

Советы по выбору инструмента
 Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
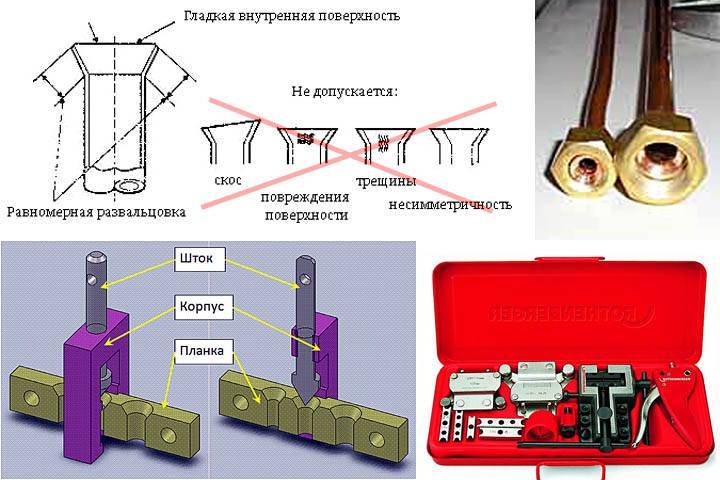
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
Наличие на поверхности обрабатываемого изделия соединительных швов.
Необходимость формирования канавок на той части трубы, которая подлежит обработке.
Толщина стенок изделия, которое будет обрабатываться.
Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
Расстояние, на которое трубка будет над рабочей поверхностью выступать.
Глубина развальцовки.
Внутренний и наружный диаметр изделия.
Характеристики того материала, из которого трубка была изготовлена
Особое внимание уделяется степени его пластичности.. Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью
С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
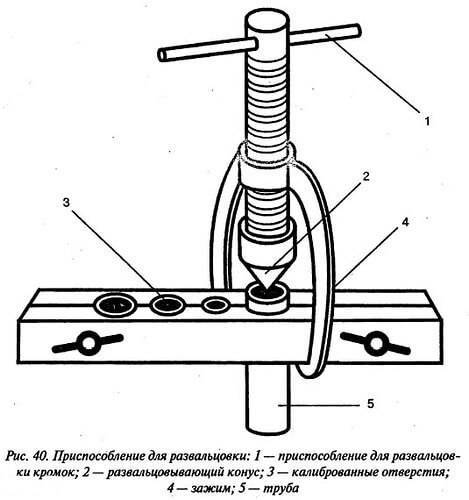
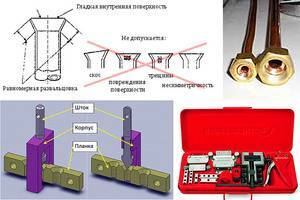
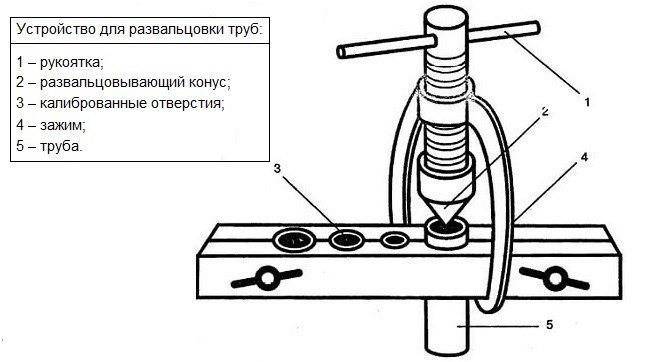
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
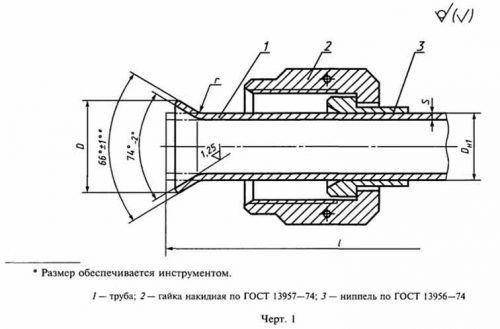
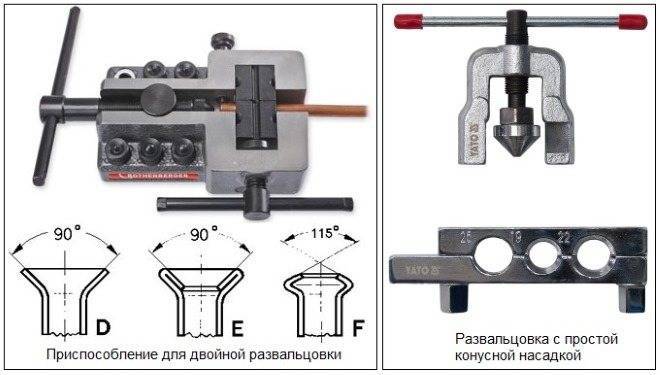
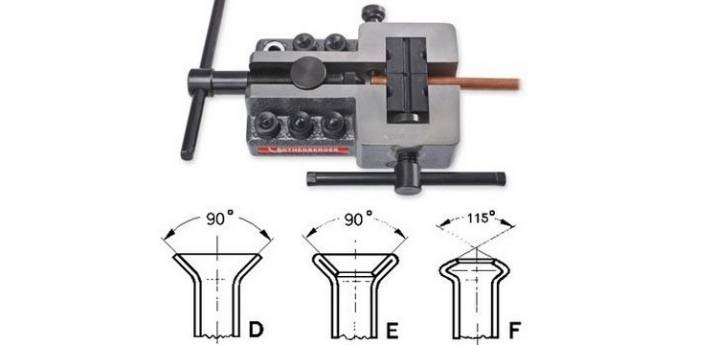
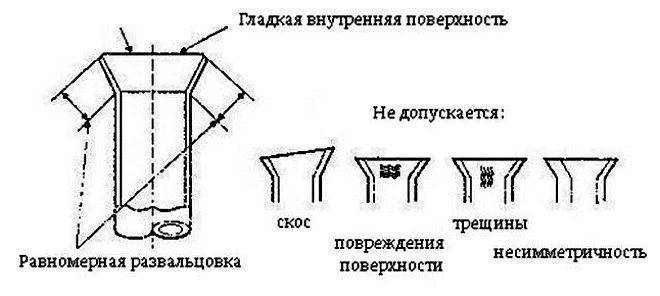
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.
На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном
Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Как развальцевать тормозную трубку, развальцовка, как сделать тормозную трубку, медную трубку.
 Watch this video on YouTube
Watch this video on YouTube
 Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.
Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.





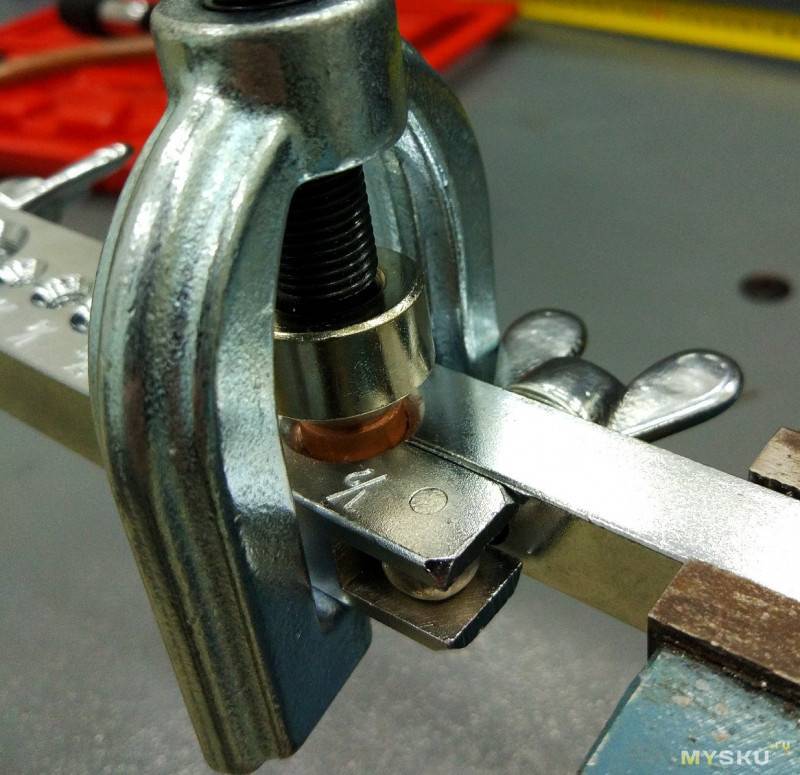


Работа производится с использованием специального приспособления для развальцовки трубок из меди, которое оснащается удерживающим устройством, калиброванным под каждый стандартный размер сменными губками. Рабочий орган – пуансон – также может быть сменным по такому же принципу.
Перемещение пуансона производится вручную винтом. Контроль процесса развальцовки медной трубки производится визуально.
При использовании для этой цели механизированных приводных расширителей, развальцовка осуществляется вращающимся держателем с раскатывающим роликом. Процесс производится введением шпинделя в отверстие трубки.
Смотреть видео
Развальцовка медных трубок для начинающих
 Watch this video on YouTube
Watch this video on YouTube
Более толстые участки раскатываются в большей степени, тонкие – меньше. В результате такой прокатки улучшаются механические свойства материала, что способствует надежности и прочности стыка.
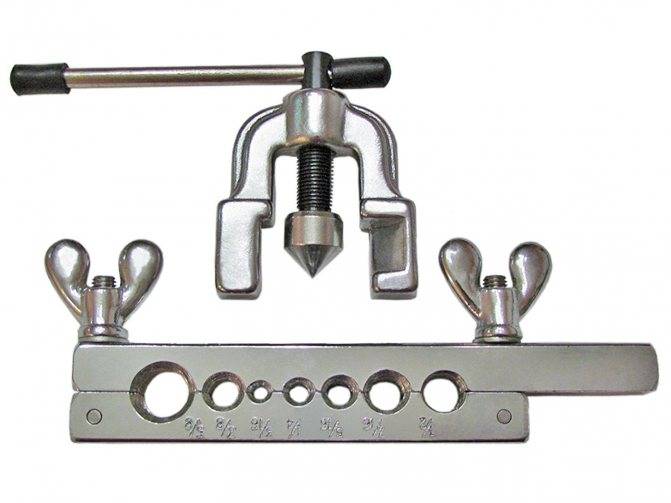
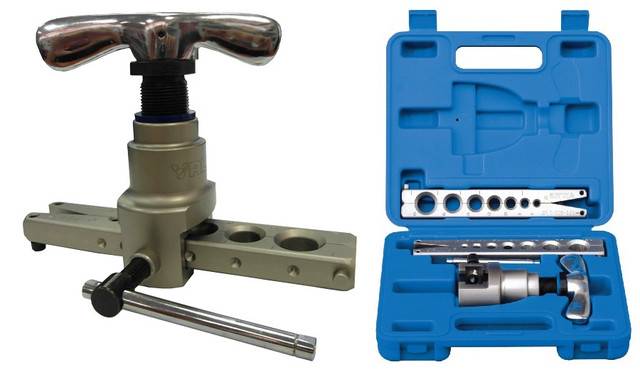
Для домашнего хозяйства практичны наборы для развальцовки медных трубок, включающие в себя удерживающее устройство и комплект оснастки для различных их размеров.
В конечном итоге этапы развальцовки можно представить следующим образом:
- Зачистить конец медной трубки, предназначенный для обработки.
- Надеть на деталь специальную муфту.
- Закрепить трубку в зажимном устройстве.
- Установить пуансон нужного размера.
- Вращая ворот довести рабочий винт до упора.
- Извлечь деталь из приспособления, проконтролировать качество выполненной операции.
Смотреть видео
Развальцовка тормозной трубки.
 Watch this video on YouTube
Watch this video on YouTube
Как изготовить инструмент
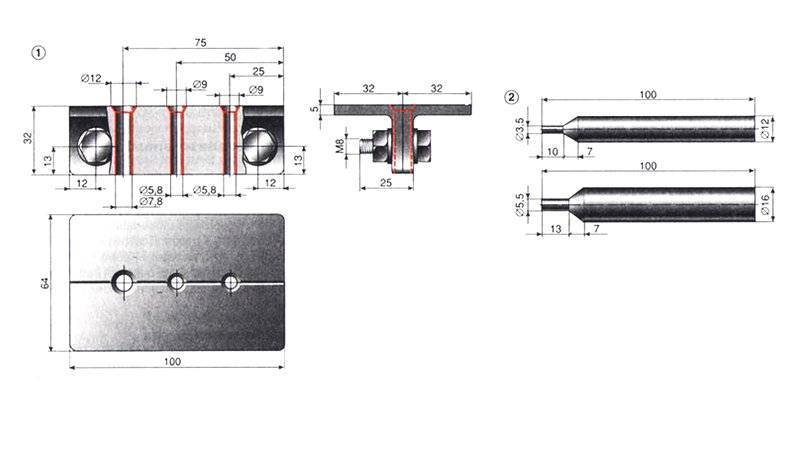
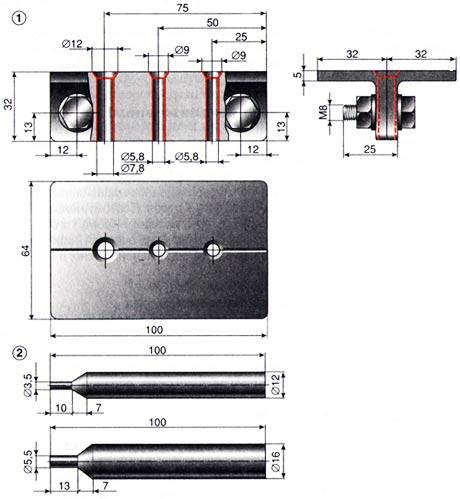
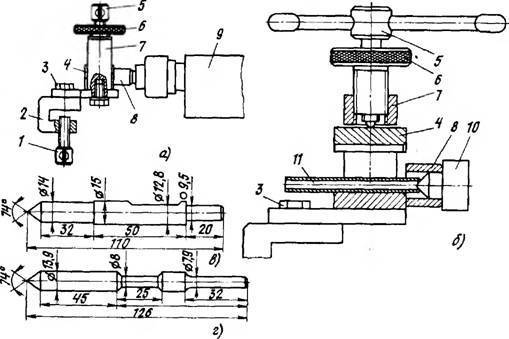
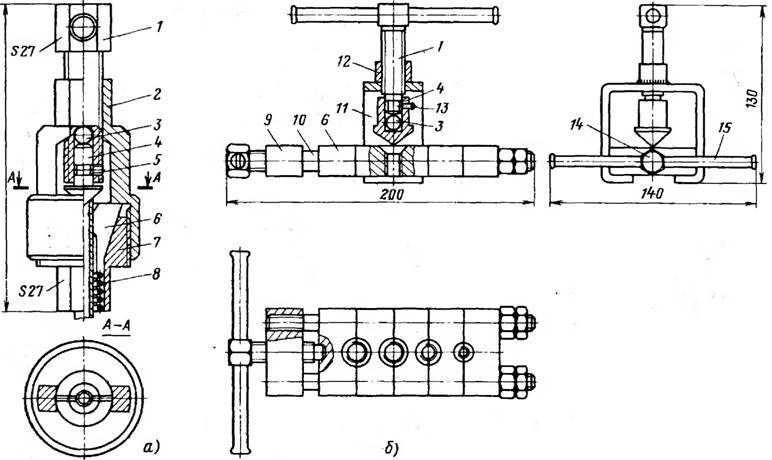
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
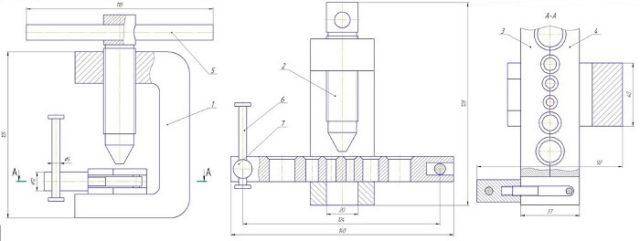 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
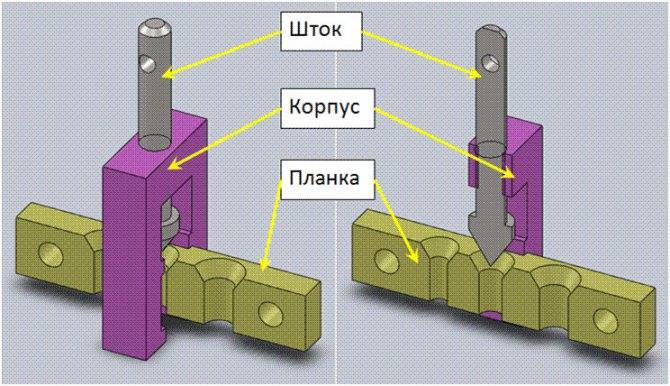
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности
Важно, чтобы ход приспособления соответствовал параметрам развальцовки
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.
В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Внимание: зажим полуматриц может быть эксцентричным или рычажным.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.




Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
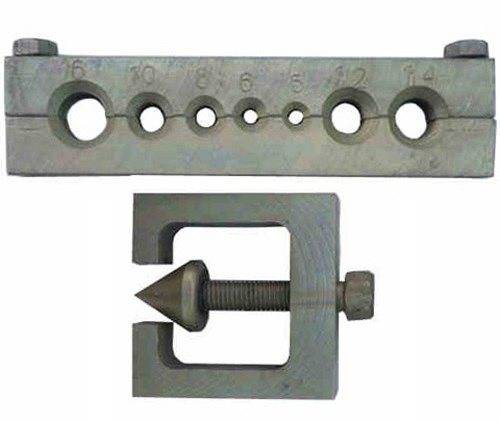
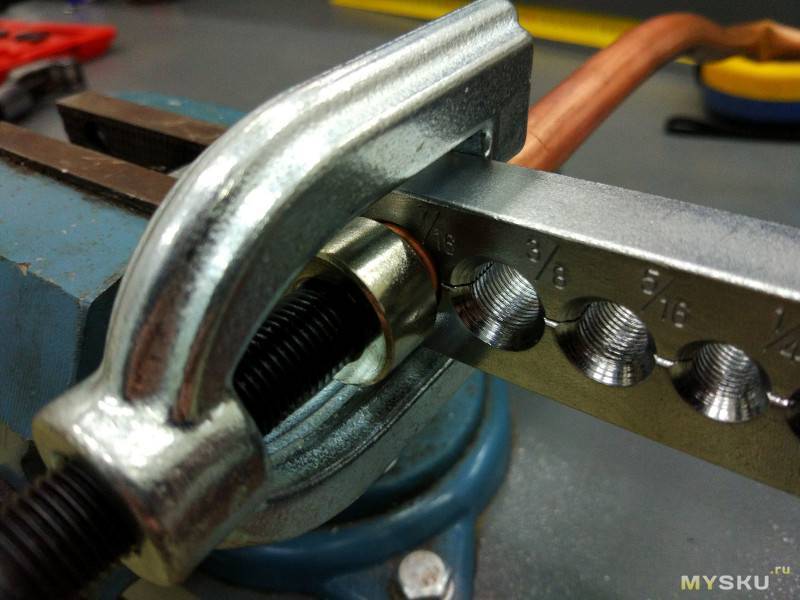
Инструменты и приспособления для развальцовки трубок из меди
Для исполнения работ такого рода можно использовать различные приспособления, включая самодельные. Хорошим способом является использование для этой цели шарика от старого подшипника.
Подобрать нужный размер не составляет труда и можно использовать несколько предметов последовательно для получения нужного размера. Но это при необходимости выполнить разовую работу.
Если в доме эксплуатируется медный трубопровод, то, как минимум, разовый набор для развальцовки медных трубок должен быть под рукой.
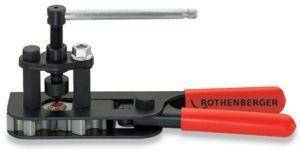
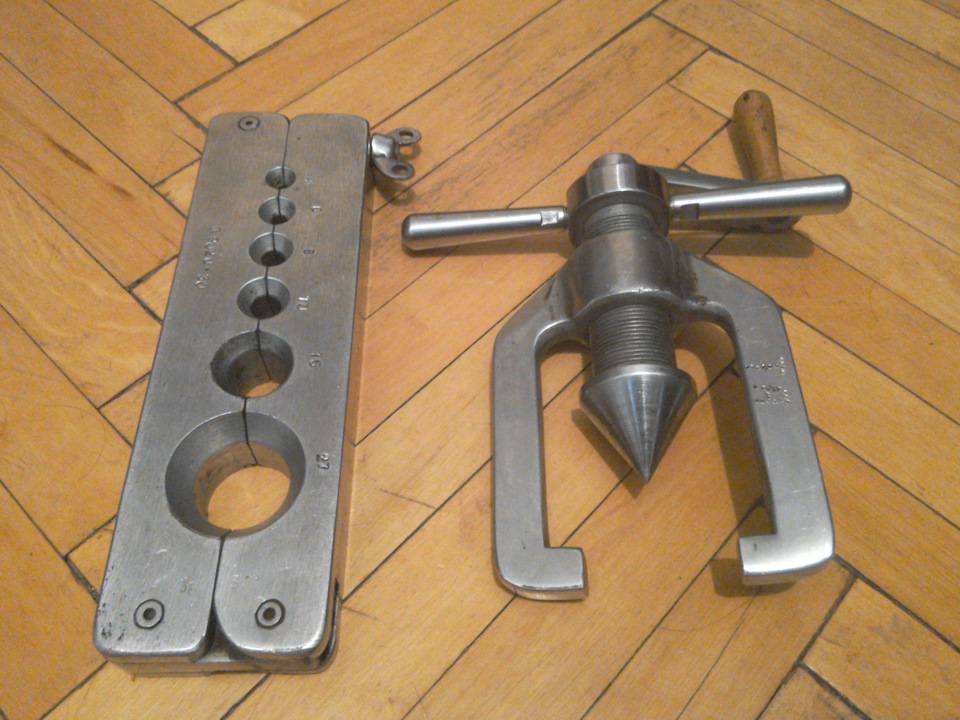
Набор ручных инструментов для обработки трубок
Важной составляющей комплекта для развальцовки является труборез. При его использовании для обрезки конца или разделки труб обеспечивается строго перпендикулярный рез
Развальцовщик медных труб Jonnesway AN040043 48573
Набор ручного инструмента этого вида предназначен для применения в автомастерских и при выполнении срочного ремонта в пути следования. Поэтому в комплекте имеется оснастка для обработки труб, применяемых в таких местах:
- системы кондиционирования воздуха и вентиляции;
- тормозные системы, в которых массово применяются медные трубки.
Все наборы оснащены труборезами, позволяющими выполнять качественное торцевание концов труб. Режущие вставки выполняются из высоко углеродистой стали с упрочняющим напылением.
Срок гарантии на комплект пожизненный.
Развальцовщик медных труб Мастак 102 12016с
Это набор профессионального инструмента для работы с трубками из меди, алюминия и низкоуглеродистой стали при выполнении подготовки под пайку. Конструкция оснастки позволяет использовать набор для работы, как с метрическими размерами труб, так и с дюймовыми.







Область применения – мастерские станций техобслуживания и промышленное производство. При изготовлении использованы инструментальные стали, покрытие оксидированием, пластики. Набор помещается в кейс, общий вес 900 грамм.
Дюймовый развальцовщик медных трубок Refco
Это профессиональный набор производства Швейцарии, которым выполняется формирование конца трубы под углом 45 градусов.
Можно использовать для ремонтных и монтажных работ на автомобилях. Комплектуется дисковым труборезом. Выпускается в кейсе.
Механические развальцовщики
Не всегда для выполнения развальцовки нужно ломиться в магазин инструмента или на строительный рынок.
Если нужно выполнить разовую работу небольшого объема, можно воспользоваться имеющимися под руками ресурсами. Просто решается вопрос, если имеется доступ к токарной обработке – можно сделать шаблон.

Шаблон представляет собой стержень нужного диаметра с хорошо отполированной поверхностью.
Материалом для изготовления такого инструмента может послужить обыкновенная стальная строительная арматура. Марка стали предпочтительна 35ГС.
В ней присутствует достаточно много углерода, придающего прочность изделию, а присутствующий марганец повышает износостойкость поверхности. Такое приспособление можно использовать многократно.
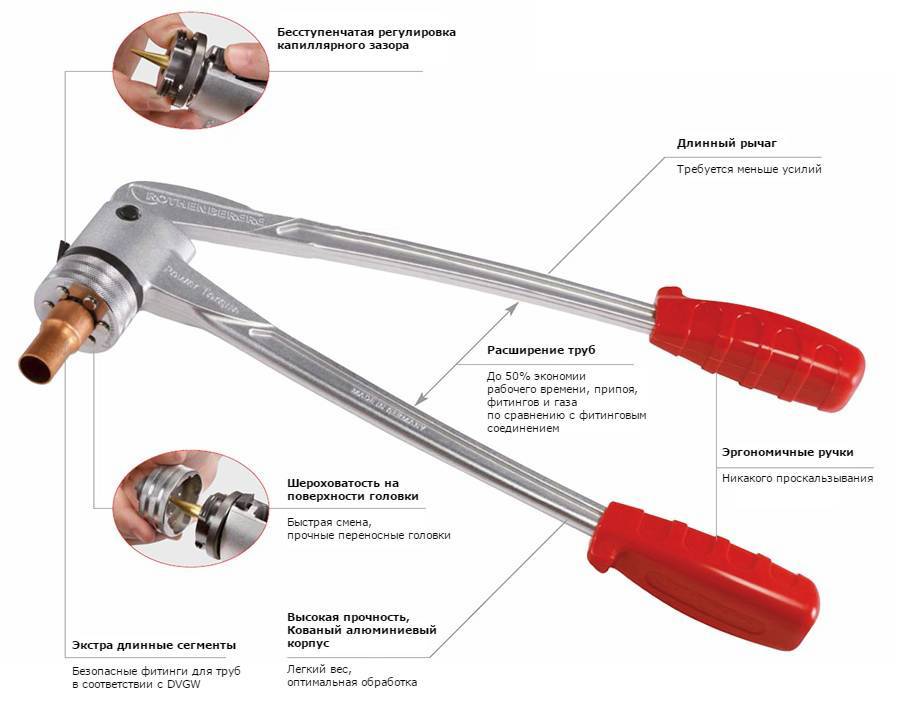
Развальцовщик с электроприводом
 Этот инструмент работает по совершенно другому принципу. По сути, производится раскатка металла стенки трубы, в результате чего увеличивается диаметр изделия при одновременном увеличении внутреннего диаметра.
Этот инструмент работает по совершенно другому принципу. По сути, производится раскатка металла стенки трубы, в результате чего увеличивается диаметр изделия при одновременном увеличении внутреннего диаметра.
Именно внутреннего, поскольку деталь прокатывается изнутри. Поскольку прокатывание производится в несколько приемов, деформация производится постепенно, не перегружая металл высокими нагрузками.
Многократная прокатка улучшает качество внутренней поверхности, что позволяет получить более прочное соединение при пайке.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.







Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
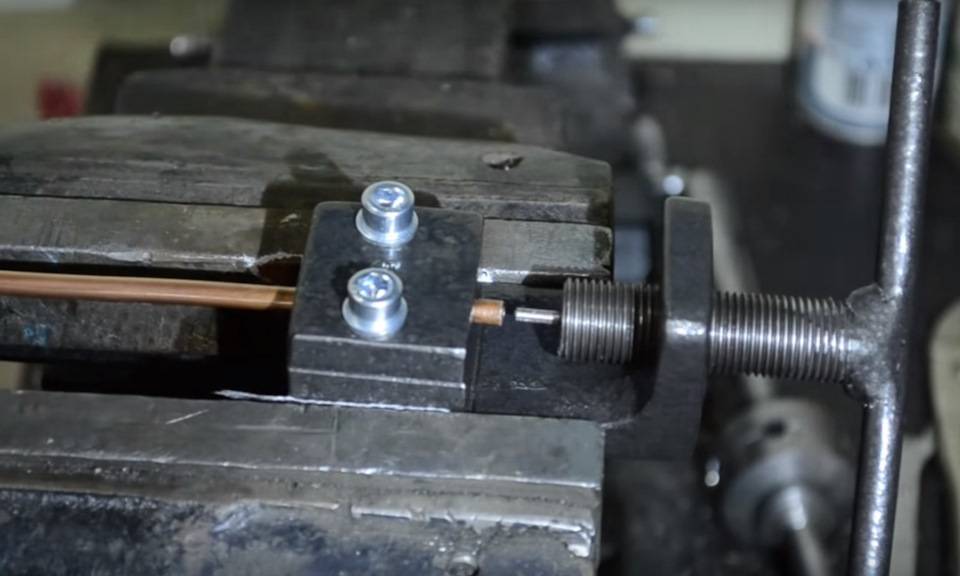
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Когда требуется развальцовка тормозных трубок
Тормозная жидкость, обеспечивающая соблюдение ряда вышеописанных требований, обладает высокой гигроскопичностью, то есть способностью впитывать влагу. Это – расплата за уникальный комплекс характеристик, поэтому так важна полная герметичность магистрали. Попадание в систему воздуха чревато тем, что под воздействием высокой температуры он существенно увеличивает сжимаемость жидкости. А это означает, что нажатие на педаль тормоза приведёт к собственно торможению с некоторой задержкой, что недопустимо из соображений безопасности движения. И чем больше воздуха будет в системе, тем ощутимее будет задержка.

Проявляется разгерметизация вполне определённой симптоматикой – существенным увеличением тормозного пути, провалами педали и появлением посторонних звуков при торможении.
Утечка жидкости обычно сопровождается перегревом тормозных барабанов, поскольку температура кипения жидкости, разбавленной воздухом, заметно падает. Как следствие, тормозные колодки начинают изнашиваться более интенсивно и, что особенно неприятно, неравномерно.
Ещё один явный признак нарушения целостности тормозной магистрали – уход автомобиля при торможении от первоначальной траектории движения.
Отметим, что поломка тормозных трубок (вернее, необходимость их замены) может быть вызвана и другими причинами:
- деформация и трещины шестигранной головки;
- засорение резьбовых соединений;
- закоксовка тормозной жидкости в местах сопряжений.
От подобных неприятностей не застрахован ни один автомобиль, поэтому так важно периодически (минимум раз в год) проводить тестирование тормозной системы в целом. Диагностика составных частей тормозной магистрали должна осуществляться каждые 50 тысяч километров, регламентная замена резиновых шлангов и трубок производится каждые 125 тысяч километров, причём независимо от их состояния
А поскольку замена этих элементов требует специальной обработки, рассмотрим, как развальцевать тормозную трубку своими руками и какие инструменты для этого потребуются.
Ремонт тормозных трубок, самостоятельная развальцовка, инструменты и приспособления
Каждый автолюбитель должен немного разбираться в конструкции своей машины, чтобы уметь в случае ремонта устранить неисправность своими руками, если есть такая возможность. Особенно это касается тормозной системы. Часто, при её поломках требуется развальцовка тормозных трубок, по которым жидкость передаётся, при нажатии на педаль, от цилиндра к колодкам.




Признаки замены
Определить неисправность трубок самостоятельно можно при следующих признаках:
- Вытекание тормозной жидкости из системы;
- Перегрев тормозных барабанов;
- Скрип при нажатии на педаль;
- Увеличение хода тормозной педали;
- Тормозной путь становится длиннее;
- Износ колодок происходит неравномерно.
Причины замены
- Возникновения коррозии;
- Образований трещин;
- Закисленность резьбы;
- Воздействия внешней среды;
- Плохое крепление.
Станок для развальцовки
Конечно, при неисправности трубок, можно отогнать машину на СТО и доверить ремонт специалистам. Но зачем тратить деньги на то, что можно сделать самому? Для этого необходимо приобрести инструмент для развальцовывания в специализированных магазинах или заказать по интернету. Он бывает для дюймовой или метрической резьбы. В набор входит труборез, приспособление, клещи, зажим, штампы под разные диаметры трубок для развальцовки грибком.
При покупке инструмента следует обращать внимание на производителя и стоимость. Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации. Этот способ ремонта является менее затратным чем в автомастерской, и сравнительно лёгким
Этот способ ремонта является менее затратным чем в автомастерской, и сравнительно лёгким.
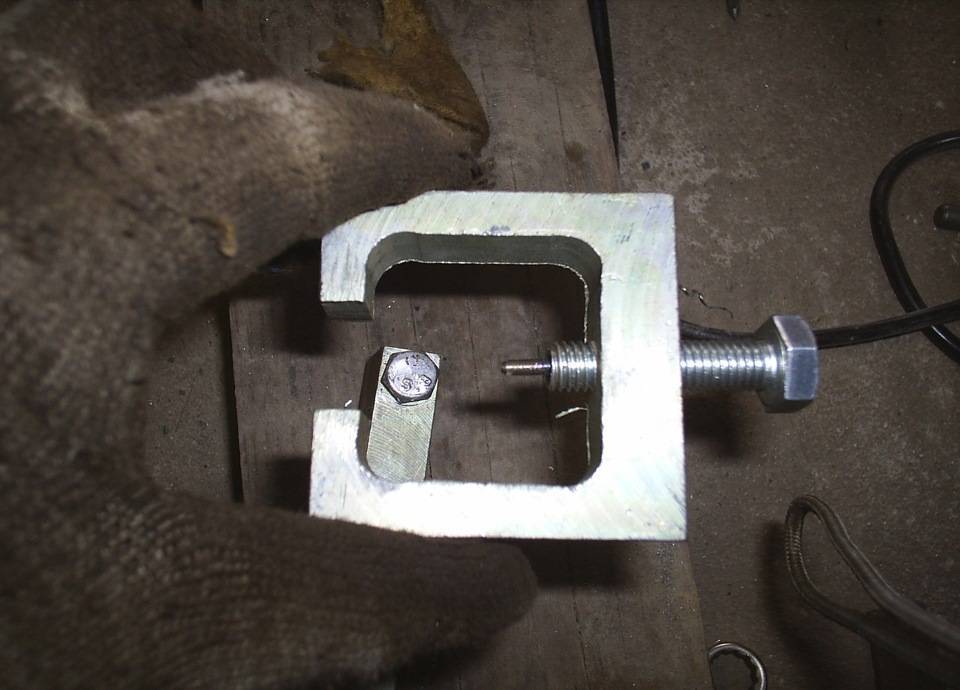
Самодельное приспособление для ремонта тормозных трубок
Ещё более дешёвым методом является изготовление самодельного устройства. При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
Собрав станину нужно сделать отверстия под трубку, и снять фаски на сверлильном станке или дрелью. Самым сложным является изготовление пуансонов (оправок). Можно заказать их знакомому токарю.
Процесс развальцовки тормозных трубок своими руками
Сначала необходимо определить степень поломки трубки и возможность ремонта. Для этого откручиваем её от суппорта или тормозного цилиндра. Если можно удалить повреждённый участок, сохранив при этом нужную длину, обрезаем этот кусок труборезом. После этого обрабатываем бензином оставшуюся часть, зажимаем клещами и снимаем внутреннюю фаску дрелью. При невозможности провести ремонт, покупаем трубку в магазине.
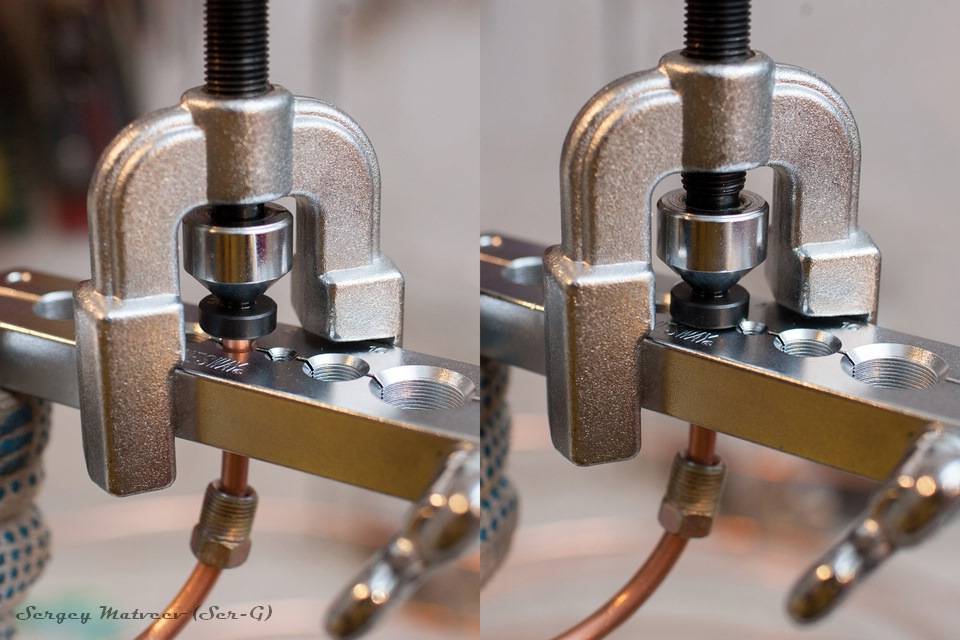
Инструкция по ремонту трубки своими руками:
- Устанавливаем трубку в приспособлении (основании). Необходимо, чтобы конец выступал на 5 мм за край;
- Меняем конус на штамп, необходимый под диаметр трубки;
- Закручиваем штамп;
- Вкручиваем штамп и расплющиваем слегка торец медной трубки;
- Одеваем штуцеры. Обязательно не забыть, а то придётся все переделывать;
- Снимаем штамп и меняем на инструмент в форме конуса;
- Аккуратно не торопясь, закручиваем;
- Вытаскиваем трубку и если необходимо зачищаем.
На выходе имеем новую тормозную трубку под конус. Развальцевать трубку можно и другим способом, называемым «грибок». Обычно на автомобилях европейского производства применяют развальцовку «грибком», а на японских моделях и других азиатских используется «конус». Чтобы развальцевать под «грибок» нужно просто не снимать необходимый штамп.





