

Процесс изготовления сварочного столика
Стол для сварочных работ своими руками сделать несложно, самое главное подготовить правильные чертежи. Можно самостоятельно рассчитать и начертить схемы, а можно воспользоваться готовыми
В процессе работы придерживайтесь несложных и последовательных шагов. Сначала необходимо сварить рамы с полками, из которых получится цельная плита. Для этого необходимо совместить заготовки из уголков с помощью электрической сварки. При этом соединяемый угол должен быть обязательно прямым – 90 градусов. Другая рама собирается таким же образом. Столешницы для сварки прикрепляются аналогичным образом. Для этого нам потребуется пластина из металла с прикладной рамой. Не забудьте сделать несколько швов по периметру столешницы перед тем, как приступить к основной сварке. Это необходимо, чтобы обезопасить самодельный стол от деформации, которой он подвергнется во время сварочных работ.
Вторая полка изготавливается аналогичным образом. После этого этапа обязательно поворотный стол подвергается монтажным работам. Для этого используется сварочное оборудование. Проследите за тем, чтобы ножки были расположены строго перпендикулярно к столешнице. Для того чтобы закрепить отдельные части используется струбцина. После этого происходит сборка и закрепление следующей полки. Элементы должны находиться на расстоянии 70 см друг от друга. При этом детали фиксируются с помощью прихваток и только по удостоверению, что полученное изделие геометрически ровное. На последнем этапе происходит сварка швов.
После монтажа всех четырех ножек, внимание уделяется колесам. При этом дополнительно должен привариться держатель, на который устанавливается горелка. Для этого применяется заготовка из трубки
Отметим, что стол сварочный для работ своими руками сделать совсем несложно. Самое главное – приложить немного усилий и подыскать необходимые материалы. При поиске материалов обратите особое внимание на их качество
Для этого применяется заготовка из трубки. Отметим, что стол сварочный для работ своими руками сделать совсем несложно. Самое главное – приложить немного усилий и подыскать необходимые материалы
При поиске материалов обратите особое внимание на их качество
Основные требования к столу
Вентиляция должна быть как вытяжной, так и приточной. Чаще всего стол оборудуют вентилятором, расположенным на высоте до 1,5 метра слева от основного места работы
Для отвода дыма имеется вытяжной зонт.
Чтобы обеспечить удобную очистку электродов, обустраивается окантовка из медной полосы.
Важно наличие местного освещения рабочего места.
Поворотные держатели для инструментов и расходных материалов: молотков, зубил, щеток и электродов.
Дополнительно должны иметься тумбы для долговременного хранения оборудования.
Обязательно оборудуется кронштейн для закрепления заземления.
По высоте стол сварщика имеет габариты от 700 до 850 миллиметров, а размер поверхности для работы 1000×800 мм.
Необходимые инструменты и материалы
В домашней мастерской часто стремятся обойтись подручными материалами. Однако чтобы соответствовать сформулированным выше требованиям прочности и устойчивости, для стоек следует применять:
- профиль сечением не менее 60×60мм и толщиной стенок 4 мм;
- двутавр или уголок 60×60, но уже толщиной от 4 мм.
Полку и ящики можно выполнить из более легкого профиля.
Чертеж сварочного стола
Столешницу набирают из профильного проката. Зазоры между ними будут использоваться для фиксации свариваемых деталей струбцинами или клещами.
Для защитного экрана применяют:
- каркас-основа — легкий профиль;
- сам экран — металлический лист 0,4-1,0 мм.
У защитного экрана делают также боковые бортики.
Сварочный стол с крепежной системой следует оснастить дополнительными приспособлениями, помогающими крепить заготовки к столу и друг к другу:
- струбцины;
- зажимы;
- магнитная пластина основание для крепления мелких деталей.

Стол для сварки с системой зажимов
Эту оснастку на стол для сварки своими руками сделать не удастся, ее придется купить.
Требования к столу для сварки
При работе используется ток с высоким напряжением, поэтому стол, предназначенный для сварочных работ, должен быть удобным и безопасным.
Конструкция стола должна отвечать таким требованиям:
- Над столом должна находиться принудительная вытяжка для того, чтобы выводить на улицу сварные газы и пыль из зоны проведения сварочных работ.
- Рекомендуется применять улиточный вентилятор, размещенный на небольшой высоте.
- По возможности столешницу нужно окантовать медной полосой. На ней очень удобно при зажигании дуги с электрода сбивать обмазку.
- Обязательно иметь местную подсветку зоны работы. Оптимальное напряжение для нее — 36 вольт, так что понадобится использовать понижающий трансформатор.
- В нижней части столешницы можно расположить полки для хранения электродов и вспомогательных инструментов: зубила, молотков, металлических щеток.
- Должно иметься закрытое отделение для хранения предметов, которые используются редко.
Самое главное требование — конструкция не должна состоять из огнеопасных материалов.

Меры безопасности во время сварки
Для того, чтобы проводить сварочные работы было удобно и безопасно, необходимо соблюдать простые правила. Выполнение этих требований поможет также повысить качество выполняемых работ.
Правила безопасности:
- Работать можно только в проветриваемых помещениях или в местах, где имеется вытяжная вентиляция.
- Пользоваться всеми необходимыми для сварщика средствами личной защиты: специальной невозгораемой одеждой, обувью, кожаными или брезентовыми рукавицами, сварочной маской или щитком, а в отдельных случаях респиратором.
- Изолировать все соединения сварочных кабелей, их изоляция должна не иметь повреждений.
- С рабочего места убираются все возгораемые материалы и вещества.
- Обязательное освещение рабочего места устанавливается без наличия бликов и миганий.
Изготовление сварочного стола
Рассмотрим подробнее процесс производства простого сварочного стола своими руками. Он сделан из прямоугольного металлопрофиля и уголка. Размеры можно менять в зависимости от потребностей конкретного домашнего мастера.
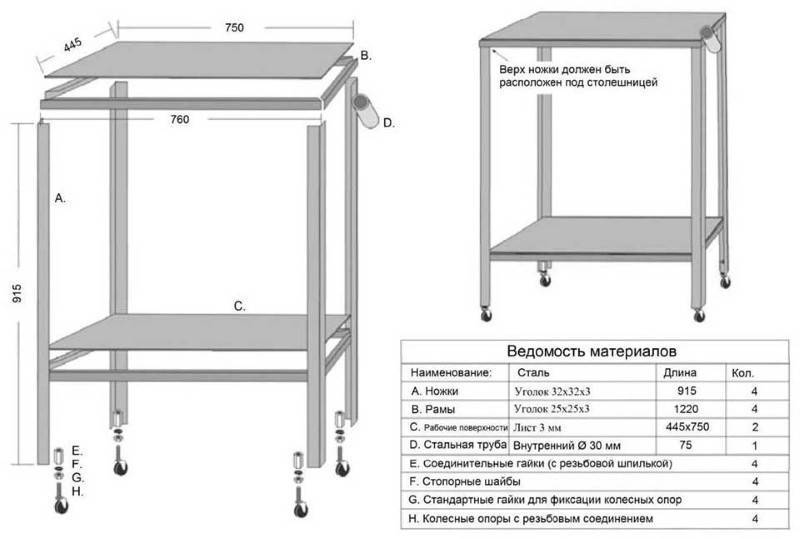
Определимся с размерами стола
Для свободного размещения заготовок, удобства и обеспечения безопасности при работе выбираем следующие размеры:
- высота уровня столешницы пола – 75 см;
- размеры столешницы – 80×100 см;
- высота защитного экрана – 140 см от пола.
Заготовка и раскрой материала
Для изготовления конструкции понадобится:
- уголок 25×25 , длина 46 см, концы срезаны под 45° – 4 шт.;
- уголок 25×225 , длина 76 см, концы срезаны под 45° – 4 шт.;
- профиль 30×230×21,5, длина 76 см – 4 шт. (для ножек);
- стальной лист 3 мм 44.5×75 см – 2 шт. (для полок);
- профиль 60×240×22 мм — длина 100 см – 2 шт.;
- профиль 60×240×22 мм — длина 72 см – 2 шт.;
- профиль 40×230×21,5 длина 72 см – 8 шт. ;
- поворотная колесная опора со стопором – 2 шт.;
- колесная опора – 2 шт.

Каркас сварочного стола
Прокат нарезается болгаркой или отрезной пилой, тщательно зачищается от заусенцев.
Изготовление столешницы
По контуру столешница делается из профиля 60×240. При сборке следует следить за равенством углов и диагоналей контура.
Внутренняя решетка набирается из отрезков профиля 30×230 и приваривается к контуру на равных расстояниях друг от друга. Все сварные швы следует тщательно зачистить угловой шлифмашиной.

Столешница сварочного стола
Сбоку коротких сторон к нижней части столешницы можно приварить ручки из прутка 8-12 мм. Это позволит переставлять стол с места на место.










Ножки для стола
Ножки привариваются по углам рамы столешницы. Сначала следует точечной сваркой прихватить ножки и особо тщательно проверить углы установки ножек угольком и металлической линейкой. Они должны быть строго перпендикулярны плоскости рамы. Если обнаружен перекос — его следует исправить. В противном случае стол будет неустойчивым. Снизу ножек можно приварить крепления колес. Это удобно, если стол планируется часто перемещать с места на место. Если же место будет постоянным, то лучше отказаться от добавляющих неустойчивости колес и приварить небольшие квадратики металла для повышения устойчивости и защиты пола от повреждений.

Ножки для стола
После выравнивания ножек их надо приварить постоянно и скрепить дополнительной обвязкой из легких уголков в 20 см от концов. Их приваривают плоской стороной вниз, а в образовавшееся углубление укладывают полочку из OSB. На ней размещают сварочное оборудование и материалы, маску и т.д.
К ножкам можно также приварить несколько кронштейнов и крючков для подвешивания кабелей, держателя и другой оснастки. Их делают из стального прутка больших гвоздей. Следует тщательно зачистить их, чтобы убрать острые грани.
Защитный короб
Защитный короб служит для предотвращения разлета брызг расплавленного металла при сварке и твердых отходов при зачистке. Каркас делается из легкого уголка, а сам короб — из тонколистового металла. Он крепится к столешнице на штифтах. При работке с деталями, выступающими за габариты стола, короб снимают.
Под столешницей можно приварить лоток с невысокими бортиками для сбора окалины при зачистке швов. Лоток устанавливают с некоторым наклоном, чтобы мусор постепенно собирался к его нижнему краю.

Изготовление защитного короба
Инструменты хранят в деревянном или металлическом ящике. Вместо него можно сварить тумбу с полочками.
Сборка
Для проведения сборочных работ понадобится:
- сварочный аппарат;
- электроды;
- болгарка с отрезным диском и диском для зачистки;
- набор ручного слесарного инструмента;
- линейка 1 м, уголок, рулетка.
Сборку проводят в следующем порядке:
- раскрой заготовок, проверка размеров и углов по эскизному чертежу;
- сборка столешницы: сначала контур, потом ребра;
- присоединение ножек;
- приваривание нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж лотка;
- окончательная зачистка швов, заусенцев и неровностей;
- нанесение грунта и краски ;
- установка листа OSB.
Дополнительно можно приварить ручки для перемещения и крючки для проводов.
Изготовление
Столешница
Столешница делается из профиля 60х240 мм. Для внутренней обрешетки применяются отрезки профиля 30х230 мм, привариваемые на одинаковом отдалении друг от друга. Швы сварки зачищаются шлифмашиной.
По коротким сторонам для удобства перемещения внизу столешницы привариваются ручки из стержней 8-12 мм.
Как произвести отделку?

Для закрепления ножек используются приварные накладки из металлической полосы. В стойка устраиваются отверстия.
Внешний вид столешницы улучшается посредством ее окрашивания обычной краской по металлу, позволяющей увеличить срок службы.
Ножки
По углам каркаса перпендикулярно к столешнице привариваются ножки. Перекос не допустим – он может привести к нарушению устойчивости.
В нижней части рекомендуется устроить крепления для колес – стол можно будет легко перемещать.
Ножки скрепляются обвязкой из тонких уголков 20х20 мм, привариваемых плоской гранью вниз. В углубление укладываются деревянные полки для установки сварочного оборудования и материалов.
К ножкам также привариваются крючки и кронштейны из гвоздей или прутков для кабелей и оснастки.
Защитный короб
 Короб, предназначенный для защиты от разбрызгиваемого металла, изготавливается из тонкой стали и уголка. К верхней части он крепится посредством штифтов.
Короб, предназначенный для защиты от разбрызгиваемого металла, изготавливается из тонкой стали и уголка. К верхней части он крепится посредством штифтов.
Под столешницей располагается лоток для пыли и кусков окалины. Его ставят под небольшим углом чтобы отходы собирались у нижнего края.
Для размещения инструмента предусматривается специальный ящик либо сваривается тумба с полками.
Требования к столу для сварки
Любой сварочный стол должен соответствовать ряду простых требований:
- Возможность его заземления (работа ведется чаще всего с электросваркой).
- Использование в конструкции негорючих и стойких к воздействию высоких температур материалов.
- Прочность, способность выдерживать значительный вес (желательно не менее 100-150 кг).
- Наличие над столом стационарной вытяжки или же мобильность конструкции (для работы на свежем воздухе).
- Предусмотренная установка на одной из боковых сторон вентилятора (для выдува из рабочей зоны вредных здоровью сварщика испарений).
- Наличие под столешницей поддона для сбора шлака, опилок и прочего мусора, неизбежно возникающего в работе.
- Место для хранения расходных материалов (электродов, бобин с проволокой) и самого сварочного аппарата.
- Возможность точечного освещения рабочей зоны низковольтным светильником (рекомендуется использование мощных светодиодных ламп).
 Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Но эти два требования не обязательны в случае если изготавливается мобильный сварочный стол своими руками, чертежи которого приводятся ниже в статье.
Минимальная удобная для работы площадь стола составляет 0.8-1 кв. метр. При этом ширина и длина столешницы примерно равны. Наиболее удобная высота колеблется от 70 до 100 см, все зависит от конкретной работы. Именно по этой причине стоит сделать стол с регулятором высоты.
Инструменты и материалы
Для изготовления любой из представленных конструкций сварочных столов понадобятся следующие инструменты:
- Инверторный сварочный аппарат и набор электродов к нему (использование полуавтомата не выгодно из-за высокой стоимости проволоки).
- 10-15 металлических струбцин и фиксаторов среднего и большого размера.
- Угловая шлифмашина (УШМ) и набор отрезных и шлифовальных дисков к ней.
- Слесарный молоток и кувалда.
- Пассатижи.
- Электрическая дрель и сверла по металлу к ней.
- Средние и большие слесарные тиски.
- Ручная ножовка по металлу.
- Метчик и зубило.
- Измерительные приспособления — угольник, уровень рулетка
- Мел или белый маркер по металлу
 Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Металлопрофиль (стоит рассчитывать стол на вес не менее 150 кг, поэтому профиль нужно брать не менее двух дюймов с толщиной стенки около 2,5 мм).
Вместо прямоугольного профиля можно использовать круглого сечения водопроводную или газовую трубу, но работа с ней несколько труднее (сложнее надежно фиксировать при сверлении, к примеру). В конечном счете все зависит от наличия конкретных материалов и бюджета.
Металлический лист — желательно найти лист толщиной не менее 3-4 мм. Оптимально, если в нем будет иметься редкая перфорация (отверстия диаметром 15-20 мм с шагом 50 мм). Можно использовать не цельный лист, а полосы из него.
Металлическая сетка — толщина около 1.5-2 мм, достаточно частая для удержания на ней мелкого инструмента и падающих на нее во время работы кусков шлака, окалины.
Различные метизы (болты, гайки, саморезы)
Виды сварочных столов
Большинство самодельщиков абсолютно уверены в том, что работать сварочным аппаратом можно и на обычном верстаке или даже на бетонном полу. Опытные мастера способны работать сварочным инвертором, что называется, «на коленке», но даже они предпочитают работать на специальном столе, особенно, если требуется изготовить сложную пространственную конструкцию.
Для работ с использованием сварки в домашних условиях преимущественно используется четыре основных модели столов:
- Универсальный реечный станок или стол из металлического профиля. Конструкция во многом сходна со столярным верстаком, единственным отличием является то, что продольные рейки столешницы и станина свариваются из металла;
- Металлический слесарный верстак, переделанный под специфику обращения со сварочным аппаратом. В ходе переделки мастера устанавливают на стальной столешнице дополнительную лампу в защитном кожухе, легкосъемный лоток с сухим песком и струбцины, используемые для фиксации свариваемых деталей;
- Монтажный сварочный стол, отличается от предыдущих моделей формой и устройством столешницы. Вместо продольных стальных профильных лаг на поверхности столешницы вваривают несколько десятков трубчатых гнезд для установки и фиксации струбцин;
- Поворотные столики и подставки используются для сварки малогабаритных деталей сложной конфигурации с большим количеством точек соединения.
Все столы для электросварки, независимо от схемы, изготавливают из конструкционной стали, чаще всего сваркой или с помощью болтовых соединений. На боковой поверхности столешницы или на одной из ножек столика врезают или вваривают контактную площадку, к которой будет подключаться нулевой зажим сварочного аппарата.
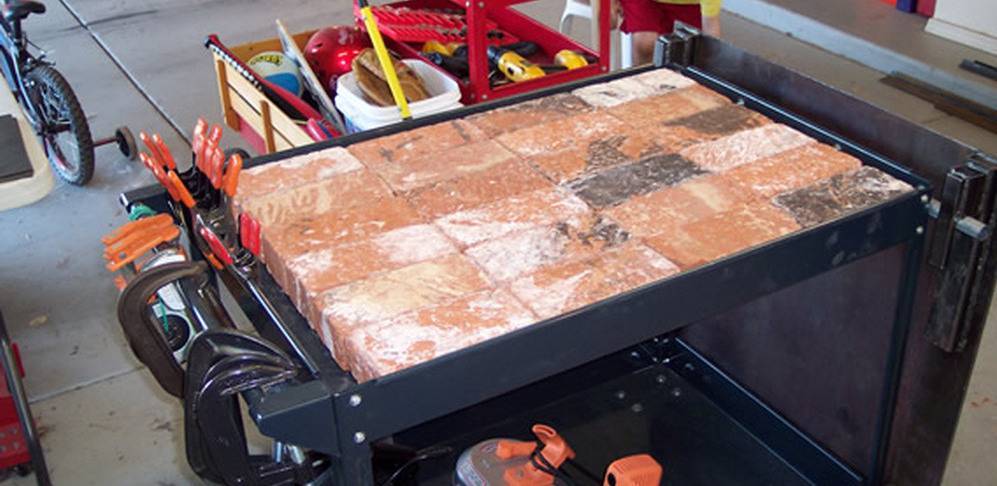
Остается уложить заготовку на столик, подключить сварку к сети, и можно варить металл. Это значительно удобнее, чем если попытаться сварить деталь на бетонном полу или на кирпичах, когда львиную долю времени приходится тратить в поисках места для подключения нулевого зажима.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.









Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.
Помимо столешницы из полос, часто используют вариант с перфорацией.
В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.
Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.
В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.
Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.
Рабочая поверхность стола
Для столешницы не желательно ее изготовление в слитом виде. Лучше, когда она сваривается из профтрубы по размерам 60×40×2 мм. Решетка внутри рамы выполняется из профиля с размерами 30×30×1,2 мм (также можно применять 8 или 10 швеллер).
Элементы деталей нарезаются обычной болгаркой, торцы срезов необходимо зачистить от заусениц. Сначала заготавливается внешняя рама с максимально идентичными диагоналями.
Профили для внутреннего размещения нарезаются непосредственно по проему готового каркаса. После, их вставляют приблизительно на 30-50 мм друг от друга. Швеллера накладывают поверх рамы.
Какой сварочный стол выбрать
Выбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны.
Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
- рабочая зона должна быть огорожена защитным экраном из огнестойкого материала;
- для обеспечения надёжной жёсткости конструкции её вес должен быть не менее 180 — 200 кг;
- освещение не должно создавать бликов, поэтому применение энергосберегающих ламп исключено, так как их свет не поглощается стеклом маски;
- поворотная платформа приветствуется;
- если нет встроенной вентиляции, должен использоваться передвижной вентилятор с магнитными присосками на всасывающем рукаве.
Мобильная конструкция
 Стол для сварочных работ можно сделать немного меньше и оснастить ножками с приваренными колесами. Это будет мобильный вариант.
Стол для сварочных работ можно сделать немного меньше и оснастить ножками с приваренными колесами. Это будет мобильный вариант.
Самодельный стол ничем не уступает по надежности и качеству промышленному, при условии выполнении работ без спешки и с учетом всех рекомендаций. Недостаток такого варианта – неустойчивость при проведении сварочных и слесарных работ.
Процесс изготовления мобильного стола такой же, как стационарного, но понадобится сделать крепежные отверстия для колес.
После выполнения монтажных работ остается оснастить конструкцию. Оснастка может быть различной. Но обязательно на сварочном столе должны присутствовать тиски и различные струбцины. Конструкций достаточно много. Можно выполнить поворотный стол для сварки, установленный на одной ножке, закрепленной к жесткому основанию. Но смысл этих конструкций один – они делают работу сварщика более удобной и простой.
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.

Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.

Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.

Зачищаются торцы.

В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.








Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.

Вырезанные стойки свариваются по углам крышки.

При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов
Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.

Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.

Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.

Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.

Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.

Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.

Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.

Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.

Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.





