ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
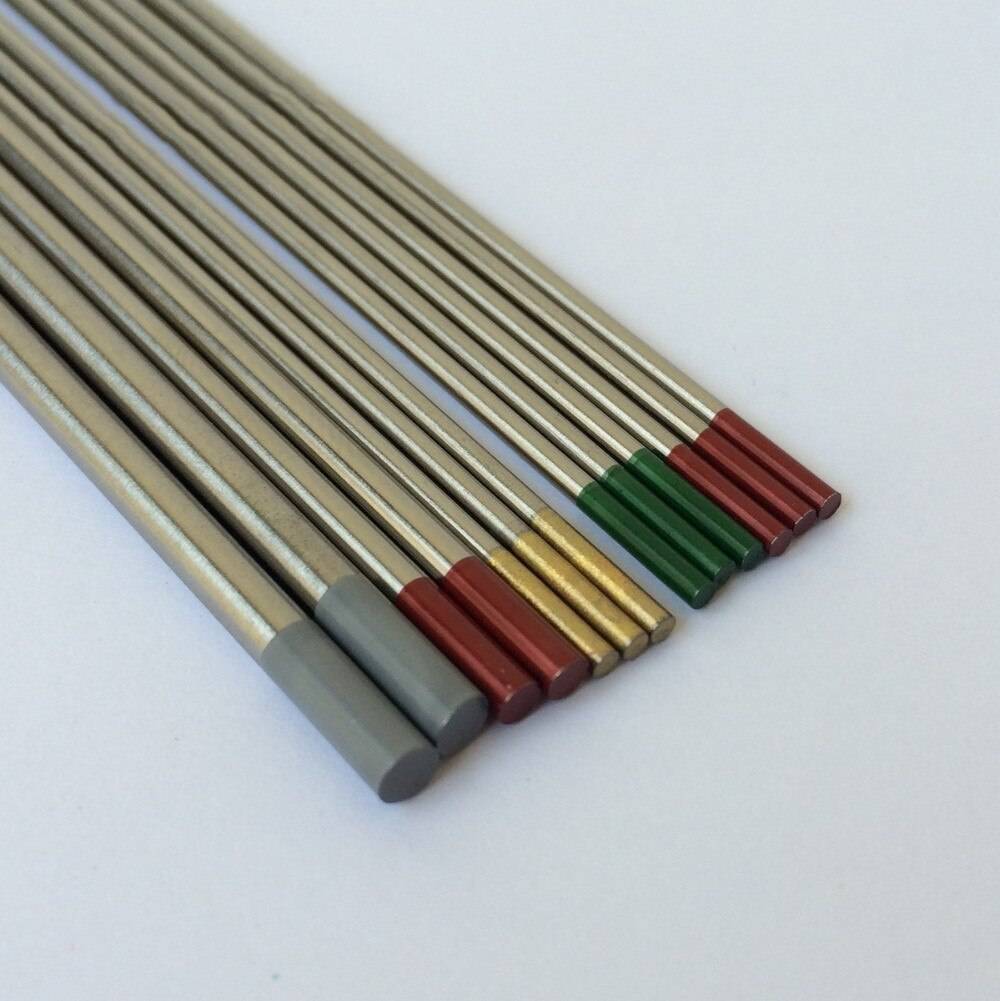
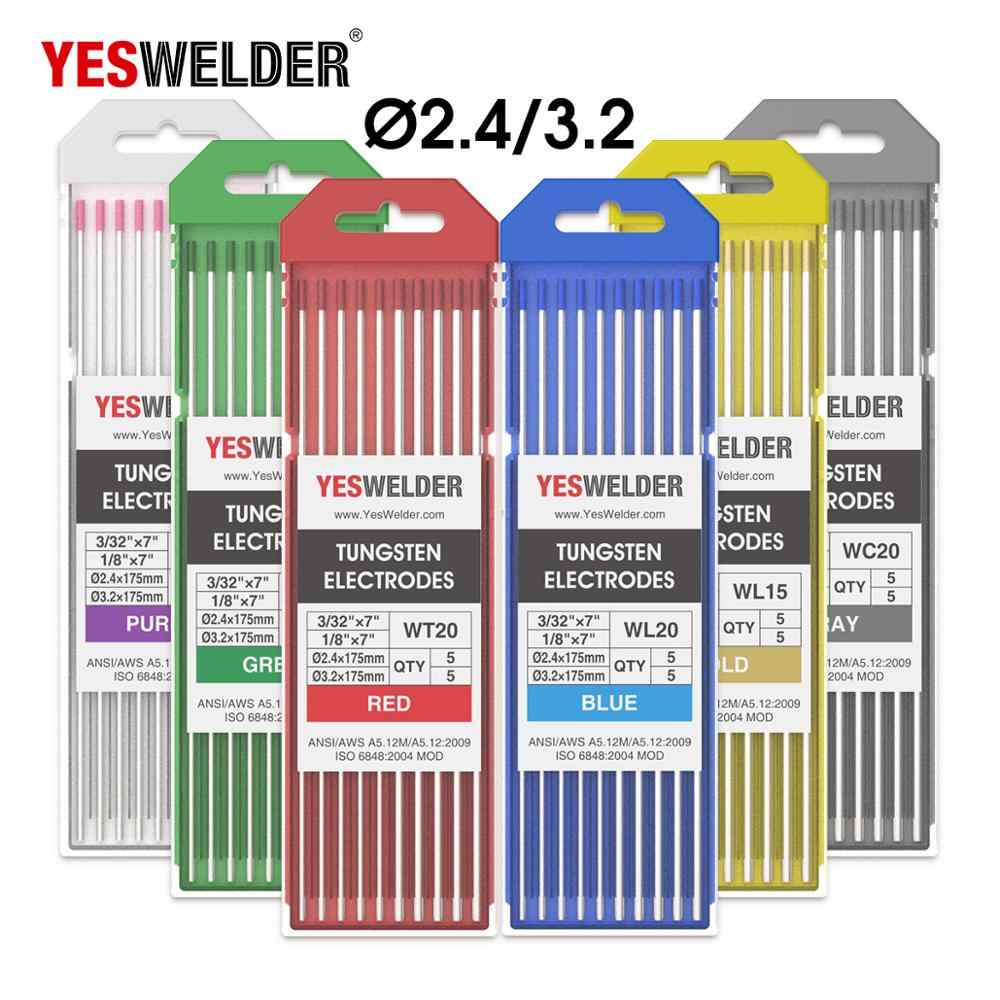
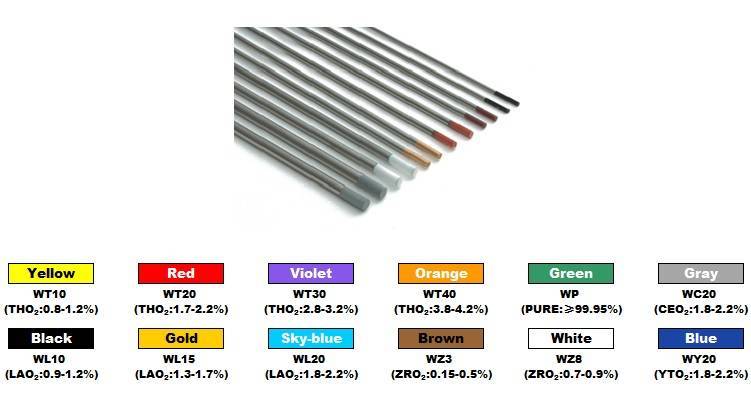
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
, электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
, электроды темно-синего цвета. Содержат в составе иттрий
Применяют их обычно для работы с конструкциями повышенной важности.
WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана
Хороши для обработки стали, алюминия, меди, бронзы.
, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
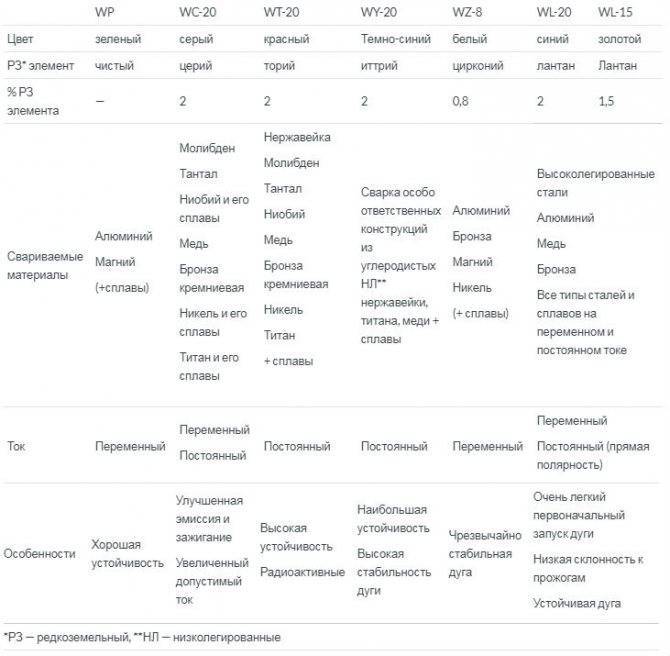
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.
Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.
Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна, но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона. Источник переменного тока — трёхфазный трансформатор, должен обладать жёсткой характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и расход аргона 8л/мин.








Такие режимы, при условии использования пластинчатого электрода размером 12х60мм, обеспечивает стабильный процесс и удовлетворительное качество сварного соединения, не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно, 80-85% от прочности основного металла) из-за применения пластинчатых электродов из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения, потому что прессованный металл сильно насыщен газами.
Можно ли изменить размер
Размер вольфрамового, титанового или тистенового кольца невозможно уменьшить или увеличить. Оборудование традиционных ювелирных мастерских не предназначено для обработки столь твердых металлов.
Аналогичное свойство припишем и стали 316L. Не верите — попробуйте найти мастера, который возьмется за изменение размера стального кольца. А если найдете специалиста с соответствующим оборудованием, стоимость услуги вряд ли обрадует. Ценник будет сравним с изменением размеров кольца из золота и с большой вероятностью превысит первоначальную стоимость вашего кольца.
| Вольфрамовые кольца | Титановые кольца | Кольца из тистена | Кольца из стали 316L |
| Нельзя изменить размер |
Выгодная альтернатива при покупке колец в интернете — выбор магазина, предоставляющего услугу бесплатного обмена. Возможность обменять кольцо неподошедшего размера по почте или при посещениие шоурума в нашем магазине доступна в течение 30 дней после получения заказа. Чтобы сократить вероятность ошибочного выбора, рекомендуем перед онлайн-покупкой ознакомиться с методами определения размера кольца в домашних условиях.
Виды вольфрамовых электродов
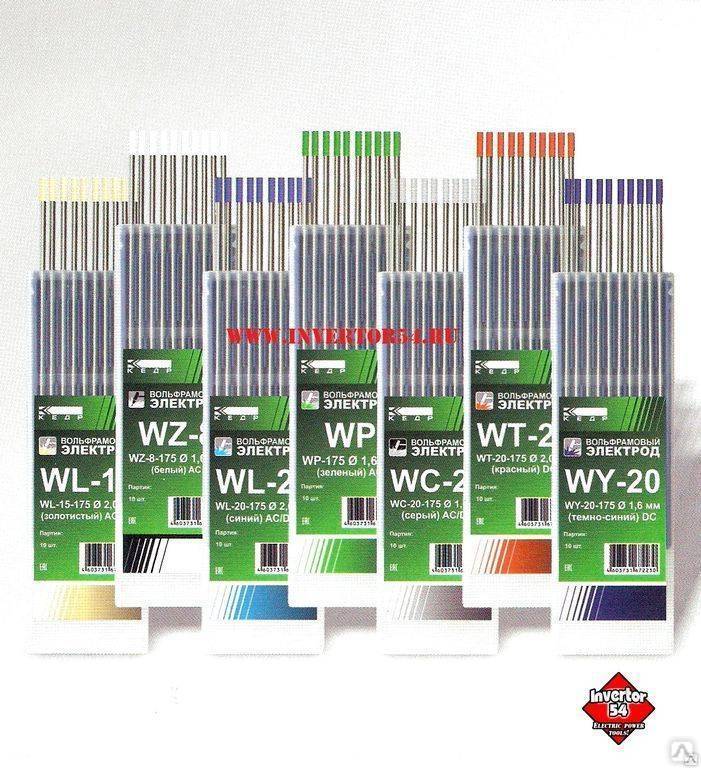
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.

Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

Вольфрамовые электроды WL-15
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.







При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Общая информация
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной сварки такие температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При применении они практически не меняются в размере.
Но, несмотря на это, вольфрамовые электроды все же могут стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно. Но порой затупленный электрод становится причиной непровара.
Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе.
При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
https://youtube.com/watch?v=rKpPNnqxqD4
Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.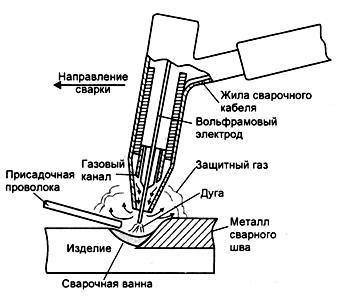
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Читать также: Купершлак расход на 1 м2
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.

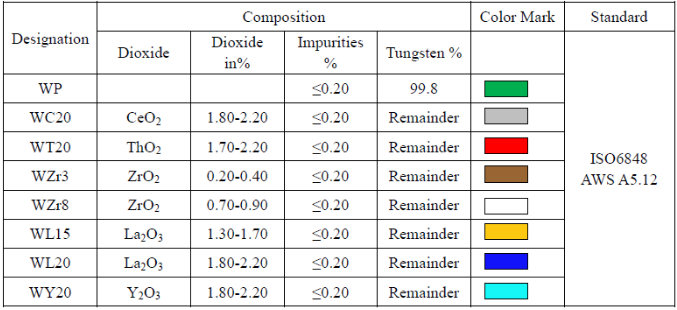





Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Особенности сварки алюминия и алюминиевых сплавов
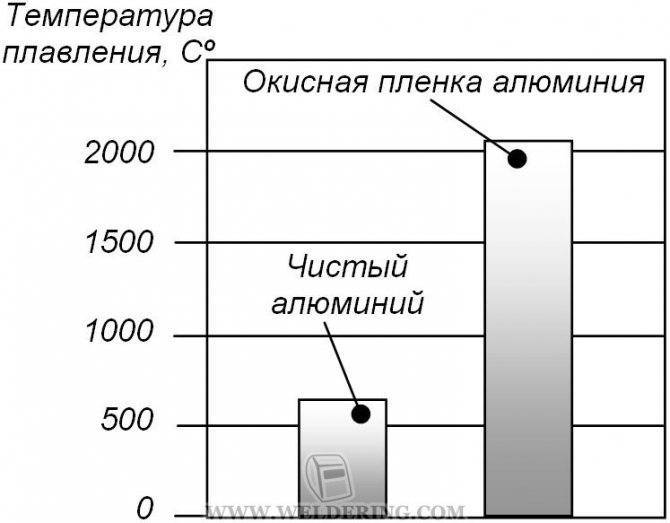
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
— механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); — химической обработкой (довольно сложно и трудоемко); — сваркой на обратной полярности; — сваркой на переменном токе.
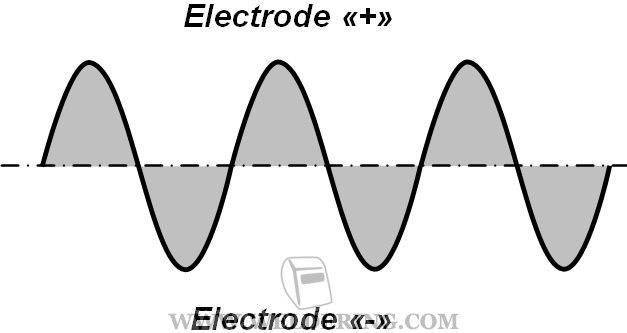
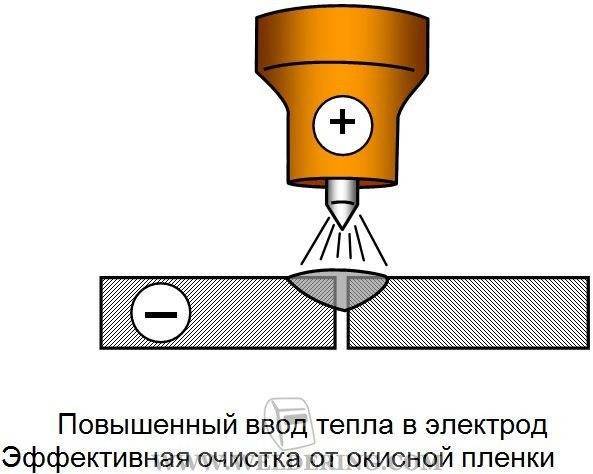
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.