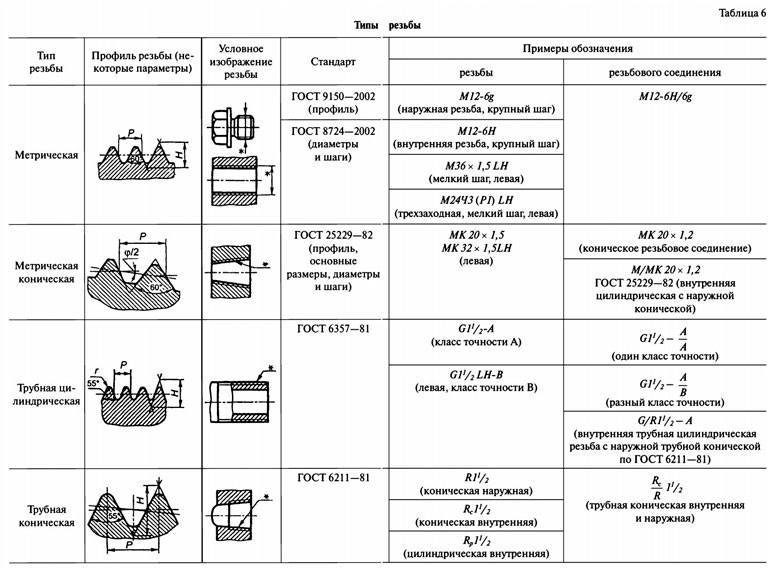
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
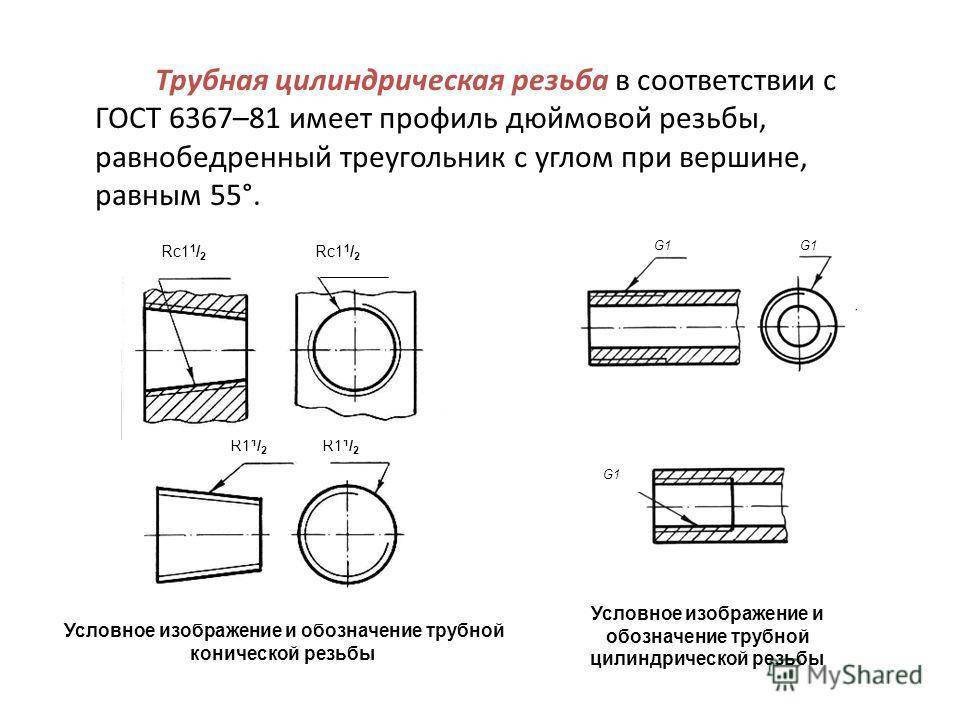
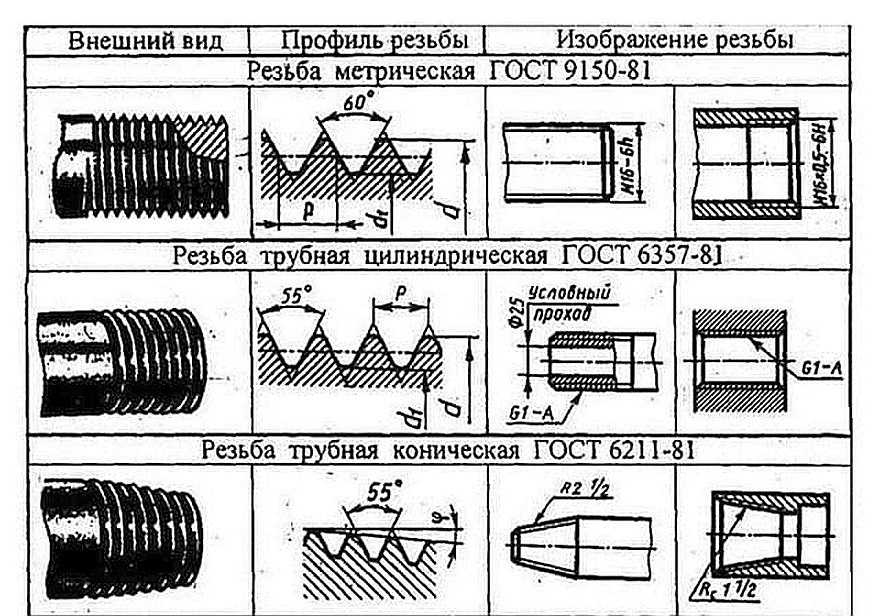
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» – это размер, характеризующий длину завинчивания.





