Критерии выбора
Определиться с выбором будет проще, если при рассмотрении разновидностей надфилей учесть важные критерии.
Производитель. Качественную обработку может выполнить инструмент, изготовленный в соответствии с общепринятыми стандартами. Их придерживаются известные производители: BERGER, STAYER, BAHCO, MATRIX, Sekira, ЗУБР, TOPEX, СИБРТЕХ и пр..
Тип инструмента. Инструмент для обточки и шлифовки классифицируется по следующим типам: надфиль, напильник, рашпиль, ручка. Отличия между изделиями наблюдаются в параметрах, размерах насечек, формой сечения.

Материал обработки. Чаще всего изделия, предназначенные для обработки металла, можно применять по керамике и стеклу. Перед покупкой стоит уточнить, для работы с какими материалами подходит надфиль. Надфиль по металлу должен изготавливаться из твёрдого сплава. В изделии для работы по дереву насечки расположены с крупным шагом.
Форма сечения. От данного параметра зависит назначение инструмента. Формы сечения бывают: круглая, плоская, полукруглая, квадратная, овальная, ромбическая, треугольная.
Какие насечки. Одинарная насечка позволяет снимать незначительный слой обрабатываемой поверхности. Двойная выполняется под углом 25 градусов (вспомогательная под углом 45 градусов). Такое решение увеличивает эффективность и производительность шлифовально-заточных работ.
Рашпильной называют точечную насечку, которая отличается крупными зубьями и вместительными канавками. Благодаря этому удаётся легче снимать слой поверхности заготовки.
Виды граней. Клиновидные имеют два острых торца и один выступ (острый иди закругленный). Назначение – обработка небольших углов, проделывание высечек.
Игольчатые характеризуются небольшими размерами. Область применения – узкая, преимущественно в ювелирном деле.
Бархатные используются для самых тонких работ. Снимают слой за 1 проход не более 0,05 мм. на 1 см рабочей части приходится 25-80 зубьев.
Имеется ли ручка. Использовать инструмент без рукоятки неудобно. Поэтому на край бруска надевают ручку, сделанную из прочного пластика или дерева. Вне зависимости от разновидности, приспособление должно соответствовать определённым требованиям касательно формы, длины и материала.
Длина рукоятки выбирается с учётом длины рабочей части напилков. Поверхность обрабатывается до гладкости. Наличие зазубрин – признак низкого качества надфиля.
Выпускается инструмент со стационарной и съёмной ручкой. Второй вариант отличается удобством и экономностью, ведь для набора пилочек достаточно одной такой ручки.
С алмазным напылением или без. Напилки могут выпускаться в обычном виде и с алмазным напылением. Второй вариант отличается высоким качеством, который гарантирует быструю резку обрабатываемого материала и снятие поверхностного слоя заготовки.
Отличаются надфили с алмазным напылением небольшими размерами в соответствии со стандартами. Их применяют не только для металла, но и керамики, стекла, материалов твёрдой структуры (цветметы).
Покрытие представляет собой алмазный порошок, который равномерно распределяют по рабочей поверхности надфилей. Такой инструмент отличается высокой прочностью.
Виды по материалу
По исходному материалу надфили делятся на алмазные и фогольцевые.
Алмазные
Самым наглядным примером являются обычные пилочки для ногтей.
Стекло, керамика, металлы, сплавы, штукатурно-малярные составы охотно поддаются корректировке таким инструментом. В процессе материал не режется, а снимается частично сверху.
Рабочая область надфиля отливается из углеродистой стали и покрывается сверху алмазной крошкой. Впрочем, напыление не имеет ничего общего с драгоценностью. На самом деле используются частицы прочного искусственного камня.
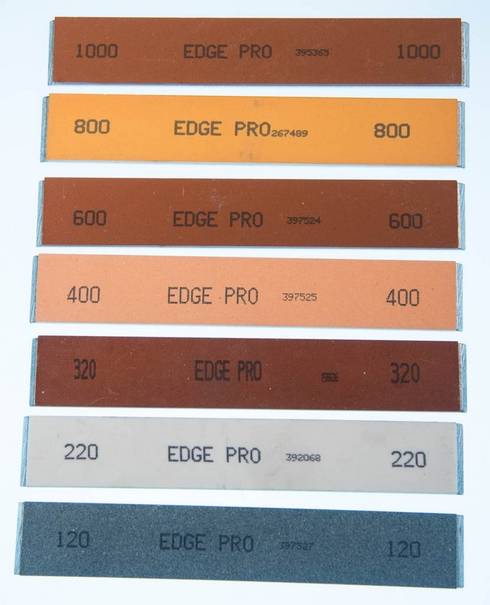
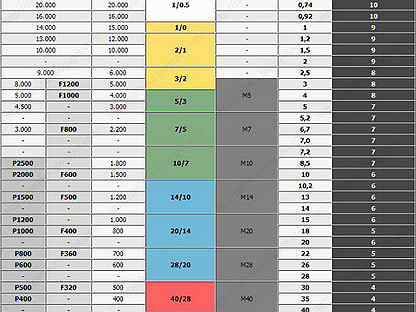
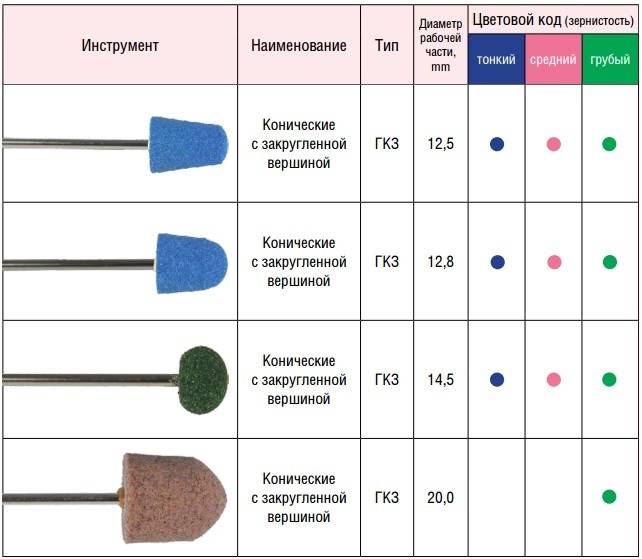
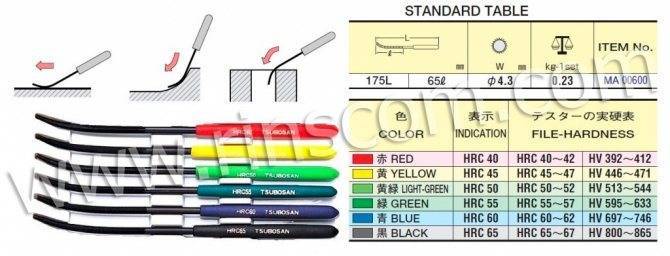
Напыление делают разной твердости (50 — 60 единиц). Чем больше показатель, тем крупнее зерно. Мелкий размер ложится плотнее, а значит, результат шлифовки получится максимально гладким. Твердость обязательно указывают на ручке инструмента в виде риски или цветной полосы (красный — 160/125–100/80 зерен; синий — 80/63–63/55; без отметки — 50/40–40/28).
Алмазные надфили по ГОСТу имеют стандарт длины 100 — 200 мм. однако встречаются экземпляры и от 50 до 160 мм.
Фогольцевые
Такая сталь отличается износостойкостью, прочностью, твердостью, жароустойчивостью, высоким сопротивлением коррозии.
Все перечисленные характеристики обеспечиваются за счет добавления в железно-углеродистый сплав хрома, никеля, молибдена, марганца и других элементов химической таблицы.
Фогольцевый надфиль встречается в основном в ювелирных мастерских. Материал хорошо взаимодействует с пластичными металлами, придает нужную форму без повреждений.




Как правило, фогольцевый надфиль отливается в полукруглой форме с сужением на конце. Другие варианты встречаются реже.
Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность. В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
Виды
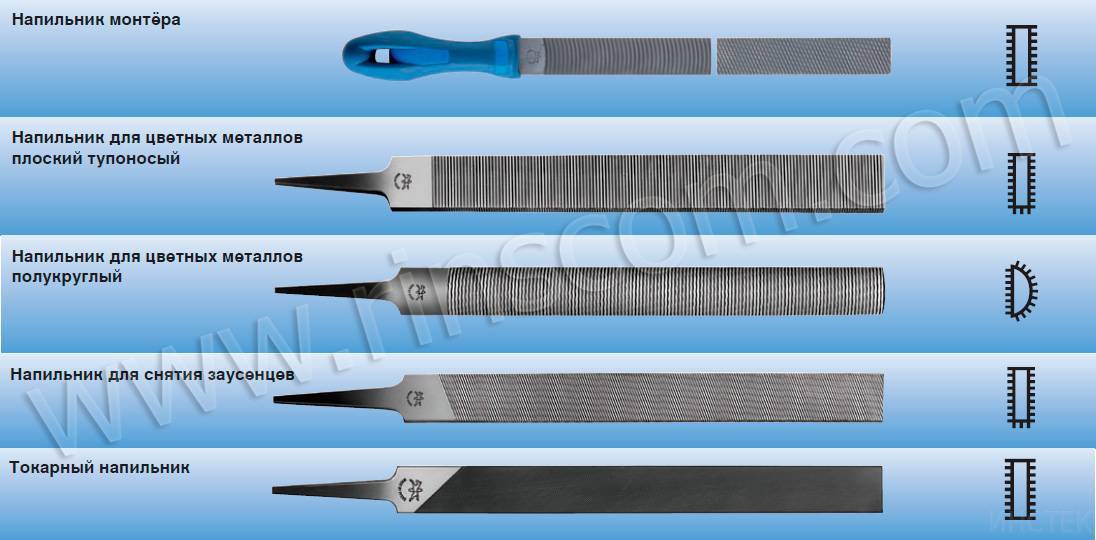
Сфера использования напильников довольно широка, потому существует большое разнообразие форм данных инструментов.
Плоский – предназначен для обработки плоских поверхностей. Есть тупоносый и остроносый варианты изделия.
- Трехгранные инструменты – используются для обработки пазов, отверстий, канавок;
- Квадратные напильники – подойдут для увеличения диаметра отверстий.
- Круглые и полукруглые – работа с вогнутыми поверхностями и отверстиями соответствующего диаметра.
- Шестигранные – подойдут для работы с поверхностями сложной формы.
Помимо градации по форме, стоит сказать и о назначении напильников, так как этот параметр позволяет подбирать правильный вариант инструмента для работы.
- Слесарный – напильник общего назначения. Подойдет для обработки металла и бытовых нужд.
- Рихтовочный – предназначен для работ по рихтовке поверхности. Его форма отличается от других вариантов, так как изогнута, подобно мастерку.
- Специальные – позволяют уменьшать припуски, обрабатывать криволинейные поверхности и пазы.
- Заточные – используются для затачивания цепи на электро- и бензопилы.
- Автоматизированные – используются как элемент станка на производствах.
- Надфиль – миниатюрный вариант напильника, созданный при помощи прутьев из металла. С мелким сечением, нужен для работы с небольшими предметами.
- Рашпиль – инструмент имеющий крупную и редкую насечку, при помощи которой обрабатывается поверхность камня, дерева или пластмассы.
Несмотря на простоту конструкции и легкость использования, напильники представлены большим ассортиментом изделий, в которых необходимо разбираться, чтобы правильно их использовать. Одним из важных факторов является вид насечки на лезвии напильника. По этому критерию выделяют:
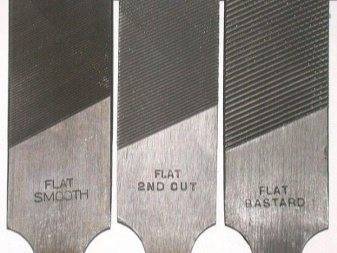
- драчевый (№ 0-1) – наиболее грубый вариант насечки, оптимальный для обработки стали или чугуна, имеет от 4 до 12 зубьев на 1 см;
- личный (№ 2-3) – средний вариант насечки, имеет от 13 до 24 зубьев на 1 см, используется для финишной обработки металлических поверхностей;
- бархатный (№ 4-5) – наиболее мелкий вариант насечки, используется для шлифования мягких металлов, имеет от 24 зубцов на 1 см.
Для работы с разными поверхностями напильники должны иметь не только разное количество зубьев на лезвие, но и разный материал их состава. Чаще всего встречается карбидный вариант данного инструмента, имеющий карбид-вольфрамовое напыление, что позволяет уверенно работать с большинством покрытий. Наиболее качественными, прочными и дорогими являются изделия с алмазным напылением. Стоимость такого инструмента в разы выше, но результат стоит этих денег.
Выбирая напильники, стоит обратить внимание и на ручку, так как она может быть сделана из разных материалов:
- дерево, преимущественно твердые сорта;
- пластмасс;
- резина.
Деревянные – ручки наиболее старый вариант, он удобен в работе, но со временем трескается и ломается. Пластмассовая ручка лишена таких проблем, но в процессе использования рука с нее может соскальзывать, что небезопасно.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
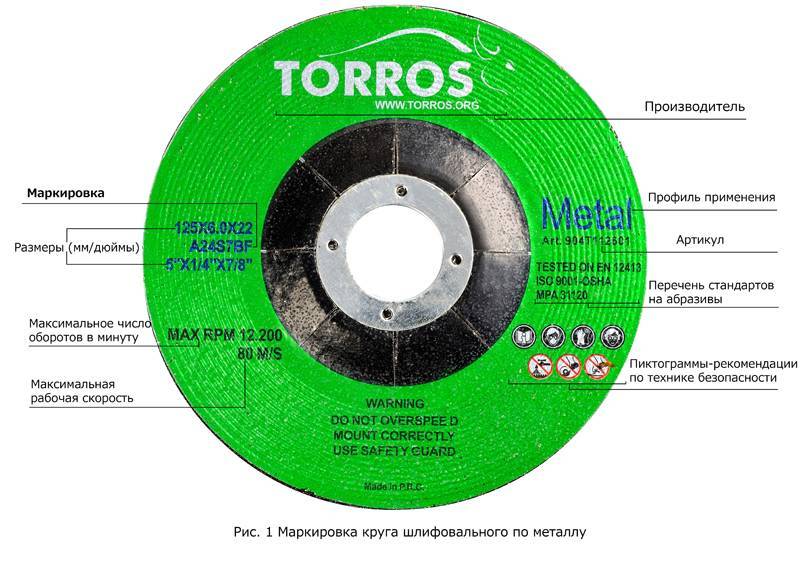
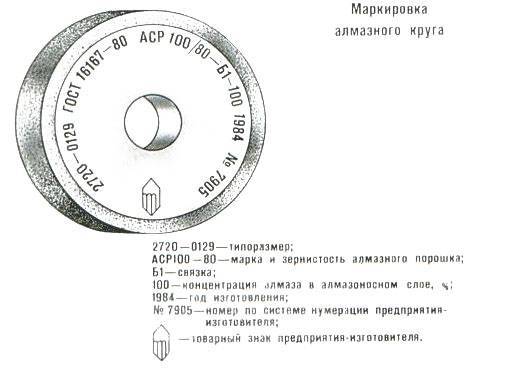
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.


Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
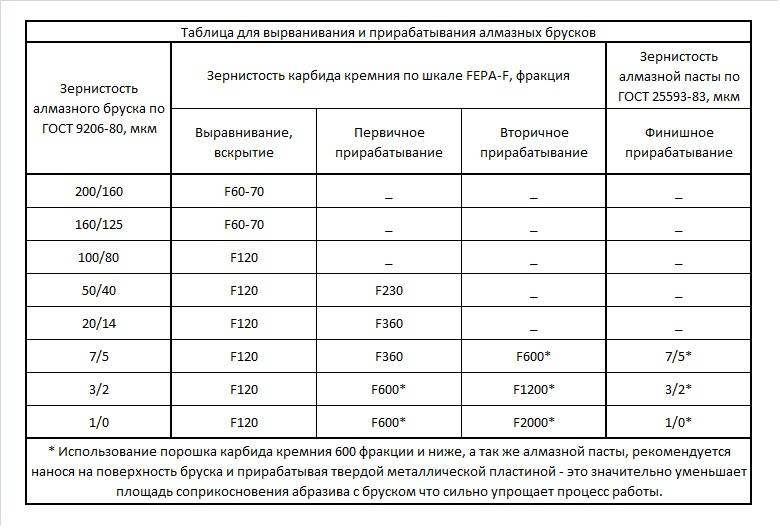
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
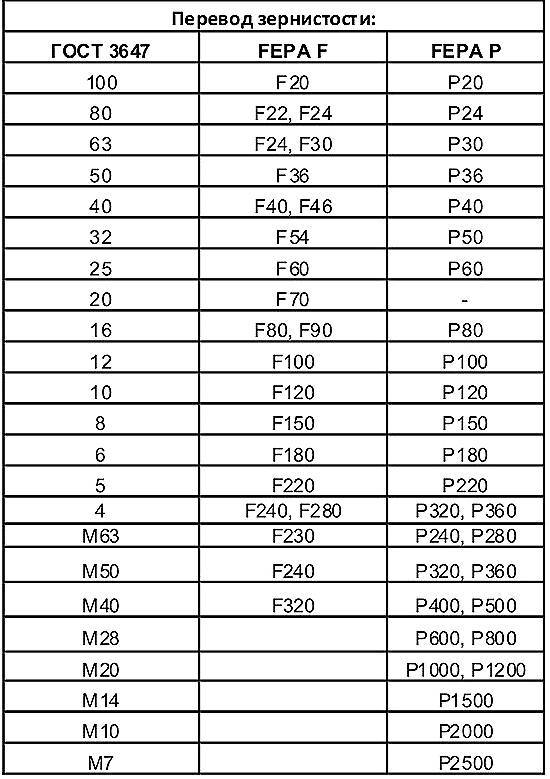
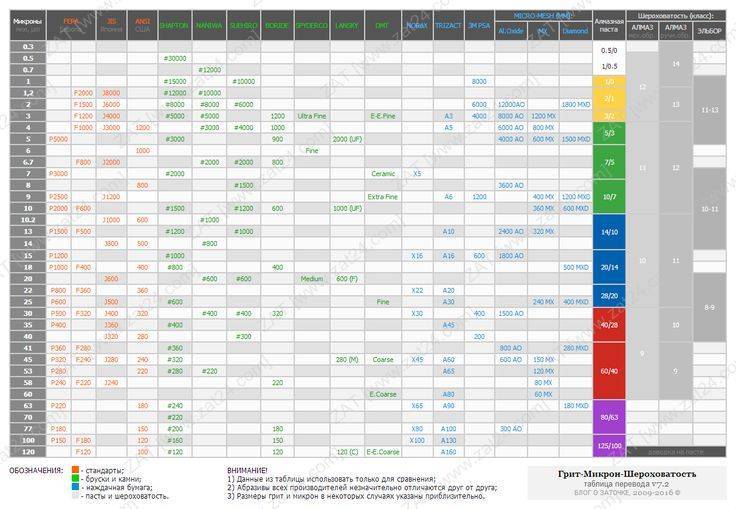
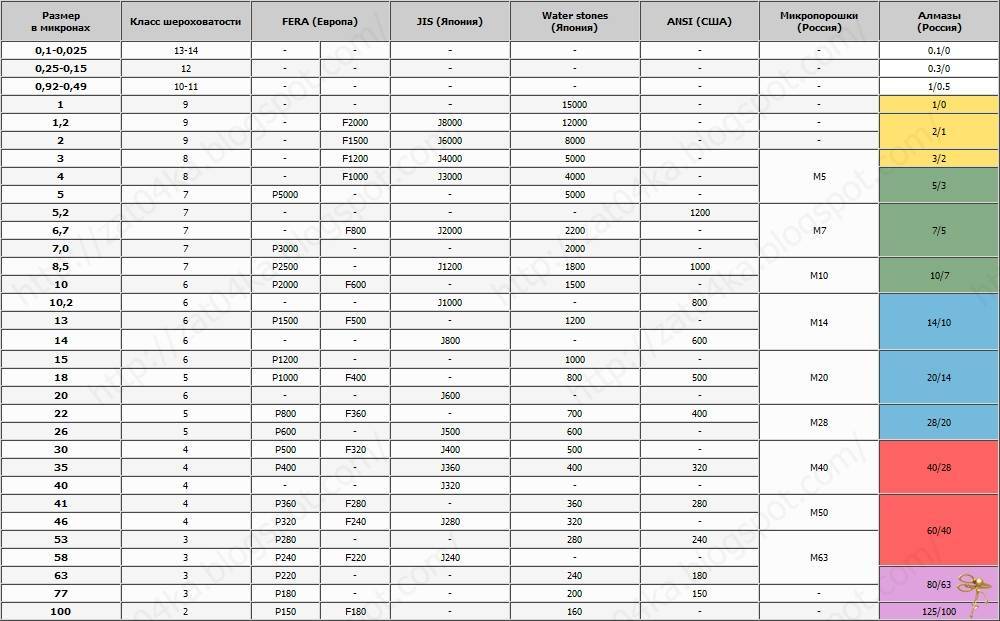
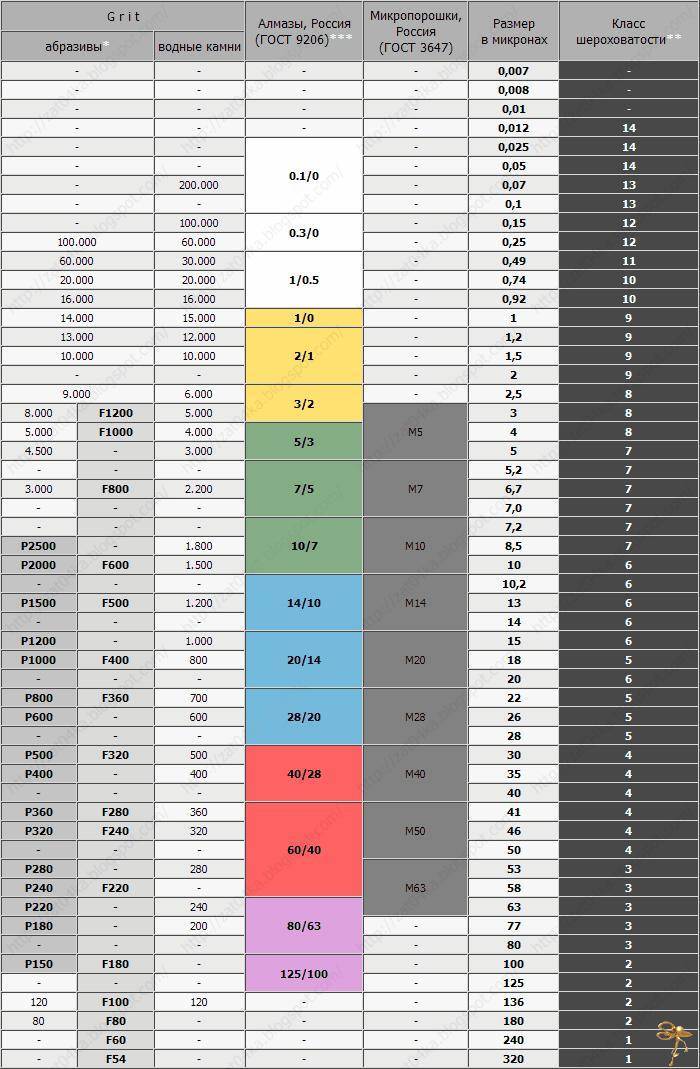
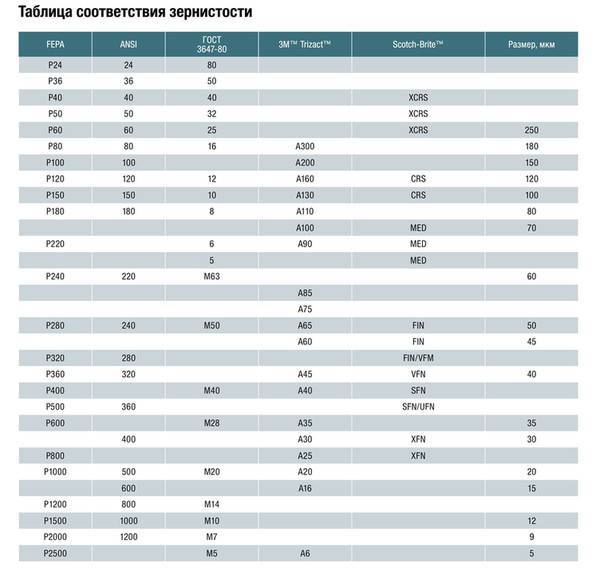
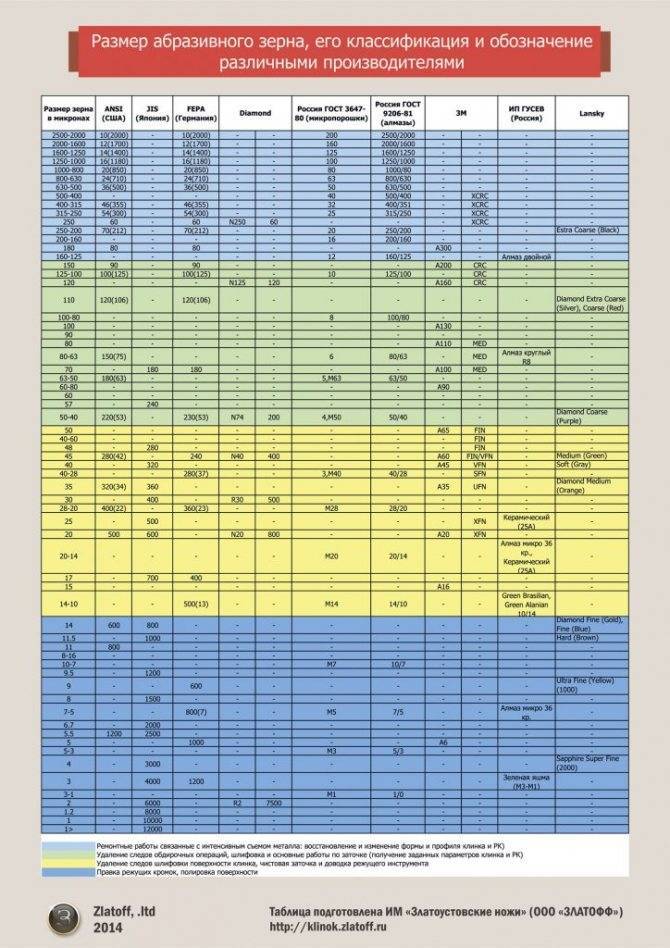
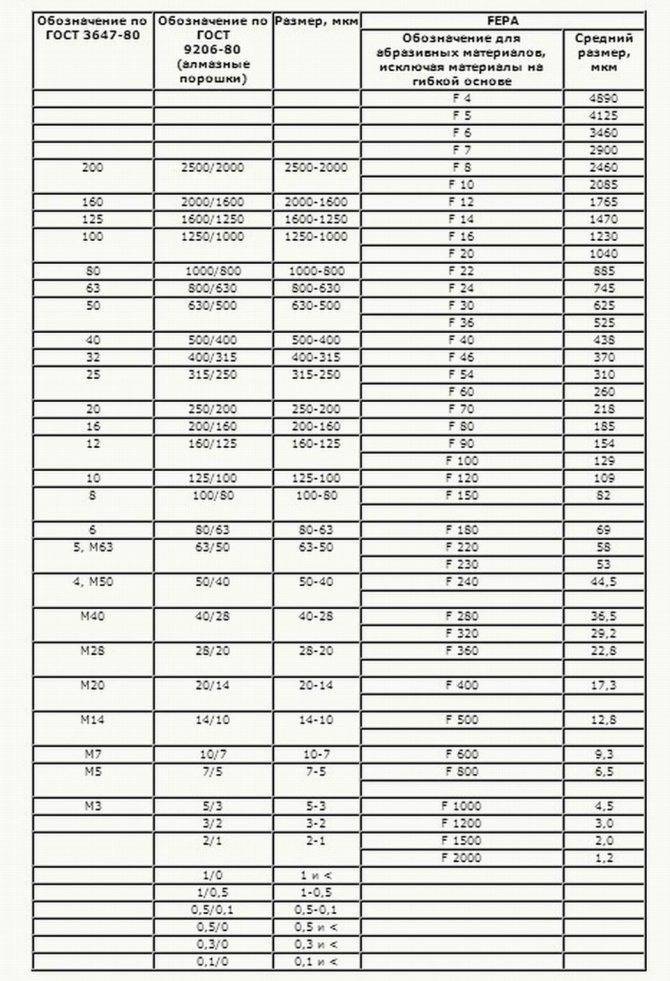
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
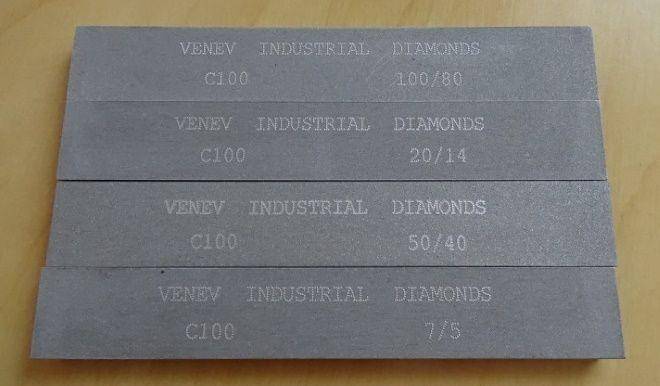
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Читать также: Проверка вв проводов мультиметром ваз 2114
ФОРМА И КЛАССИФИКАЦИЯ АЛМАЗНОГО ПОРОШКА
Форма алмазного зерна | Классификация синтетических алмазных порошков по типам связки | ||
Тип связки | Марки алмазного порошка | Диапазон | |
Органическая Металлическая Гальваническая | Шлифпорошки: АС4; АС5С; АС6 Микропорошки: АСН Шлифпорошки: АС6; АС15; АС20; АС32; АС50; АС65 Микропорошки: АСН Шлифпорошки: АС15-Н; АС20-Н; АС32-Н; АС50-Н; АС65-Н Микропорошки: АСН-Н | От 200/160 до 50/40 От 60/40 до 5/3 От 400/315 до 50/40 От 60/40 до 5/3 От 630/500 до 50/40 От 60/40 до 10/7 |
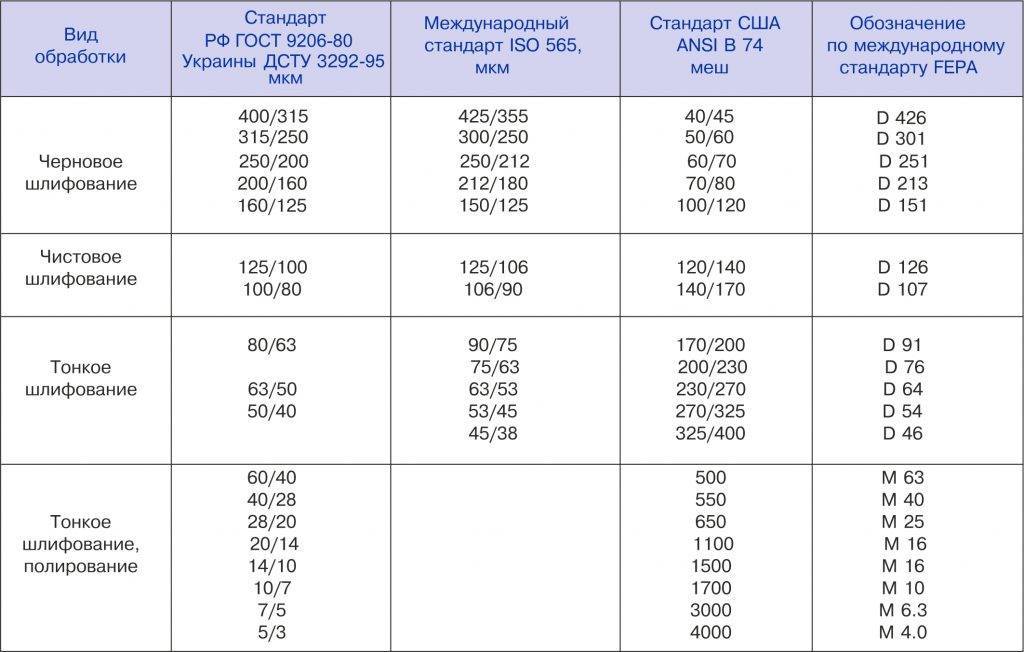
Соответствие зернистости алмазных порошков по ДСТУ 3292-95 зарубежным стандартам и их применение по видам обработки
Вид обработки | Стандарт Украины ДСТУ 3292-95, мкм | Международный стандарт ISO 565, мкм | Стандарт США ANSI B 74-16, меш | Обозначение по международному стандарту FEPA |
Черновое шлифование | 400/315 315/250 250/200 200/160 160/125 | 425/355 300/250 250/212 121/180 180/150 | 40/45 50/60 60/70 70/80 80/100 | D 426 D 301 D 251 D 213 D 181 |
Чистовое шлифование | 125/100 100/80 | 105/125 125/106 106/90 | 100/120 120/140 140/170 | D 151 D 126 D 107 |
Тонкое шлифование | 80/63 63/50 50/40 | 90/75 75/63 63/53 53/45 45/38 | 170/200 200/230 230/270 270/325 325/400 | D 91 D 76 D 64 D 54 D 46 |
Тонкое шлифование, полирование | 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 | 500 550 650 1100 1500 1700 3000 4000 | M 63 M 40 M 25 M 16 M 16 M 10 M 6.3 M 4.0 |



Материалы изготовления
Изготавливают нагреватели графитовые из углеродных конструкционных (КУМ) или из углерод-углеродных композиционных материалов (УУКМ). В частности, для этого используют:
- мелкозернистый высокопрочный графит марки АРВ-1;
- алюмокарбидкремниевый графит марки ГАКК 55/40 повышенной теплопроводности;
- мелкозернистый однородный графит марки МГ малой пористости и высокой теплопроводности;
- малозольный крупнозернистый графит общего назначения марки ЭГ;
- УУКМ марки Углекон с высокой механической прочностью, устойчивостью к истиранию.
Высокоомный нагревательный элемент подключают к медным токовводам с охлаждением через графитовые низкоомные проставки. Этим сводят к минимуму вероятность перегрева контактов и повышают теплоотдачу графитового нагревателя.
Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
Напи́льник
— многолезвийный инструмент для обработки металлов, дерева, пластмасс и других твердых материалов.
Представляет собой металлический стержень с насечкой.
Процесс обработки материала напильником называется опиливанием.
По характеру насечка подразделяется на:
- простую (одинарную) — применяется для цветных металлов.
- крестовую — для стали, чугуна и бронзы.
- фрезерованную (дуговую) — для цветных металлов и дерева.
- рашпильную (точечную) — для дерева, кожи, резины. Рашпиль — имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По-видимому, это самый древний вариант напильника. Его несложно изготовить в кустарных условиях, используя небольшое трёхгранное зубило.
- штампованную — на трубе или швеллере из стального листа выдавлены отверстия с острыми краями, торчащими наружу (аналогично кухонной тёрке). Применение как у рашпиля.
Существуют напильники (особенно надфили), покрытые алмазным порошком. Применяются для обработки закалённой стали, стекла, керамики и т. п. При работе их необходимо обильно смачивать водой.
На́дфиль
(нем. Nadelfeile — игольчатый напильник) — маленький напильник для тонких работ.
Ри́фель
— разновидность надфиля. Отличается тем, что рабочая часть изогнута (вплоть до крючкообразной). Применяется ювелирами для обработки криволинейных поверхностей. (Всегда изготавливаются только из магнитных сплавов для того, чтобы можно было магнитом отделить выкрошившиеся частицы рифеля от опилок драгоценных металлов).
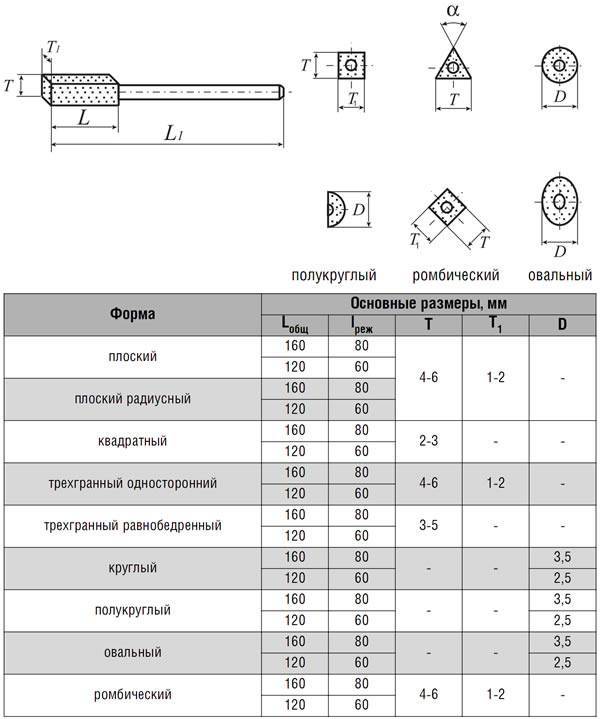
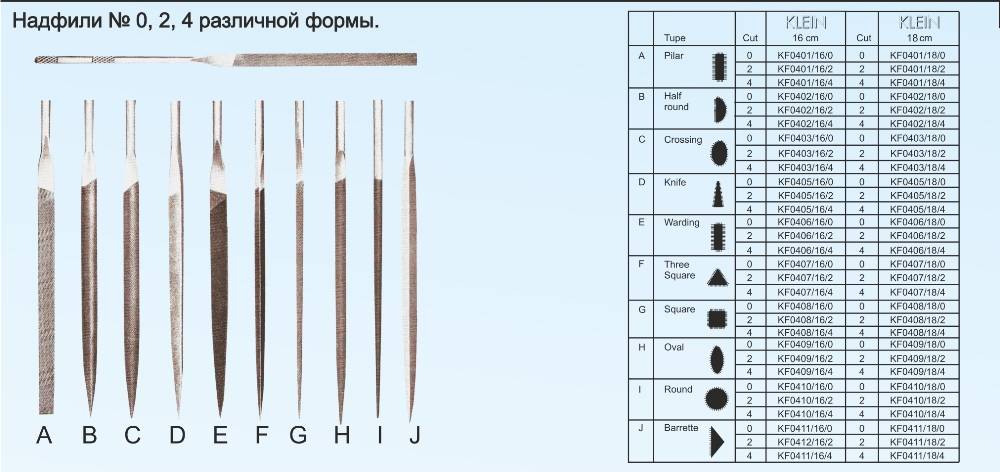
По форме сечения рабочей части напильники (надфили) бывают:
- прямоугольные (плоские),
- квадратные,
- треугольные равносторонние,
- треугольные тупоугольные,
- круглые,
- полукруглые,
- овальные,
- ромбические,
- ножевые,
- и т. д.
Как очистить надфиль?
Насечка любых напильников со временем может забиваться остатками отработанного металла и другими мелкими частицами. Проще всего выбросить старый инструмент и купить новый, но его можно очистить. Несложная технология поможет в очистке надфилей по дереву и металлу. Загрязненный напильник необходимо очистить от загрязнений с помощью мыльной жидкости или средства для мытья посуды, промыть инструмент под струей проточной воды. После этого можно восстанавливать поверхность одним из перечисленных способов:
- Поместить напильник в ацетон так, чтобы жидкость покрывала инструмент полностью.
- Прокипятить в растворе с содой в течение 15-20 мин., затем остудить и промыть.
- Приготовить 20% раствор серной кислоты и погрузить в него напильник до восстановления, действовать очень аккуратно, ведь кислота опасна.
- После восстановления инструмент обязательно следует подержать в нагретом до 100°С машинном масле в течение 20-30 мин., остудить и вытереть насухо мягкой ветошью.
Применение надфилей различной формы
Надфили используют для финишной обработки малогабаритных деталей. На промышленных предприятиях и в быту может возникнуть ситуация, когда требуется сформировать окончательный вид изделия из металла сложной конструкции, обточить или подогнать под размер миниатюрную деталь. Благодаря этому маленькому напильнику можно обработать самые труднодоступные места. Надфиль — незаменимый помощник мастера по гравёрным и ювелирным работам. Им зачищаются и подгоняются мелкие отверстия крохотных изделий.
Форму бруска определяет государственный стандарт. Этот параметр очень важен, так как по нему можно узнать сферу назначения инструмента.
Существуют следующие виды надфилей:
- Плоский или плоский остроносый. Таким инструментом обрабатывают внутренние или наружные плоские поверхности.
- Трехгранный. С его помощью обрабатывают пазы, отверстия и канавки. Подходит для обработки на внешних сторонах детали острых углов.
- Овальной стороной выполняется выпиливание и обработка рельефных и закруглённых поверхностей. Плоская сторона позволяет обрабатывать плоскую поверхность и пропиливать различные пазы.
- Круглый. Напильник предназначен для чистовой обработки мелких отверстий в форме овала и круга, а также вогнутой поверхности небольшого диаметра, Надфиль круглый, как и форма его сечения. Рабочей поверхностью является вся круглая площадь инструмента.
- Полукруглый. Такой вид обладает двумя сторонами — плоской и овальной, принимая в сечении сегментную форму. Обе стороны имеют насечки.
- Ромбический. Используют для обработки зубчатых деталей.
- Квадратный. Им распиливают прямоугольные, квадратные и многоугольные отверстия.
- Игольчатый. Имеет кардинальные отличия от остальных типов. Этот миниатюрный инструмент обладает длиной рабочего профиля всего 25–35 мм, а хвостовик у него квадратной формы.
- Разновыпуклый. Внешне имеет сходства с двояковыпуклой линзой. Носы заострённые, имеется насечка на обеих плоскостях. Главное предназначение-обработка внутренних поверхностей колец.
- Клиновидный. Название говорит само за себя. Такое слесарное приспособление обладает формой клина и острым носом. У такого напильника есть две разновидности. Каждый вид состоит из двух рабочих граней и ребра. Отличие только в том, что один инструмент обладает острым ребром и клиновидной всечкой, а другой имеет закруглённое ребро. Применяют клиновидные надфили, когда требуется обработать кропаны, касты или пропилить всечку малого угла.
- Ножовочный. Нужен для выборки узкого паза, канавки. Им обрабатывают внутренние углы и плоскости в отверстиях квадратных, ромбовидных или прямоугольных форм.
- Пазовый. Инструмент, похожий на плоский, но с округлёнными по бокам гранями. Эта особенность позволяет обрабатывать труднодоступные участки деталей.
- Рифель. Многолезвийный представитель мелких надфилей. Отличается сильно изогнутой рабочей частью, вплоть до крючкообразного изгиба. Применяют в ювелирных мастерских, чтобы обрабатывать криволинейные поверхности. Изготовлен исключительно из магнитно-твёрдого сплава. С помощью магнита ювелир отделяет отколовшиеся частицы рифеля от крошек драгоценного металла. Параметры рифелей для зачистки литейных стержней зафиксированы в ГОСТ 11798–74.
Особенности конструкции и виды напильников
Конструкция такого инструмента не слишком изменилась с течением времени. Это по-прежнему металлический брусок различной формы с насечками. Рабочая часть напильника заканчивается хвостовиком, на который может быть надета рукоятка. Существуют и автоматизированные напильники (речь о специальных станках и электрическом инструменте), но в бытовых условиях их использование не слишком актуально. Именно поэтому оставим их за рамками материала.
1. Слесарные напильники общего назначения;
2. Слесарные напильники для специальных работ;
3. Автоматизированные (машинные и ленточные) напильники;
4. Рашпили;
5. Надфили.




Слесарные напильники общего назначения используются как в профессиональной сфере, так и в быту. Это один из наиболее распространенных видов данного инструмента, который чаще всего и подразумевается при его упоминании.
https://stanok.guru/images/66752/primenenie-napilnikov.jpg
Машинные напильники устанавливаются в инструментальные станки. Их применение актуально при наличии большого объема работ. Именно поэтому наряду с представителями предыдущего вида машинные напильники популярны преимущественно на производстве. Ленточный напильник – это автоматизированный ручной инструмент, используемый, например, для обработки сложных по форме криволинейных поверхностей. Его отличает высокая производительность (по сравнению с ручными напильниками).
https://www.kuvalda.ru/_terminal/catalogue/main/landing-41591.png?v=68
https://www.tatianka.ru/userfiles/images/700101-Raspel,-flachstumpf.jpg
https://www.tdkalibron.ru/img/zoom/75492_01_mid.jpg
а) с простой одинарной насечкой;
б) с двойной или крестовой перекрестной насечкой;
в) с точечной рашпильной насечкой;
г) с фрезерной дуговой насечкой.
https://moiinstrumenty.ru/wp-content/uploads/2015/02/Vidy-nasechek.jpg
Двойная насечка усиливает воздействие на поверхность материала, что позволяет использовать такие напильники для работы со сталью, бронзой, чугуном и т.д. Напильники с простой и двойной насечкой позволяют добиться относительно грубой обработки поверхности материала.
Подвидом двойной является перекрестная насечка. По сути, это сочетание основной (для более глубокой обработки) и вспомогательной (для шлифовки) насечек. Такое расположение и сочетание позволяют добиться качественной обработки поверхности материала.
Точечная насечка (в виде маленьких заусениц на рабочей части напильника) актуальна при обработке кожи, мягких пород дерева, резины.
Наконец, дуговая насечка за счет особой формы позволяет добиться высокой производительности работ и хорошего качества обработки поверхности. Применяется при работе с цветными металлами и деревом.
Напильники делятся на шесть классов. А их насечки имеют номера от 0 до 5 (с учетом величины шага). Эти характеристики используются для обозначения эксплуатационных особенностей инструмента.
Напильники первого класса имеют насечки №№ 0-1, которые отличаются крупными редкими зубьями (от 4 до 12 штук на 10 мм). Такие напильники называют драчевыми. Они подходят для черновой обработки поверхности материала.
https://remoskop.ru/wp-content/plugins/texterpub/backgrounds/8555.png
https://www.220-volt.ru/f/a0/ru/images/catalogue/61/61508.jpg
https://toolfp.ru/images/photos/medium/shop_category283.jpg
https://www.e-reading.by/illustrations/129/129625-i_021.png