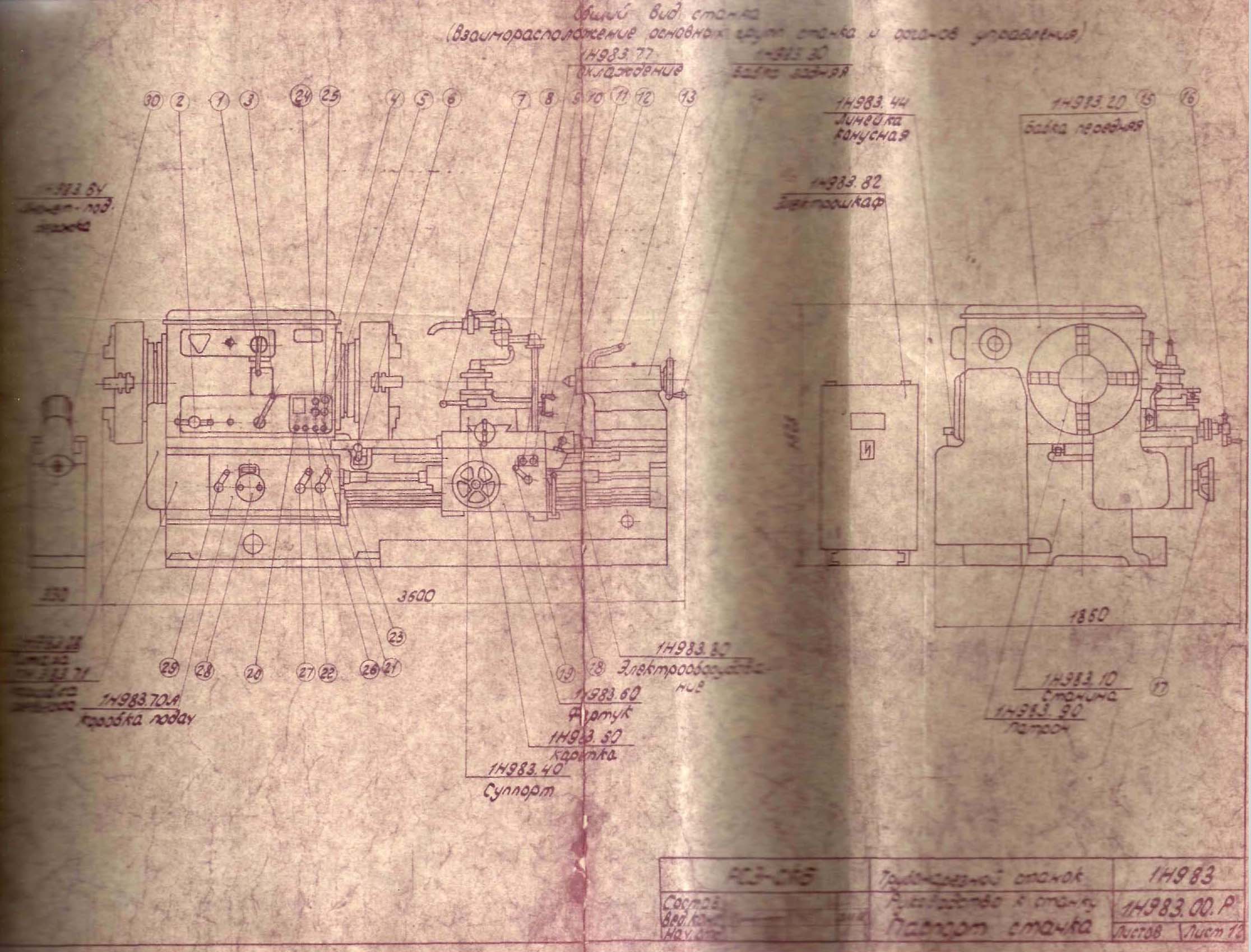
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.
Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
16К40 Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 16К40 предназначен для выполнения разнообразных токарных работ в условиях единичного и мелкосерийного производства.
На станке 16К40 можно производить наружное точение, растачивание, сверление, а также нарезание резьб: метрической, дюймовой, модульной и питчевой.
Высокая мощность электропривода и жёсткость станины станка 16К40, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструментов при обработке черных и цветных металлов.
Особенности конструкции токарно-винторезного станка 16К40
- Жёсткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки
- Двухпризменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности
- частота обратного вращения шпинделя в 1,3 раза выше, чем прямого, что сокращает время обработки резьб
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте
- Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол
- Коробка подач обладает высокой жесткостью кинематической цепи
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке
Состав оборудования токарного станка 16К40
- люнет подвижный (Ø20… Ø150 мм)
- люнет неподвижный (Ø20… Ø350 мм) (Кроме станков с РМЦ 750 мм)
- патрон четырехкулачковый Ø800 мм или Ø630 мм
- патрон трехкулачковый Ø400 или Ø315 мм
Класс точности станка Н по ГОСТ 8—82Е.
Шероховатость обработанной поверхности не более Ra 2,5 мкм по ГОСТ 2789—73.
Разработчик – Рязанское специальное конструктМоскваое бюро станкостроения.
Производитель – Рязанский станкостроительный завод
Модификации токарно-винторезного станка 16К40
16К40П, 16К40ПФ101 – станок универсальный токарно-винторезный повышенной точности
16К40Ф101, 16К40ПФ101 – станок универсальный токарно-винторезный с устройством цифровой индикации (УЦИ)
16К40РФ3 – станок токарный с ЧПУ
Аналоги токарно-винторезного станка 16К40
СА800С – Ø800 – производитель Саста, ОАО г. Сасово
CW6280B/C, CW6180B/C – Ø800 – производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CW6180C, CW6280C – Ø800 – производитель Dalian Machine Tool Group DMTG Китай
C6280, CQ6280 – Ø800 – производитель Yangzhou Super Machine Tool Co., Ltd Китай
CQ6280C – Ø800 – производитель Anhui Chizhou Household Machine Tool Co., Ltd. Китай
CQ6180B – Ø800 – производитель Bochi Machine Tool Group Co.,ltd. Китай
История токарно-винторезного станка 164 серии
В 1934
году на осваивается выпуск тяжелых универсальных токарно-винторезных станков станков , , . В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944
году производство этих станков было передано на .
В 1949
году запущен в производство первый станок 164-й серии – модель 164 (диаметр обработки – Ø 800 мм).
В 1953
году запущен в производство станок следующего поколения серии – .
С 1972
года начало серийного выпуска токарных станков: 1л64, 1м64.
В 1978
году начало серийного выпуска станка .
В 1992
году начало серийного выпуска последней модели серии – 16р40.
16К40 Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 16К40 предназначен для выполнения разнообразных токарных работ в условиях единичного и мелкосерийного производства.
На станке 16К40 можно производить наружное точение, растачивание, сверление, а также нарезание резьб: метрической, дюймовой, модульной и питчевой.
Высокая мощность электропривода и жёсткость станины станка 16К40, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструментов при обработке черных и цветных металлов.
Особенности конструкции токарно-винторезного станка 16К40
- Жёсткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки
- Двухпризменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности
- частота обратного вращения шпинделя в 1,3 раза выше, чем прямого, что сокращает время обработки резьб
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте
- Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол
- Коробка подач обладает высокой жесткостью кинематической цепи
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке
Состав оборудования токарного станка 16К40
- люнет подвижный (Ø20… Ø150 мм)
- люнет неподвижный (Ø20… Ø350 мм) (Кроме станков с РМЦ 750 мм)
- патрон четырехкулачковый Ø800 мм или Ø630 мм
- патрон трехкулачковый Ø400 или Ø315 мм
Класс точности станка Н по ГОСТ 8—82Е.
Шероховатость обработанной поверхности не более Ra 2,5 мкм по ГОСТ 2789—73.
Разработчик – Рязанское специальное конструктМоскваое бюро станкостроения.
Производитель – Рязанский станкостроительный завод
Модификации токарно-винторезного станка 16К40
16К40П, 16К40ПФ101 – станок универсальный токарно-винторезный повышенной точности
16К40Ф101, 16К40ПФ101 – станок универсальный токарно-винторезный с устройством цифровой индикации (УЦИ)
16К40РФ3 – станок токарный с ЧПУ
Аналоги токарно-винторезного станка 16К40
СА800С – Ø800 – производитель Саста, ОАО г. Сасово
CW6280B/C, CW6180B/C – Ø800 – производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай

CW6180C, CW6280C – Ø800 – производитель Dalian Machine Tool Group DMTG Китай
C6280, CQ6280 – Ø800 – производитель Yangzhou Super Machine Tool Co., Ltd Китай
CQ6280C – Ø800 – производитель Anhui Chizhou Household Machine Tool Co., Ltd. Китай
CQ6180B – Ø800 – производитель Bochi Machine Tool Group Co.,ltd. Китай
История токарно-винторезного станка 164 серии
В 1934 году на осваивается выпуск тяжелых универсальных токарно-винторезных станков станков , , . В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944 году производство этих станков было передано на .
В 1949 году запущен в производство первый станок 164-й серии – модель 164 (диаметр обработки – Ø 800 мм).
В 1953 году запущен в производство станок следующего поколения серии – .
С 1972 года начало серийного выпуска токарных станков: 1л64, 1м64.
В 1978 году начало серийного выпуска станка .
В 1992 году начало серийного выпуска последней модели серии – 16р40.
Особенности работы трубонарезного станка 1А983
Алгоритм металлообработки на токарном оборудовании типа 1А983 заключается в проведении следующих операций: во внутреннюю полость шпинделя вставляется заготовка (труба) и зажимается в кулачках токарного патрона. Второй конец трубы вставляется в люнет. После этого осуществляется токарная обработка заготовки.
Данный станок может быть оборудован двумя типами люнетов: подвижным и стационарным. Второй тип применяется в качестве поддерживающего элемента для заготовок большой длины. Он призван обеспечивать надлежащее качество обработки детали, исключая появление какой-либо вибрации. Такое вспомогательное приспособление целесообразно использовать при выполнении конкретно заданной операции, не требующей перенастройки оборудования. Подвижный люнет монтируется на продольном суппорте станка и перемещается вместе с резцом.
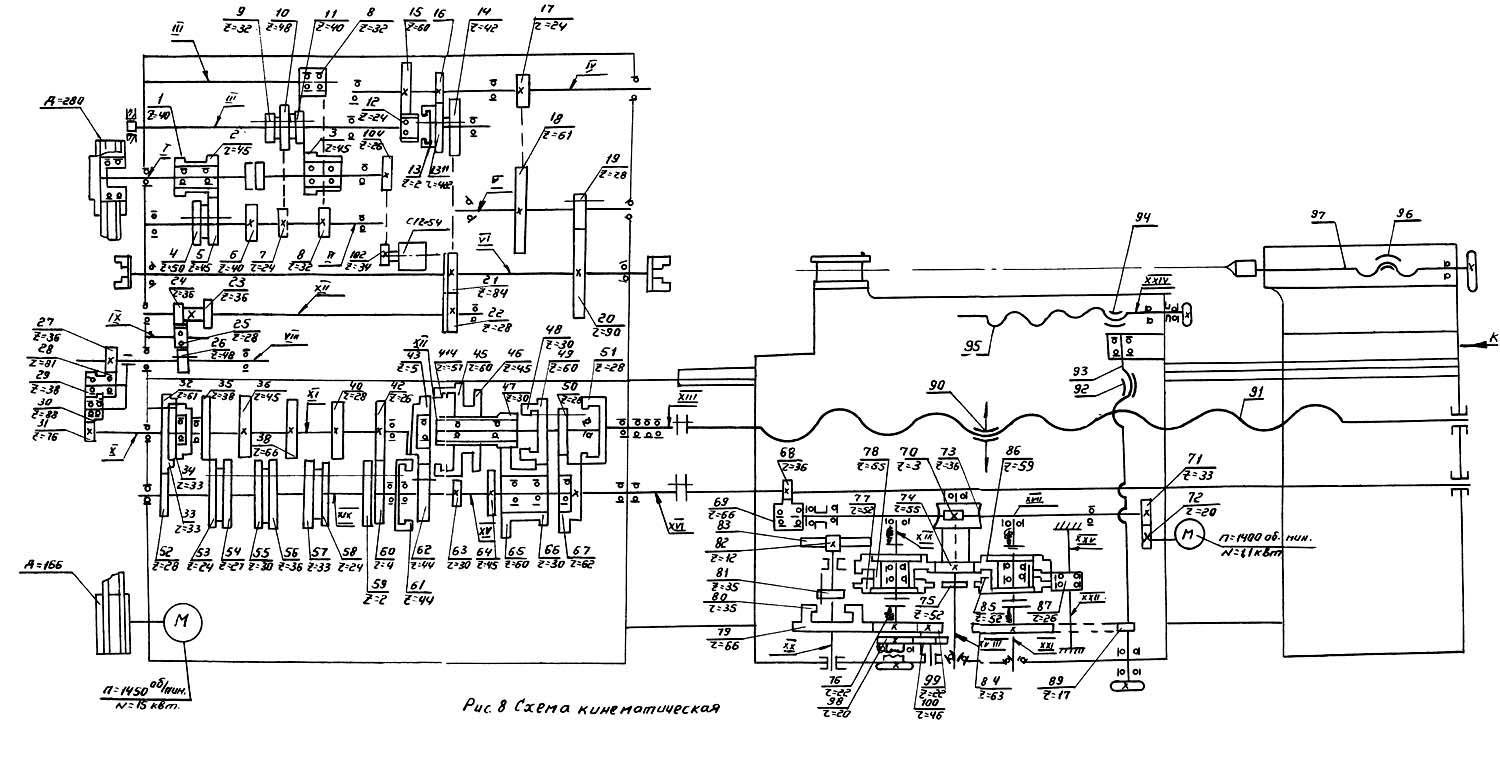
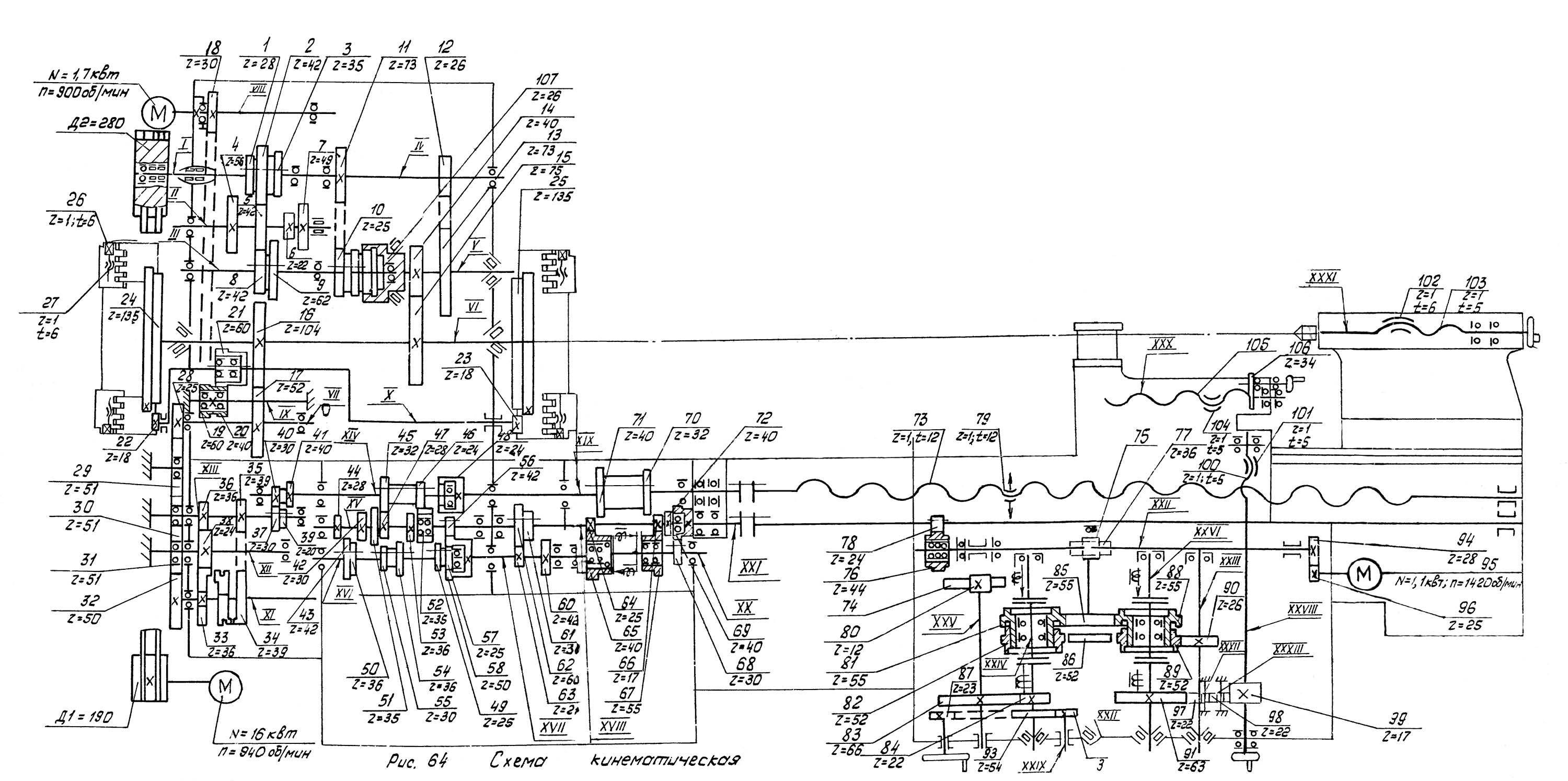
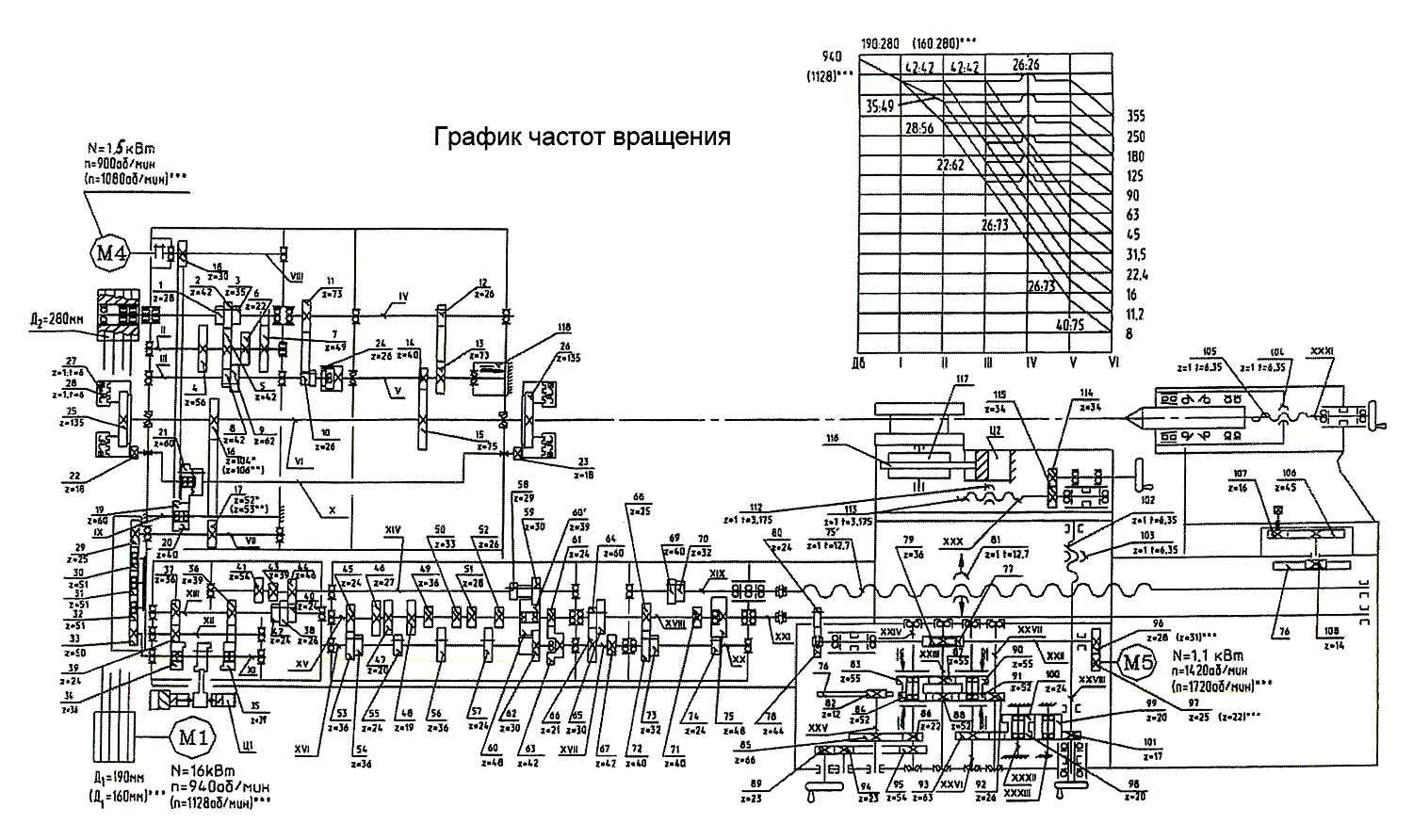
Кинематическая схема трубонарезного станка 1А983
На станке 1А983 можно выполнять операции по нарезанию различных видов резьб. Нарезание резьбы производят резьбонарезным резцом. При точении конусных деталей с углом до 12, и нарезании конических резьб, на представленном трубонарезном оборудовании применяют конусную линейку. Использование такого устройства позволяет проводить токарную обработку как наружных, так и внутренних конических поверхностей. Кроме того, применение подобного оборудования существенно увеличивает производительность труда и улучшает качество обработки, во многом благодаря применению продольного самохода. Еще один плюс конусной линейки заключается в том, что при переходе к обработке конусных поверхностей, нет необходимости нарушать отстроенную наладку станка.
Функциональные возможности трубонарезного оборудования предусматривают автоматическое включение в работу отдельных элементов в цикле резьбонарезания. Большинство трубонарезных станков подобного класса оснащены системой автоматизации одного резьбонарезного прохода. Подобная система дает возможность использования как ручного, так и автоматического режима нарезания резьбы. Первый (ручной) режим управления осуществляется при помощи кнопок и крестового переключателя пульта, расположенного на каретке. Флажок переключателя, в таком случае, выставляется в положение «Ручной режим». В том случае, если возникает необходимость в выборе цикла резьбонарезания, переключатель устанавливают в положение «Работа в цикле», и выбирают соответствующий вид цикла: непрерывный или одиночный.
https://youtube.com/watch?v=Qt_gVcnsU9k
Ключевая отличительная особенность 1А983 – наличие командоаппарата. Его предназначение – автоматическое переключение одной или нескольких электрических цепей при механическом воздействии на их привод. Данное устройство служит для контроля положения резца при нарезании резьбы
Описание конструкции основных узлов токарно-винторезного станка 1М65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Бабка передняя
Шпиндельная бабка токарно-винторезного станка 1м65
Шпиндельная бабка токарно-винторезного станка 1м65
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе шпиндельной бабки смонтированы:
- электромагнитная муфта для торможения шпинделя
- шпиндельный узел
- звено увеличения шага в 8 раз
- механизм изменения направления перемещения каретки или нарезании резьб
- механизм настройки скоростей шпинделя
- вилки перемещения блоков шестрен
- рукоятки переключения и другой детали
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.

Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Стационарный обжимной пресс (станок) Finn-Power FP165
Описание
Пресс с большой силой сжатия(максимум до 5000 кН) и размером раскрытия кулачков. Имеет большую область применения. Оптимально подобранная система управления максимально упрощает работу оператора. Идеально подходит для работы со шлангами сложной формы. Модели обжимных машин FINN-POWER 165UC поставляются в комплекте со стендом для хранения кулачков, устройством для быстрой смены кулачков, педалью управления и устройством для автоматического запуска обжима при подаче РВД в зону работы кулачков. Тип управления: UC
Производитальность(обжатий/час): 1260
Тип серии кулачков: 32
| Артикул | Диапазон обжима | Размер D | Размер L |
| 18506/10 | 10.0-12.0 | 10 | 55 |
| 18506/12 | 12.0-14.0 | 12 | 55 |
| 18506/14 | 14.0-16.0 | 14 | 55 |
| 18506/16 | 16.0-19.0 | 16 | 55 |
| 18506/19 | 19.0-22.0 | 19 | 55 |
| 18506/22 | 22.0-26.0 | 22 | 70 |
| 18506/26 | 26.0-30.0 | 26 | 70 |
| 18506/30 | 30.0-34.0 | 30 | 70 |
| 18506/34 | 34.0-39.0 | 34 | 75 |
| 18506/39 | 39.0-45.0 | 39 | 75 |
| 18506/45 | 45.0-51.0 | 45 | 90 |
| 18506/51 | 51.0-57.0 | 51 | 90 |
| 18506/57 | 57.0-63.0 | 57 | 100 |
| 18506/63 | 63.0-69.0 | 63 | 110 |
| 18506/69 | 69.0-75.0 | 69 | 110 |
| 18506/74 | 74.0-80.0 | 74 | 110 |
| 18506/78 | 78.0-87.0 | 78 | 110 |
Тип серии кулачков:165
| Артикул | Диапазон обжима | Размер D | Размер L |
| 18852/84 | 84.0-92.0 | 84 | 116 |
| 18852/92 | 92.0-100.0 | 92 | 116 |
| 18852/100 | 100.0-108.0 | 100 | 116 |
| 18852/108 | 108.0-116.0 | 108 | 116 |
| 18852/116 | 116.0-126.0 | 116 | 116 |
| 18852/126 | 126.0-136.0 | 126 | 116 |
| 18852/136 | 136.0-146.0 | 136 | 116 |
| 18852/146 | 146.0-156.0 | 146 | 116 |
| 18852/156 | 156.0-166.0 | 156 | 116 |
| 18852/166 | 166.0-178.0 | 166 | 116 |
| 18852/178 | 178.0-190.0 | 178 | 116 |
| 18852/190 | 190.0-202.0 | 190 | 116 |
Обжимные пресса FINN-POWER 165UC поставляется с пустым баком. Требуется заправка гидравлическим маслом.
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …
Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …
Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии
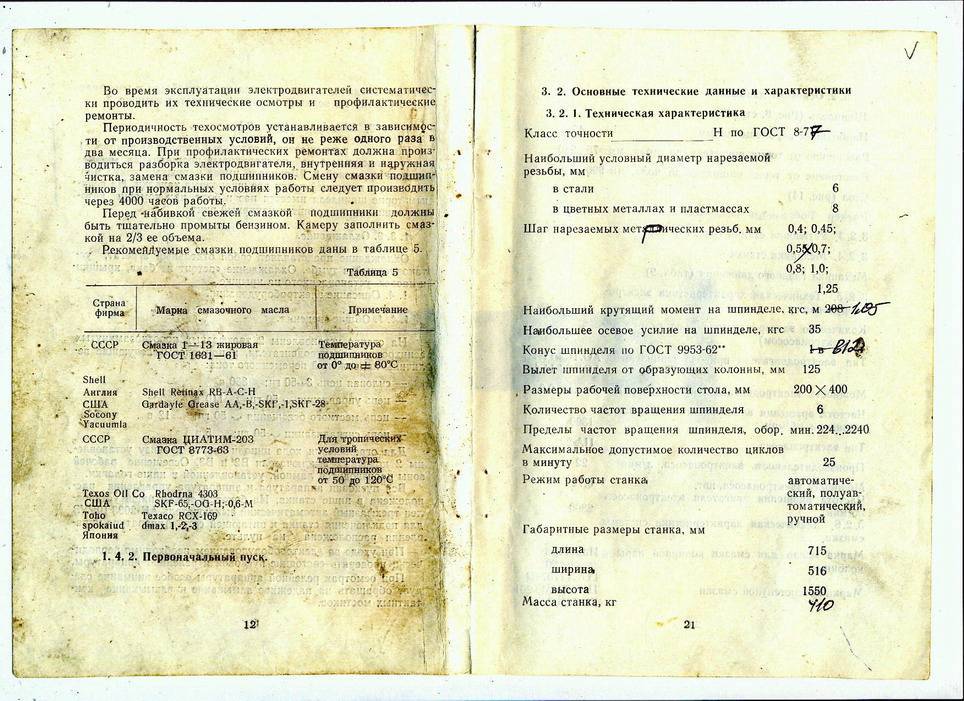
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- Трубообрабатывающий станок, машина для обработки металлических, главным образом стальных, труб путём снятия стружки или накатки резьбы.
- Для получения на концах труб точных торцовых поверхностей служат трубоподрезные станки.
Для получения на концах труб резьбы (цилиндрической или конической) используются трубонарезные (труборезные) или трубонакатные станки (последний способ, как правило, обеспечивает более прочное резьбовое соединение).
При производстве труб ответственного назначения находят применение трубообрабатывающие станки для снятия дефектного поверхностного слоя труб перед холодной прокаткой.
- Трубонарезной станок 1Н983 был запущен в серию в 1956 году.
- Трубонарезной станок 1Н983 был заменен более совершенной моделью РТ983.
- Трубонарезной станок 1Н983 предназначен для обтачивания концов труб, включая точение конусов и нарезания на них резьб: метрических дюймовых модульных питчевых конических в условиях единичного и мелкосерийного производства.
На станке можно обрабатывать штанги, замки, переводники, детали трубных соединений (нарезка резьбы НКТ, НКМ ГОСТ 633-80, нарезка резьбы на обсадные трубы ОТТМ, ОТТГ, Батресс ГОСТ 832-80, нарезка замковой резьбы на бурильных трубах, переводниках и т.д.), применяемые для добычи и транспортировки нефти и природного газа и в нефтедобывающей промышленности.
Станок имеет конусную линейку для обработки конических поверхностей и нарезания конических резьб.
Обрабатываемая труба пропускается через полый шпиндель и зажимается двумя механизированными четырехкулачковыми патронами диаметром 720 мм. Другой конец трубы поддерживается люнетом. Шпиндель имеет прямое и обратное вращение.
Класс точности станка Н.
Шероховатость обработанной поверхности V5.
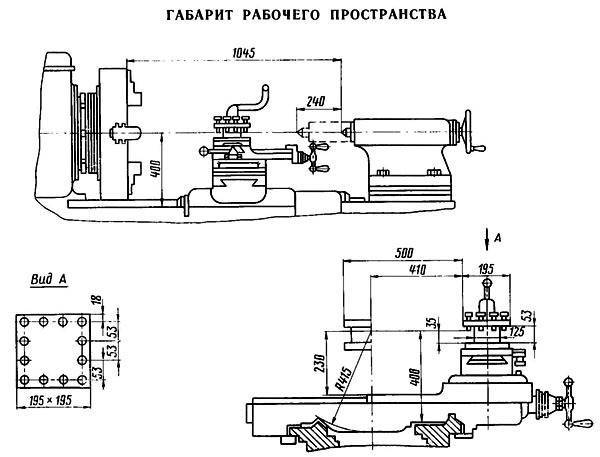
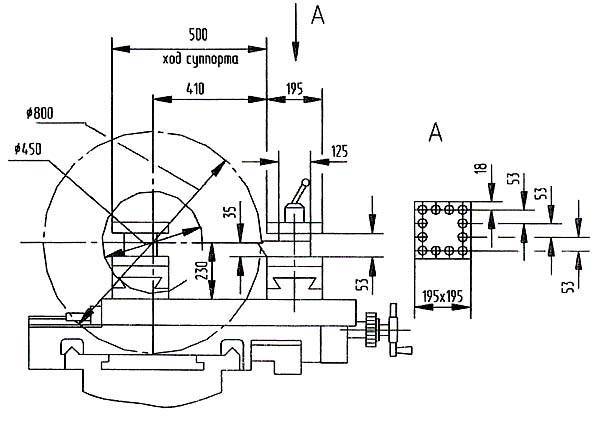
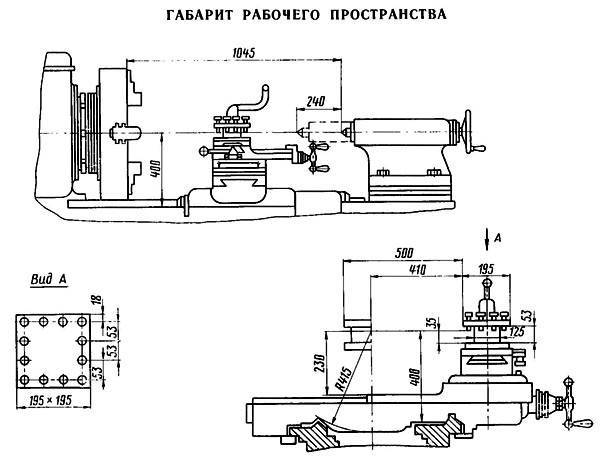
Рабочее пространство трубонарезного станка 1Н983
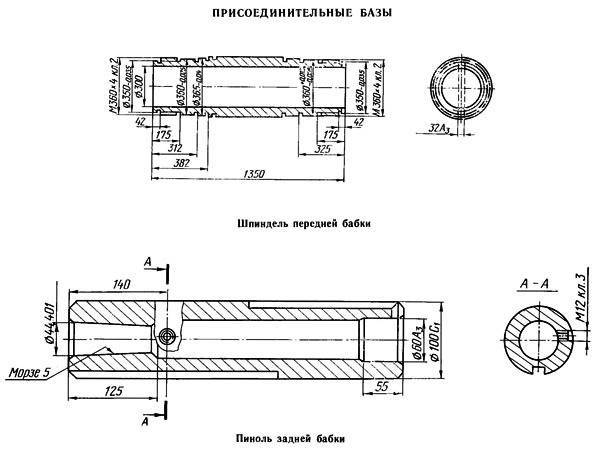
Посадочные и присоединительные размеры шпинделя станка 1Н983
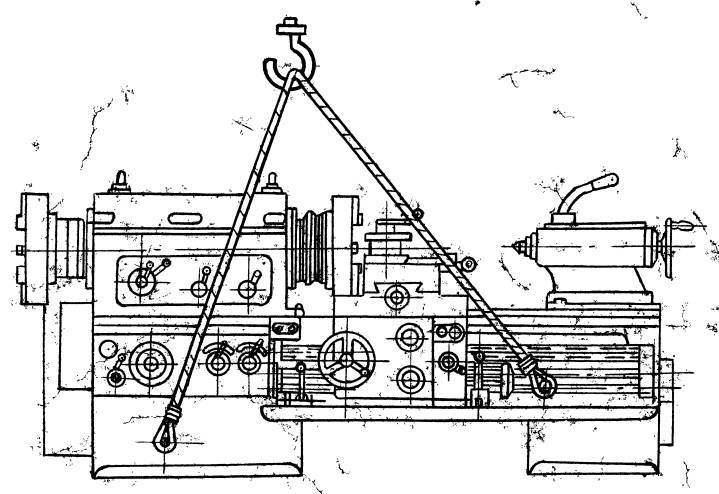
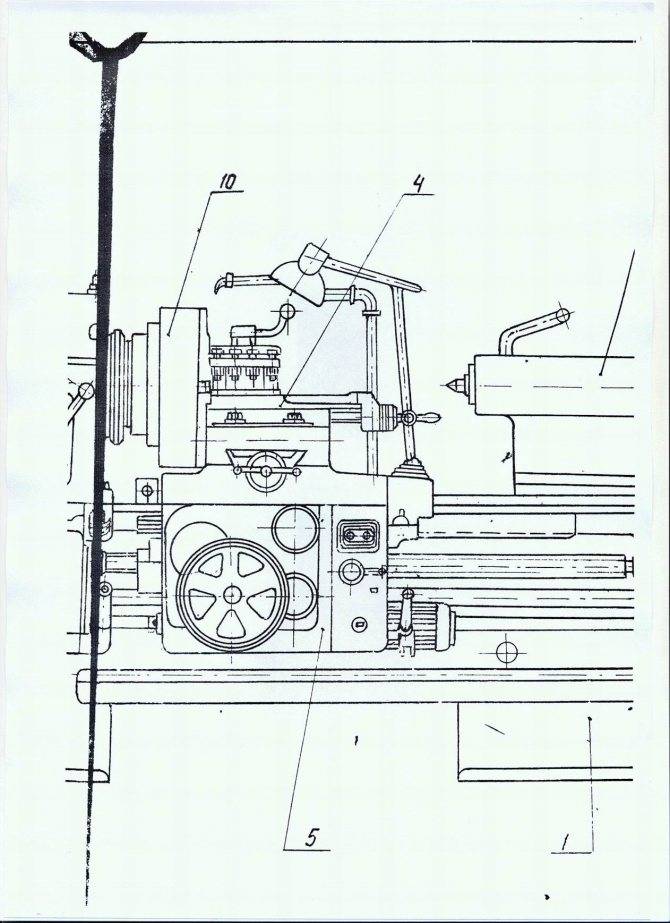
Общий вид трубонарезного станка 1Н983

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
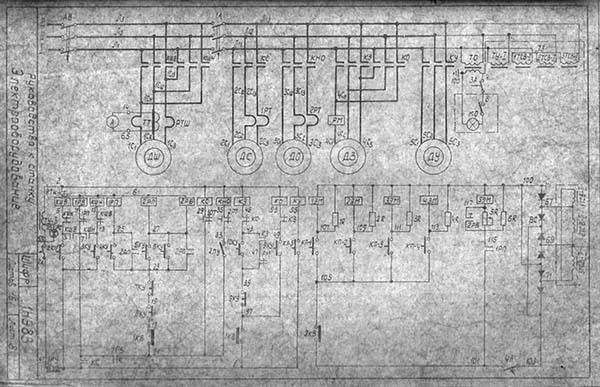
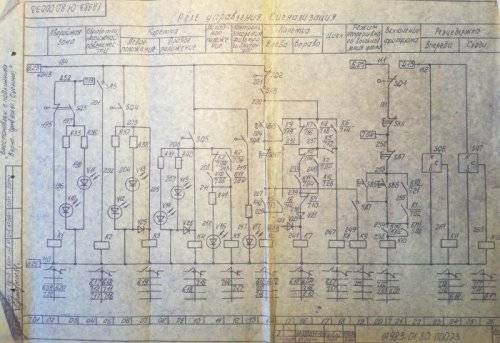
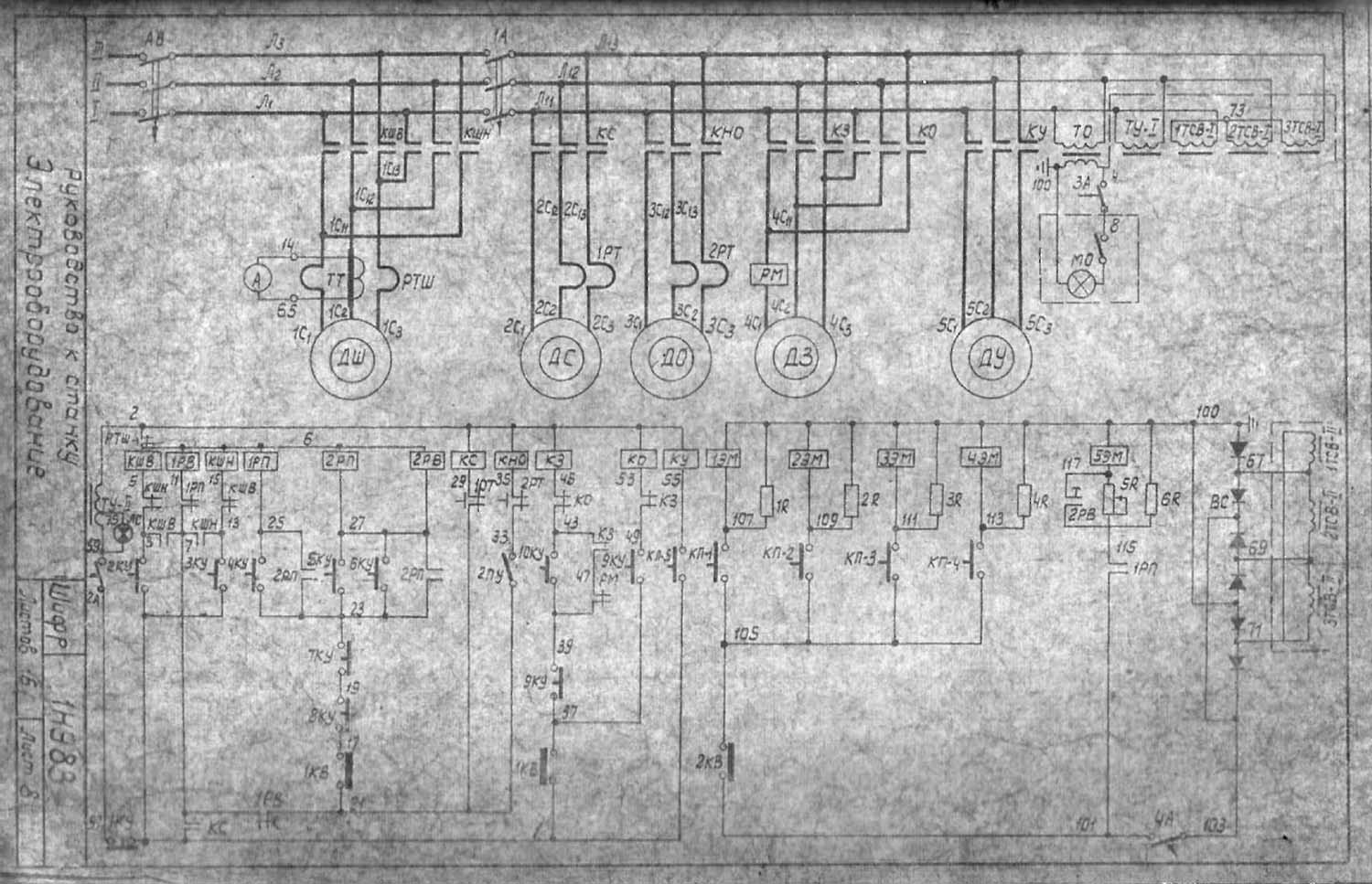
Схема электрическая трубонарезного станка 1Н983
Схема электрическая трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
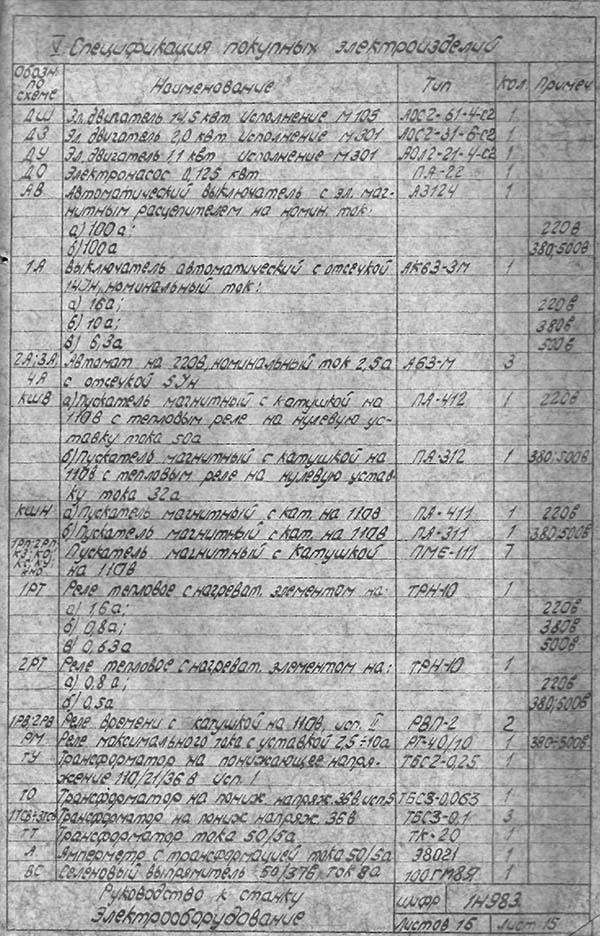
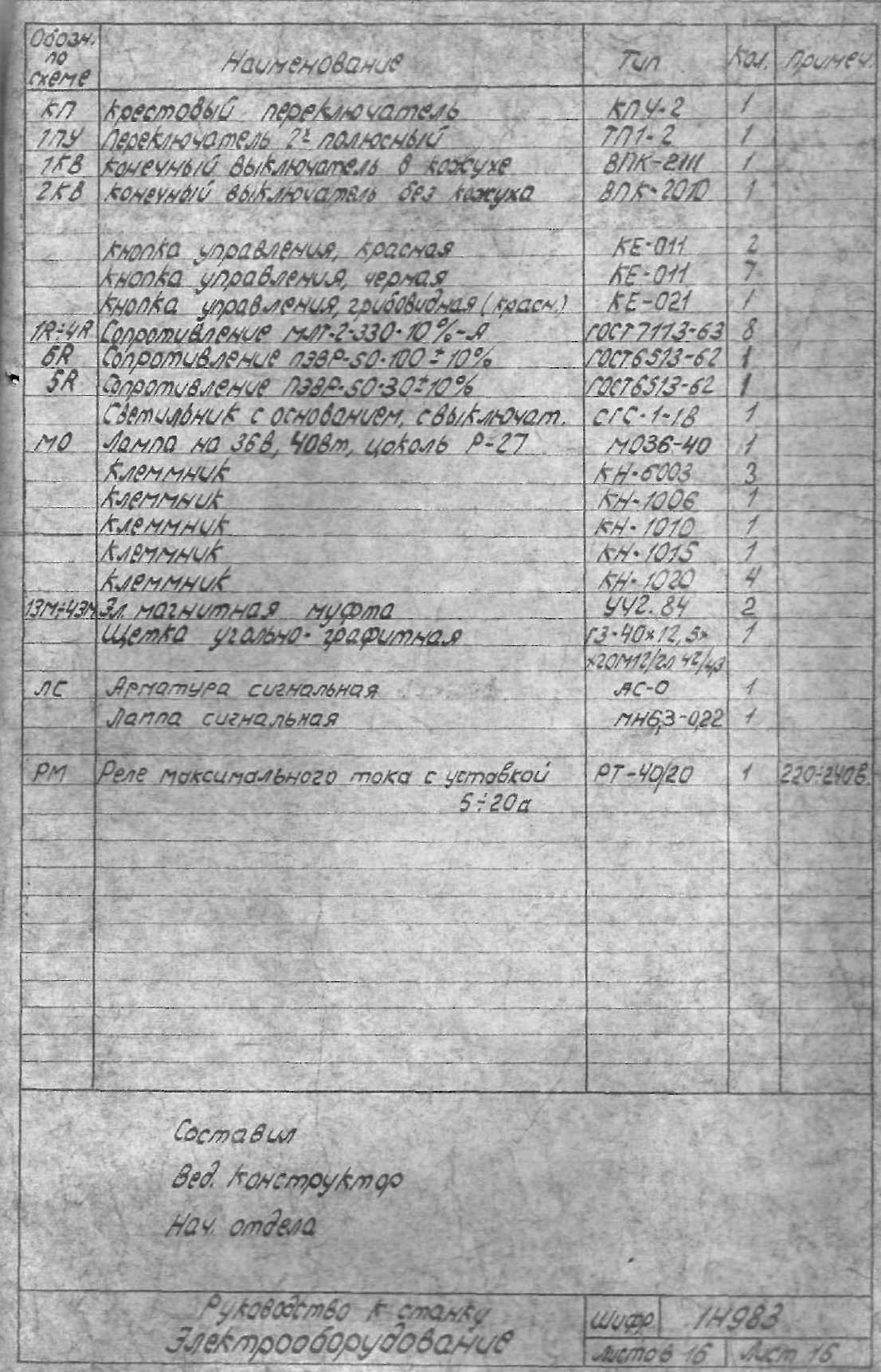
Перечень элементов схемы трубонарезного станка 1Н983
Перечень элементов схемы трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Перечень элементов схемы трубонарезного станка 1Н983
Перечень элементов схемы трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
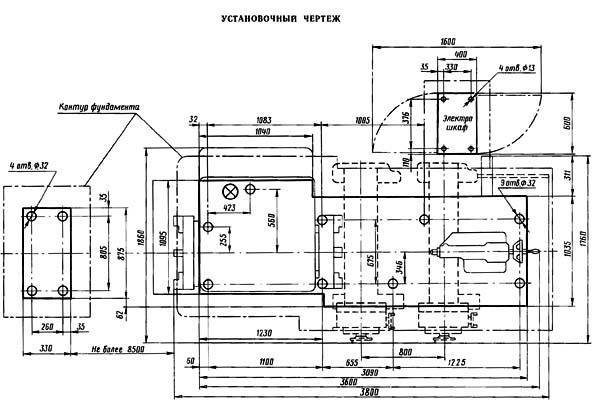
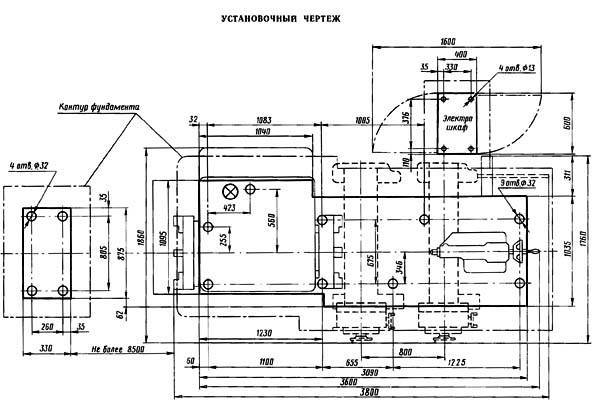
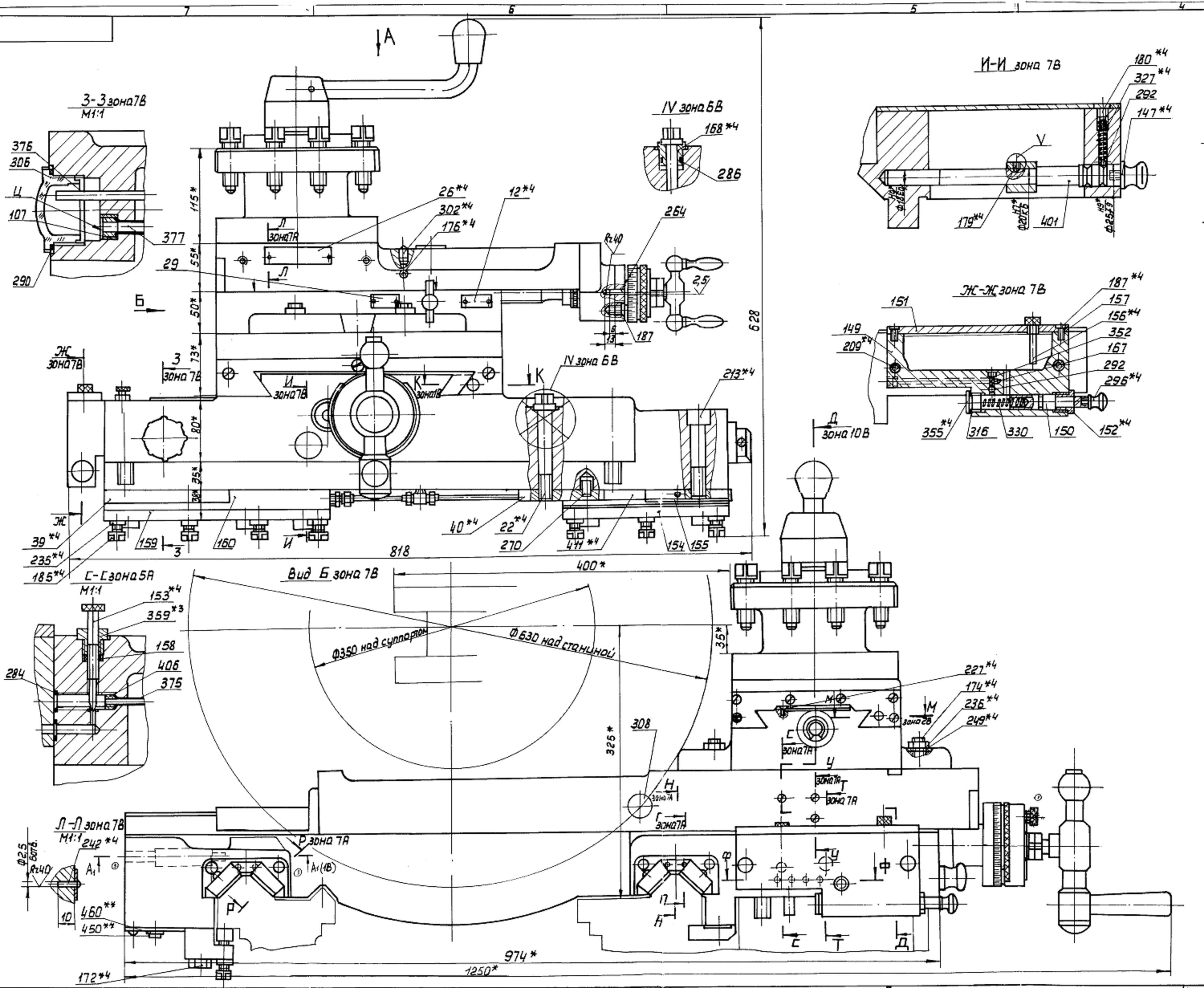
Установочный чертеж трубонарезного станка 1Н983
Технические характеристики станка 1Н983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 | 16 |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станок трубонарезной 1Н983. Руководство к станку 1Н983.00.Р, Рязань, 1966
Станок трубонарезной 1Н983. Руководство к станку. Электрооборудование 1Н983.00.Э, Рязань, 1966
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
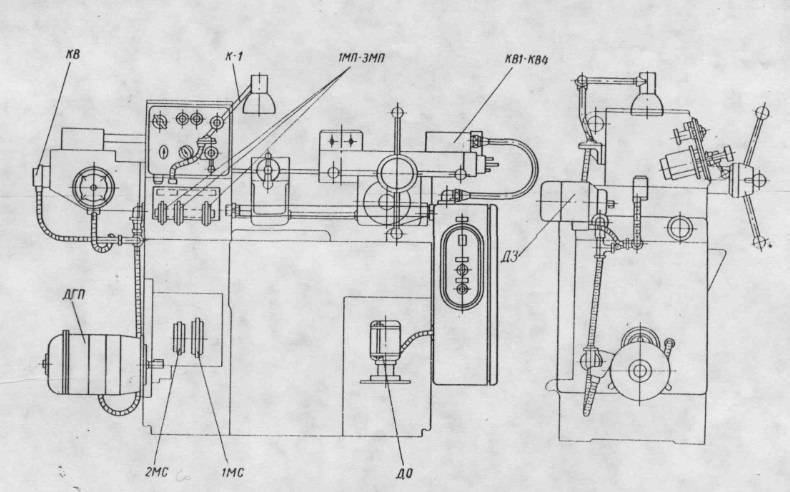
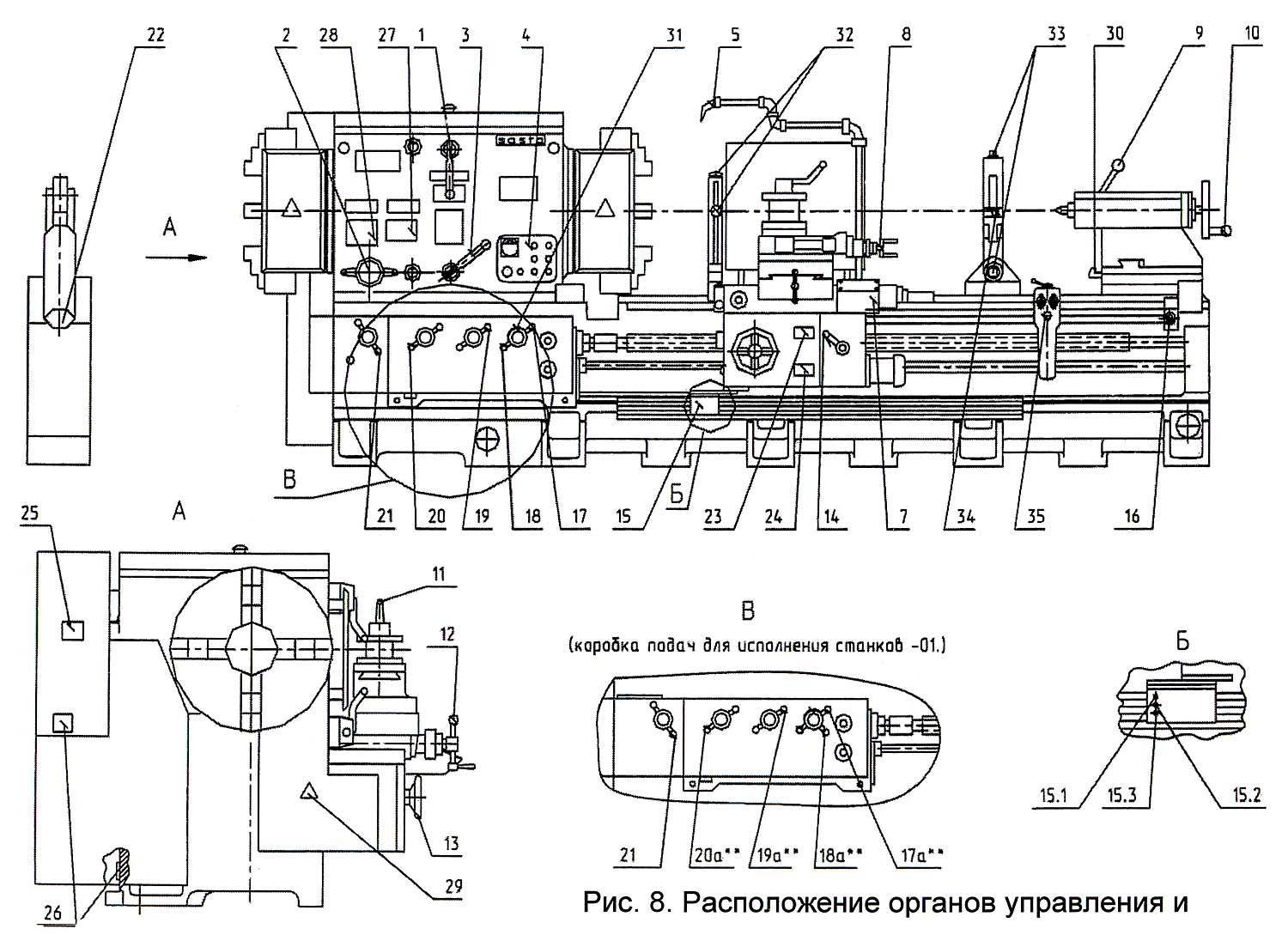
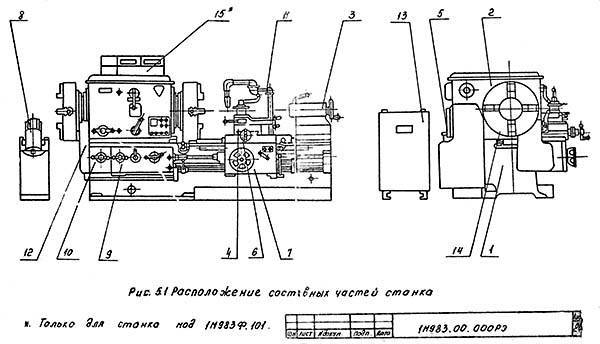
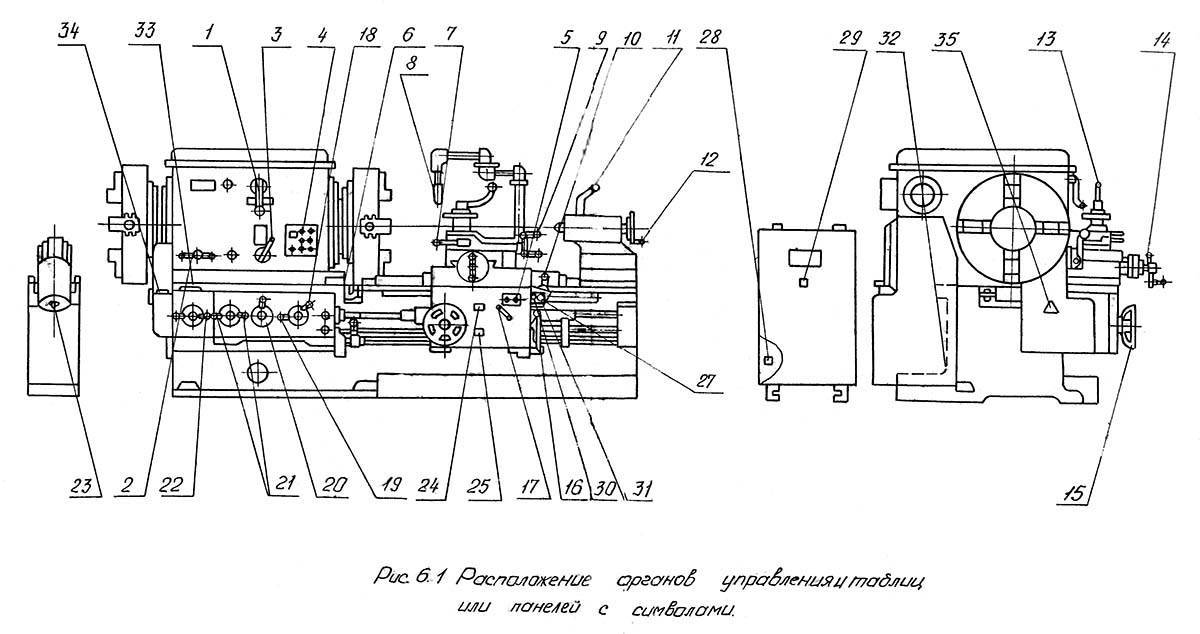
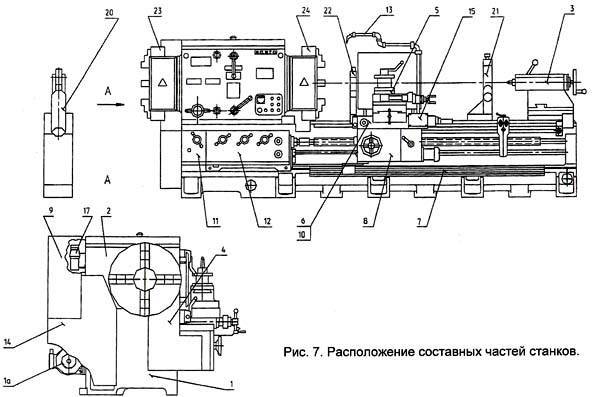
Расположение органов управления трубонарезным станком 1А983
Расположение органов управления трубонарезным станком 1А983
Пульт трубонарезного станка CА983
Пульт передней бабки трубонарезного станка 1А983
Пульт каретки суппорта трубонарезного станка 1А983
Перечень органов управления станком 1А983 и их назначение
Рукоятка для включения механизма зажима левого и правого патрона Рукоятка настройки шпинделя на необходимое число оборотов Рукоятка настройки шпинделя на необходимое число оборотов Пульт передней бабкиАмперметр Кнопка «Главный привод – вперед» Кнопка «Главный привод – назад» Кнопка «Шпиндель – толчок» Кнопка «Патрон – разжим – разжато» Кнопка «Шпиндель – стоп» Кнопка «Патрон – зажим – зажато» Кнопка «Шпиндель – пуск» Кнопка «Общий стоп»
Кран для подачи охлаждающей жидкости
Пульт на кареткеПереключатель «Выбор режима работы» (цикл резьбонарезания – ручной режим) Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки» Светодиод «Исходное положение резца» Светодиод «Аварийная зона» Светодиод «Контроль засорения фильтра на гидропанели» Переключатель «Управление охлаждением» Переключатель «Освещение станка» Переключатель «Подача А – подача В» Переключатель «Управление кареткой и суппортом» (каретка влево – каретка стоп – каретка – вправо; суппорт вперед – суппорт назад; ускоренный ход) Кнопка «Стоп цикла» Кнопка «Пуск цикла» Переключатель «Выбор цикла» (цикл непрерывный – цикл одиночный) Переключатель вида резьб в цикле резьбонарезания (наружная-внутренняя) (правая-левая) Кнопка «Резцедержка вперед» Кнопка «Резцедержка назад» Кнопка «Стоп шпинделя» Кнопка «Пуск шпинделя» Кнопка «Общий стоп»
Ручное перемещение резцовых салазок Крепление пиноли задней бабки Ручное перемещение пиноли Поворот и крепление резцовой головки Ручное перемещение поперечных салазок Ручное продольное перемещение каретки с суппортом Включение маточной гайки Настройка цикла резьбонарезания (командоаппарат)Светодиод «Аварийная зона» Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки»
Валик перемещения задней бабки Рукоятка настройки на величину шага резьбы и отключения вращения ходового винта (Рукоятка переключения на резьбу и подачу и настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи шага и резьбы (Рукоятка настройки на величину подачи шага и резьбы) Рукоятка выбора типа резьбы, величины подачи и включения ходового винта напрямую (Рукоятка выбора типа резьбы) Рукоятка выбора величины подачи и шага резьбы (Рукоятка настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи и шага резьбы Настройка люнета-поддержки Таблица «Сцепить гайку с винтом» Таблица «Расцепить гайку с винтом» Таблица «Осторожно! Электрическое «напряжение» Таблица «Знак заземления» Таблица подач Таблица резьб Таблица «Осторожно! Прочие опасности» Прихваты сцепления задней бабки с суппортом Таблица «Ходовой валик» Рукоятка настройки люнета подвижного Настройка люнета неподвижного Рукоятка для открытия верхней части люнета неподвижного