

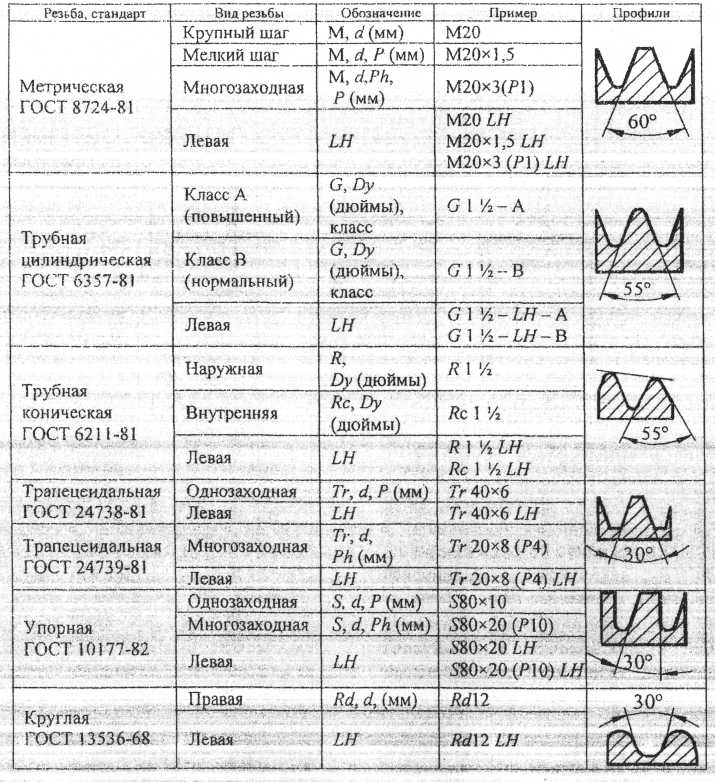
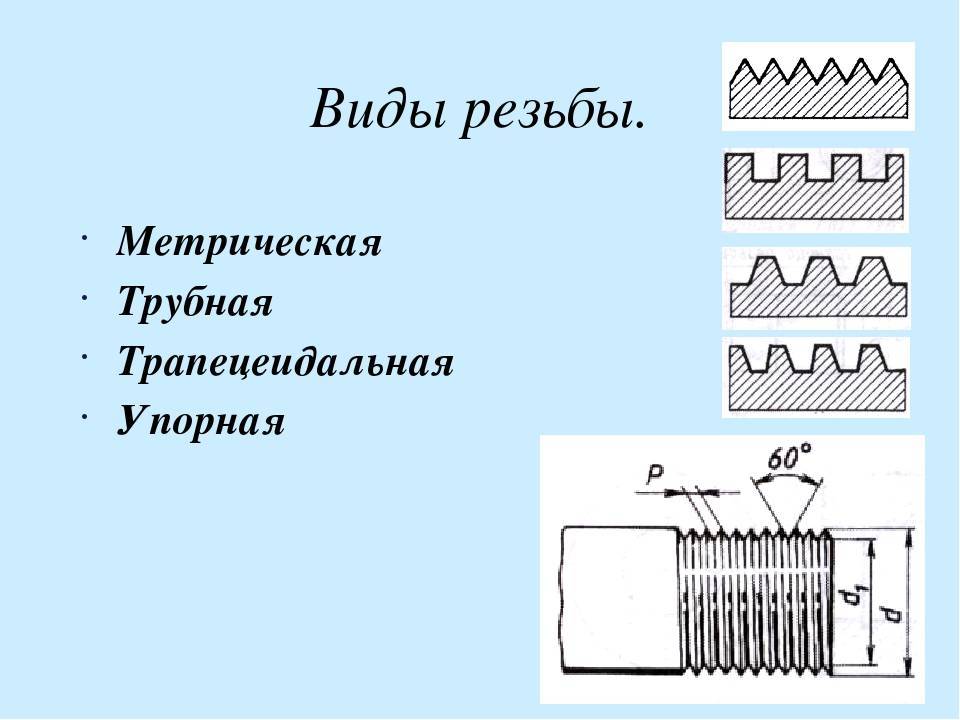
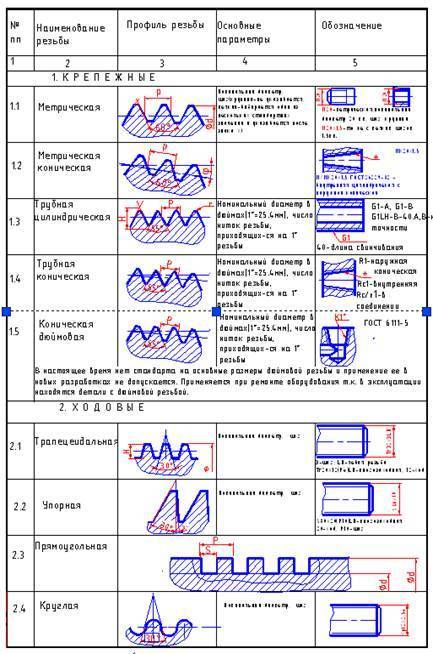
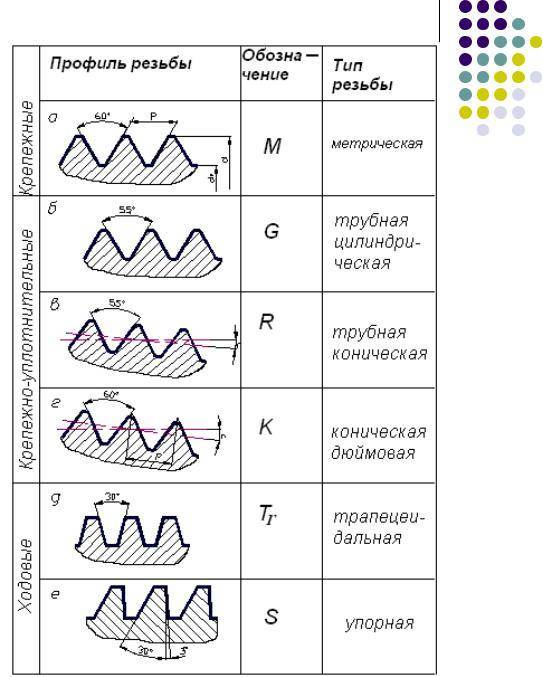
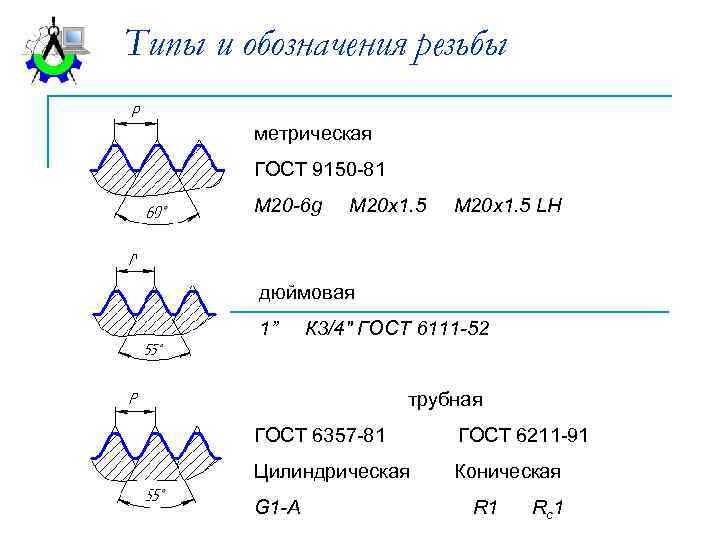
Метрическая и дюймовая
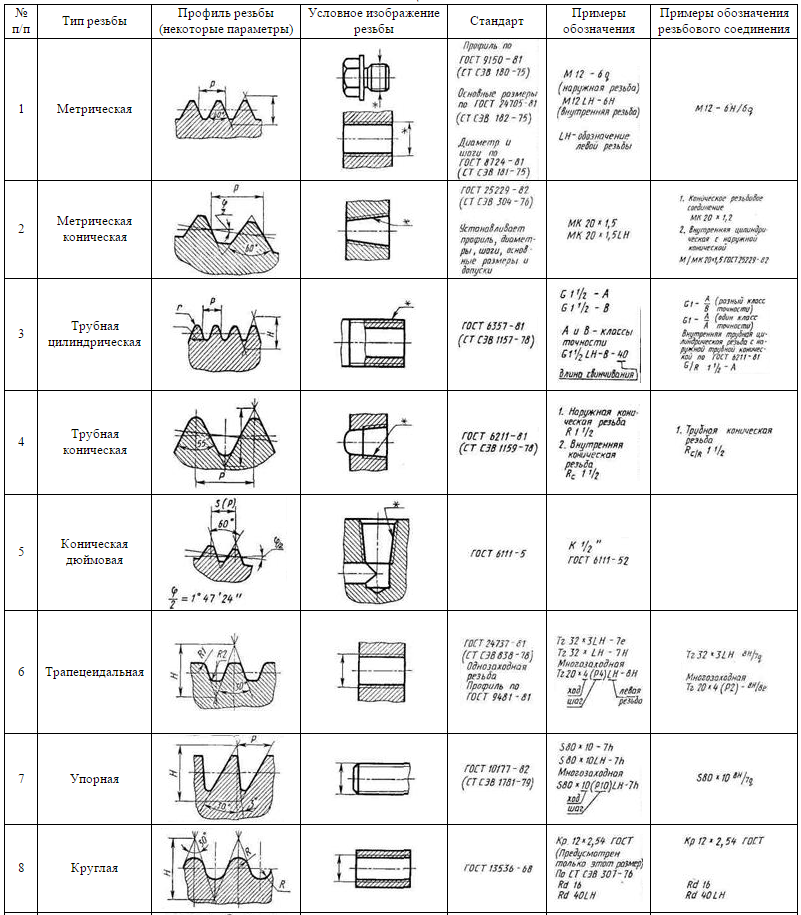
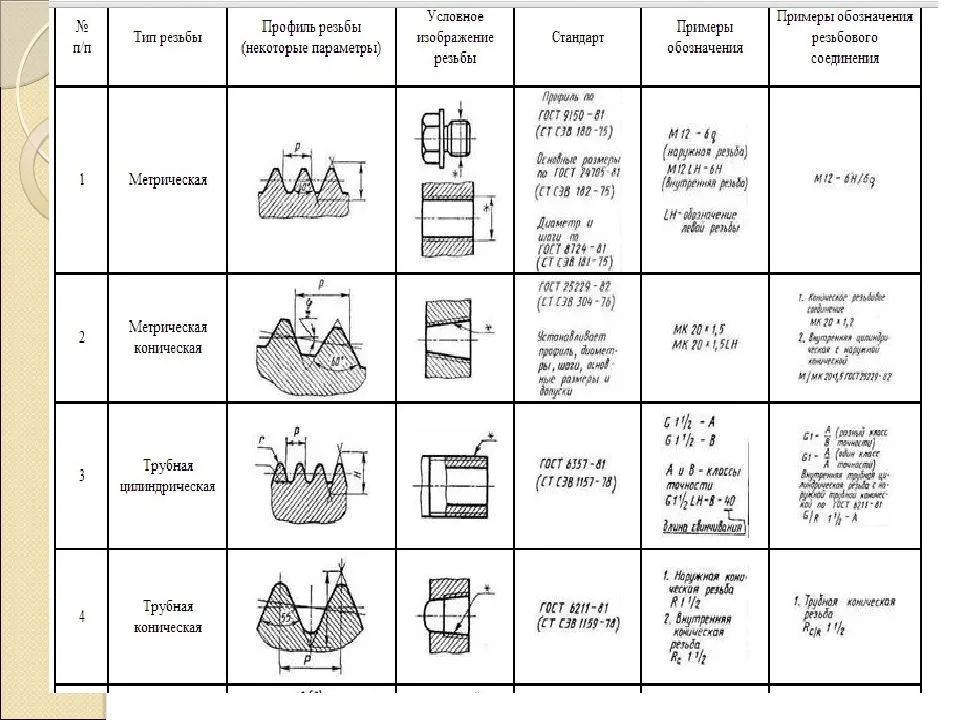
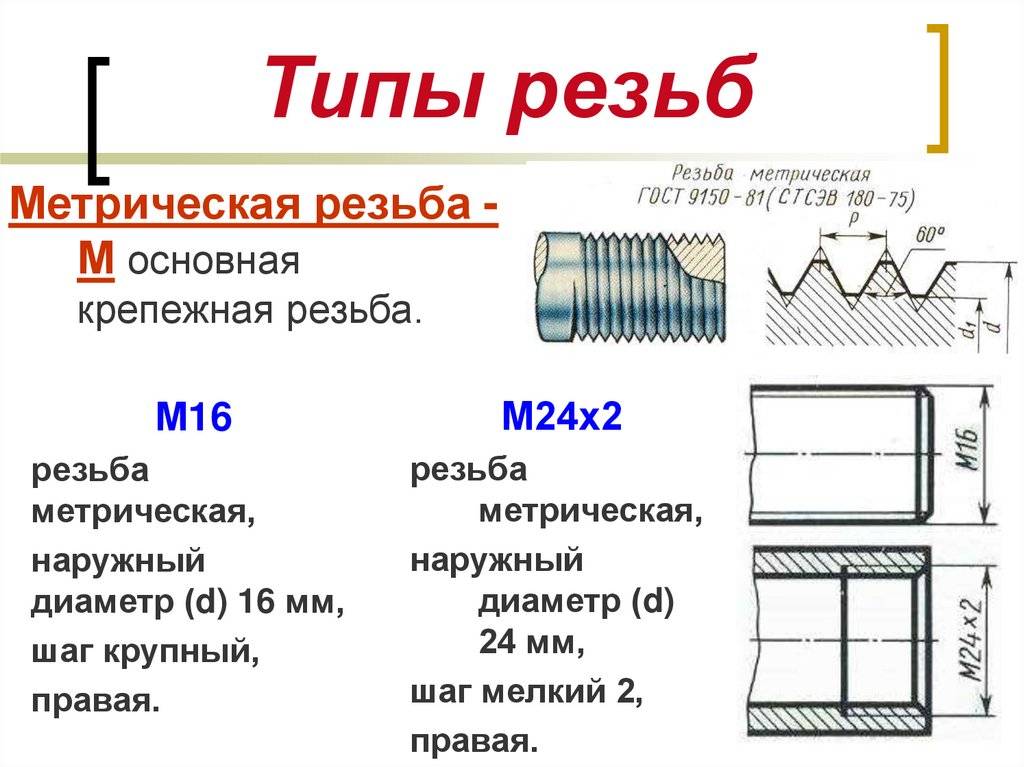
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
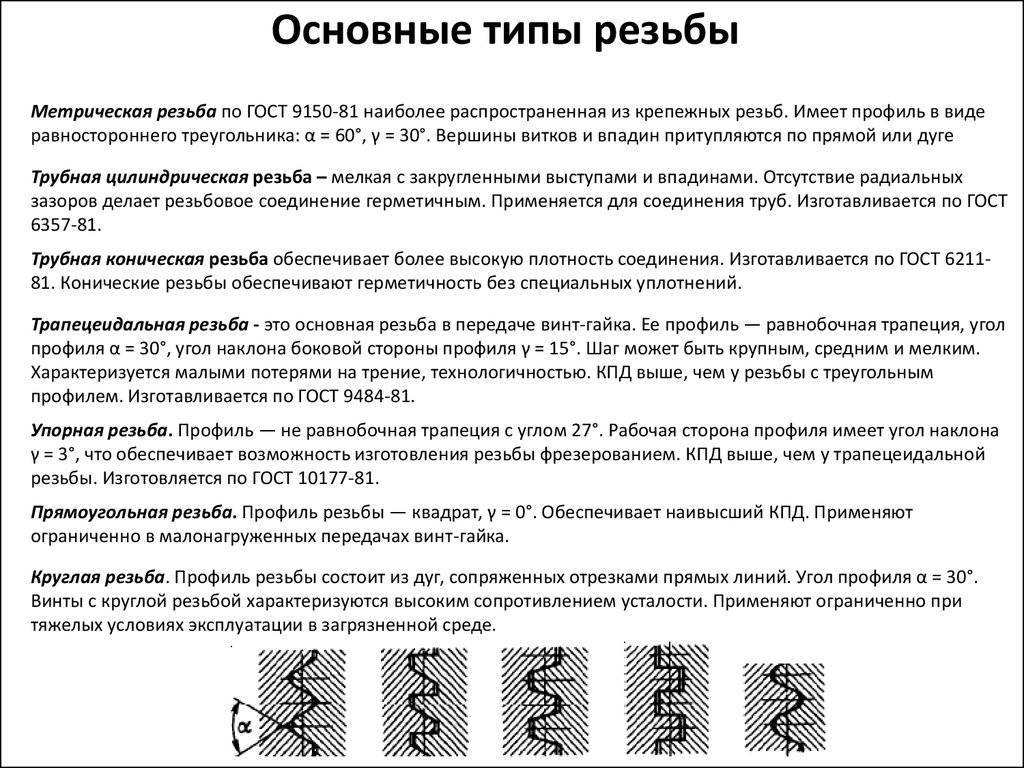
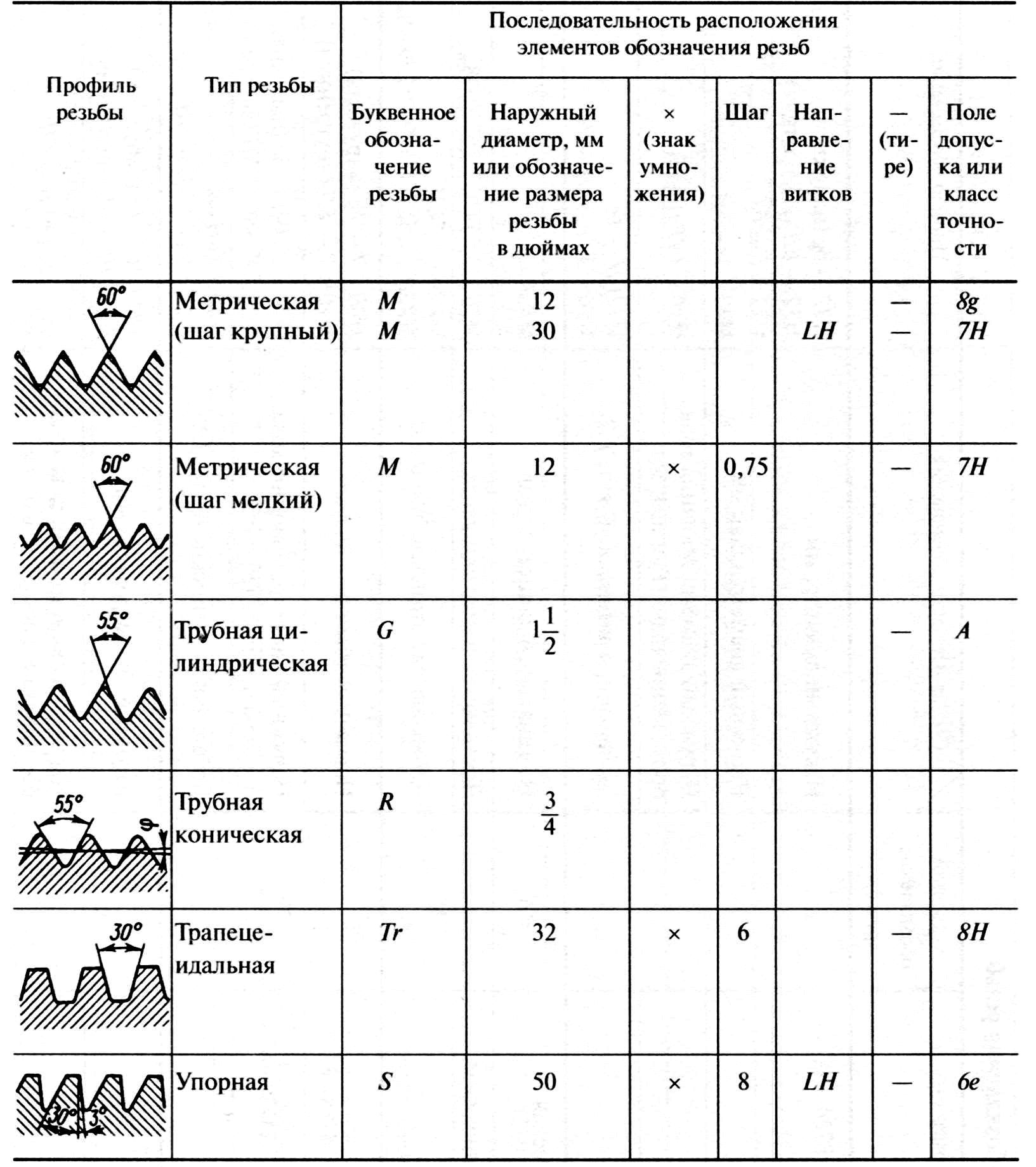
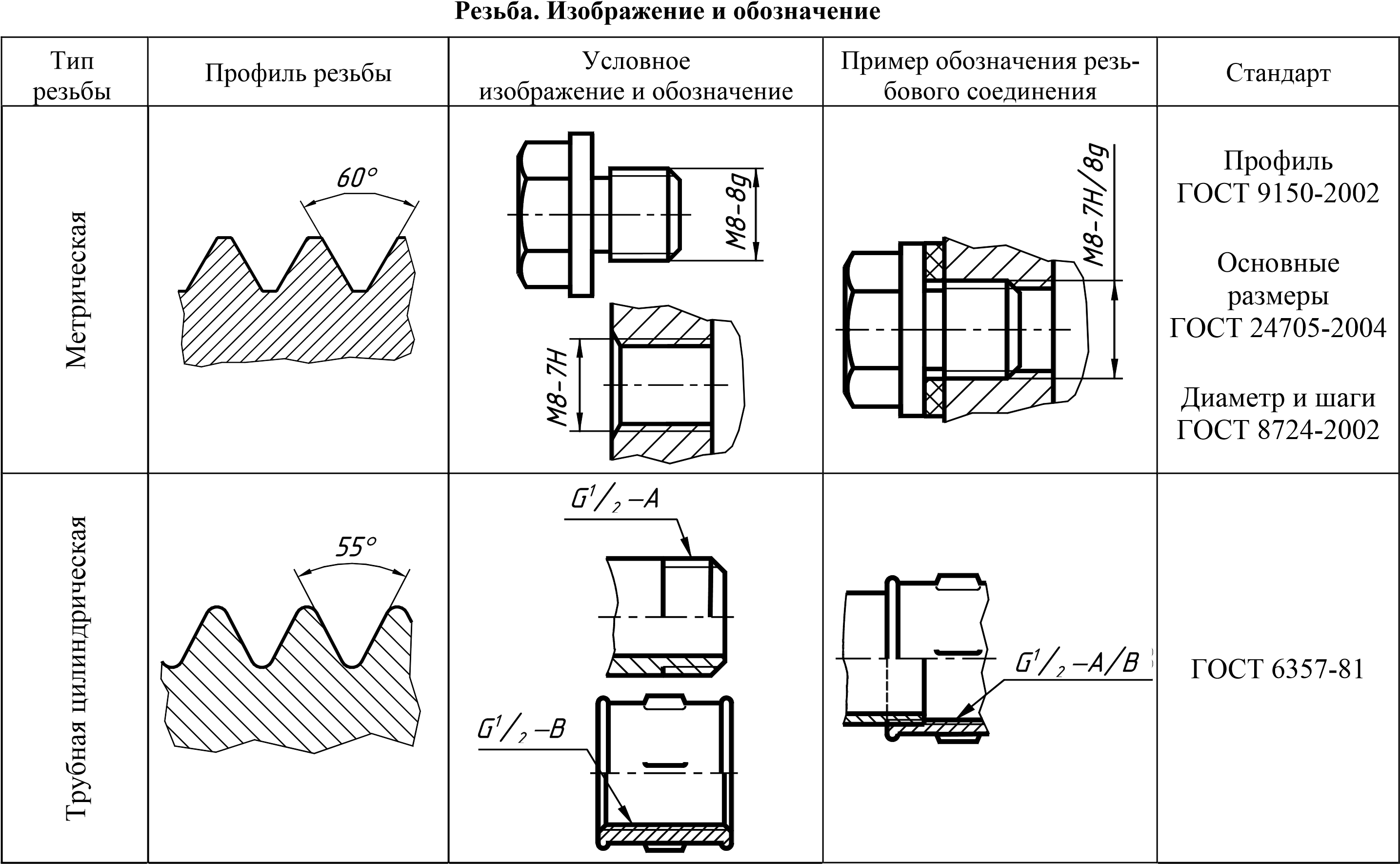
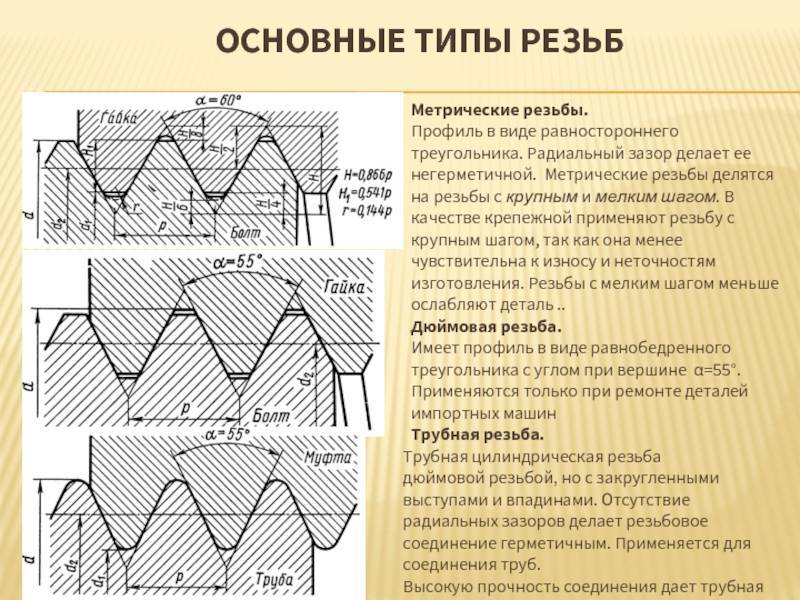
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
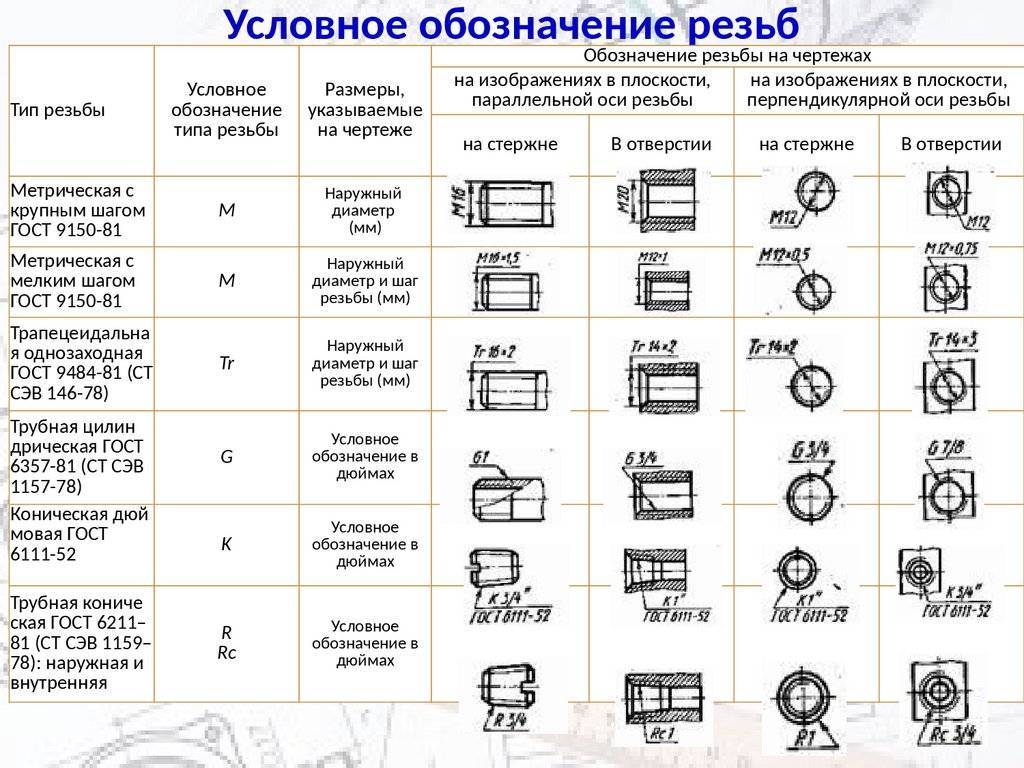
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
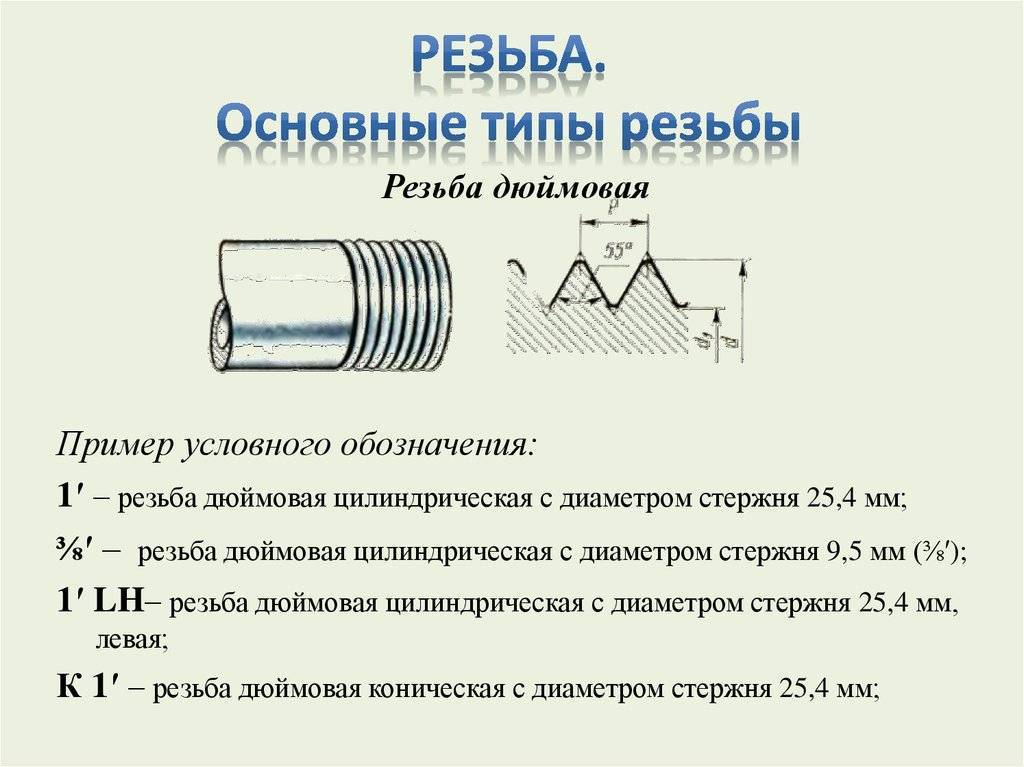
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Виды и типы соединения фитингов
Английское слово «fit» означает собирать. Именно благодаря ему фитинг получил свое название. С помощью таких соединительных элементов стыкуются трубы в одной и разных плоскостях.
Они позволяют создавать разветвленные системы, обходить препятствия. При использовании фитингов стыкуются трубы одного или разного диаметра.
Производители выпускают соединительные элементы с резьбой и под пайку. Первый тип позволяет состыковать коммуникации из полипропилена со стальными трубами и арматурой в виде кранов и задвижек.
Вторая разновидность предназначена для соединения элементов из полимеров между собой методом пайки. Прежде всего, при использовании специального сварочного оборудования. Оно нагревает детали, поэтому их структура размягчается. Только после этого фитинг можно надеть на трубу.
Муфты и переходники
Самым простым фитингом полипропиленовых труб является муфта. Она изготавливается в виде бочонка, у которого внутренний диаметр соответствует размеру сечения трубы по внешней кромке.
Муфта пп
Муфты отличаются утолщенными стенками. Они используются для соединения труб одинакового диаметра, вставляемых в так называемый бочонок с двух сторон, если он полностью изготовлен из полипропилена. Когда на муфте имеется резьба, пайка выполняется только с одного края.
Муфта комбинированная пп
Переходник — элемент позволяющий соединить трубы разного диаметра. Используется при разветвленных систем с несколькими потребителями.
Переходник пп
С помощью переходников удается заузить диаметр коммуникации и создать в контуре избыточное давление.
Уголок, тройник и крестовина
В большинстве случаев инженерные коммуникации имеют разветвленную конструкцию. Для поворота системы на 90° и 45° используются уголки. Они формируют систему необходимой конфигурации. Ведь полипропилен — жесткий и упругий материал, гнущийся только после нагрева.
Однако такой способ не используется при прокладке коммуникаций. В результате, при изгибе изменяется размер сечения и толщина стенок труб. Это уменьшает прочностные характеристики системы. Следовательно, приводит нередко к появлению течи при увеличении давления и температуры перемещаемой среды.
Уголок пп
Уголки также выпускаются с внутренней 3/4 резьбой на одном конце. Они применяются во время монтажа смесителей.


Тройник пп
Для разветвления инженерной коммуникации используются тройники и крестовины. Они позволяют свести вместе два или три отвода. Размеры фитингов для полиэтиленовых труб подбирают в зависимости от схемы.
Крестовина пп
Тройники и крестовины позволяют создавать отводы под прямым или острым углом. Этот вид фитингов выпускается также с резьбой на одном из концов. В этом случае они применяются при монтаже запорной арматуры.
Обвод и компенсаторы
Для обхода преград на пути прокладки систем применяются обводы. С их помощью создается более круглый изгиб, чем при использовании уголков. Обводы позволяют плавно изменить направление трубопроводов. Поэтому удается проложить коммуникации, отличающиеся более привлекательным и аккуратным внешним видом.
Обвод пп
Компенсаторы — детали инженерных систем, способные «поглотить» перепады давления и температуры в трубопроводах горячего водоснабжения и отопления. Они увеличивают надежность, и сохраняют целостность сетей. Выпускается несколько готовых решений. Полипропиленовые компенсаторы изготавливаются в форме петли.
Фитинг американка
Монтажный процесс ПП систем позволяет облегчить американка. Это элемент из металла и пластика с резиновой вставкой. Детали используются для разъемных герметичных соединений.
Американка пп
Такие фитинги с внутренней или наружной резьбой с одной стороны применяются при установке запорных кранов, гидроаккумуляторов, циркуляционных насосов, радиаторов отопления и так далее.
Краны, вентили и заглушки
Во время эксплуатации инженерных коммуникаций нередко приходится перекрывать воду. Это достигается с помощью установки кранов и вентилей. Они могут быть изготовлены из полипропилена или латуни.
Вентиль пп
В первом случае детали впаиваются в системы. Во втором — дополнительно применяются переходники. Следовательно, позволяющие выполнить резьбовое соединение деталей сетей из разных материалов.
Кран пп
Заглушки применяются в местах, где заканчиваются трубопроводы из полипропилена.
Заглушка пп
Такие детали могут впаиваться для постоянного перекрытия отвода или временно устанавливаться посредством резьбового соединения.
Геометрические параметры
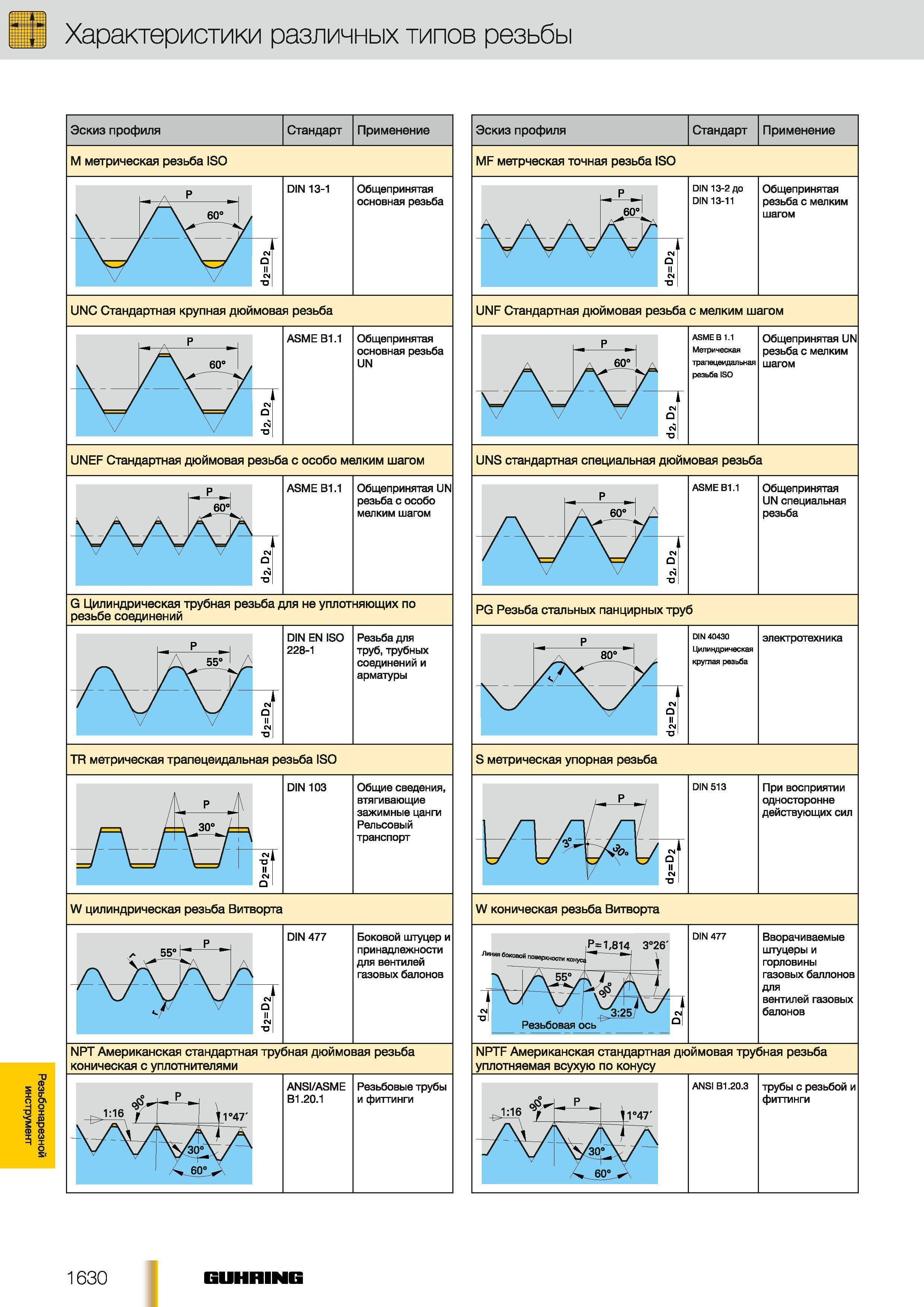
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
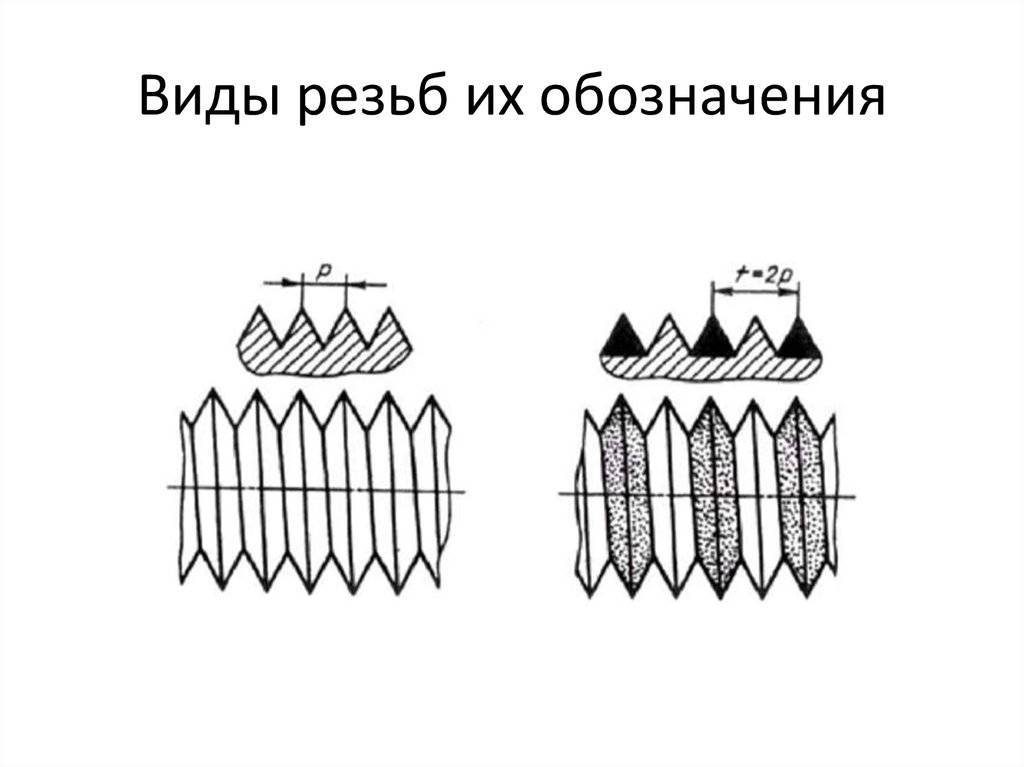
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
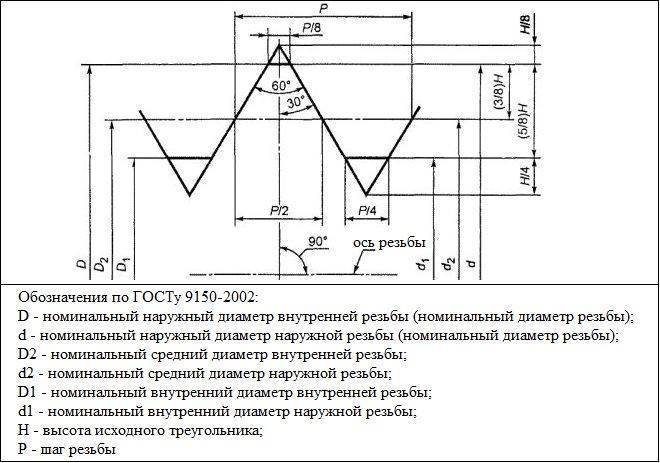
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).

ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
1 Характеристики дюймовой и метрической трубной резьбы по ГОСТ
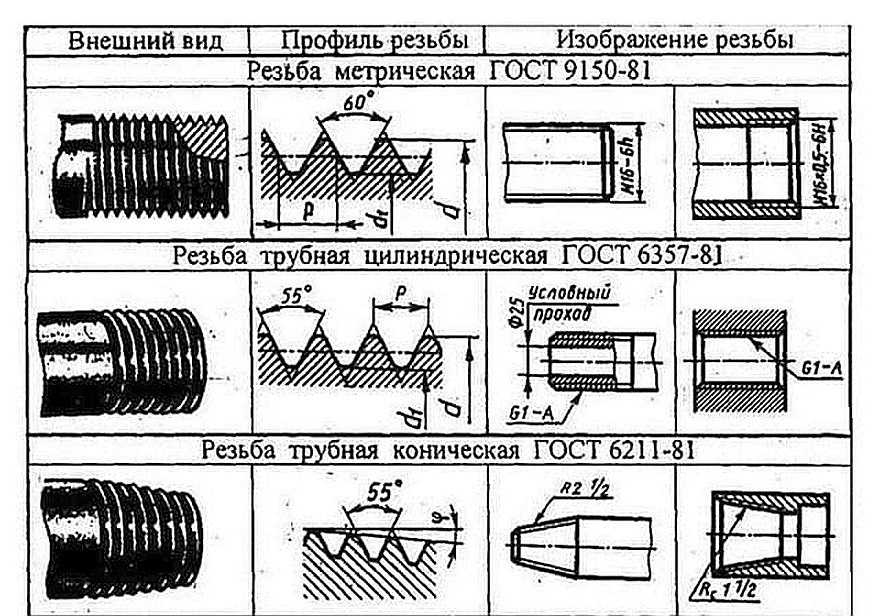
Согласно прописанным в документе ГОСТ 6357-81 нормам, цилиндрическая или дюймовая трубная резьба характеризуется такими основными параметрами, как диаметр и шаг. При этом диаметр высчитывается двумя способами:
- Внешний диаметр – это расстояние между верхней и нижней противоположными точками, которые лежат на гребнях резьбы.
- Внутренний диаметр – расстояние между верхней и нижней противоположными точками, которые лежат на впадинах или резьбовых канавках.
Высота профиля дюймовых труб с цилиндрической резьбой рассчитывается, исходя из разницы между внешним и внутренним диаметром соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТ( шаг резьбы) рассчитывается, как расстояние между соседними канавками или впадинами. Таким образом, шаг имеет всегда постоянное значение, вне зависимости от типа резьбового соединения, чтобы была возможность подобрать необходимый болт или гайку для крепления.
Иногда дюймовую резьбу называют метрической. Такое сравнение неверно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба так же, как и дюймовая, характеризуется аналогичными основными параметрами, эти виды резьбового соединения отличаются по форме профиля. У дюймовых труб более подчеркнутый и острый резьбовой гребень с большим углом, нежели в метрических. Кроме того, диаметр и шаг резьбы метрического типа исчисляется в миллиметрах, тогда как дюймовый исчисляется в трубных дюймах.
Размеры дюймовых резьб отображаются в специальных таблицах значений, где также указывается такой параметр, как число витков (ниток). Это дополнительная характеристика, по которой также можно высчитать шаг резьбы. Исходя из нестандартной системы исчисления по ГОСТ, сортамент трубной резьбы по таблице может быть обозначен в дробном варианте, например, 3/4 дюйма.
Таблица размеров метрической резьбы
Таблица метрической резьбы ISO:
| Метрический профиль ISO | Наружная резьба | |||||
| Нити | Основной диаметр | Диаметр шага | Малый диаметр | |||
| Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
| М 2 х 0,4 | 1.981 | 1.886 | 1.721 | 1.654 | 1.548 | 1.408 |
| М 2,2 х 0,45 | 2.18 | 2.08 | 1.888 | 1.817 | 1.693 | 1.54 |
| М 3 х 0,5 | 2.98 | 2.874 | 2.655 | 2.58 | 2.439 | 2.272 |
| М 8 х 1,25 | 7.972 | 7.76 | 7.16 | 7.042 | 6.619 | 6.272 |
| М 12 х 1,75 | 11.97 | 11.7 | 10.83 | 10.68 | 10.072 | 9.601 |
| М 16 х 2 | 15.96 | 15.68 | 14.66 | 14.5 | 13.797 | 13.271 |
| М 20 х 2,5 | 19.96 | 19.62 | 18.33 | 18.16 | 17.252 | 16.624 |
| М 24 х 3 | 23.95 | 23.58 | 22 | 21.8 | 20.704 | 19.955 |
| М 30 х 3,5 | 29.95 | 29.52 | 27.67 | 27.46 | 26.158 | 25.306 |
| М 36 х 4 | 35.94 | 35.47 | 33.34 | 33.12 | 31.61 | 30.654 |
| М 48 х 5 | 47.93 | 47.4 | 44.68 | 44.43 | 42.516 | 41.351 |
| М 60 х 5,5 | 59.93 | 59.37 | 56.35 | 56.09 | 53.971 | 52.7 |
| М 80 х 6 | 79.92 | 79.32 | 76.02 | 75.74 | 73.425 | 72.047 |
| М 100 х 6 | 99.92 | 99.32 | 96.02 | 95.72 | 93.425 | 92.027 |
Таблица 2 метрической резьбы ISO:
| Метрический профиль ISO | Внутренняя резьба | |||||
| Нити | Малый диаметр | Диаметр шага | Основной диаметр | |||
| Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
| М 2 х 0,4 | 1.679 | 1.567 | 1.83 | 1.74 | 2.148 | 2 |
| М 2,2 х 0,45 | 1.838 | 1.713 | 2.003 | 1.908 | 2.36 | 2.2 |
| М 3 х 0,5 | 2.599 | 2.459 | 2.775 | 2.308 | 3.172 | 3 |
| М 8 х 1,25 | 6.912 | 6.647 | 7.348 | 7.188 | 8.34 | 8 |
| М 12 х 1,75 | 10.441 | 10.106 | 11.063 | 10.863 | 12.453 | 12 |
| М 20 х 2,5 | 17.744 | 17.294 | 18.6 | 18.376 | 20.585 | 20 |
| М 30 х 3,5 | 26.771 | 26.211 | 28.007 | 27.727 | 30.785 | 30 |
| М 60 х 5,5 | 54.796 | 54.046 | 56.783 | 56.428 | 61.149 | 60 |
| М 80 х 6 | 74.305 | 73.505 | 76.478 | 76.103 | 81.241 | 80 |
| М 100 х 6 | 94.305 | 93.505 | 96.503 | 96.103 | 101.27 | 100 |
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
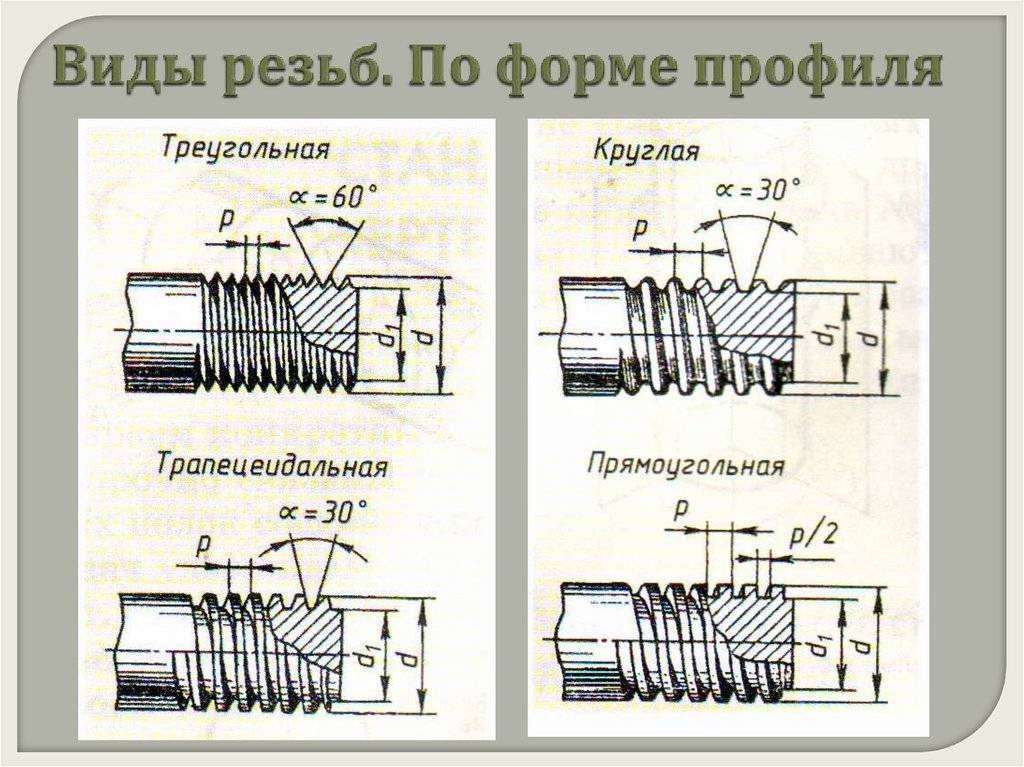
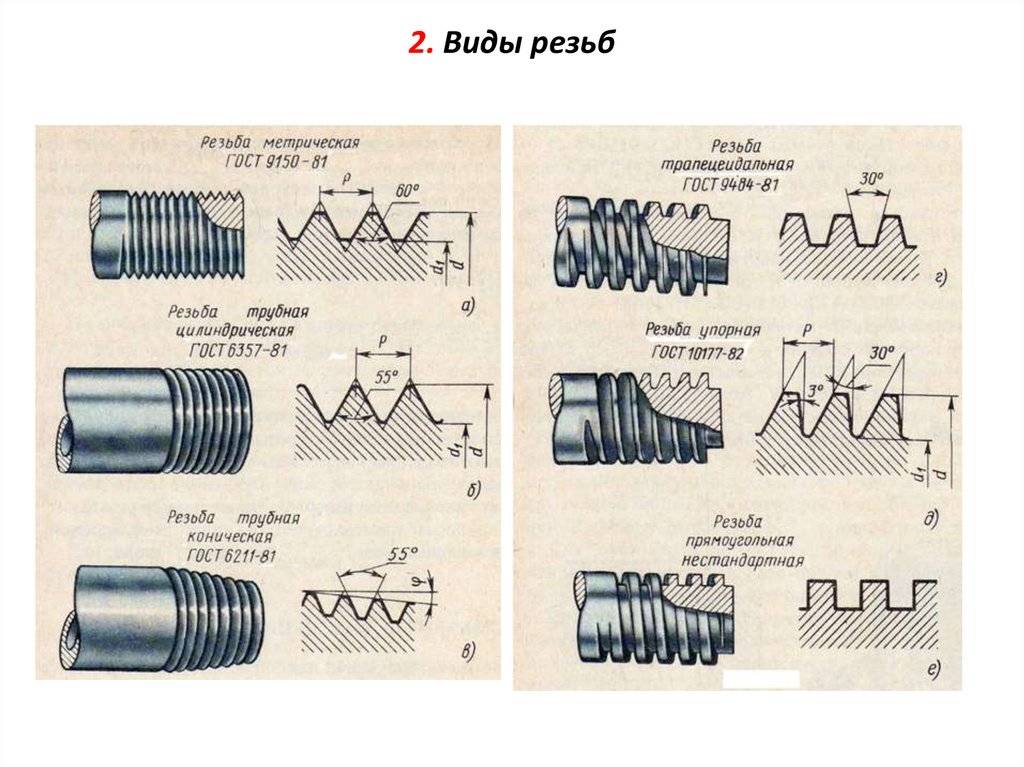
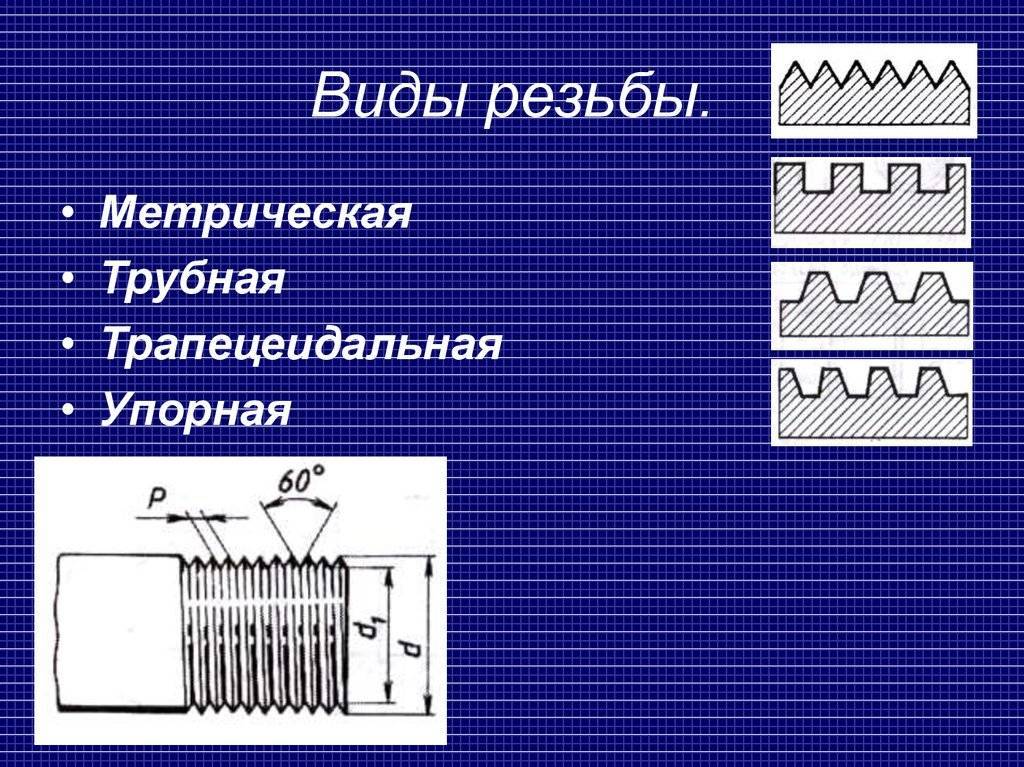
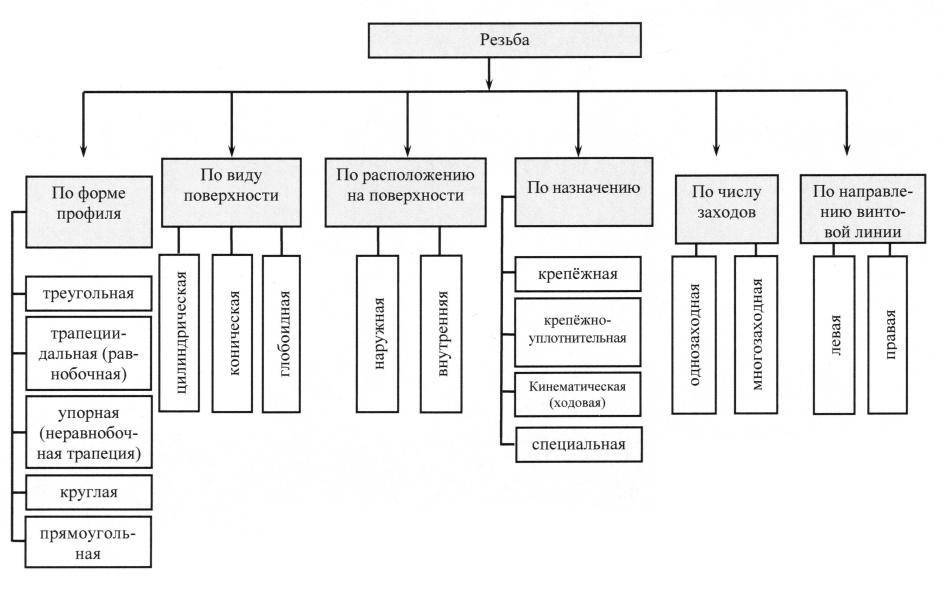
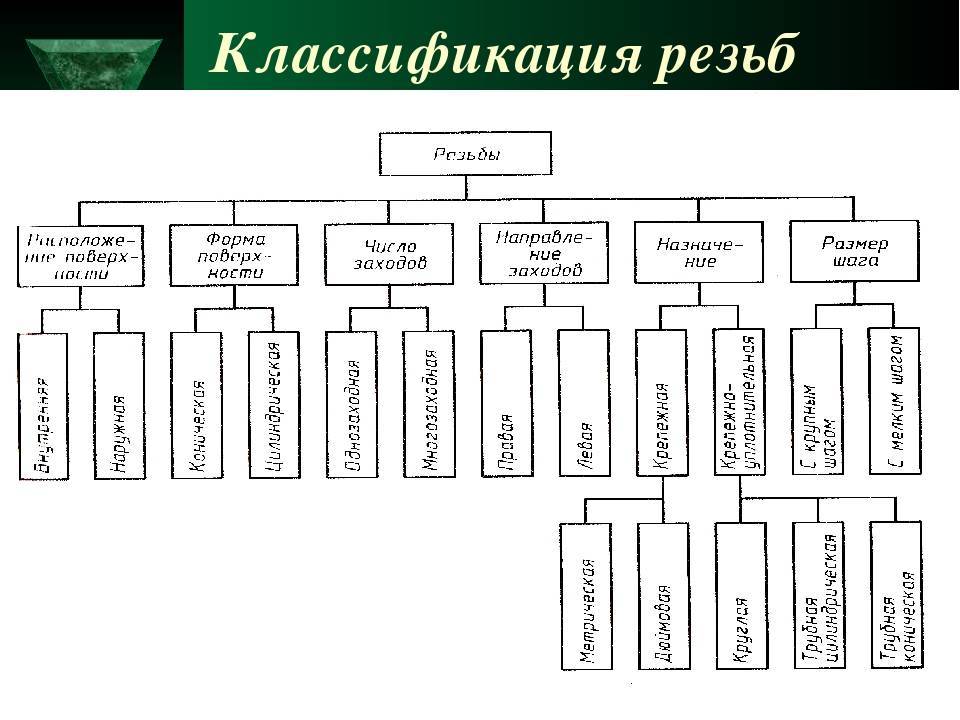
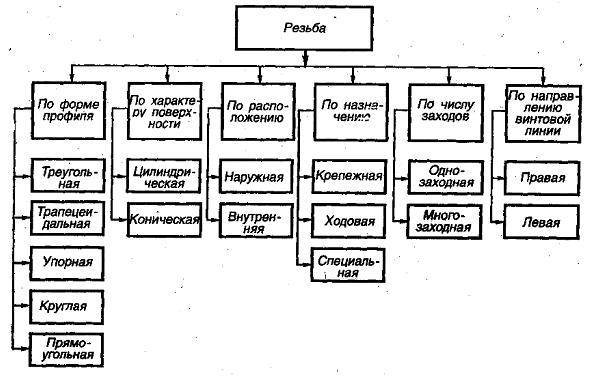
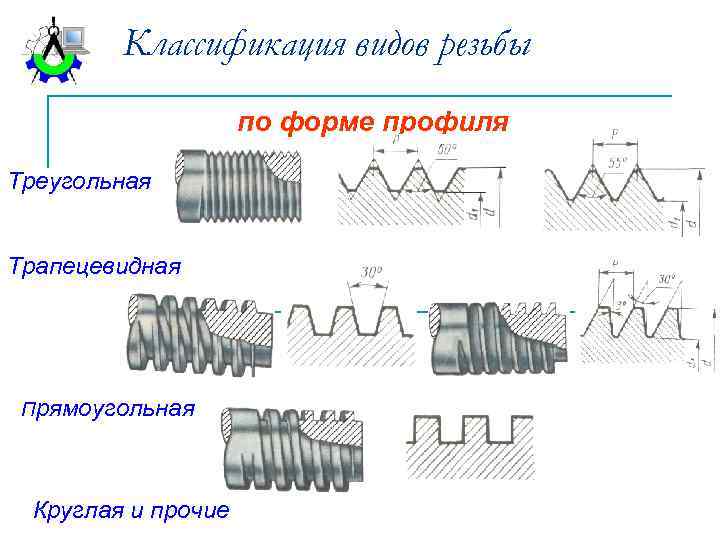
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая — резьба, сформированная на цилиндрической поверхности;
- коническая — на поверхности конической формы;
- правая — резьба, винтовая линия которой направлена по часовой стрелке;
- левая — с винтовой линией против часовой стрелки.
Резьбовое соединение — стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов — винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике — муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d — номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 — внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p — шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится — основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.
Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.


Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.
Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.
По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».





