

Преимущества и недостатки
Среди основных преимуществ такой сварки надо отметить следующие:
- Рабочая температура невысокая, поэтому заготовки не меняют своей формы и размеров.
- Благодаря инертности аргона сварочная зона надежно защищена от негативного воздействия внешних факторов.
- Дуга небольшой мощности обеспечивает высокую оперативность работ.
- Сварка аргоном позволяет соединять металлы и сплавы, которые варить другими способами не получается.
- Высокое качество шва позволяет использовать этот метод в отраслях, где требования к соединению высокие.
- Автоматическая сварка обеспечивает оперативность и качество при соединении нескольких деталей при минимальном участии человека.
Кроме того, не надо часто менять электрод, можно варить разнородные материалы и сплавы.

Сварка аргоном позволяет соединять металлы и сплавы.
Как и у любой другой, у аргонной сварки есть и некоторые недостатки:
- Сложная конструкция аппарата для аргонной сварки не позволяет неопытному сварщику правильно настроить режим работы.
- При выполнении соединения высокоамперной дугой надо дополнительно охлаждать стык.
- Чтобы инертный газ максимально выполнял свое предназначение, место проведения работ необходимо надежно защитить от ветра и сквозняка.
- Требования к профессионализму сварщика высокие.
Принцип действия
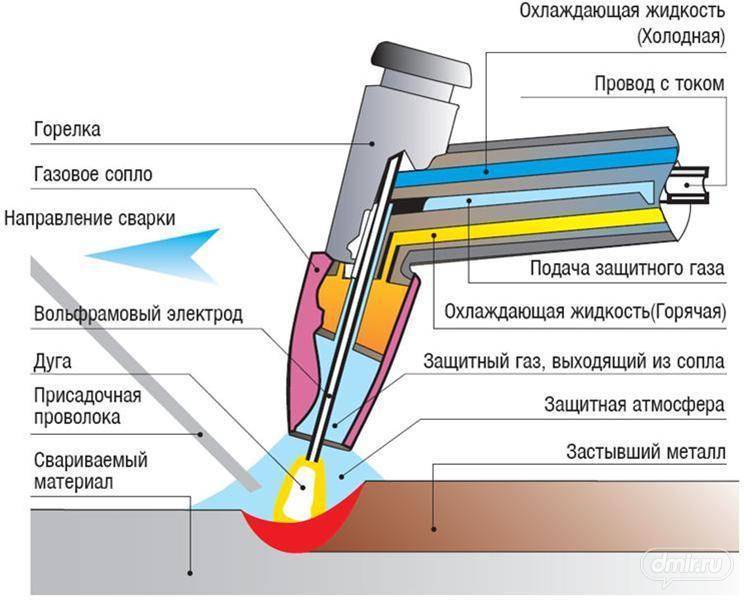
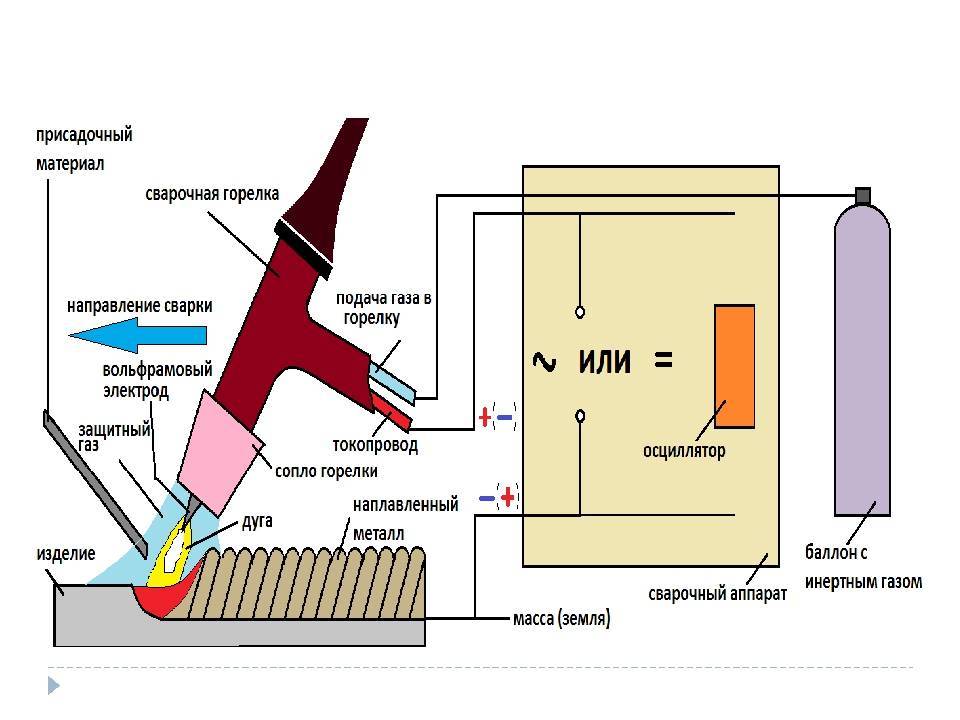
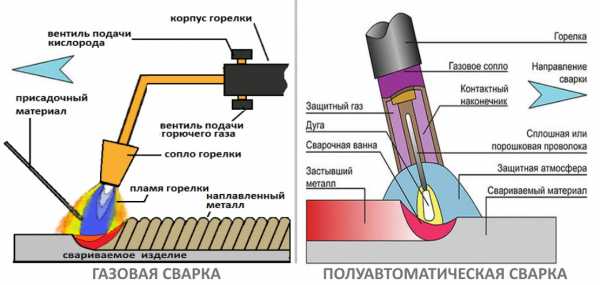
Необходимость в подаче защитного газа в зону сварки связана с тем, что нагретый металл – и электроды, и свариваемые детали – очень быстро окисляются в кислородной среде. При этом защитная пленка окислов приводит к замедлению нагрева и затруднению сварки как таковой. Именно поэтому сварочные аппараты с газовым соплом, подающие инертный или активный газ. Для создания нужной газовой среды используют инертные газы (уже упомянутый аргон и гелий), а также активные – углекислый, азот, водород, иногда применяют также газовые смеси.
Согласно международным обозначениям, работа в среде защитного инертного газа маркируется metal inert gas (MIG). В США принято обозначение GMAW, также используется маркировка 13 (цифровое обозначение). Более детально уточнить правила обозначения вида сварки можно в ГОСТ Р ИСО 4063-2010 (российский аналог стандарта ISO 4063:2009).
Аргонная сварка может производиться в следующих режимах и условиях:
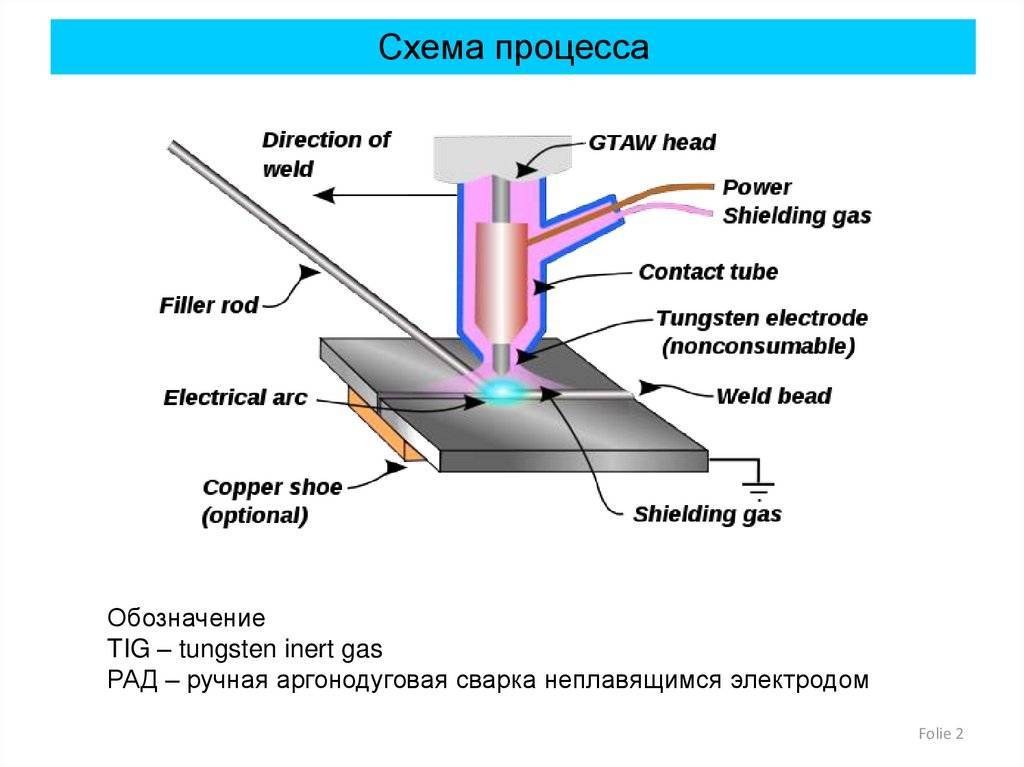
- ручная, с неплавящимся электродом. Маркировка РАД (ручная аргонная дуговая);
- автоматическая с неплавящимся электродом (ААД);
- автоматическая с плавящимся электродом (ААДП). Последняя буква в маркировке обозначает использование плавящегося электрода.
Иногда используют также ручную сварку с плавящимся электродом (РАДП), но чаще в процессе работы присадочный материал подает сварщик.
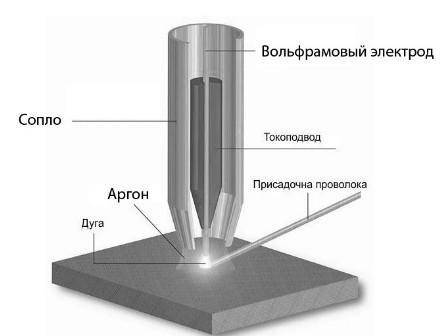
В качестве неплавящегося электрода чаще всего используется вольфрамовая проволока, способная выдерживать значительные температуры и хорошо проводящая ток.
Процесс сварки с использованием плавящегося электрода выглядит так.
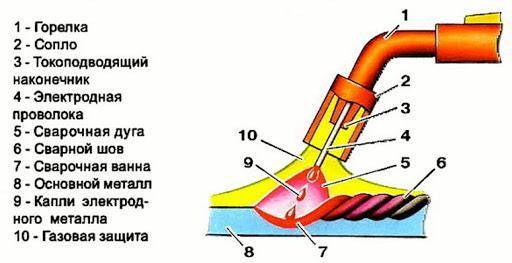
Сварочный аппарат подсоединяют к емкости с газом, использую специальный шланг – в нем в едином рукаве проходит канал для подачи газа и кабель электропитания. При создании электрической дуги сразу же подается газ так, чтобы он полностью обволакивал место сварки. По мере расплавления электрода он автоматически подается в зону сварки. Капли расплавленного металла, попадая на шов между свариваемыми деталями, образует наплавное соединение.
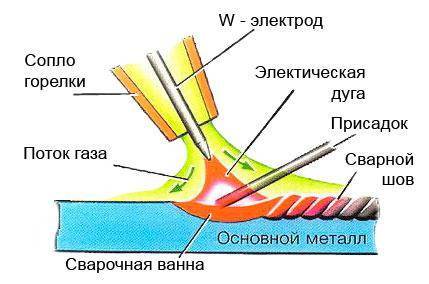
Если используется неплавящийся электрод, то подача расплавленного металла для формирования шва ведется за счет присадка (присадочной проволоки), которая вручную (редко автоматически) подается в зону сварки.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Горелка для аргонно дуговой сварки с неплавящимся электродом
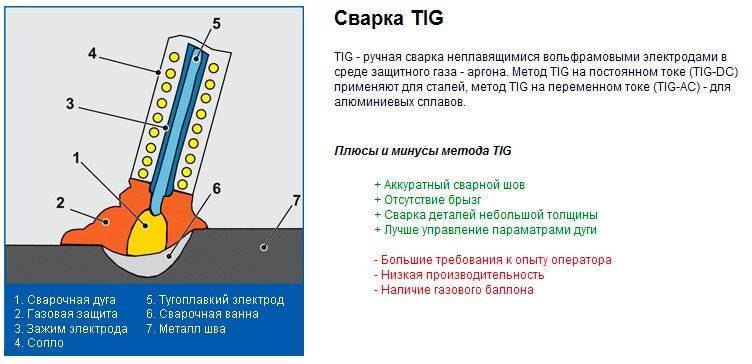
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки. В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.

Горелка для работы неплавящимся электродом
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках. Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.



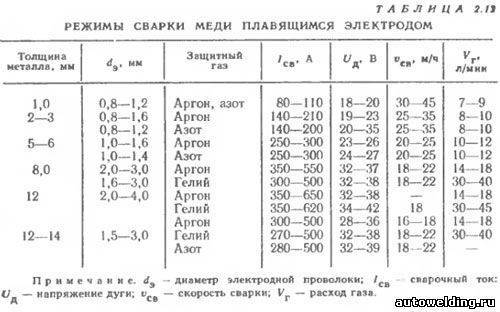
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Физические и химические свойства
Свойства аргона типичны для члена VIII группы.
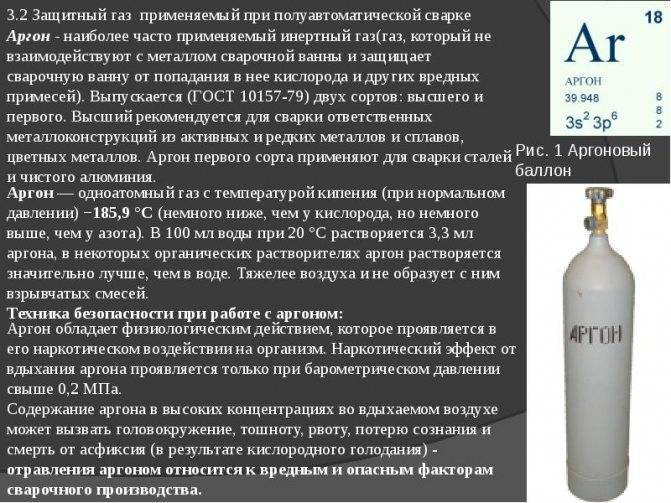
При обычной температуре Ar пребывает в газообразном состоянии. Молекула включает в себя единственный атома, химическая формула весьма простая: Ar. Температура кипения весьма низка : -185,8 °С при атмосферном уровне давления.
Растворимость в воде низкая — всего 3,29 мл на 100 мл жидкости
Плотность аргона при нормальных условиях составляет 1,78 кг/м3. Молярная теплоемкость газа- 20,7 Дж/Кмоль.

Характеристики аргона и других инертных газов
Газ практически полностью инертен. На сегодняшний день ученым удалось получить лишь два его соединения — CU(Ar)O, и гидрофторид аргона. Соединения существуют лишь при сверхнизких температурах. Предполагается, что Ar может входить в состав неустойчивых в нормальном состоянии молекул эксимерного типа. Такие молекулы могут существовать лишь в возбужденном состоянии, например, в ходе электроразряда высокой интенсивности. Такие соединения возможны с ртутью, кислородом и фтором.
Электроотрицательность по шкале Полинга равна 4,3.
Ионный радиус составляет 154, радиус ковалентности — 106 Пм. Ионизационный порог- 1519 кдж/моль
Атомная и молекулярная масса
Такие важные параметры, как атомная и молекулярная массы, показывают, насколько масса молекулы вещества и масса его атома соответственно превышают значение, равное одной двенадцатой доле массы атома водорода.
Ввиду того, что молекула Ar состоит из единственного атома, молекулярная и атомная масса аргона идентичны и составляют 39,984.

Структура аргона и его свойства
Изотопы
В природных условиях Ar встречается в качестве трех устойчивых изотопов
- 36Ar– процентная доля этого изотопа составляет 0,337% в ядре 18 протонов и 18 нейтронов;
- 38Ar- его доля всего 0,063%, в ядре 18 протонов и 20 нейтронов;
- 40Ar – наиболее распространен, его доля составляет 99,6%, в ядре так же 18 протонов, но уже 22 нейтрона.
Искусственным путем удавалось получать изотопы с массовым индексом от 32 до 55, наиболее стабильным из них оказался 39Ar, период полураспада которого составляет 268 лет.
Большая процентная доля 40Ar среди изотопов, встречающихся в природе, вызвана постоянным образованием его в ходе реакции распада изотопа калий-40. На 1000 кг калия в ходе таких реакций за год образуется не более 3100 атомов 40Ar. Но, поскольку эти реакции идут постоянно в течение сотен миллионов лет, изотоп накопился в природе в существенных объемах.
Доминирование тяжелого изотопа в природе обуславливает тот факт, что атомный вес Ar превышает атомный вес калия, находящегося в таблице следом за ним. При создании Периодической системы такого противоречия не было, поскольку аргон был обнаружен и свойства его были исследованы значительно позже, в первом десятилетии XX века. Первоначально Ar был помещен в первую группу таблицы, восьмая группа была выделена позднее.
https://youtube.com/watch?v=6Lol_kZJQFY
Ионы
Как и другие инертные газы (такие, как He и Ne), Ar подвержен ионизации. При возбуждении атомов и сообщении им высоких энергий возникают молекулярные ионы Ar2+.
Молекула и атом
Для инертных газов эти понятия идентичны, поскольку эти элементы не желают вступать в химическую связь даже с себе подобными. Молекула включает в себя один атом, химическая формула газа не отличается от обозначения элемента: Ar.
Молярная масса
Молярная масса аргона составляет 39,95 г/моль.
Существуют несколько методов ее вычисления:
- С применением относительной атомной массы M и коэффициента пропорциональности к, выражающего соотношение между относительной массой и молярной. Этот коэффициент является универсальной константой и равен для всех элементов. Молярная масса M выражается как произведение коэффициента пропорциональности на относительную массу.
- С использованием молярного объема. Потребуется найти объем, занимаемый при обычных условиях некоторой массой газа, далее рассчитать массу 22,4 литров вещества при таких же условиях.
- С применением уравнения Менделеева-Клапейрона, моделирующего идеальный газ.
pV = mRT / M,
проведя преобразования, получим выражение для молярной массы:
M=mRT/pV
где
- p – давление в паскалях,
- V –объем в кубометрах
- m – масса в граммах,
- Т — температура в Кельвинах,
- R – константа, значение которой 8,314 Дж/(моль×К).





Особенности сварочных работ в среде аргона
Сварка в среде аргона имеет особенности, присущие только этому способу. Например, при аргонодуговом tig-сваривании алюминия в силовой цепи аппарата возникает постоянная составляющая. Электродуга имеет разную проводимость при изменении полярности тока. При прямой полярности сопротивление дуги низкое, для ее поддержания достаточно небольшого напряжения. При обратной полярности сопротивление дуги увеличивается и необходимо увеличение напряжения. Если сила тока недостаточна, дуга становится своего рода выпрямителем. В некоторых случаях величина постоянной составляющей достигает 60-70%. Это приводит к нестабильности горения дуги. Происходит рост сопротивления магнитопровода трансформатора и падение мощности электродуги. В таком режиме невозможно расплавить окислы алюминия, имеющие высокую температуру плавлении. Качество сварочного шва ухудшается.
Поэтому необходимо, чтобы сварка аргоном проводилась на оборудовании со встроенными схемами для зажигания дуги или подавления постоянной составляющей. Это могут быть различные стабилизаторы, импульсные возбудители, конденсаторы и т.д.
Еще одна особенность — необходимость правильной заточки вольфрамового электродного стержня. Его острие, обращенное к детали, должен быть правильно заточенным. Лучше это делать на алмазном круге, не допуская перегрева вольфрама. В противном случае он будет крошиться во время работы.

Рекомендации по заточке
Ссылки
- Барретт К.С., Мейер Л. (1965) Кристаллические структуры аргона и его сплавов. В: Даунт Дж. Г., Эдвардс Д. О., Милфорд Ф. Дж., Якуб М. (ред.) Физика низких температур LT9. Спрингер, Бостон, Массачусетс.
- Хельменстин, Энн Мари, доктор философии (21 марта 2019 г.). 10 фактов об аргоне – Ar или атомное число 18. Получено с: thinkco.com
- Тодд Хелменстайн. (31 мая 2015 г.). Факты об аргоне. Получено с: sciencenotes.org
- Li, X. et al. (2015). Стабильные соединения лития-аргона под высоким давлением. Sci. Rep. 5, 16675; DOI: 10,1038 / srep16675.
- Королевское химическое общество. (2019). Таблица Менделеева: аргон. Получено с: rsc.org
- Доктор Дуг Стюарт. (2019). Факты об элементе аргона. Chemicool. Получено с: chemicool.com
- Куббон Кэтрин. (2015, 22 июля). Химия аргона (Z = 18). Химия Libretexts. Получено с: chem.libretexts.org
- Википедия. (2019). Аргон. Получено с: en.wikipedia.org
- Национальный центр биотехнологической информации. (2019). Аргон. База данных PubChem. CID = 23968. Получено с: pubchem.ncbi.nlm.nih.gov
Классификация видов дуговой аргоновой сварки

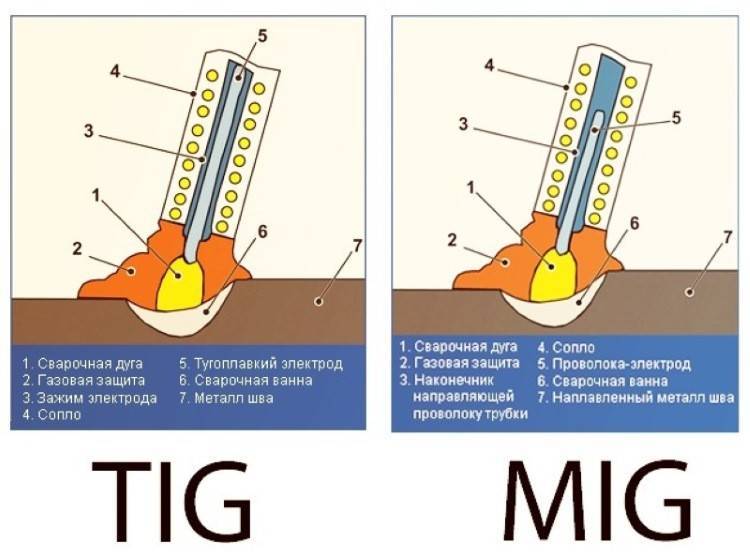
Инвертор и аргон для сварочных работ. Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Особенности сварочных работ в среде аргона
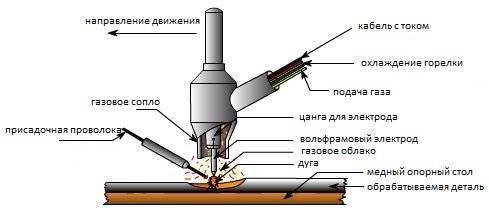
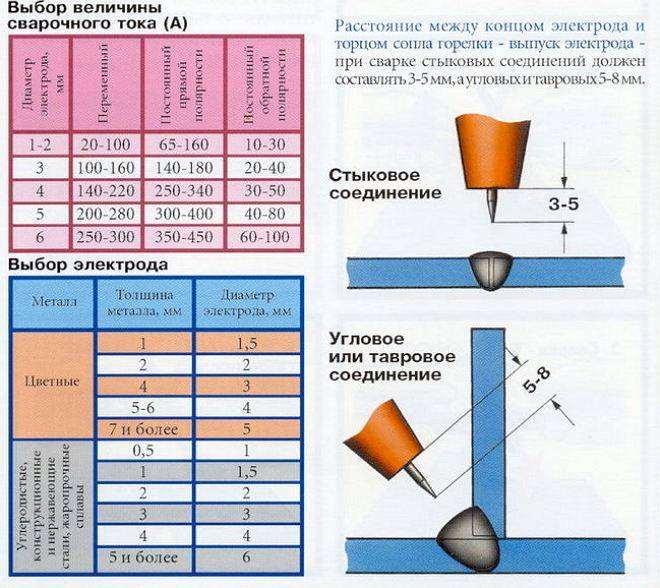
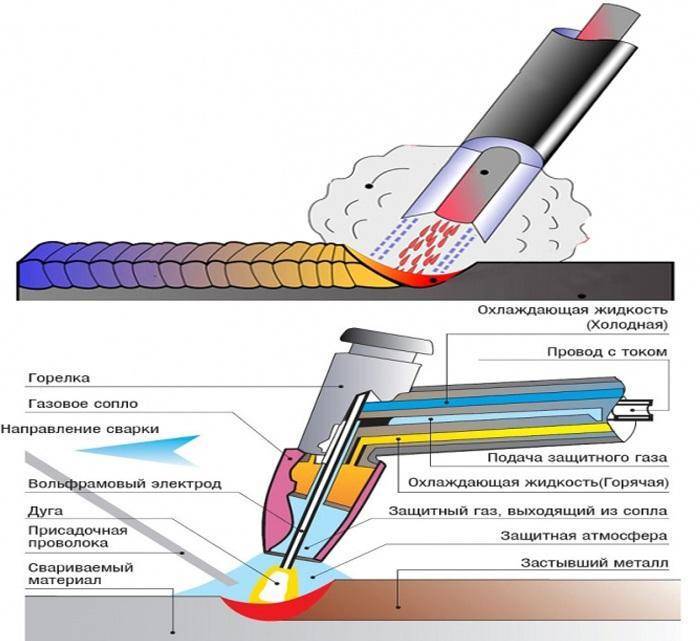
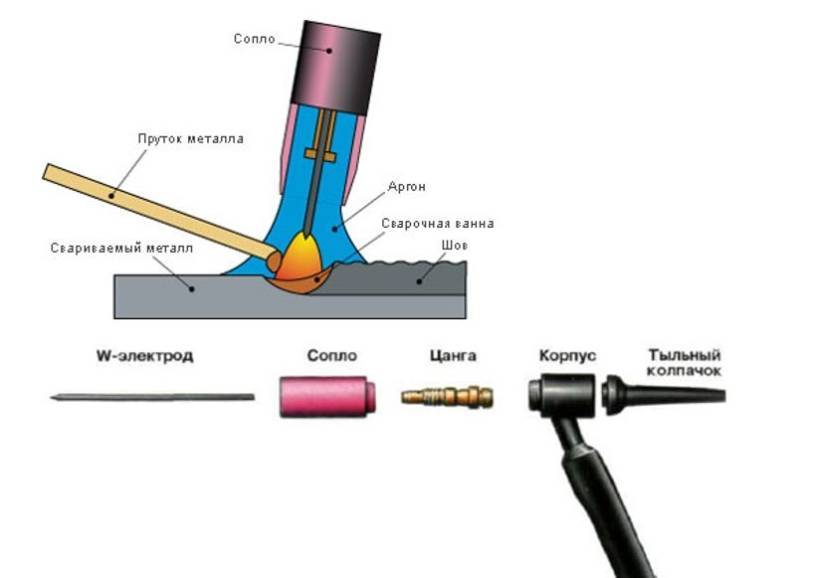
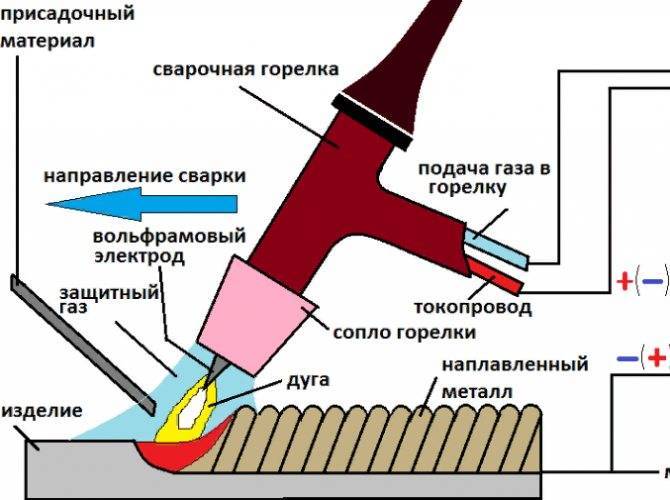
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
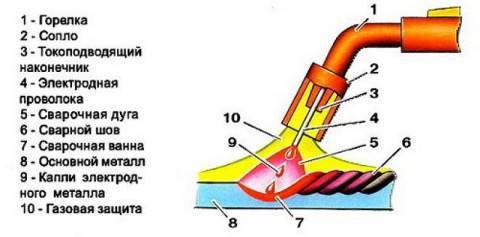
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения
По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва
По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла
Правильная подача достаточно сложный процесс, который приходит с опытом;
Стоит обратить внимание на важный показатель – проплавленность. В аргонной сварке он определяется самим сварочным соединением
Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
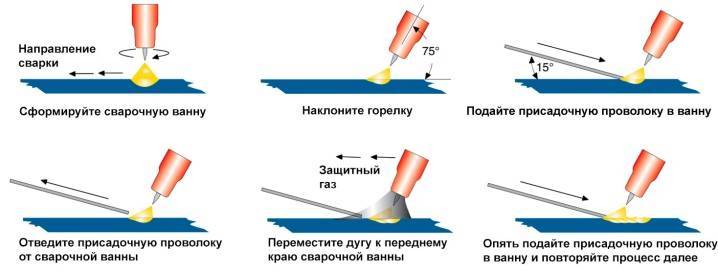
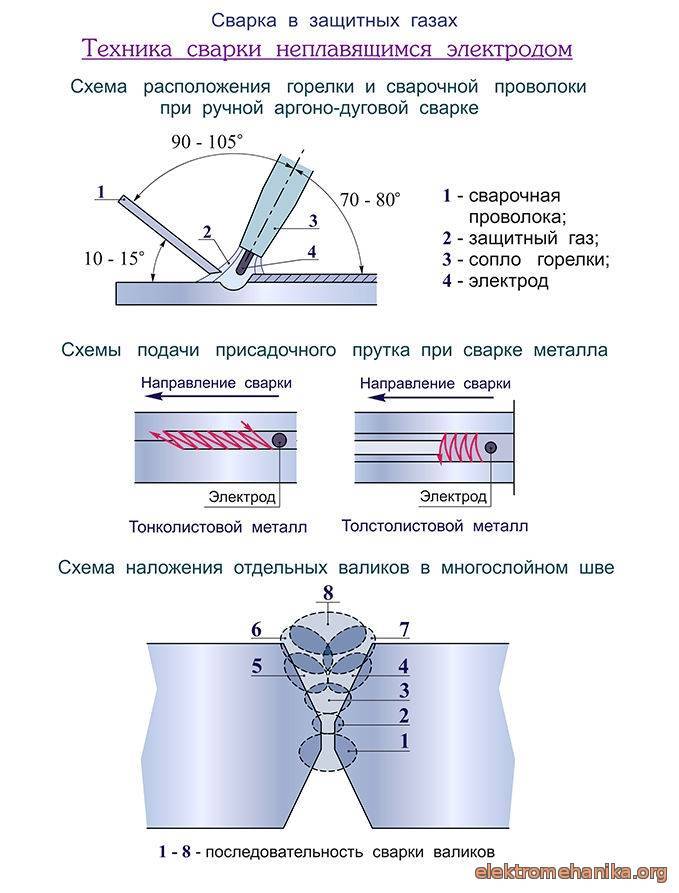
Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Химические свойства Аргон Argon
Определение химических свойств Argon —
Пока известны только 2 химических соединения аргона — гидрофторид аргона и CU(Ar)O, которые существуют при очень низких температурах. Кроме того, аргон образует эксимерные молекулы, то есть молекулы, у которых устойчивы возбуждённые электронные состояния и неустойчиво основное состояние. Есть основания считать, что исключительно нестойкое соединение Hg—Ar, образующееся в электрическом разряде, — это подлинно химическое (валентное) соединение. Не исключено, что будут получены другие валентные соединения аргона с фтором и кислородом, которые тоже должны быть крайне неустойчивыми. Например, при электрическом возбуждении смеси аргона и хлора возможна газофазная реакция с образованием ArCl. Также со многими веществами, между молекулами которых действуют водородные связи (водой, фенолом, гидрохиноном и другими), образует соединения включения (клатраты), где атом аргона, как своего рода «гость», находится в полости, образованной в кристаллической решётке молекулами вещества-хозяина, например, Ar·6H2O.
Соединение CU(Ar)O получено из соединения урана с углеродом и кислородом CUO. Вероятно существование соединений со связями Ar-Si и Ar-C: FArSiF3 и FArCCH.
Государственное устройство
Известные сенаторы:
- Джоана Маккарти, одна из наиболее влиятельных сенаторов во время X³: Воссоединение, сторонница решительных действий по уничтожению хааков как расы.
- Сенатор сектора Мемориал Антигона, похищенный террористами с целью получения выкупа в 20 миллионов кредитов.
Исполнительная власть представлена правительством, главой которого является Премьер-министр, избираемый на 4 язуры, или 5,5 лет. Он не имеет права баллотироваться на второй срок.
Известные министры:
- Министр обороны, не названный по имени.
- Министр межрасовых отношений и культуры, также не названный по имени.
Центральные административные органы Федерации находятся на Аргон Прайм.
История открытия
Предыстория открытия Ar началась в 1785 году. Выдающийся ученый и естествоиспытатель из Великобритании Генри Кэвендиш исследовал состав воздуха. Он подвергал азот окислению и взвешивал получившиеся окислы. По окончании опыта в сосуде оставался газ. Кэвендиш определил его объем в 0,8% от начального объема воздуха.
Состав этого газа ученый определить не смог. Спустя столетие к проблеме вернулись сэры Джон Рэлей и Уильям Рэмзи. В ходе проведенных опытов они обнаружили, что азот, выделенный из воздуха, имеет большую плотность, нежели азот, получаемый в ходе реакции разложения нитрита аммония.
в 1884 году им удалось выделить из воздуха некий газ, более плотный, чем азот. Это вещество имело одноатомную молекулярную структуру и было крайне инертным — т.е. не реагировало с другими веществами.
На заседании Королевского Общества новому газу было присвоено название «аргон», что в переводе с древнегреческого значило «спокойный, ленивый»
Виды аргона
Говоря о видах, или сортах Ar, надо понимать, что это одно и то же химическое вещество. Виды различаются по степени очистки от примесей.
- Высший сорт. Содержание Ar не менее 99,99% . Этот сорт особо высокой чистоты применяется для ответственных сварочных работ, таких, как сварка материалов, химически активных в нагретом состоянии: некоторые цветные сплавы, прежде всего титановые, нержавеющая сталь и др. Используется также для сварки высоконагруженных изделий из конструкционной стали.
- Первый сорт. Содержание Ar не менее 99,98%, Применяется при сварке сплавов на основе алюминия с другими металлами и сплавами, для менее активных цветных металлов.
- Второй сорт. Содержание Ar не менее 99,95%. Используется при сваривании деталей из жаростойких стальных сплавов, алюминия и конструкционных сталей. Применение чистого Ar в этих случаях нежелательно, поскольку приводит к повышенной пористости материала шва и не позволяет защитить сварочную ванну от повышенной влажности и других загрязнений. Во избежание возникновения такого дефекта в состав смеси защитных газов добавляют углекислый газ и кислород, связывающие выделяющийся при сварке водород и другие примеси. Образующиеся в ходе этих реакций шлаки всплывают на поверхность сварочной ванны и после застывания удаляются вместе с окалиной.




Режимы
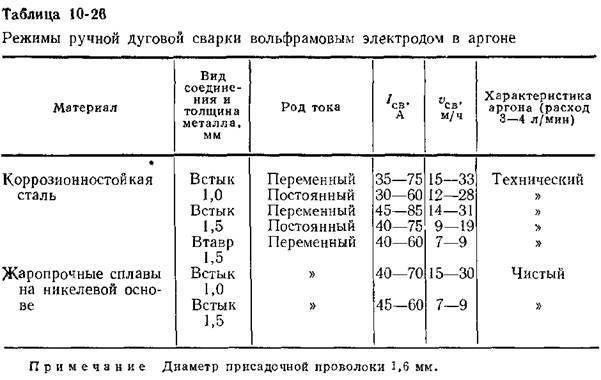
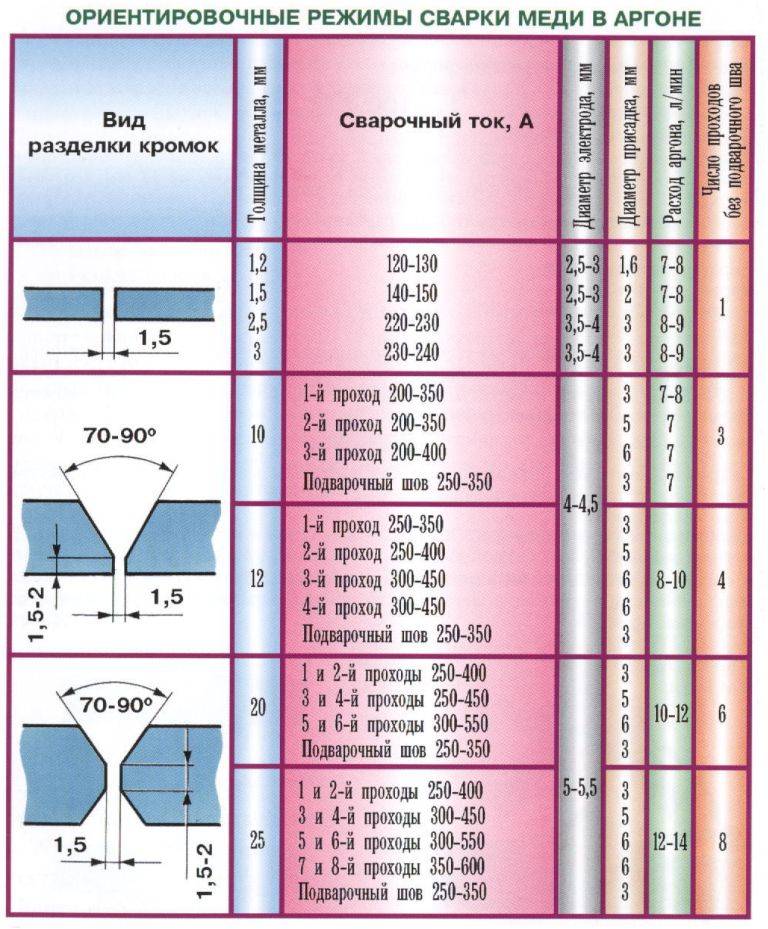
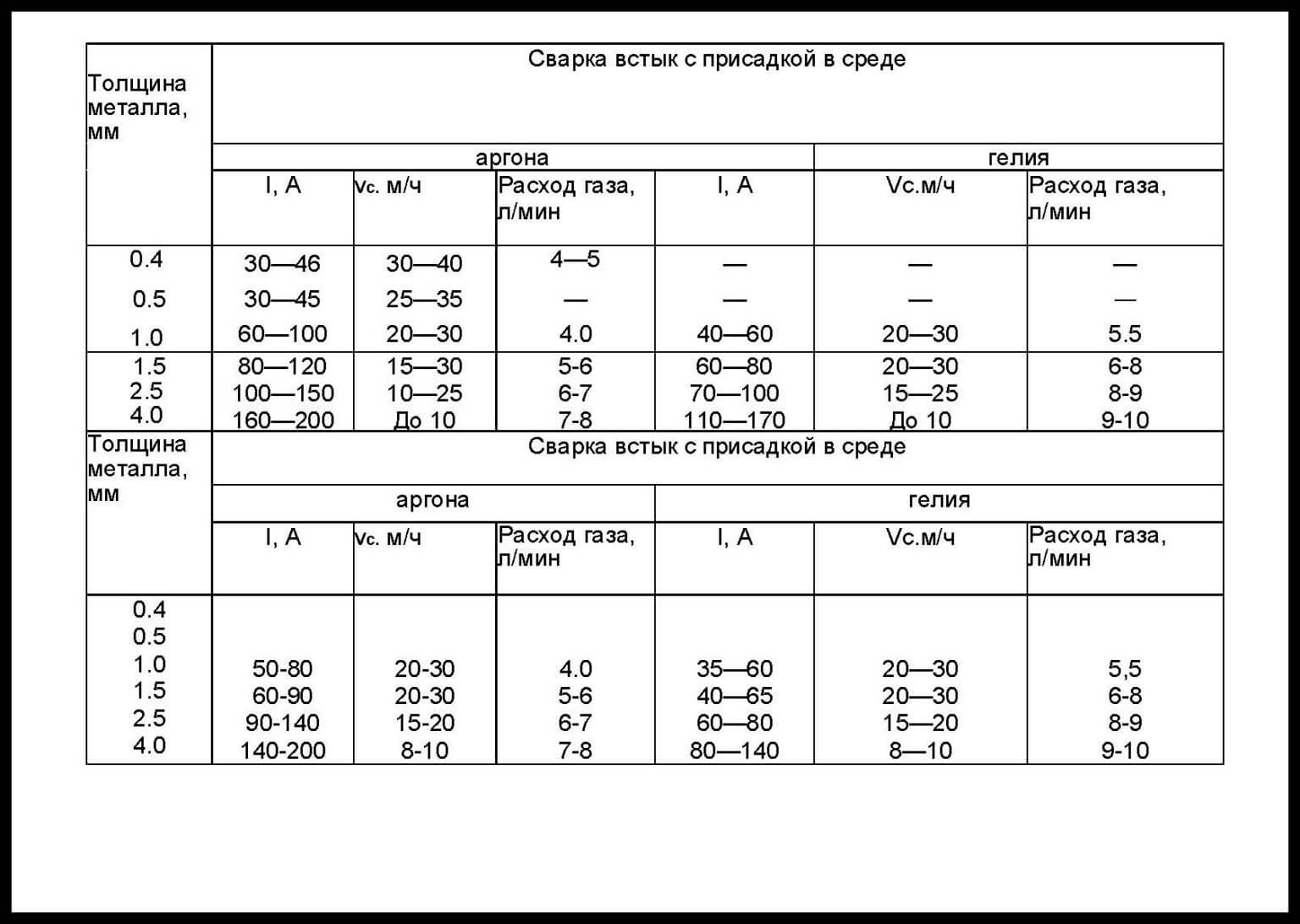
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.
Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
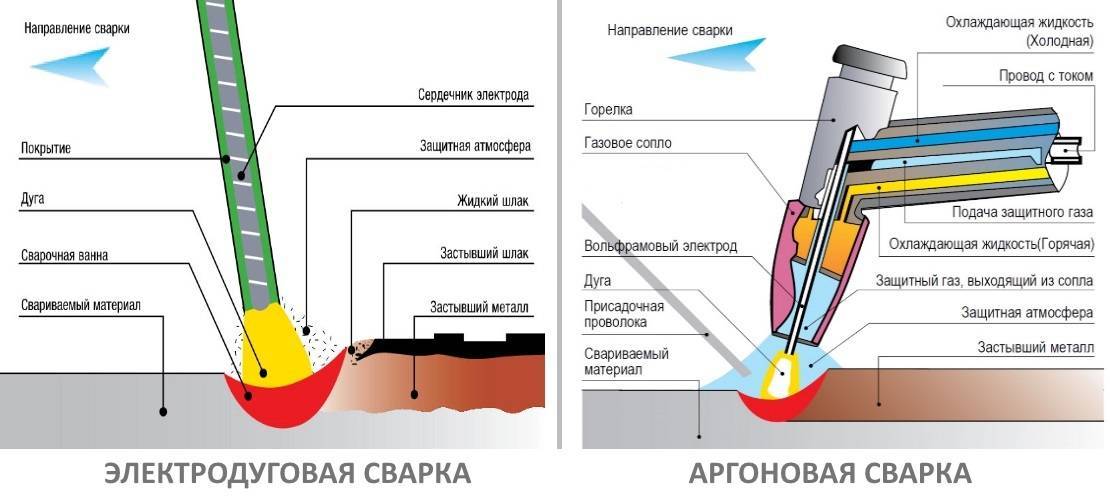
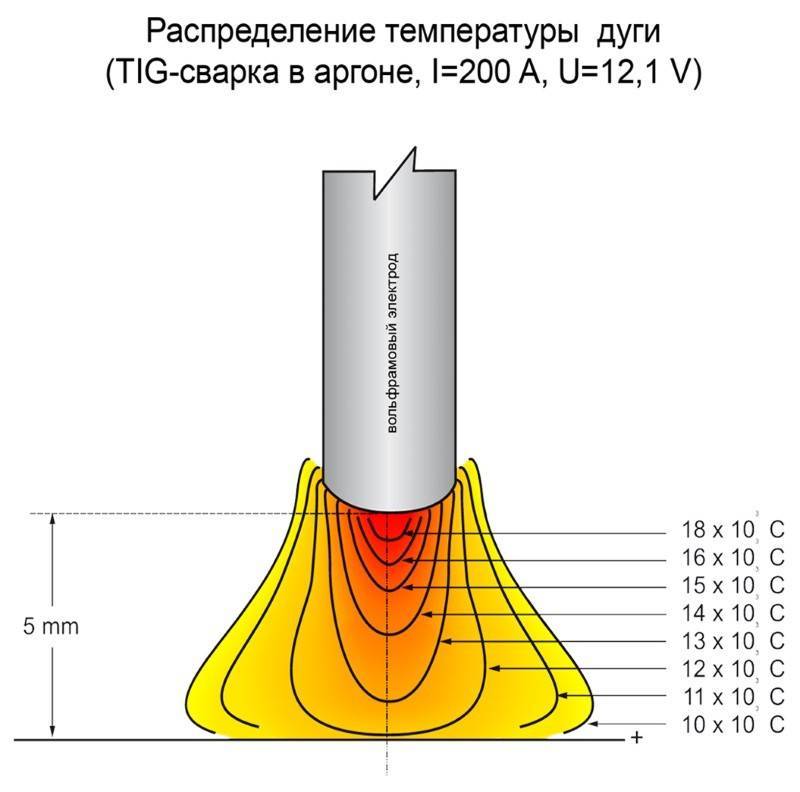
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.

Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.





