

Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Как развивалась подводная сварка?
Активизировались работы по поиску эффективного способа сварки под водой лишь в 30-е годы XX века. Профессор Хренов создал электроды, способные эффективно резать и варить металл не только в пресной, но и в морской воде. Испытания проводились в Черном море и прошли успешно, что позволило внедрить метод и активно применять его на практике.
Новый импульс развитие подводной сварки получило в военные годы. В Москве была создана целая лаборатория, сотрудники которой занимались разработками принципов холодной сварки под водой. Результаты экспериментов активно применялись на практике и давали реальный результат.
Для середины XX века было характерно использование «сухого» метода сварки. Под воду опускалась обитаемая камера, она плотно под давлением прилегала к месту резки или сварки, в итоге рабочая зона оставалось сухой. Подготовительный этап сварки под водой занимал много времени и заставлял нерационально тратить трудовые ресурсы, этот факт побуждал искать другие решения.
Процесс гидроабразивной резки
Собственно процесс гидроабразивной резки состоит из четырех фаз.
- Фаза № 1. Образования изогнутой фронтальной поверхности резания. Сфокусированный гидроабразивный струя прорезает в заготовке узкую щель – струя постепенно вводится в заготовку и с постоянной скоростью резания движется по ней.
- Фаза № 2. Начало образования ступеньки (обрыва). Угол между струей и поверхностью резания постепенно увеличивается.
- Фаза № 3. Завершение образования ступеньки (обрыва), смещение ее вниз. Снятие слоя материала происходит лишь на небольшом отрезке фронтальной поверхности резания.
- Фаза № 4. Восстановление исходного состояния. Ступенька довольно быстро «вдавливается» в заготовку. По мере смещения ступеньки вниз снова образуется ровная поверхность резания – начальное состояние резки восстанавливается.
Описанный выше процесс имеет циклический характер.
В процессе резки гидроабразивной струей вода выполняет лишь функцию носителя. Резки обусловлено съемом (скалыванием) определенного количества слоев материала, которое вызвано ударами твердых частиц абразива. Наличие абразива в струе увеличивает его технологические возможности, позволяет резать металл.
Наиболее распространенными абразивами являются кварцевый песок, гранатовый абразив, оливин, карбид кремния и электрокорунд. Широкое применение указанных выше абразивных материалов объясняется их относительной дешевизной, твердостью и высокими режущими свойствами. Например, гранатовый абразив является твердым и тяжелым; благодаря этому он является фактически устойчивым в течение всего цикла использования. Это дает возможность получать высокое качество среза с определенной глубиной шероховатости, в зависимости от размера зерна и скорости резки. На основе высокой вязкости такой абразив неоднократно может быть использован повторно. Отечественные предприятия в основном используют кварцевый песок.
Как и при любом виде обработки материалов, наиболее благоприятные условия для освоения процесса гидроабразивной резки могут быть достигнуты за счет выбора его оптимальных технологических параметров: давления рабочей жидкости, формы и диаметра отверстия водяного и абразивного сопел, количества абразива, подаваемого расстоянии от сопла к разрезающей поверхности, скорости подачи, качества поверхности резки. Анализ этих параметров требует детального изучения и имеет существенное значение при исследовании данной технологии.
Виды гидроабразивных станков и особенности их применения
Принцип действия гидроабразивного оборудования для резки металла и других материалов заключается в эрозийном воздействии состава на обрабатываемую заготовку путем выработки аппаратом высокоскоростной абразивной струи.
Механическая сила струи позволяет отрывать и уносить скоростным потоком твердофазных микрочастиц частицы материала.
Эффективность и стабильность воздействия струи обеспечивают конкретно подобранные параметры резки, такие как расход жидкости, давление и величина абразивной крошки.
Существующие виды станков для водно-абразивной резки отличает конструкция, рабочая мощность, назначение и цена.
Вмешательство оператора в работу станка гидроабразивной резки с системой ЧПУ минимально, все, что ему необходимо сделать, это своими руками загрузить в компьютерную программу нужный чертеж и указать тип материала, его толщину и скорость резки.
Второй вид станков, который заслуживает отдельного внимания, – портативный.
Обычно их применяют для резки в опасных местах – в нефтяной и противопожарной сфере.
Портативный станок незаменим для водно-абразивной резки металла при строительстве подземных тоннелей и колодцев, а также для резки опасных трубопроводов.
Видео:
Рассматриваемое переносное устройство отличает скорость резки и высокая точность проводимых работ, за счет чего может применяться не только для резки металла, но и камня.
Кроме того, на сегодняшний день различают два метода водоструйной резки материалов: гидрорезка и гидроабразивная резка.
При этом две указанных технологии между собой имеют минимальные отличия.
В первом случае резка материала выполняется без использования абразивного состава – механическое воздействие на заготовку оказывает водная сверхзвуковая струя.
При этом гидроабразивная резка имеет в тысячи раз большее механическое воздействие, чем высокоскоростная струя без абразивной крошки.
Поэтому каждый метод водоструйной резки имеет свое назначение.
Например, гидрорезке найдено применение в обработке мягких материалов, включая цветные металлы, а резку с абразивом используют для обработки твердого металла, керамических и композитных материалов.
Видео:
В промышленной сфере чаще всего практикуется использование станков гидроабразивной резки, оснащенных системой ЧПУ. Их применение позволяет обрабатывать нержавеющую сталь с толщиной листа до 200 мм.






![Гидроабразивная резка металла своими руками [технология]](https://labequip.ru/wp-content/uploads/2/2/8/22840b7f4dbd4e38507d041dd22d0378.jpeg)

Для таких станков не играет большой роли твердость материала, который может быть как сверхпрочным, так и с повышенным показателем мягкости, это может быть цветной или черный металл.
С помощью интенсивной 1мм водной струи можно добиться четко очерченных контуров углов с высоким допуском.
С их помощью стеклянная отрасль производит пуленепробиваемые изделия с микронной прочностью, тонкий хрусталь.
Гидроабразивное оборудование позволяет осуществлять резку всех без исключения материалов, от пружинных каленых сталей до капризных цветных металлов и их сплавов, а также графита, бумаги, ткани и резины.
Добиться качественного плотного раскроя материалов позволяет тонкая струя, а увеличить производительность удается, благодаря автоматизации процесса и наличию в системе станков ЧПУ.
Выполнение гидроабразивной резки ручным способом
Ручные станки для гидроабразивной резки отличаются от автоматизированных тем, что все параметры обработки в них выставляются, контролируются и корректируются оператором. Несмотря на некоторые неудобства эксплуатации, по сравнению с оборудованием с ЧПУ, такие станки обладают целым рядом преимуществ.
- Для обслуживания таких станков, отличающихся простотой в управлении и минимумом функциональных возможностей, не требуется профильное образование.
- Функциональные возможности, которыми обладают ручные установки гидроабразивной резки, позволяют изготавливать качественные и точные детали простых геометрических форм.
- Ручной станок для гидроабразивной резки отличается доступной стоимостью (в среднем в 1,5 раза дешевле аппаратов с ЧПУ).

Резка сложных форм
Можно ли использовать электрический лобзик для резки профлиста?
Да, это один из наиболее популярных вариантов, особенно электролобзик с лазерным указателем — этим инструментом можно быстро резать лист, не сбиваясь с разметки.
В каких случаях используют?
Когда нужно получить фигурный или прямой срез на одном или нескольких листах профнастила высотой до 21 мм. Чтобы разрезать пачку листов, этот инструмент не используют — лобзик может выйти из строя.
Электрический лобзик часто используют для резки профлиста, потому что:
- Он есть практически у всех, его не нужно дополнительно приобретать.
- Им легко работать, для этого не требуются особые навыки.
- С помощью электролобзика можно пилить профнастил под любым углом.
Этот инструмент подходит только для профлиста высотой до 21 мм (не выше С-21). Если вы выбрали материал с более высокими гофрами, электролобзик лучше не использовать: он будет рвать металл. Также у него не хватит длины лезвия для резки профнастила с высокими волнами. На функциональности инструмента работа с таким материалом тоже скажется не лучшим образом — он может сломаться.
При работе электролозбиком есть вероятность перегрева металла. Чтобы избежать этого, следуйте нашим советам:
- Контролируйте мощность лобзика. Включать инструмент на полную мощность не нужно, иначе вы рискуете перегреть металл и выжечь полимерное и цинковое покрытие.
- Периодически капайте на лезвие масло (подходит любое). Это поможет уменьшить трение, а значит, металл будет меньше нагреваться.
Внимание: в процессе резки профлиста электролобзиком образуется мелкая металлическая стружка. Её нужно оперативно удалить с помощью мягкой ткани (не используйте для этого абразивную щётку! Вы можете повредить полимерное покрытие)
В противном случае оставшиеся на поверхности кусочки металла могут начать ржаветь и распространять коррозию вокруг себя.
Обучение
Профессия подводного сварщика имеет множество рисков и трудностей. Мастер должен обладать определенным набором навыков и знаний, а также уметь тщательно соблюдать технику безопасности. Чтобы стать экспертом в данной отрасли нужно получить диплом по специальности “сварщик” и “технический дайвер” в техническом училище. Затем желающие получить специальность “подводная сварка”, обучение проходят в специализированных центрах по подготовке кадров.
После получения этих специализаций, а также приобретения профессиональной базы, можно будет продолжить образование в школе подводных сварщиков. Курсы в школах имеют различную продолжительность, варьирующуюся в значительных величинах. После этого мастер сможет работать по приобретенной специальности.
Какое давление воды нужно для резки металла
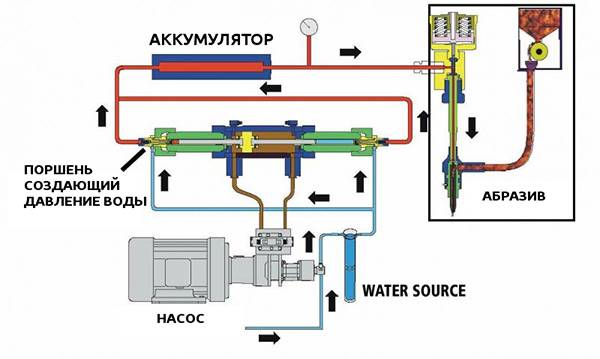
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.
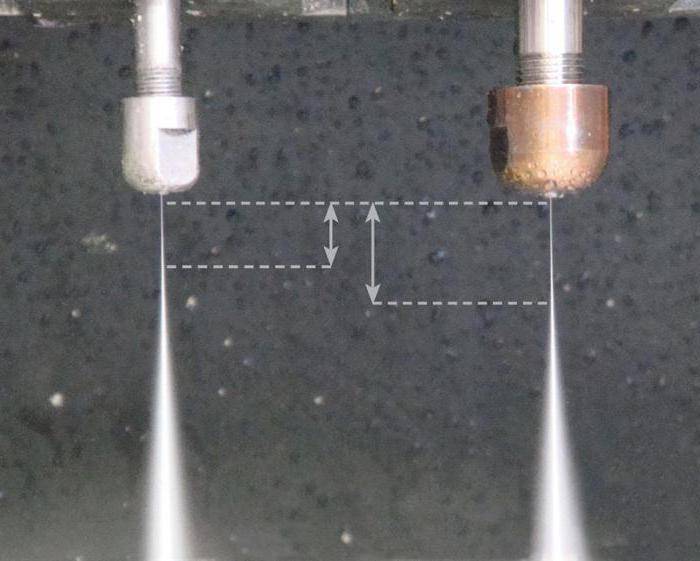
- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
https://www.youtube.com/watch?v=_8r_BwdhyBE
Ручные аппараты для гидроабразивной резки
Кроме автоматизированных систем, в продаже предлагаются и такие модели, которые требуют воздействия оператора. В таком случае угол и другие характеристики резки задаются вручную.
Не секрет, что значительную часть работ приходится выполнять своими руками, поэтому показатели комфорта и удобства использования оставляют желать лучшего. Однако у таких приборов есть и неоспоримые достоинства, заключающие в следующих факторах:
- Ручной гидроабразивный станок не требует особой квалификации специалиста. Работать с таким оборудованием может неопытный человек, не имеющий профессионального образования и навыков.
- Стоимость установок без ЧПУ существенно ниже.
- Приборы обладают всеми техническими характеристиками, позволяющими получить изделия с простыми формами.
- У ручных станков небольшой набор функций и простота управления. Регулировать их можно вручную.
- Высокая точность и качество резки, возможность обрабатывать заготовку под определенным наклоном, а также получение простых фигур или сложных изделий — всё это присутствует при обработке практически любых материалов. В их числе: медь, стекло и сталь.
Универсальность [ править ]
Водоструйная резка металлического инструмента
Поскольку природу режущего потока можно легко изменить, водную струю можно использовать почти в любой отрасли; струя воды может разрезать множество различных материалов. Некоторые из них обладают уникальными характеристиками, требующими особого внимания при резке.
Материалы, обычно обрабатываемые струей воды, включают текстиль, резину, пену, пластик, кожу, композиты, камень, плитку, стекло, металлы, продукты питания, бумагу и многое другое. «Большую часть керамики можно резать струей воды с абразивом, если материал мягче, чем используемый абразив (от 7,5 до 8,5 по шкале Мооса)». Примерами материалов, которые нельзя разрезать струей воды, являются закаленное стекло и алмазы. Водяные форсунки способны резать до 6 дюймов (150 мм) металлов и 18 дюймов (460 мм) большинства материалов, хотя в специализированных угледобывающих приложениях водяные струи способны резать до 100 футов (30 м) с помощью насадки диаметром 1 дюйм (25 мм).
Специально разработанные водоструйные резаки обычно используются для удаления излишков битума с дорожных покрытий, которые стали предметом промывки вяжущим. Промывка – это естественное явление, возникающее в жаркую погоду, когда заполнитель выравнивается со слоем битумного вяжущего, создавая опасно гладкую поверхность дороги во время влажной погоды.
Достоинства и недостатки станков для гидрорезки

Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Цена гидрорезки
Стоимость такого оборудования, а также его обслуживания, высока. Именно по этой причине метод используют в основном на крупных производствах – там все затраты компенсируются высококачественным итоговым продуктом. Ценник складывается:









- из мощного насоса;
- дорогостоящей системы ЧПУ;
- сопла из искусственного алмаза.
В статье мы рассказали, как водой разрезать металл. В качестве завершения покажем несколько видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Источник
Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
- делать фигурный разрез;
- не обрабатывать края;
- обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от типа стали;
- подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
- разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
- автомобилестроение и машиностроение в целом;
- изготовление заготовок, деталей из материалов, которые не поддаются штамповке;
- резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора и прочих материалов;
- художественная обработка.
Достоинства и недостатки станков для гидрорезки
Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Ручное оборудование для водно-абразивной резки
устанавливать своими руками
Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:
- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Расходные материалы для гидроабразивного оборудования
Все, что необходимо для восстановления работы гидроабразивных станков — это периодически делать обновление изношенных элементов и расходных материалов. Расход абразива, даже на устройствах с ЧПУ, часто превышает отметку более чем в 350 гр. в 1 минуту, поскольку при работе с материалом, который имеет максимальную толщину, эти данные увеличиваются.
В роли абразива используют микрочастицы песка, который обеспечивает резку тугоплавких и тягучих материалов. Размер микропесчинки может быть до 650 микрон. Кроме абразива, данная техника резки не обходится без воды, она подготавливается, проходя через фильтры.
Если применять воду без подготовки, то качество резки существенно снизится. Из деталей оборудования, как правило, подлежат замене: направляющие трубки и сопло, система подачи абразивной смеси. А также уплотнительные части гидравлической станции, без которых не будет требуемого напора в системе.
https://youtube.com/watch?v=__sV8n_xlgY
Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Republished by Blog Post Promoter
Гидроабразивная резка: технология и оборудование
Обработка металла водой, которая подаётся в производственную зону под большим давлением (более 4000..5000 ат), может вызывать локальное разрушение. Однако, значительно более эффективным признано сочетание двух потоков: водной струи (со скоростью более 1000..1200 м/с) и потока мелкодисперсных абразивных частиц, например, кварцевого или гранатового песка. При подобном комбинированном воздействии на поверхность, местное разрушение происходит и за счёт гидравлического воздействия струи и, вследствие, механической эрозии материала от твёрдых частиц абразива.
Гидроабразивная резка металла выполняется гидравлическим резаком, представляющим собой инструментальную головку, в выходной части которой имеется сопло. Туда вводятся, постоянно перемешиваясь, поток воды под высоким давлением и подготовленный (отфильтрованный по фракциям и высушенный) абразив. По мере приближения сопла к разрезаемой поверхности давление потока возрастает до показателей, превышающих предел прочности обрабатываемого материала. В результате последний разрушается по линии перемещения резака. Отработанные абразивные частицы вместе с водой удаляются через систему фильтров насосной установкой и подготавливаются для дальнейшего применения.
Технологическими характеристиками процесса являются:
- Точность разделения: зависит от размеров абразивных частиц (они не должны превышать 500..600 мкм, иначе резка будет некачественной);
- Расход абразивной составляющей: у современных станков она не превышает 45..50 г/с;
- Производительность резки. Она зависит от вида разделяемого материала и его толщины, максимально 1,5 м/мин.
С целью уменьшения уровня шума при работе оборудования, координатный стол с резаком помещают в ванну с водой. Это способствует эффективному гашению кинетической энергии струи и увеличивает долговечность оборудования.
Преимущества и ограничения
Достоинства технологии:
- Отсутствие нагрева разделяемой заготовки, максимальная температура которой не превышает 70..90С. Таким образом, её коробление исключается, а точность возрастает.
- Возможность вести обработку изделий значительной толщины – до 250…300 мм (иные способы разделения толстых заготовок неэффективны из-за высоких энергозатрат).
- Пригодность процесса для резки любых материалов, в том числе хрупких – стекла, камня и т.д.
- Высокая чистота разреза, поскольку поверхность не оплавляется, что неизбежно при всех способах термического разделения исходных заготовок.
Недостатки гидроабразивной резки:
- Сложность и громоздкость технологического оборудования.
- Малая долговечность сопла: заточка инструмента вследствие его интенсивного износа потоком абразивных частиц должна выполняться после каждой рабочей смены.
- Повышенный уровень шума во время работы.
- Возможность коррозии металла в процессе обработки, что вынуждает незамедлительно высушивать заготовки после резки.
Суммируя, можно сделать вывод о том, что для тонко- и среднелистовых металлов, а также необходимости выполнять разделительные операции более пригодны лазерные установки. Для повышения функциональности процесса при разделении толстолистового металла, при одновременном обеспечении высокого качества реза, а также при обработке нержавеющей стали, цветных металлов и сплавов и т.д. превосходство имеет гидроабразивная резка.







Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала
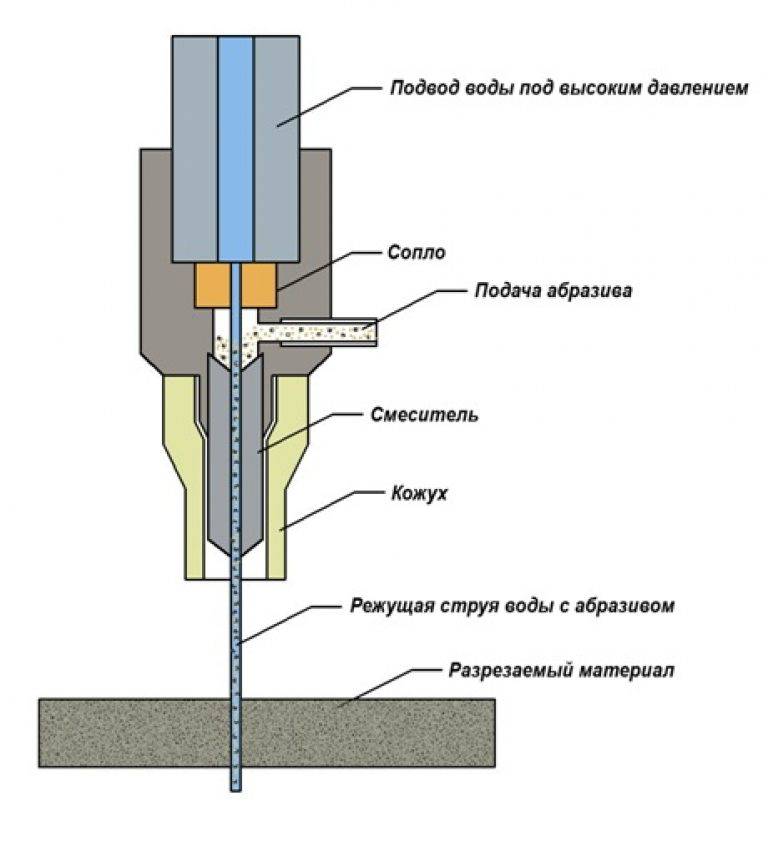
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
https://youtube.com/watch?v=78FBX3-l8I8
Принцип работы и разрезаемые материалы
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
- делать фигурный разрез;
- не обрабатывать края;
- обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от типа стали;
- подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
- разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
- автомобилестроение и машиностроение в целом;
- изготовление заготовок, деталей из материалов, которые не поддаются штамповке;
- резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора и прочих материалов;
- художественная обработка.
Расходные материалы
Основное сырье – это вода (чистая, прошедшая многоступенчатую фильтрацию, чтобы там не находилось примесей, которые могут вступить в реакцию с заготовкой) и абразивные частицы. Расход достаточно большой, при этом чем толще металл, тем больше расходников используется в секунду. Самое недорогой абразив – мелкий песок. Песчинки размером около 650 микрон эффективно справляются даже с тугоплавкими, высокопрочными сплавами. При этом имеют доступную стоимость. Также регулярно требуется проводить замену запчастей – трубок и шлангов, уплотнителей. Реже – мотора, резервуаров, сопел.
Какое давление нужно для резки металла водой под давлением
Минимальный напор – 1500 атмосфер, максимальный – 6000. Показатель настраивается в зависимости от плотности стали, от необходимой скорости работы. Делать это можно вручную или довериться умному блоку управления.





