Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex. У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| № | Наименование | Диапазон диаметров сверл (мм) | Система фиксации сверла | Вес (кг) | Материал абразивного круга | Средняя цена (руб.) |
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.

Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
| Обрабатываемое сырье | Углы при вершине (°) | Задний угол в градусах |
| Некоторые породы дерева, каучук, пластик | 60 | 12-15 |
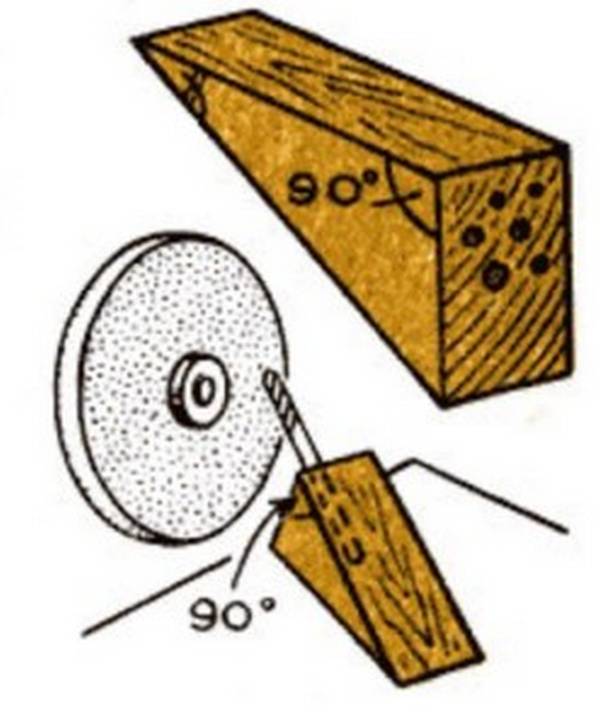
| Более твердые аналоги | 90 | 12-15 |
| Высокопрочные и антикоррозийные сплавы, никелевый состав | 127 | 13-14 |
| Инструментальная сталь | 118-150 | 7-15 |
| Медь | 100-118 | 12-15 |
| Бронза | 119-150 | 12-16 |
| Дюрали | 90-140 | 12-17 |
| Магниевые сплавы | 70-118 | 12 |
| Титаносодержащие материалы | 135-140 | 12 |
Эти значения позволяют приобрести оптимальное углубление при нагрузках, которые в состоянии стабильно выдерживать режущий инструмент. Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердую заточку использовать по рыхлым субстанциям.
Конструктивные особенности
В домашней мастерской насадка на дрель для заточки сверл является вполне актуальной, так как большинство затупившихся изделий, попросту лежат без дела. При этом человеку приходится покупать новые и дорогостоящие сверла, которые также спустя некоторое время эксплуатации затупятся и станут неактуальными. Большинство мастеров попросту избавляются от таких расходных материалов, а некоторые прибегают к самостоятельному их затачиванию на наждаке. Для разрешения данной проблемы были изобретены специальные приспособления, предназначающиеся для заточки сверл.
Такое приспособление представляет собой несложную конструкцию, функциональная часть которой располагается внутри корпуса из пластика. В корпусе во вращение приводится абразивный круг, который имеет определенную форму, позволяющую создавать необходимый угол заточки. С торцевой стороны приспособления имеются специальные отверстия с определенными диаметрами под соответствующие сверла. Обычно насадка позволяет осуществлять затачивание расходных материалов диаметром от 3 до 10 мм. Абразивный круг или точило приводится в движение посредством дрели, для чего устройство присоединяется при помощи специальной соединительной муфты.
Отверстия для сверл имеют определенный угол, под которым происходит соприкосновение затачивающейся детали с поверхностью точильного круга в соответствующем положении. После того, как деталь будет установлена в отверстие подходящего диаметра, необходимо запустить дрель. Таким способом будет обработана одна из режущих кромок, после чего необходимо развернуть деталь на 180 градусов, и выполнить заточку второй кромки.
Плюсы и минусы использования
Оценивая рациональность подобных насадок на дрель для заточки сверл, следует отметить, что они вовсе не предназначается для постоянного и интенсивного применения. К ряду их положительных факторов можно отнести:
- Невысокая стоимость изделий. Это обусловлено простотой конструкции устройства.
- Простота применения. Пользоваться устройством очень легко, с чем может справиться даже новичок. В отличие от наждачного станка, выполнить затачивание на специальной насадке не только легко, но еще и быстро.
- Возможность использования приспособления для разного диаметра сверл. Немаловажный фактор, позволяющий осуществить заточку целого арсенала деталей из домашней коллекции при помощи одной насадки.
Среди минусов рассматриваемый инструмент имеет следующие недостатки:
- Невозможность осуществлять полноценную заточку. Хотя производитель и сообщает, что изделие предназначается для затачивания деталей, в действительности же оно обеспечивает только заточку кромок.
- Ненадежная фиксация изделия на патроне дрели. Большинство производителей выпускают насадки с пластиковым фиксатором, что делается для удешевления устройства.
- Невозможность изменения угла затачивания. Угол заточки уже изначально заложен в приспособлении.
- Трудности в применении. Чтобы воспользоваться насадкой, необходимо закреплять дрель в неподвижном состоянии, что позволит обеспечить удобство применения устройства. При этом одной рукой потребуется нажимать на кнопку «Пуск» на дрели, а второй придерживать затачиваемую деталь.
В целом, рассматриваемые приспособления являются достаточно эффективными, если использовать их строго по предназначению.
Использование приспособления
Несмотря на простоту конструкции приспособления для заточки сверл, справляется оно со своим прямым предназначением достаточно качественно, что подтверждает видеоролик в конце материала. Такое изделие будет помогать каждому мастеру, особенно при выполнении работ в полевых условиях.
При заточке сверл следует помнить, что данное устройство не является полноценным станком. Использовать его на постоянной основе не рекомендуется, так как это приведет к быстрому стачиванию наждака. Прибегать к применению устройства производитель рекомендует в случае отсутствия доступа к стационарному оборудованию. Применять в условиях производства такие приспособления вовсе не рационально, так как потребуется достаточно часто менять наждаки.





Из этого следует, что применять насадку для заточки сверл необходимо только в крайних случаях. Такими крайними случаями являются работы в полевых условиях, а также при выполнении работ по строительству, когда ограничен доступ к стационарному станку. В домашнем арсенале у каждого мастера обязательно должна быть такая насадка, которая позволит существенно упростить жизнь.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
Заточка сверл – подготовительные мероприятия
Домашних мастеров часто огорчает невозможность дальнейшей реализации замыслов из-за того, что затупилось сверло. Как заточить его самому? Ведь в условиях производственных предприятий для решения такой задачи применяется специальное оборудование. Оно позволяет обеспечить повышенную точность, надежно фиксирует режущий хвостовик и восстанавливает состояние режущей кромки за ограниченное время. Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Подойдет следующее оборудование:
- шлифовальная машинка;
- точильный станок;
- электрическая дрель.
Следует тщательно продумать, что понадобится для выполнения работ, чем дополнительно укомплектовать электроинструмент.
 Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Заточка сверл своими руками должна производиться с использованием дополнительных принадлежностей:
точильных кругов, имеющих различную твердость. Зернистость круга подбирается в зависимости от твердости обрабатываемого материала;
емкости, предназначенной для охлаждающей жидкости. По эффективности охлаждения машинное масло обеспечит больший эффект, чем обычная вода;
фиксирующего приспособления, позволяющего гарантировать необходимый угол заострения
Важно обеспечить надежную фиксацию при обработке режущей части.
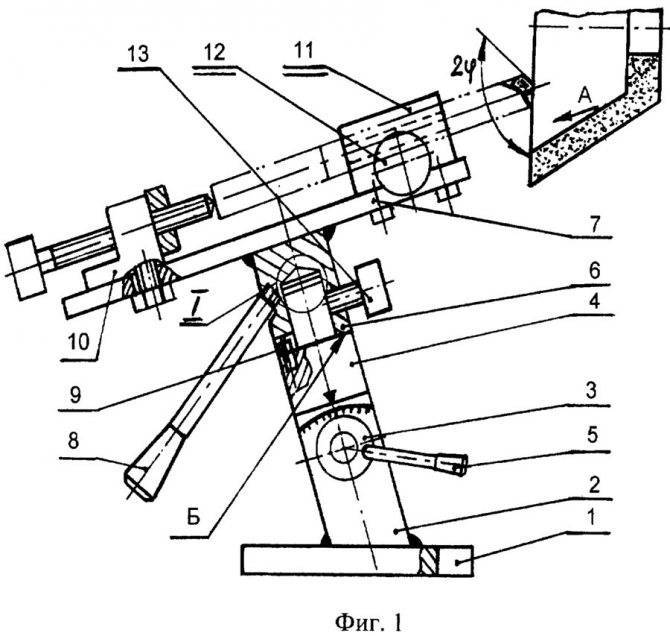
Для обеспечения неподвижности может использоваться сложное приспособление с регулируемым углом или простая точилка для сверл на дрель.
Для заточных мероприятий понадобятся:
- защитные очки. Они предохранят слизистую оболочку глаз от засорения стружкой и пылью, а также попадания искр при механической обработке;
- рукавицы. Надежно защитят кожу рук от порезов при касании остро заточенной кромки и разлетающихся фрагментов металлической стружки.
Подготовив все необходимое для выполнения работ, следует изучить, как заточить сверло правильно в домашних условиях. Это позволит избежать ошибок и значительно ускорит выполнение заточных мероприятий.
 Работа изношенным сверлом является не только неэффективной, но и небезопасной
Работа изношенным сверлом является не только неэффективной, но и небезопасной
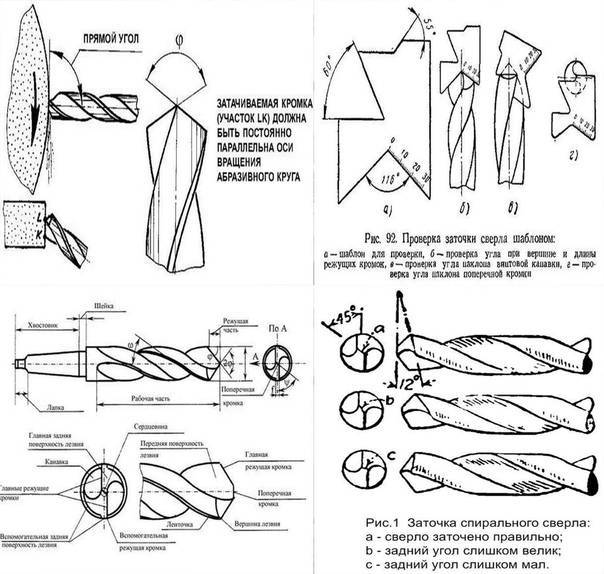
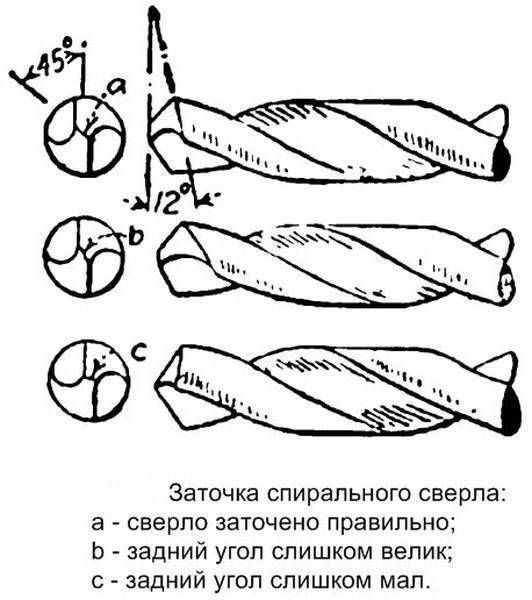
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
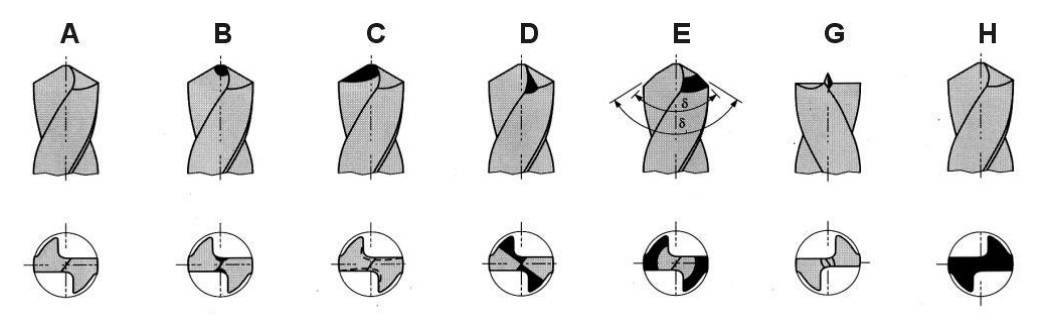


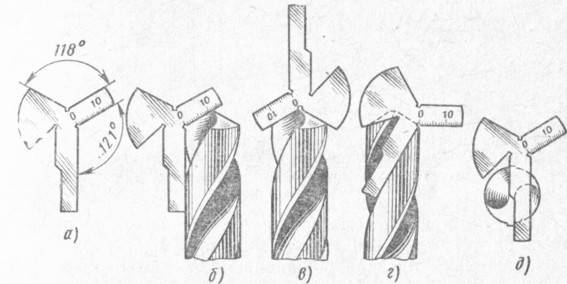


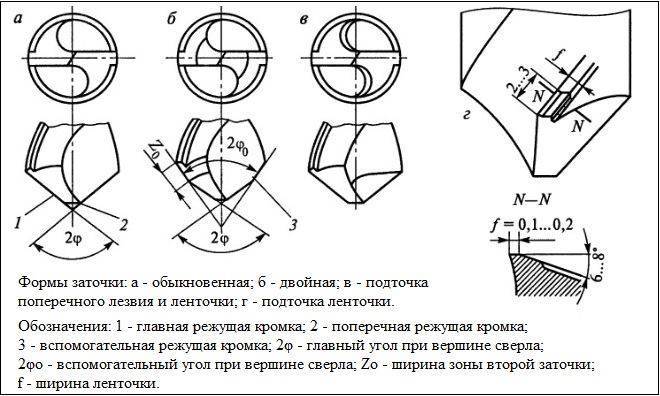
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
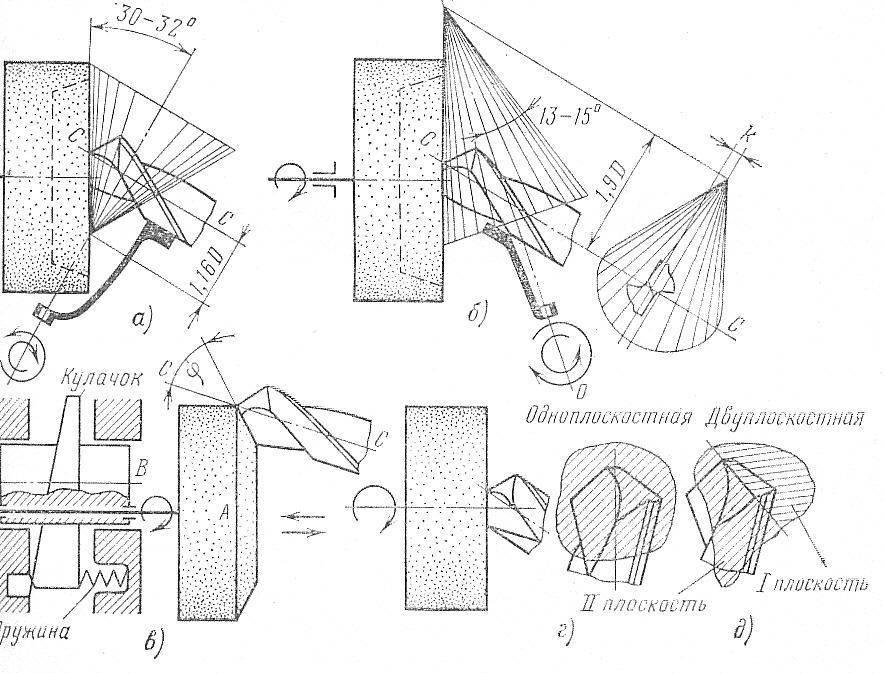
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
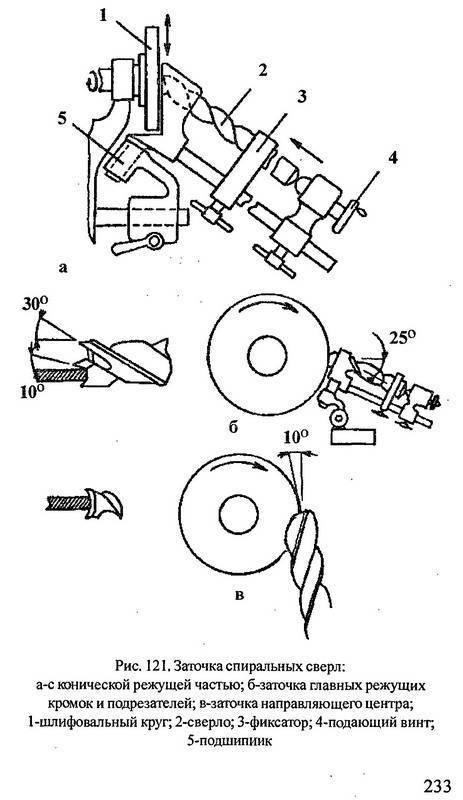
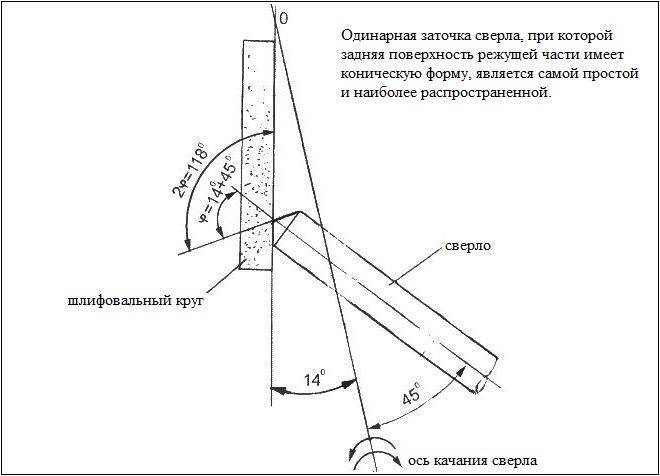
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
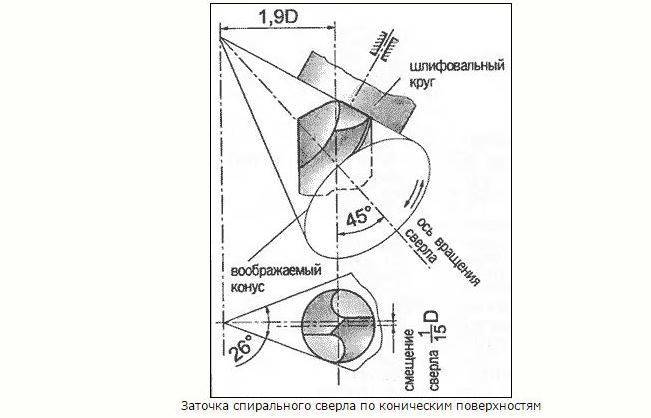
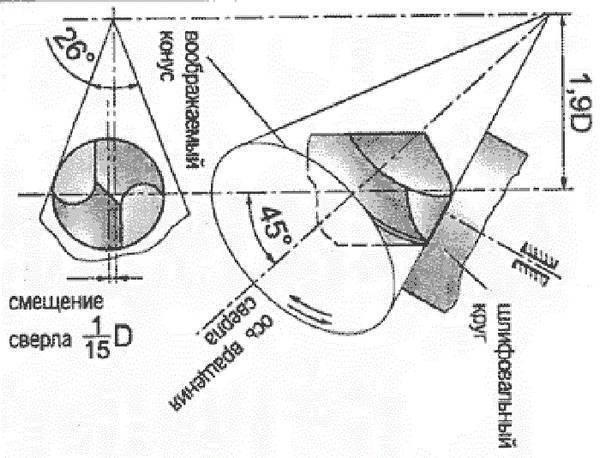
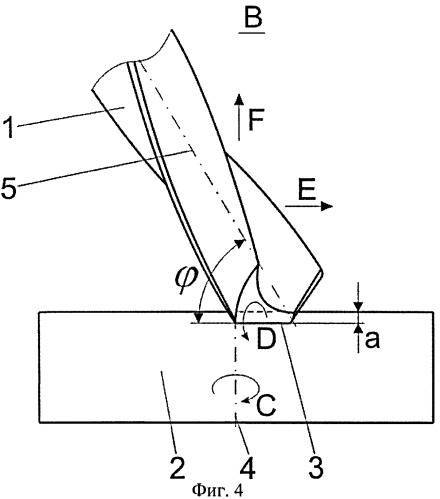
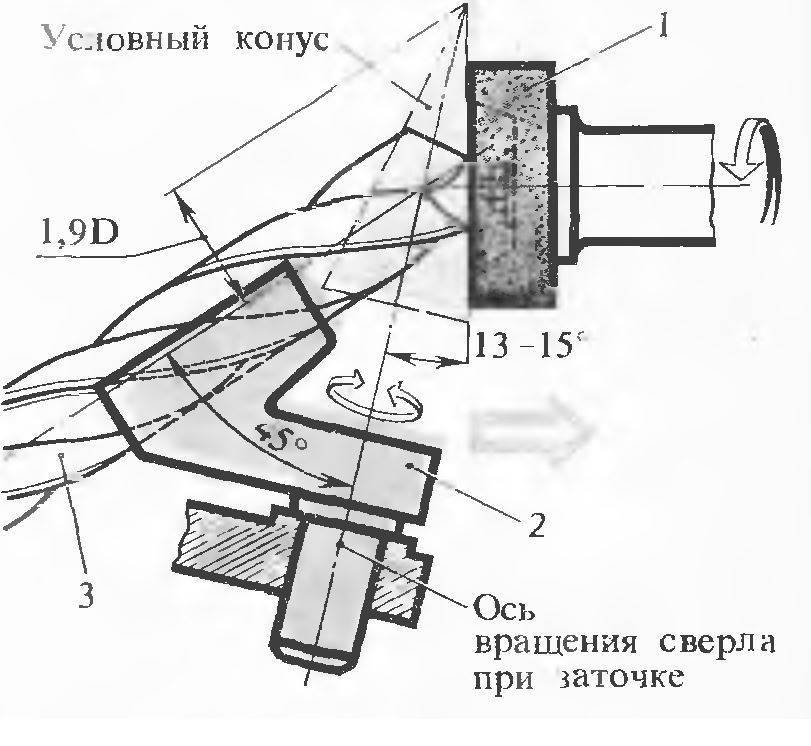
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
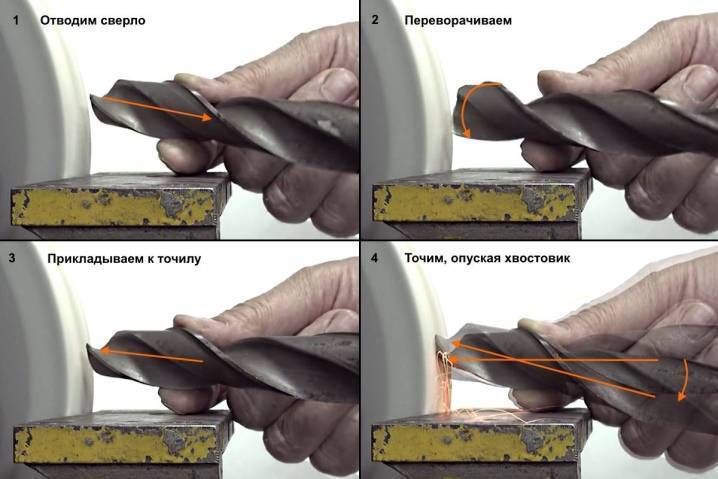
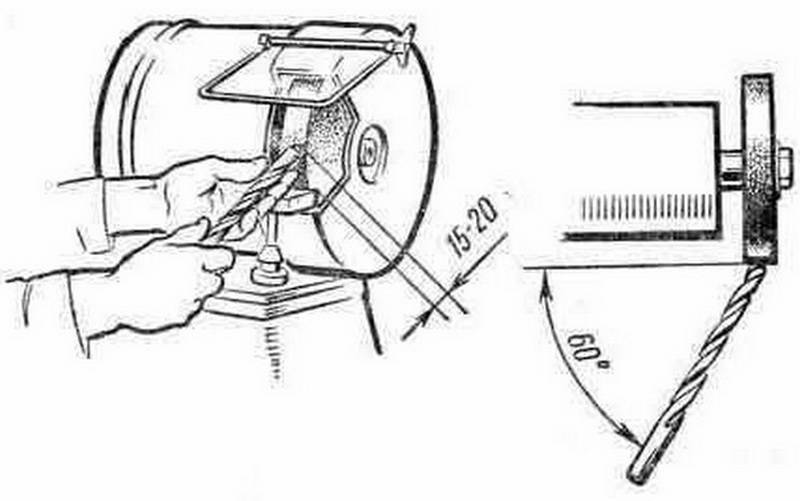
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
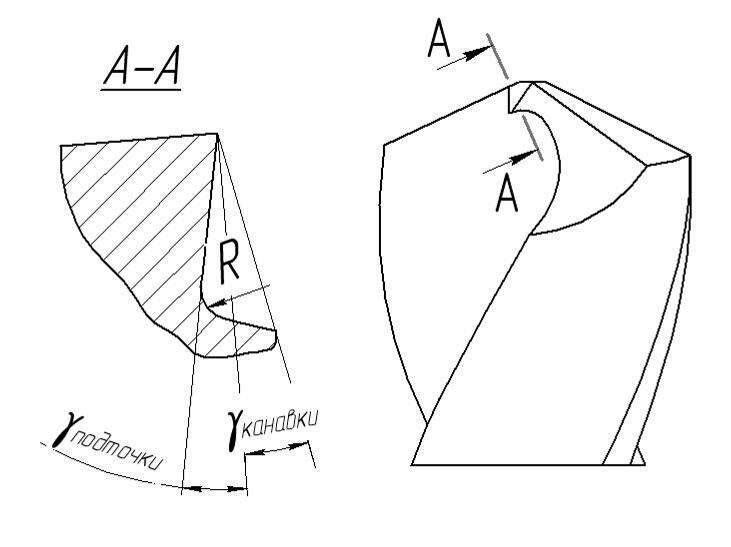
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
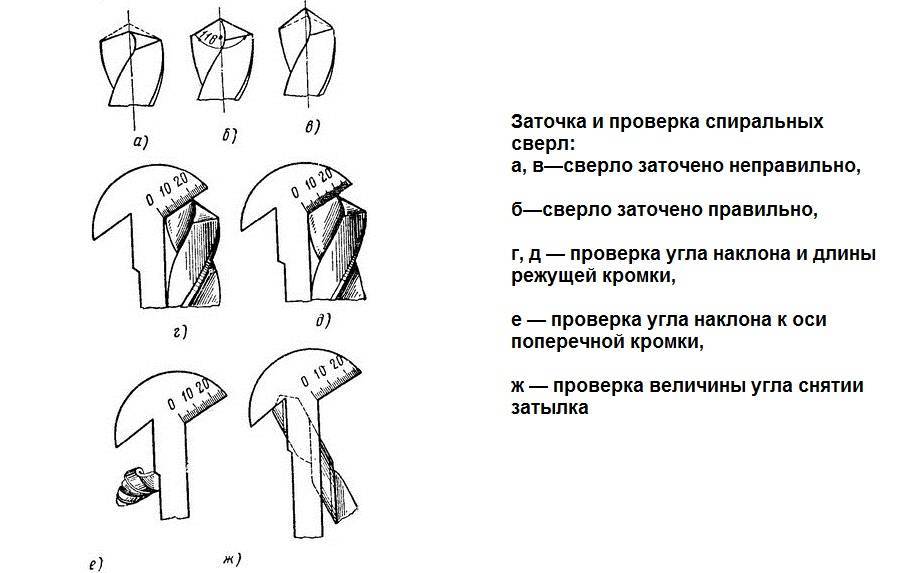
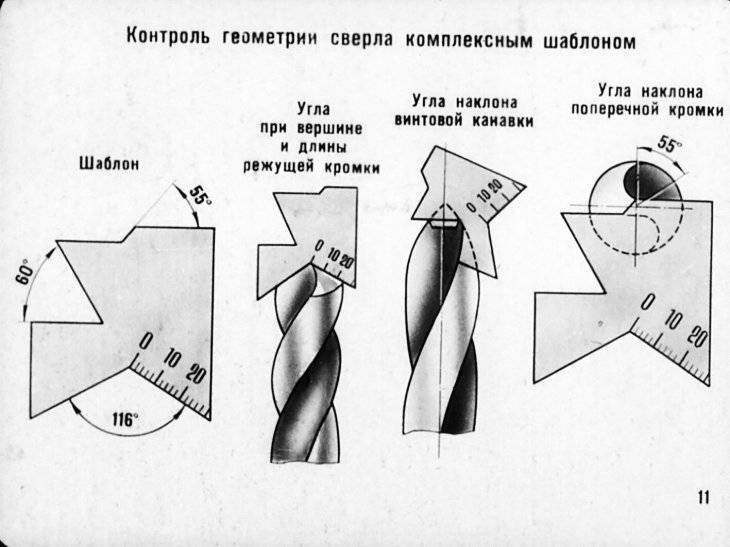
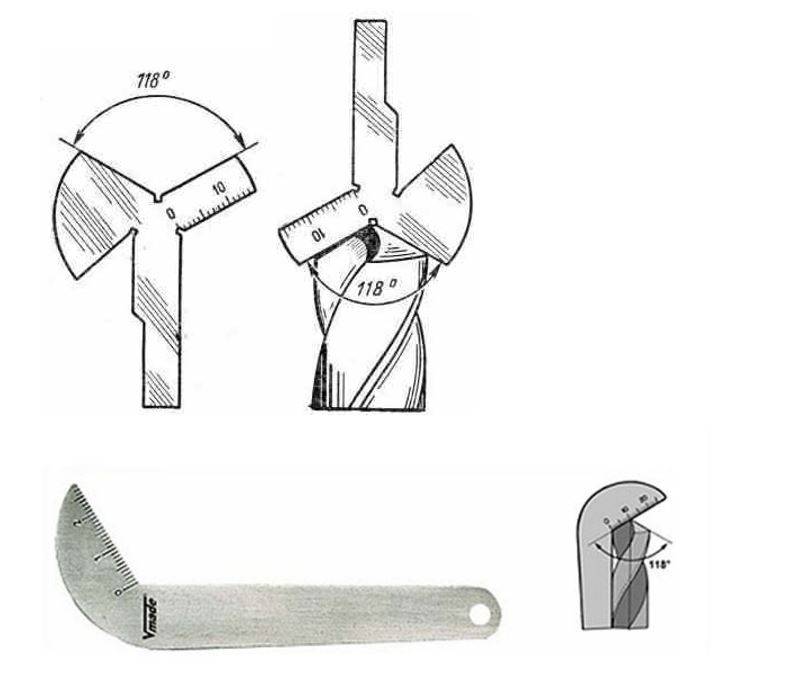
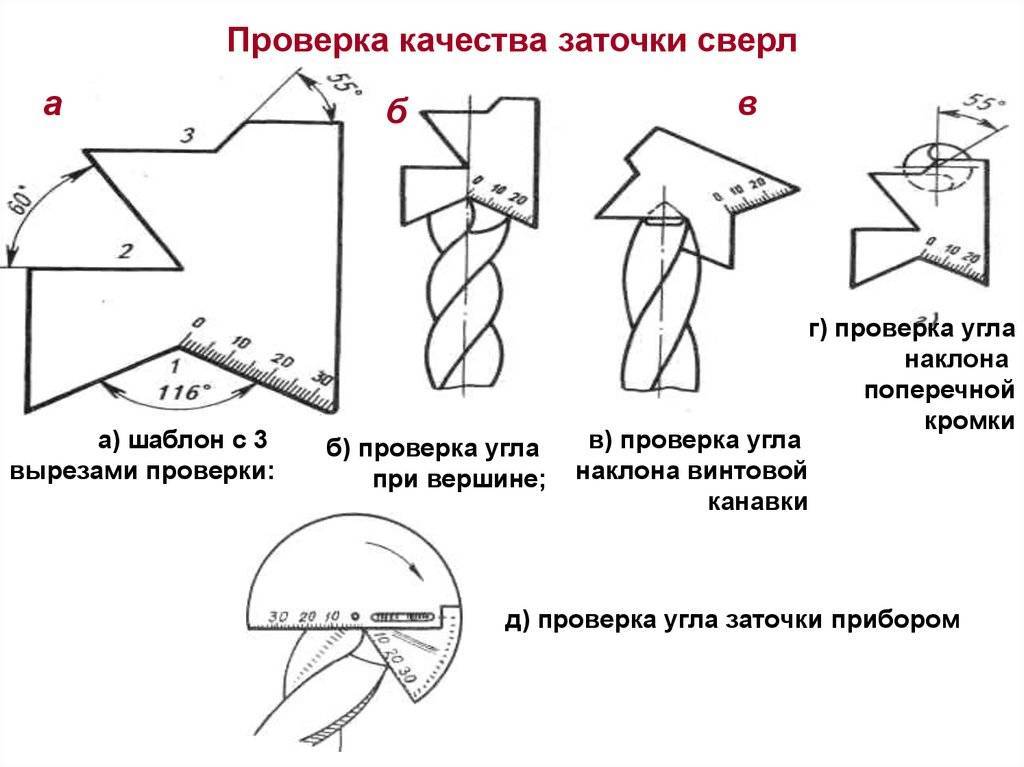
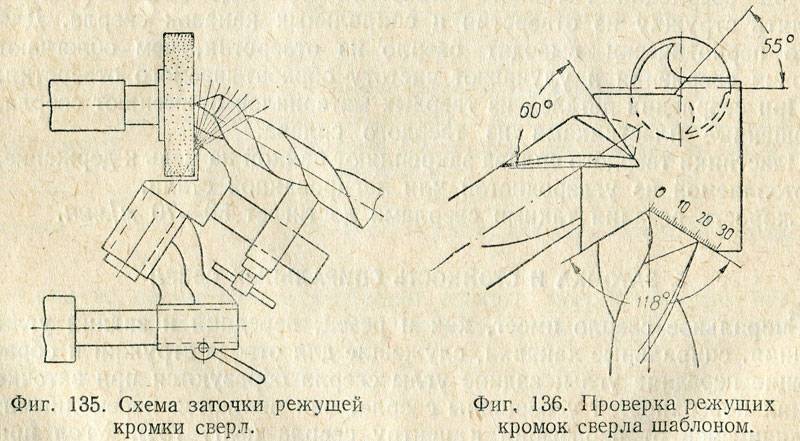
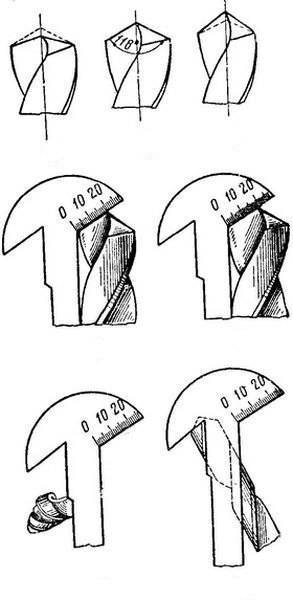
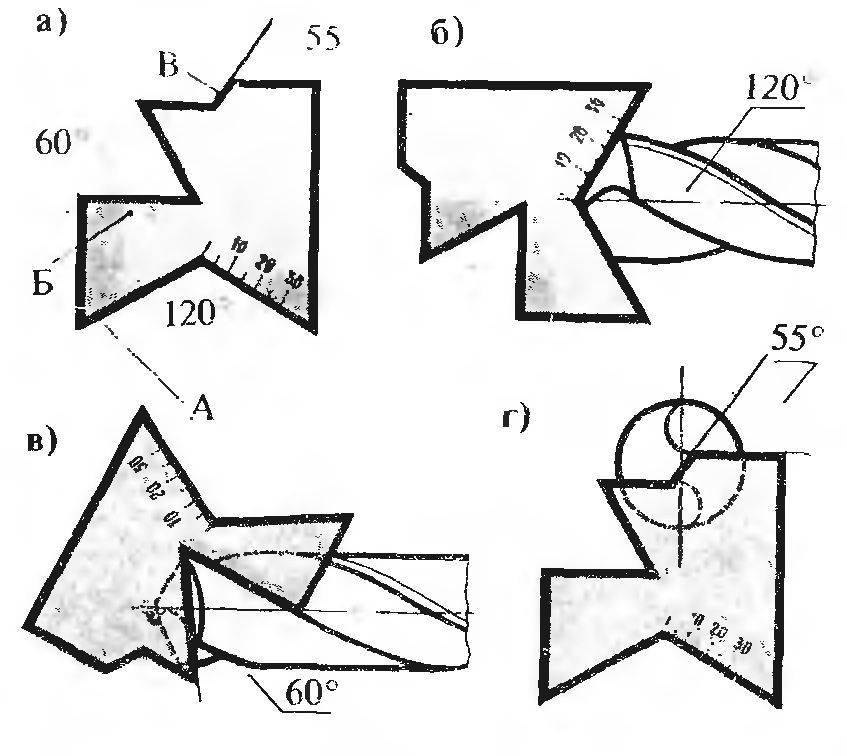
Угол заточки сверла – применяем контрольный шаблон
При самостоятельном выполнении заточных работ следует исключить вероятность ошибок. Для этого необходимо проконтролировать правильность обработки, используя специальный шаблон. Его можно купить в специализированных магазинах или изготовить самостоятельно, используя алюминиевый, медный или стальной лист с толщиной 1–1,5 мм. Желательно использовать стальной шаблон, отличающийся увеличенным ресурсом использования.
Контрольное приспособление позволяет проверить следующие параметры:
- длину режущей кромки;
- угол при вершине;
- взаимное положение режущей части и перемычки.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
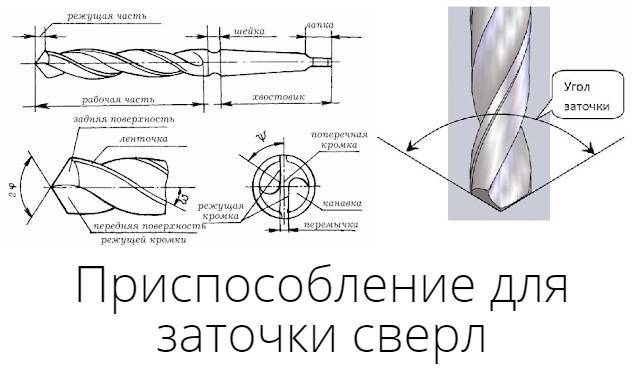
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
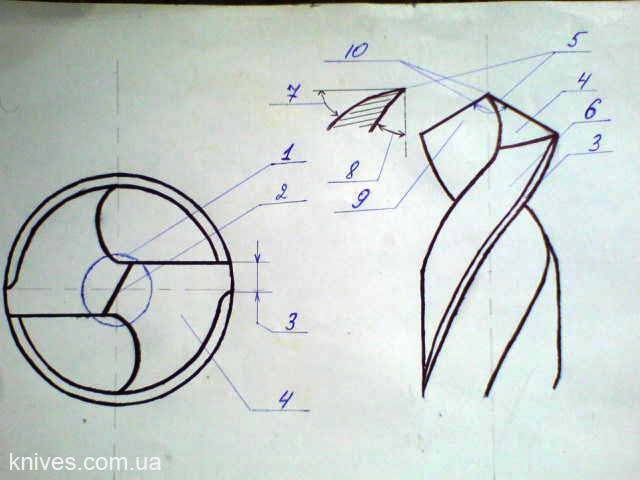
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.


Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
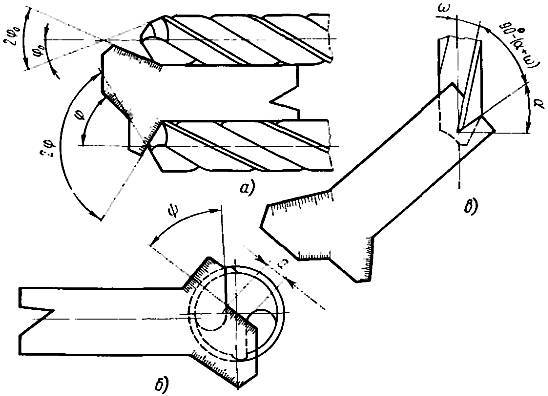
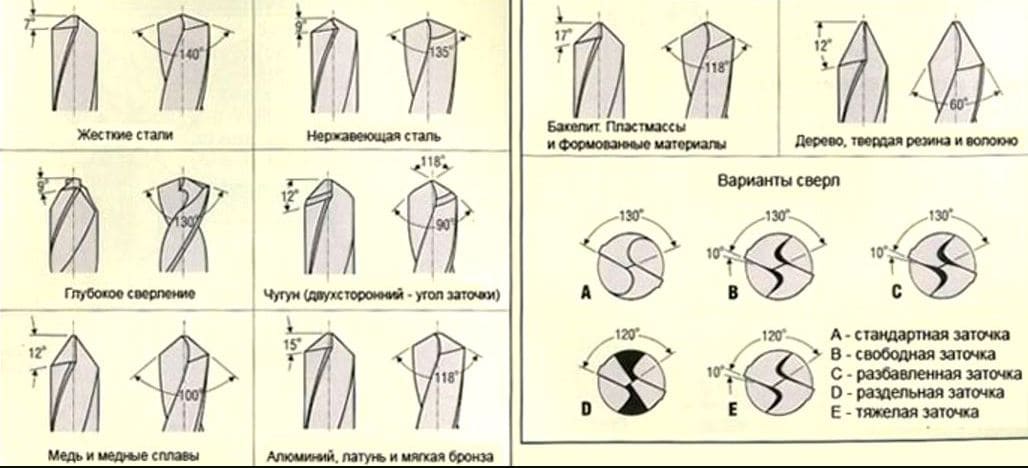
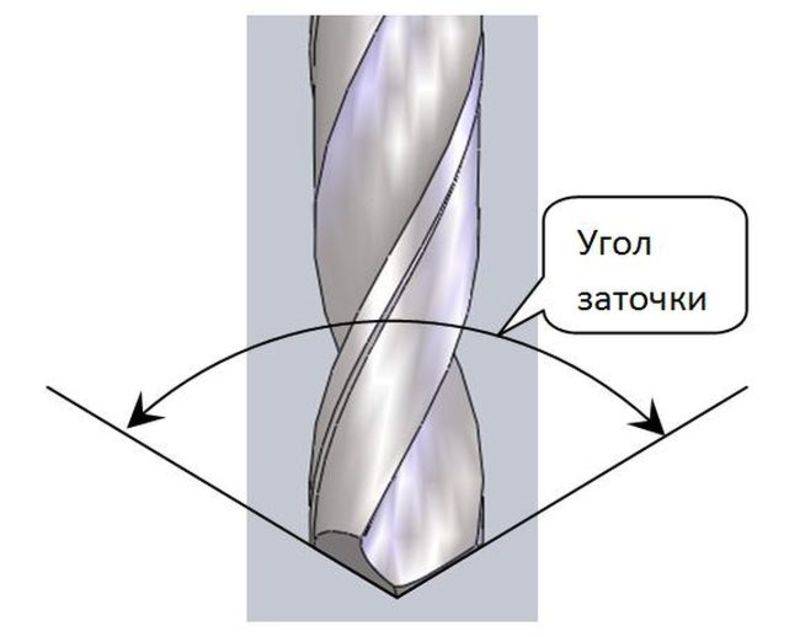
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
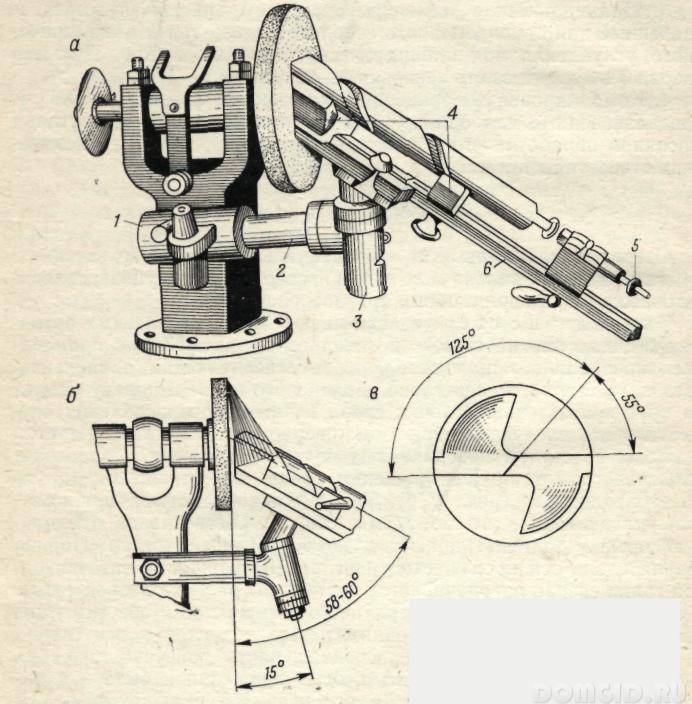
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Разновидности сверла для дерева
Обычно качественными сверлами пользуются опытные мастера, которым в работе требуются различные типы изделий для создания отверстий в дереве. Это могут быть отверстия, к примеру, под шипы, болты или нагели. Причем сам процесс сверления может быть очень разнообразен по качеству, что понесет за собой мысли о том, как правильно заточить после эксплуатации сверло и придется ли его вообще затачивать.





Самыми распространенными типами сверл на сегодняшний день можно назвать: винтовые, спиральные, перовые, центровые, кольцевые и сверла Форстнера.
Винтовые
Если требуется сверлить дерево поперек волокон, не задаваясь при этом лишний раз вопросом как правильно заточить сверло по дереву, то пригодится винтовое сверло с мелкой резьбой на окончании. В диаметре они могут достигать до 50 миллиметров. Специальная винтовая форма поможет вовремя отводить от места работы стружку и не перегревать тем самым стержень. В зависимости от требуемой глубины отверстия можно приобрести сверла длиной более сантиметра, при этом минимальный размер – 400 миллиметров.
Винтовые сверла по дереву
Спиральные
Спиральное изделие сразу же можно отличить по идеально отшлифованной фрезерованной спирали с острием, позволяющим не допустить какое-либо передвижение стержня в сторону при работе. Именно благодаря спиральной форме с легкостью просверливают отверстия в конструкциях из шпона. По диаметру соответствующие сверла достигают 52 миллиметров, а самый маленький можно найти на 3 миллиметра. Чтобы точно прицелится на намеченное место сверление, хвостик изделия оборудован конической формой, что придает немало удобства.
Если при закупке выбор пал именно на спиральные сверла, то всегда следует помнить о взаимосвязи диаметра изделия от максимального количества оборотов, которое оно может выдавать. Иначе срок службы изделия будет резко сокращен. Если требуется обрабатывать твердые деревянные поверхности, то лучше установить максимум 900 оборотов в минуту при диаметре сверла в 14 и меньше миллиметров. А вот для мягкой древесины можно установить на сверлящем инструменте 1800 оборотов.
Набор спиральных сверл для дерева
Перовые
Наиболее распространенным типом сверла является перовое. Именно оно наводит на мысли как заточить перьевое сверло по дереву, и чаще всего используется при ремонтных и строительных работах. Оно наиболее удобное и имеет различные варианты в диаметре.
У него есть лишь единственный важный недостаток: подобная форма сверла не способствует отведению стружки и процесс сверления значительно осложняется, особенно когда необходимо отверстие с большой глубиной. Именно поэтому специалисты рекомендуют использовать подобный тип сверл при работе с древесными плитами или толстыми досками, где процесс сверления будет происходить максимально эффективно.
Исправить ситуацию может особый вид наконечника у перового сверла или же подобное изделие с удлинителем. Такой удлинитель имеет шестигранную форму, и вполне может использоваться для иных типов сверл. При этом диаметр итогового отверстия может достигать до 52 миллиметров.
Перьевые сверла для дерева
Центровые и кольцевые
А вот центровые сверла пригодятся для создания идеально ровных сквозных отверстий в деревянной поверхности. Обычно такие изделия имеют вид 50-миллиметрового (минимум – 12 мм) стержня с режущей кромкой внизу, достигая длины до 150 миллиметров. Конечно же, достаточно глубоких отверстий проделать не получится. Для этого подойдут кольцевые сверла, на вид схожие с короной или кольцом с зубьями. Обычно они продаются целым набором в виде насадок с центровочным сверлом и единой основой.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
Признаки того, что кромку пора заточит
Определить, что настало время заточить сверло по металлу легко. Обязательно появляются эти признаки:
- Появляется сильный нагрев, а на месте сверления металл (особенно алюминий или латунь) может начать плавиться. Это связано с тем, что сверло не вырезает, а трет металл. Определить это можно по быстрому выгоранию смазки.
- Звук становится похожим на скрип. Даже если добавлять смазки, через секунду появляется скрип.
- Сверление происходит дольше.
- Отверстие получается «слизанным». Вместо четких, острых краев получается полированная дыра.
- Если посмотреть на кромку, она будет не острой, а округлой, не подрезает ноготь. Рассмотреть это можно под лупой.

Если эти признаки наблюдаются, то нужно наточить сверло по металлу. Зачастую кромка тупится из-за перегрева. Продлить жизнь инструменту можно, если использовать смазочно-охлаждающую жидкость (СОЖ) или хотя бы солидол.