

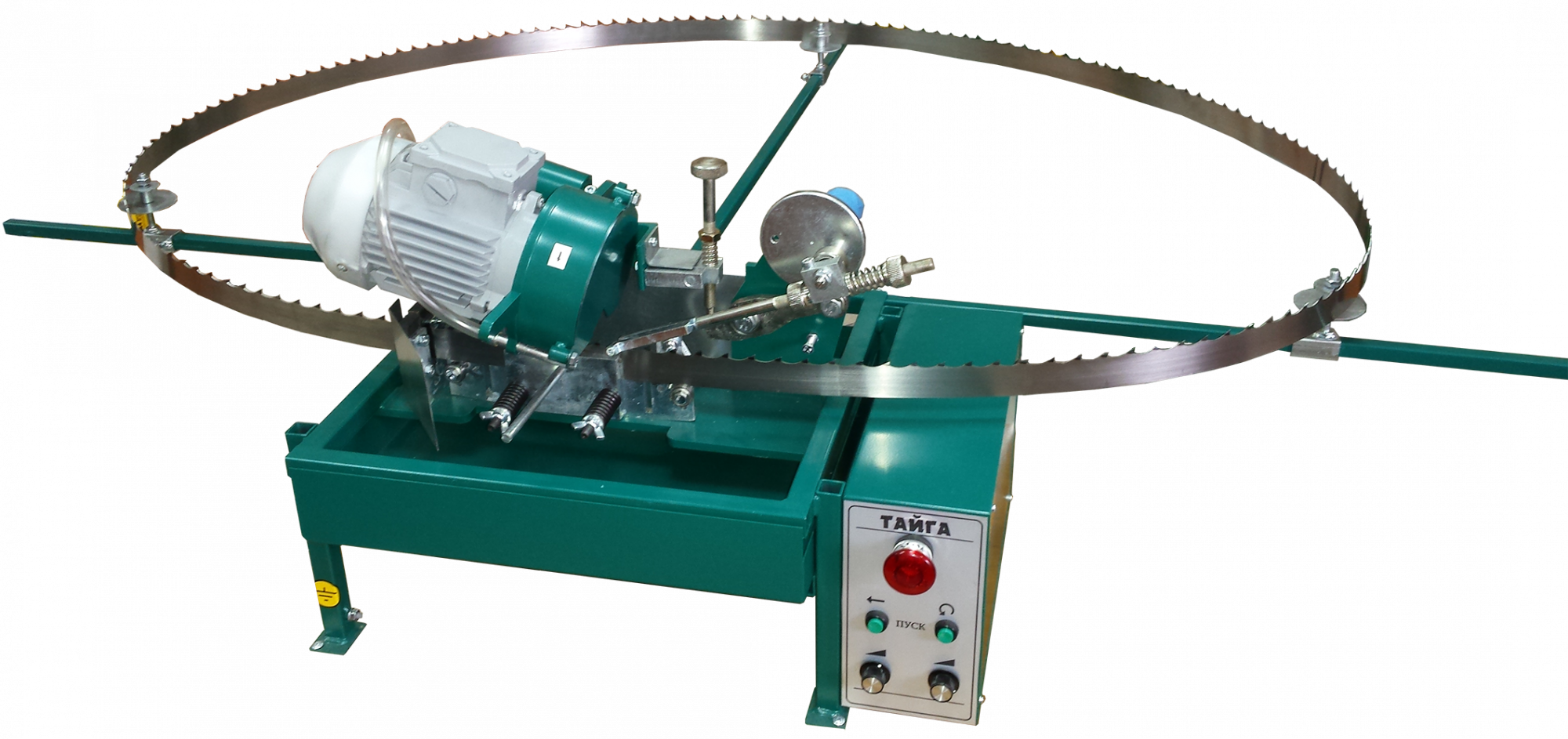
Технические характеристики пилорамы ленточной Тайга Т-3
| Наименование параметра | Тайга Т-3 | Тайга Т-3 SUPER | |
|---|---|---|---|
| Основные параметры | |||
| Диаметр распиливаемого бревна, мм | 100..900 | 100..900 | |
| Длина распиливаемого бревна, м | 6,500 | 6,500 | |
| Диаметр пильных шкивов, мм | 600 | 600 | |
| Производительность, м3/смена 8 час | 6..12 | ||
| Скорость пильной ленты, м/с | 30 | ||
| Ширина пильной ленты, мм | 38..41 | 38..41 | |
| Длина пильной ленты, мм | 4290 | 4290 | |
| Привод подъема/ опускания пильного блока | электр. | электр. | |
| Привод перемещения пильной каретки | ручн. | ручн. | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | |
| Количество электродвигателей на станке, шт | 2 | 2 | |
| Электродвигатель пилы – номинальная мощность, кВт | 11 | 11 | |
| Электродвигатель подъёма-опускания, кВт | 0,55 | 0,55 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 630 х 2000 х 1700 | ||
| Масса станка, кг |
Список литературы:
Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
Бобиков П.Д. Мебель своими руками, 2004
Борисов И.Б. Обработка дерева, 1999
Джексон А., Дэй Д. Библия работ по дереву, 2015
Золотая книга работ по дереву для владельца загородного участка, 2015
Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
Коротков В. И. Деревообрабатывающие станки, 2007
Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
Манжос Ф.М. Дереворежущие станки, 1974
Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
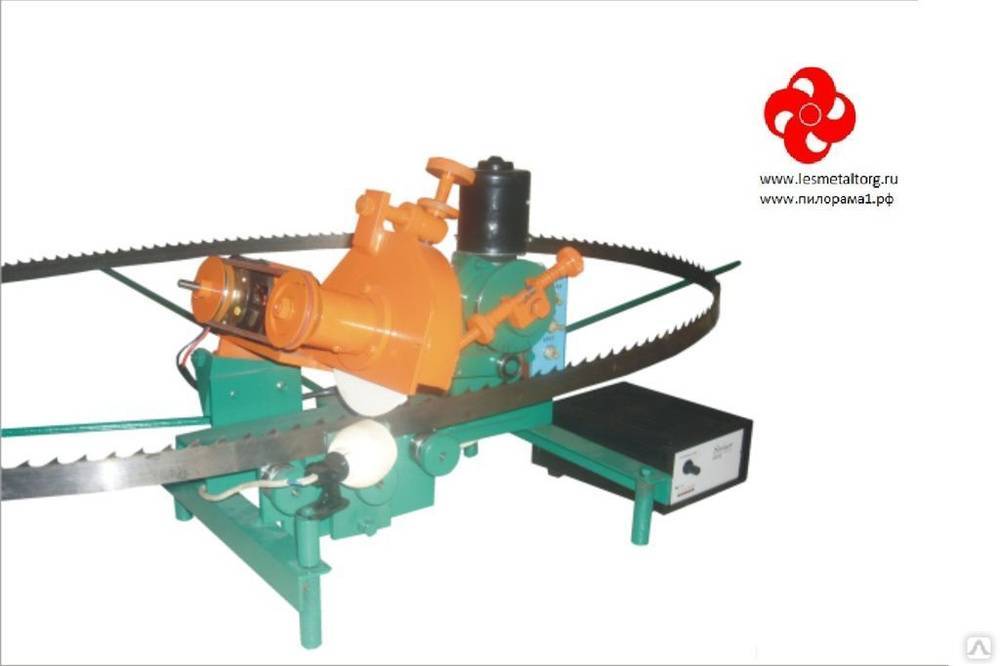
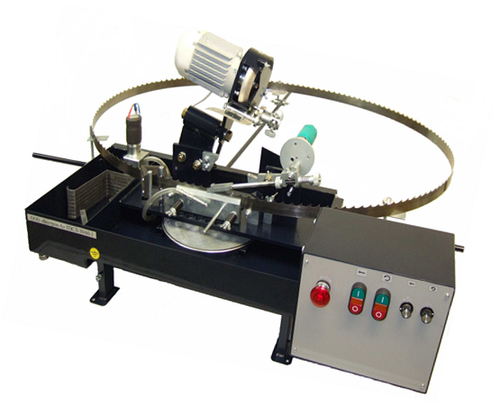
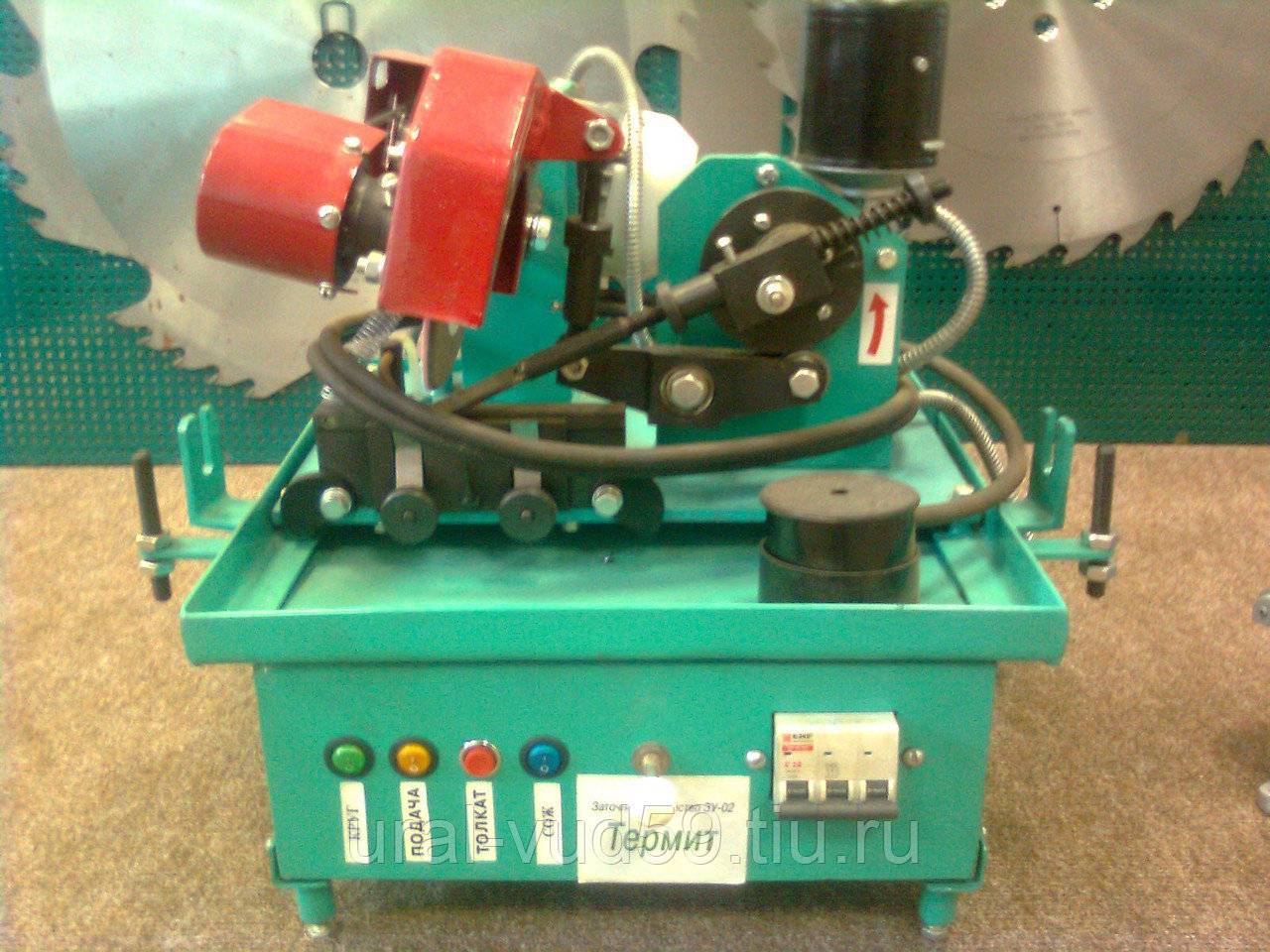
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила
или виду самых зубьев.
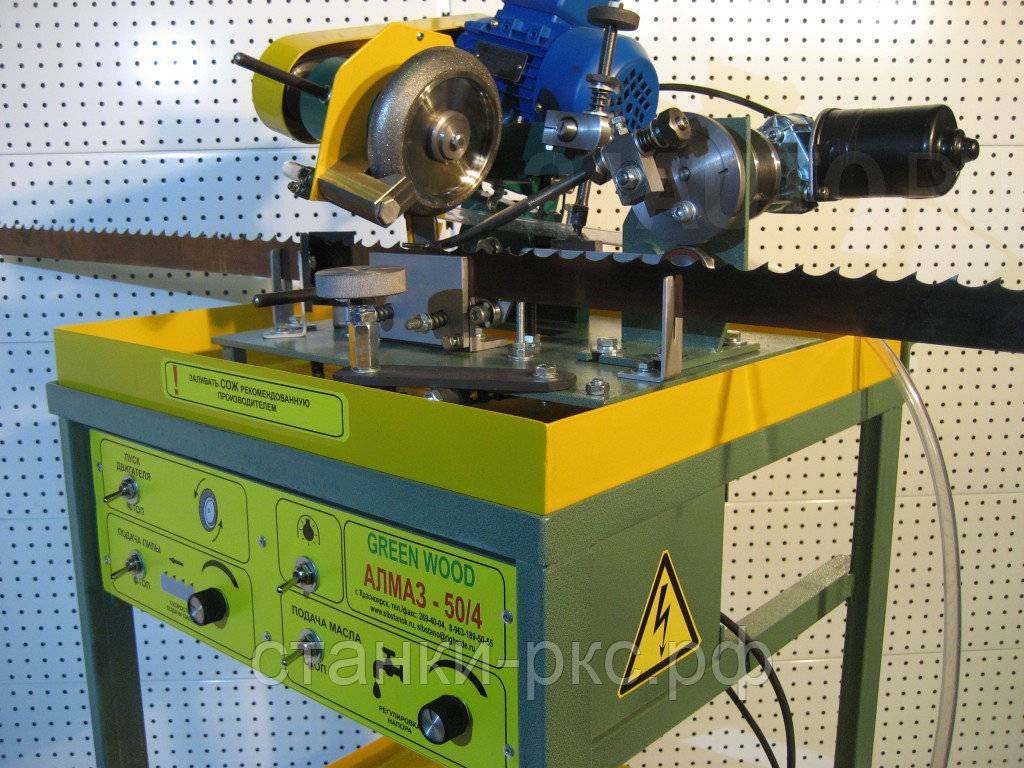
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента
своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
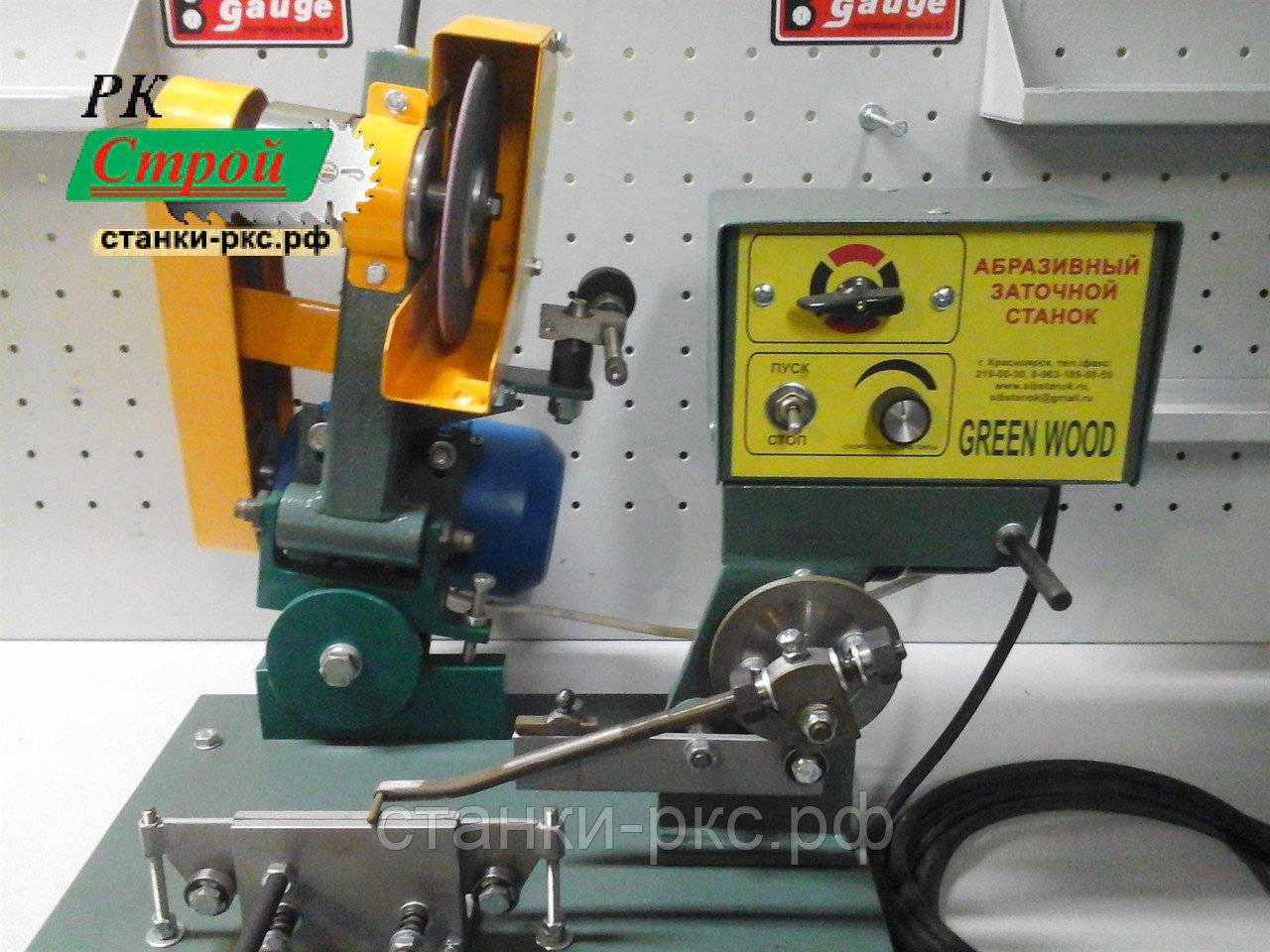
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки
, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль
. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Распространенные ошибки и способы исправления
В таблице ниже приведены наиболее часто встречающиеся сложности в работе и способы их устранения. Ошибки при раскрое бревен на пилораме
| Возникшая ошибка | Причина ошибки |
| Во время работы происходит подъем пилы. На выходе получается искривленная доска | Слишком высокий угол заточки зубьев. Нужно уменьшить его на 4-5° |
| В работе пилы появляются нырки | Маленький угол заточки зубьев |
| Большое количество отходов в виде опилок при раскрое | Уровень разводки пилы выше нормы |
| При пропиле получается волнообразный разрез | Слишком маленькая разводка, либо плохо заточены зубья |
| Растрескивание задней кромки полотна пилорамы | Нужно откорректировать расстояние между задними валиками |
| Накат опилок на полотно пилорамы | Следует увеличить разводку зубьев |
| Накат опилок на поверхность зуба | Слабо заточены зубья |
Распиловка на ленточной пилораме является одним из важных этапов лесозаготовки. Качество полученной продукции напрямую зависит от выбранной схемы, организации работы и подготовки оборудования.
Общее устройство ленточной пилорамы. Принцип работы
Деревообрабатывающий станок состоит из:
- пильной рамы – основания, к которому крепят остальные узлы;
- станины – рамы, которая двигается по направляющим;
- направляющих ленточной пилорамы в виде рельс;
- направляющих пилы: неподвижной и подвижной;
- защитных кожухов шкивов ленточной пилорамы;
- механизма натяжения ленточной пилы (полотна);
- ёмкости для СОЖ – для охлаждения оснастки;
- подвижного ползуна ведомого шкива;
- механизма подъёма пильной рамы
- зажимов для фиксации бревен;
- шкивов: ведущего и ведомого;
- передачи клиноременной;
- электрического шкафа.
Конструкция позволяет разбирать деревообрабатывающее оборудование на отдельные узлы для транспортировки.
Принцип работы станка прост:
- Ствол подвозят к пилораме с помощью погрузчика, кран-балки или тельфера.
- Выкладывают заготовку на пилораму и закрепляют с помощью зажимов.
- Оператор с помощью пульта запускает станок, задаёт нужные параметры.
- Ствол автоматически или вручную продвигается в рабочую зону.
- Включается электродвигатель и начинается процесс распиливания.
- Система охлаждения подаёт на полотно специальную жидкость.
- Распиленные части бревна выдвигаются наружу.
Некоторые конструкции могут работать по-другому: например, часть операций либо производится полностью в ручном режиме, либо частично – перемещение брёвен, фиксация на раме, удаление заготовок из
Классификация ленточных пилорам
Главный элемент оснастки оборудования данного типа – ленточная пила. Она производится из стали специальных марок, позволяющих выдерживать нагрев до высоких температур и «держать» заточку режущих зубцов на протяжении длительного времени. Пилорамы классифицируют по следующим параметрам:
- ширина полотна – существуют узколенточные и широколенточные станки;
- производительности – зависит от мощности электромотора;
- уровню автоматизации оборудования.
На узколенточном оборудовании используют режущие полотна с шириной до 50 мм, это – малопроизводительные станки, способные распиливать до 15 кубометров за 7-8 часов. Такие станки редко автоматизируют, а управляют ими не более 2-3 человек. На широколенточных станках применяют пилы с шириной около 100-300 мм. Это оборудование оснащают системой автоматизации, которая управляет устройствами загрузки, перемещения бревен, фиксации на стане и автоматического удаления досок из рабочей зоны. Станки достаточно мощные и могут справиться с 150 кубометрами древесины за смену, управляются одним или двумя операторами.
В чём преимущества ленточных пил:
- малая толщина пропила – 2-3 мм;
- не требуется сортировка кругляка;
- индивидуальная схема раскроя;
- простота эксплуатации и обслуживания;
- высокая производительность оборудования;
- не требуются большие производственные площади;
- возможность работы даже в неотапливаемых цехах;
- не требуется высокая квалификация обслуживающего персонала.
Благодаря небольшой толщине пропила количество стружки достаточно мало, если сравнивать с использованием дисковой оснастки. Производительность и сложность станков зависят от мощности установленных электромоторов, конструкции, блоков и пультов управления.
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
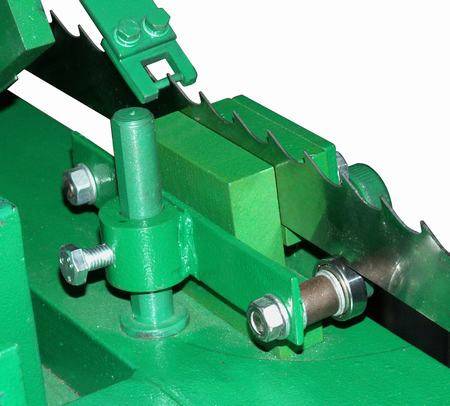
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Назначение ленточных пилорам СЛП
Ленточные пилорамы предназначены для распиловки бревен древесины любых пород на:
Брус, полубрус, плаху; Необрезную и обрезную доску.

Преимущества ленточных пилорам СЛП
ленточные пилорамы обеспечивают высокое качество обрабатываемой поверхности; ленточные пилорамы обеспечивают точность обработки 0,5-1 мм на длине 6,5м; ленточные пилорамы обеспечивают увеличенный выход готовой продукции по сравнению с рамными пилорамами; для ленточных пилорам данного типа характерна низкая энергоемкость; ленточные пилорамы обеспечивают возможность распиловки маломерной древесины длиной от 0,5м и диаметром до 900мм; установка ленточной пилорамы без специального фундамента;
Легко убедиться в преимуществе ленточных пилорам СЛП над рамными пилорамами по выходу продукции. Ленточные пилорамы дают качественный пиломатериал точных размеров, а не опилки. Из каждого бревна вы получаете больше досок, затратив при этом меньше энергии и затратив меньше усилий.






Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Конструкция и эксплуатация ленточной пилорамы «Тайга»
Горизонтальная ленточная пилорама Тайга устанавливается на бетонную площадку или на брусья, параллельно расположенные на земле. Основанием пилорамы является жесткозакрепленные высокопрочные рельсовые пути с фиксирующей системой крепления бревен. При установке дополнительных секций рельсовых путей можно производить распиловку бревен длиной более 8 м.
Пильная рама пилорамы Тайга с механическим или электроприводом подъема/опускания (в зависимости от модели) на опорных роликах в ручном режиме перемещается вдоль направляющих рельсового пути, производя распиловку пиломатериала. Снятие опила с рельсового пути осуществляется очищающими скребками, расположенными в основаниях вертикальных стоек пильной рамы. Позиционирование пильного механизма в вертикальной плоскости осуществляется цепной двухрядной передачей с редуктором привода подъема/опускания по метрической шкале, обеспечивая надежную фиксацию пильного механизма в заданном положении и его точную настройку по высоте. Ленточная пилорама Тайга серии Т-1 с ручным механическим приводом: перемещение механизма пиления производится в ручном режиме посредством вращения ручки редуктора. На моделях Т-2, Т-2М, Т-3, Т-4 перемещение пильного механизма осуществляется в автоматическом режиме переключателем подъема/опускания. При необходимости доводку пильного механизма можно осуществить ручным доводчиком.
Ленточная пила надевается на сбалансированные пильные колеса (ведущее и ведомое) пильного механизма пилорамы Тайга. Крутящий момент от шкива электродвигателя на ведущее колесо передается через ременную передачу. Ведомое колесо, закрепленное через механизм натяжения, приводиться во вращение ленточной пилой. Применение больших стальных недеформируемых шкивов диаметром 520-600 мм позволяет увеличить скорость движения пилы, улучшить качество поверхности обрабатываемого пиломатериала и срок службы ленточного полотна. Натяжения пильной ленты осуществляется динамометрическим ключом и контролируется визуально по шкале динамометрического датчика на ключе. Успокоительные ролики пильного механизма обеспечивают постоянное натяжение ленточного полотна и предотвращают от колебаний ленточной пилы.
Пильный механизм ленточной пилорамы Тайга защищен кожухом, обеспечивая безопасность обслуживающему персоналу.
Для предотвращения зажима пильной ленты в пропиле, вызванного за счет налипания смолы на режущие кромки режущего полотна, ленточная пилорама Тайга оборудована системой смазки пилы с регулятором расхода смазочно-охлаждающей жидкости.
Пилорама Тайга управляется с кнопочной панели, установленной на пильной каретке.
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.








При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Где купить пилораму Тайга Т-2
Станки по дереву необходимо приобретать в специализированных магазинах
Качественное оборудование для лесопилок, мебельных и других производств – это важное условие для бизнеса, занимающегося деревообработкой
Купить пилораму Тайга в Чебоксарах вы можете в нашем магазине. Также занимаемся поставками запасных частей, комплектующих и оснастки. Предлагаем приобрести электронные линейки для комплектации пилорамы, они улучшают точность разметки и облегчат работу оператору. Чтобы узнать, сколько стоит Тайга Т-2, позвоните нашему консультанту или отправьте сообщение через форму обратной связи. Купить ленточную пилораму вы можете за наличный расчет, по карте или оплатить оборудование с помощью банковского перевода.
Как обслуживать оборудование. Нюансы
Обслуживание включает в себя ежедневное ТО и плановое – не менее 1 раза в месяц.
В течение смены оператору нужно:
- осмотреть станок перед работой;
- проверить степень натяжения полотна;
- удостовериться в наличии охлаждающей жидкости;
- в конце дня следует удалить стружку и очистить раму от грязи.
Чтобы оборудование работало долго и без поломок рекомендуется хотя бы раз в месяц проводить полную его проверку. В перечень работ включают регулировку и техобслуживание ленточной пилорамы:
- проверку механизма натяжения (роликов);
- продувку электромотора сжатым воздухом.
- осмотр шкивов и ремней пилорамы;
- протяжку болтов и гаек крепления элементов.
Осмотр и ТО помогают предотвратить поломки оборудования, что важно для его безотказной работы
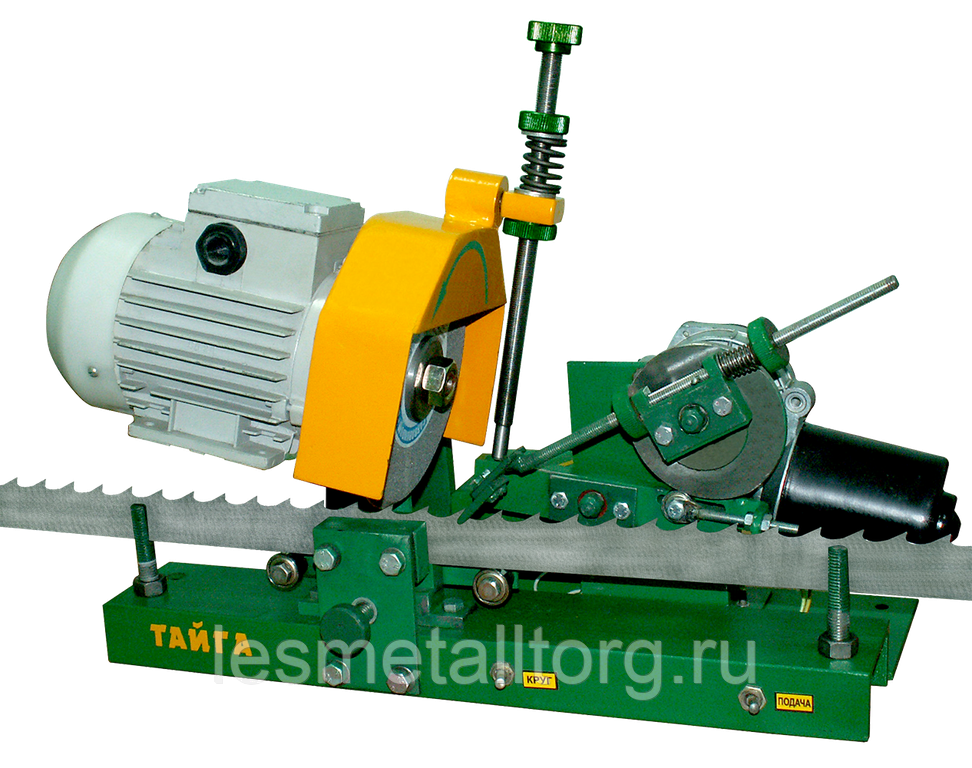
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%. Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.








Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.





