

Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Чем лучше сверлить бетонные стены
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Рейтинг лучших механических (ручных)
Если вы обладаете достаточными техническими навыками и большим количеством свободного времени, можно приобрести ручной станок для затачивания пильных цепей. Он дает возможность более точно и аккуратно править пильные зубья. Кроме того, его стоимость в несколько раз меньше электрического.
Champion C6500
Простой и надежный станок для ручной правки режущей кромки пильных цепей. Литой металлический корпус для большей защиты от коррозии покрыт порошковой краской. Струбцина, расположенная в нижней части позволяет без труда зафиксировать станок на любой поверхности.
Технические характеристики:
- производитель – Champion;
- модель – C6500;
- Родина бренда – Россия;
- страна производства – Китай;
- класс – бытовой;
- вес, кг – 0,54;
- габариты, мм – 30х100х200;
- цена, в руб – 1 130.
| Достоинства | Недостатки |
| простая и надежная конструкция | пластиковый фиксатор напильника |
| возможность фиксации на любой поверхности | |
| поворотная платформа |
Rezer HSB-303
Механический станок бытового класса для эффективного затачивания. Металлический корпус, покрытый порошковой краской, обеспечивает длительную эксплуатацию. Струбцина позволяет зафиксировать устройство на верстаке или рабочем столе.
Технические характеристики:
- производитель – Rezer;
- модель – HBS-303;
- Родина бренда – Россия;
- страна производства – Китай;
- класс – бытовой;
- вес, кг – 0,59;
- габариты, мм – 30х100х200;
- цена, в руб – 992.
| Достоинства | Недостатки |
| качество сборки | пластиковый фиксатор напильника |
| надежная струбцина | |
| градуировка поворотной платформы |
DDE GT0103
Универсальный станок для заточки пильных цепей. Металлический корпус и направляющие обеспечивают надежность конструкции и простоту использования. Для фиксации инструмента он оснащается струбциной с винтовым фиксатором.
Технические характеристики:
- производитель – DDE;
- модель – GT0103;
- Родина бренда – США;
- страна производства – Китай;
- класс – бытовой;
- вес, кг – 0,55;
- габариты, мм – 290х165х65;
- цена, в руб – 1 559.
| Достоинства | Недостатки |
| простота использования | пластиковый фиксатор напильника |
| точность настройки | |
| градуировка поворотной платформы |
Сводная сравнительная таблица
Ниже представлена сводная рейтинговая таблица для большего удобства сравнивания инструментов.
| Наименование | Габаритные размеры, мм | Вес, кг | Стоимость, руб |
| Champion C6500 | 30х100х200 | 0,54 | 1 130 |
| Rezer HSB-303 | 30х100х200 | 0,59 | 992 |
| DDE GT0103 | 290х165х65 | 0,55 | 1 559 |
Также цепную пилу можно заточить напильником, цена которого сущие копейки.
Цепи бензопилы и оборудование для их заточки
Зону цепей не всегда хорошо подтачивает обычный напильник. Он не выручит, если бензопила сильно затупилась, пропахав землю с песком или гравием.









Искать приспособление лучше напильника придется и тогда, когда режущие элементы переточили так, что они совершенно потеряли свою форму.
Здесь никак не обойтись без специального оборудования – станка для пильных дисков.
Станок почти ничем не отличается от лучковой пилы, только в качестве рабочей части используется не полотно пилы, а напильник в форме круга большой длины.
С помощью станка подтачивают и направляют цепь таким образом, чтобы внешние края ее зубьев были одинаковы по размеру.
Зуб, на который нужно ориентироваться в процессе заточки, – самый маленький. Чтобы станок корректировал вид зубьев правильно, его можно настроить на нужные для этого параметры.
Видео по заточке дисков:
Просто и удобно пользоваться электрическим инструментом, чтобы точить цепь пилы.
Он имеет панель настроек, где можно менять функциональные режимы, то есть располагать цепь под определенным углом и чтобы диск равномерно касался краев всех зубьев.
Есть даже станок, имеющий автоматический механизм, зажимающий цепь как тиски.
Механизм нужно подносить к каждому зубу цепи два или три раза.
Переходя к заточке очередного элемента, нельзя сбрасывать настройки или переустанавливать режим заточки. Оставшийся ряд зубьев необходимо точить таким же образом, как самый первый контрольный зуб.
При таком подходе все заостренные выступы на цепи не будут разниться в размерах. Когда дело дойдет до стачивания ограничителя, вместо напильника в виде круга надо будет взять плоский инструмент.
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.
Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/с м² .
1.1 Характеристика заточных кругов
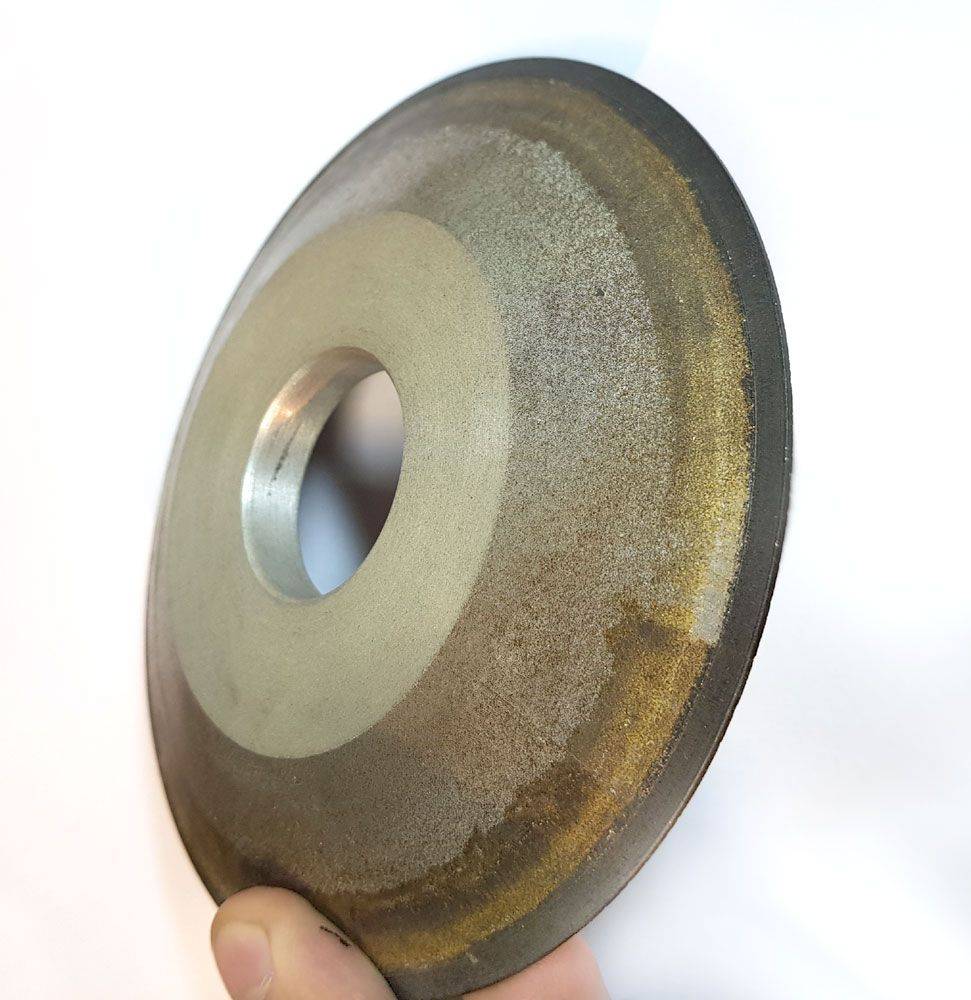
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.
Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.
Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
Способы заточки дисковых пил
Станок для заточки дисковых пил с напайками
Для формирования новой режущей кромки можно использовать любой заточной станок
Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.



![Станок для заточки пильных дисков и цепей [своими руками]](https://labequip.ru/wp-content/uploads/9/9/e/99e467bd6160b038be328bd645924371.jpeg)





Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Что нужно знать из плюсов и минусов при эксплуатации
Некоторые источники утверждают, что использовать победитовые цепи следует исключительно на инструментах, относящихся к классу профессионального или полупрофессионального предназначения. Это бензопилы средней и высокой мощности. Однако это мнение также ошибочно, ведь совершенно свободно можно установить такую гарнитуру на маломощный инструмент, и пилить им деревья. Вопрос в том, какой толщины распиливаемый материал, и насколько долго выполняются распиловочные работы. Если у вас бензопила малой мощности, то для нее также можно подобрать победитовую цепь, чтобы пилить древесину, что и обычной гарнитурой, только исключив необходимость постоянной заточки зубьев.
Возвращаясь к положительным и отрицательным сторонам эксплуатации твердосплавных цепей на бензопилах, следует выделить следующие факторы:
- Большой эксплуатационный ресурс. Естественно со временем гарнитура приходит в негодность, что связано с притуплением зубьев и ее растягиванием. Однако ее ресурс примерно в 5 раз больше классических моделей (зависит от вида распиливаемых материалов).
- Экономит время, что особенно актуально при больших объемах работ.
- Притупляется в 8 раз медленнее, чем зубья на стандартных цепях (при условии ее использования для распиливания твердой и мерзлой древесины). При применении для обычной древесины скорость притупления еще ниже.
- Возможность выполнения распиловочных работ при контакте с абразивными материалами. При валке дерева не исключается контакт зубьев с грунтом, что приводит к их притуплению на обычной цепи. Для гарнитуры с победитовыми напайками любые контакты с абразивами не страшны.
Положительные качества изделий делают их все более популярными не только среди профессиональных пильщиков, но и домашних мастеров
Однако важно знать не только положительные стороны, но и недостатки. К ним относятся:
сложность заточки, что обусловлено необходимостью использования специального оборудования, а точнее алмазного диска. Обычно для восстановления остроты зубьев, такие цепи нужно сдавать в сервисные центры, где осуществляется их заточка;
высокая стоимость. Цена примерно в 4-5 раз выше, чем обычная цепь. Дорого стоит не только сама гарнитура, но и услуга ее заточки;
если в процессе пиления древесины встречаются металлические детали (из прочной стали), то не редко происходит откалывание зубьев. С этим недостатком встречаются пильщики довольно часто, и это вовсе не говорит о низком качестве изделий
Важно понимать, что основная задача цепей — пиление твердой и промерзшей древесины, а для резки металла следует использовать абразивные диски.
Не только громкие лозунги от производителей, но и опыт пильщиков подтверждает эффективность использования бензопильных цепей с победитовыми напайками.
Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
Средняя — 100–125.
Крупная — 125–160.
Очень крупная — более 160.
Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ.
Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость.
Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.

Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках

Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
Набор приспособлений собирают в единый блок.
Его закрепляют в державке.
Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
Инструмент вводится в контакт с вращающимся изношенным алмазным диском.
У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.








Правка проходит очень быстро.
Шарошки для правки алмазных кругов стоят дешево.
Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются.
Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
Надевайте защитные очки и используйте маску от пыли.
Не используйте для правки не подходящие по размерам шарошки.
Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности.
Перемещайте державку с шарошками максимально плавно.
При правке старайтесь удерживать стабильное давление на алмазный круг.
При появлении искр увеличивайте нажим.





