

Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник
Понятие, назначение и применение анкерных крепежей
Анкер — разновидность крепежных изделий, которая вбивается, вворачивается или вводится в основание и способно не только закрепляться в нем, но и удерживать дополнительную конструкцию.
В переводе с немецкого анкер означает «якорь». По способу воздействия на основание крепеж подобного типа действительно напоминает якорь — рабочая часть анкера при закреплении расширяется и удерживает соединение на основании.
Крепеж подобного типа применяется при работе с твердыми материалами оснований — бетоном, кирпичом, природным камнем. Анкер позволяет удерживать достаточно массивные либо испытывающие динамические нагрузку конструкции, например, сантехнические изделия, кондиционеры, настенные телевизоры, спортивный инвентарь, подвесные потолки и т. д.
Мнение эксперта
Торсунов Павел Максимович
Универсальность и надежность анкерного соединения позволяет использовать их и при работе с другими материалами. Например, существуют анкеры для крепления в пористых и облегченных материалах, для соединения мебельных элементов. Подобный тип крепежного соединения нашел свое применение даже в стоматологии — анкерный штифт фиксируется в корневом канале зуба и служит опорой для пломбы или микропротеза.
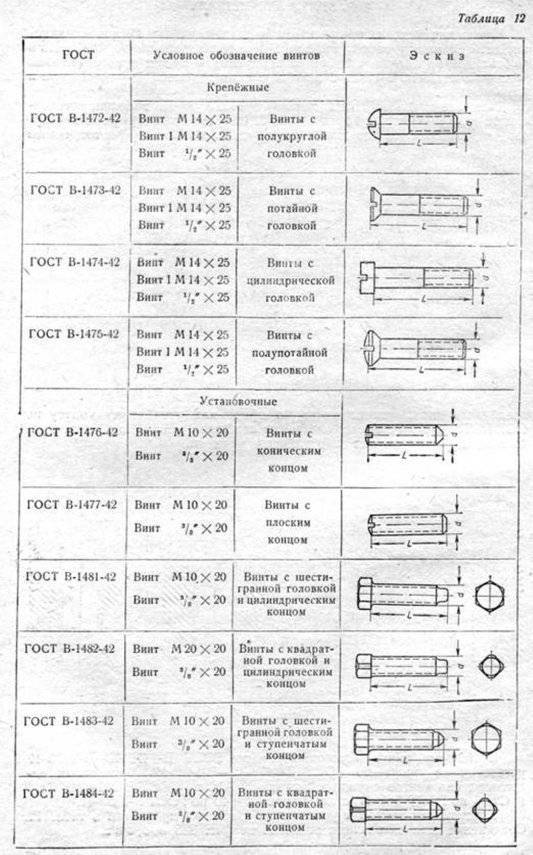
Маркировка болтов и гаек – полная расшифровка всех обозначений
Болт как изделие для крепежа – цилиндрический стержень, имеющий резьбу и головку. По форме она бывает разной – квадратная, шестигранная и более сложных конфигураций. Но принцип нанесения маркировки болтов – общий. Как ее расшифровать и применить на практике — об этом и поговорим в данной статье.
Маркировка крепежа производится в соответствии с ГОСТ №№ 1759.0 от 1987 года, 18126 от 1994 года. Однако литеры на отдельные разновидности болтов наносятся и по другим стандартам. Например, для образцов фундаментных применяется ГОСТ № 24379.1 от 1980 года.
Полная
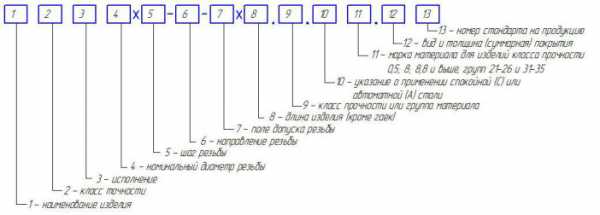
Пояснения
- Существует 3 класса точности крепежных деталей. Для болтов и гаек данный параметр не указывается (позиция 2), так как все они, согласно стандарту, относятся к категории B.
- Вариантов исполнений бывает 4. Если болт первого, то цифра «1» не проставляется.
- Существующие виды резьбы: Тр – трапецеидальная, К – коническая, М – метрическая. Ее диаметр и шаг – в «мм». Если она традиционная (правая), то это подразумевается. При левой резьбе ставится символ LH (позиция 6).
- Толщина покрытия (на позиции 12) выражается в «мкм».
При сокращенной маркировке указываются только наиболее существенные параметры. При упрощенной указываются главные характеристики — как правило, длина и сечение. Например, 16 х 25.
Что наносится на головку болта
- Стрелка. В случае если резьба – левая. Для правой, традиционной, маркировка не предусмотрена.
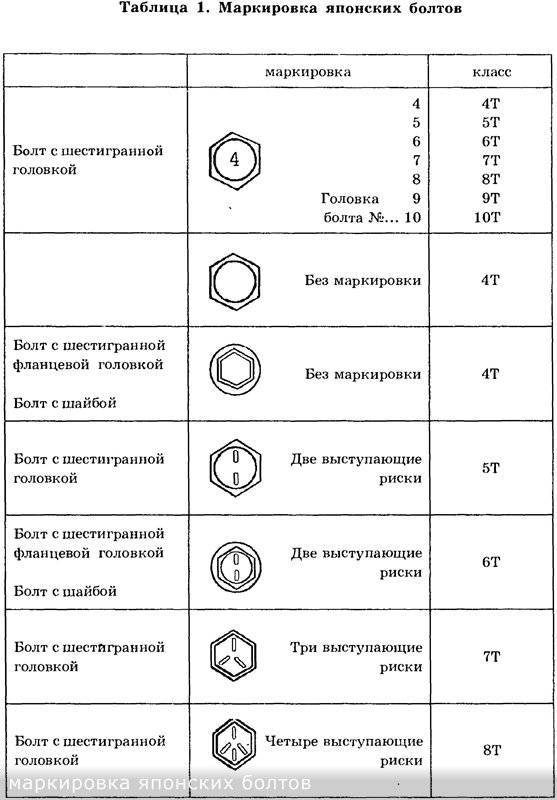
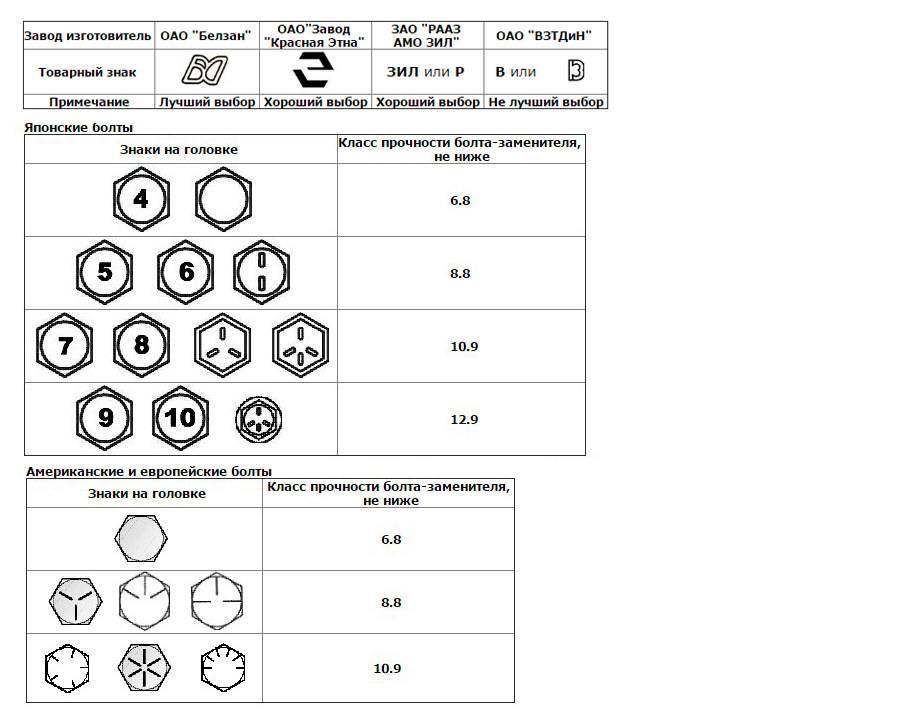
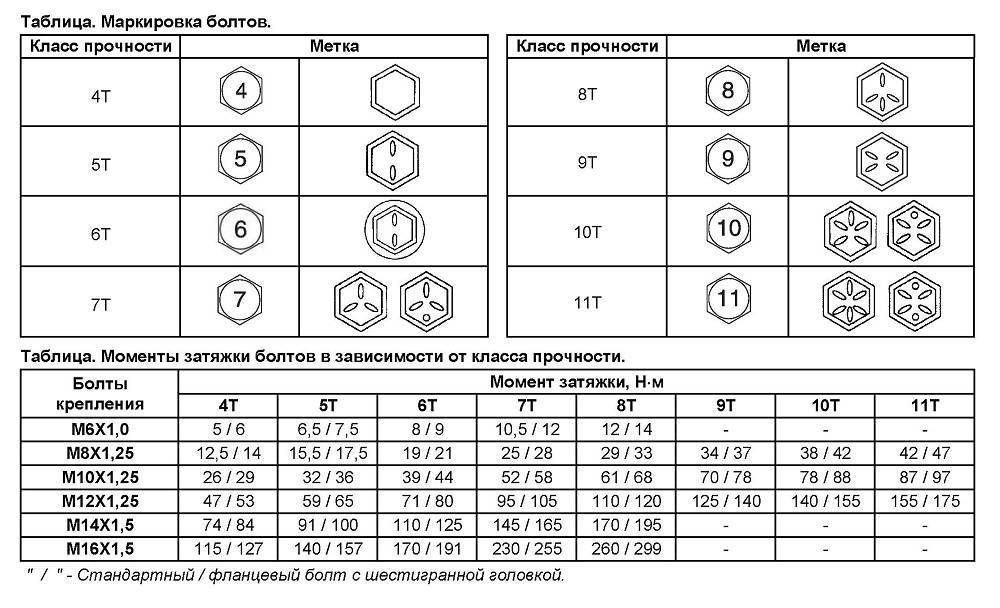
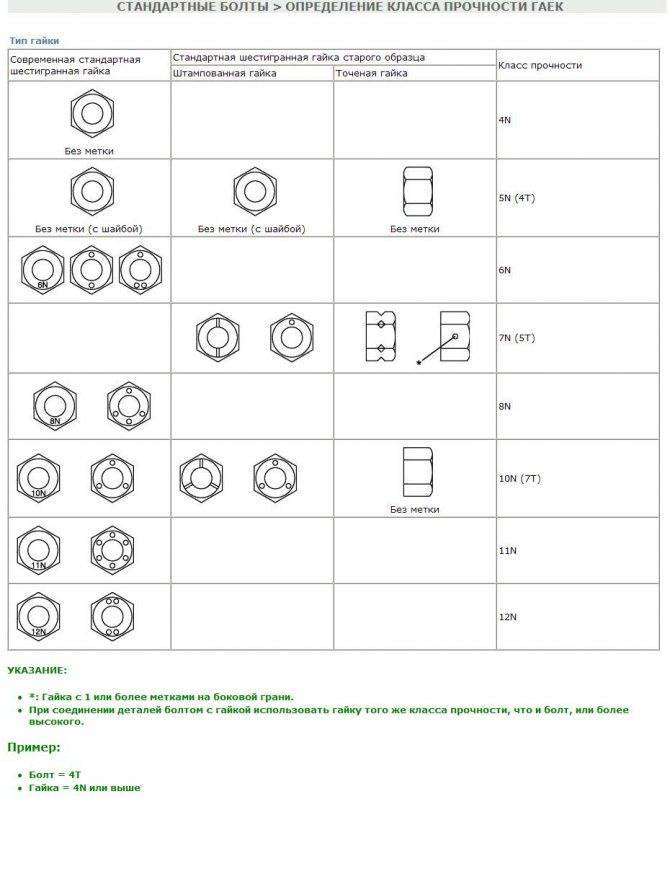
- Класс прочности металла (сплава). Варианты расположения знаков показаны в таблице.
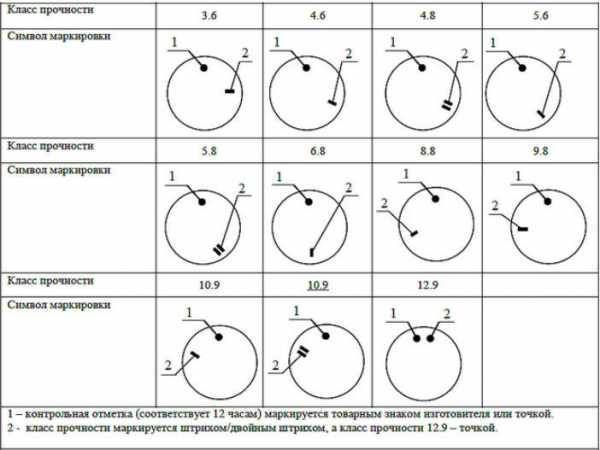
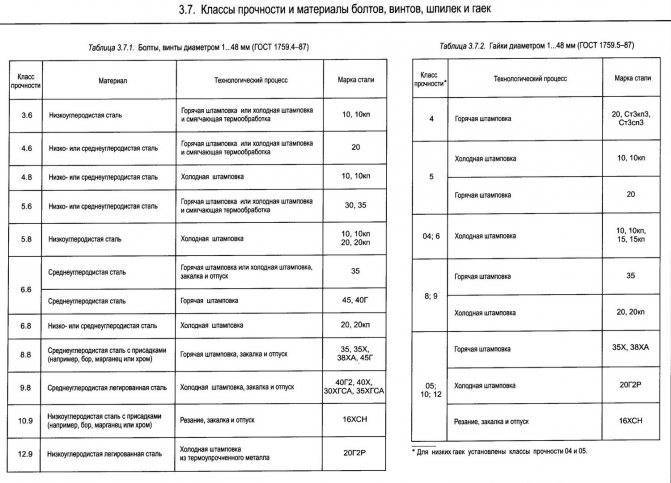
По видам стали
Углеродистые, например – 8.8.
- 1 – показывает предельную нагрузку места соединения (т/см2).
- 2 (через точку) – отношение пределов (текучести/прочности) х 10.
Мартенситные (с минимальным содержанием углерода). Аналогично. Чтобы отличить от углеродистых, обозначение подчеркивается. Например, 8.8. На некоторых образцах точка между цифрами может не ставиться.
«Оцинковка»
- А2 – марка сплава.
- 70 – предел прочности.
ismith.ru
Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.
- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Оцинкованые болты
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения
Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение. Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
- Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
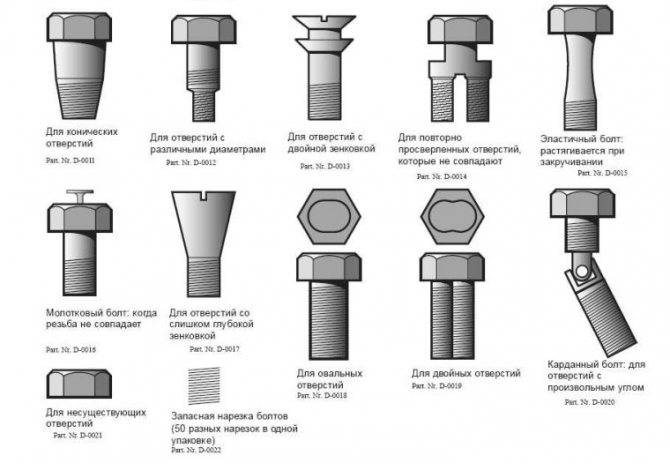
По назначению
Исходя из назначения, можно выделить следующие типы болтов:
- Лемешный – предназначен для крепления тяжелых подвесных конструкций. Исходя из названия можно понять, что он широко используется в сельском хозяйстве, обычно для крепления лемехов на почвообрабатывающую технику.
- Мебельный – отличается от других видов тем, что резьба нарезается не по всей длине стержня. Обычной целостной остается третья часть. Головка такого крепежа обычно гладкая, что необходимо для того, чтобы болт не выступал над поверхностью мебели. Несмотря на названия, такие элементы применяются и в других сферах, особенно часто в строительстве.
- Дорожный – широко распространённый при монтаже ограждений. Отличается полукруглой головкой, под которой расположен квадратный подголовок. Такая конструкция позволяет прочно фиксировать элементы ограждения к столбам. Применяется во всех сферах, где есть необходимость фиксации тонких листов металла, дерева, пластика и других материалов.
- Машиностроительный – наиболее распространенный тип болтов, который применяется машиностроительстве. Он отличается повышенными прочностными свойствами и устойчивостью к агрессивной внешней среды.
- Путевой – применяется в железнодорожной сфере, чаще всего для соединения отдельных частей рельс. Отличаются тем, что резьба может составлять меньше половины длины стержня.
Понять к какому типу относиться метиз можно исходя из условного обозначения болтов.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Советы по выбору
У какого производителя приобретать шурупы для стяжки мебели, каждый покупатель решает сам. Отечественный рынок изобилует количеством самых разных производителей, большая часть которых изготавливает крепежные материалы высочайшего качества, соответствующие всем требованиям государственного стандарта.
Приобретая продукцию для сборки мебели, необходимо проверить у поставщика наличие сертификатов, которые подтверждают ее качество. Чтобы исключить приобретение некачественных метизов, рекомендуется обращаться только к крупным компаниям, деятельность которых подтверждена соответствующими документами и инстанциями. Репутация для крупных производителей очень важна, поэтому приобрести у них бракованную продукцию практически невозможно.
Если в описании детали заявлено, что она не подвержена коррозии, то выглядеть она должна идеально, не просто быть окрашенной серебристой краской, а покрытой защитным слоем по специальной технологии. Проверить это можно самостоятельно, достаточно покрутить штырь в руках и немного поскрести его, если на руках не остается никаких следов, то высока вероятность качественного покрытия.
Проверить качество нагеля можно и следующим образом:
- Подберите обычный ключ, который подходит по размерам;
- Подберите гайку;
- Попробуйте накрутить гайку на метиз.
Если процесс накручивания муфты проходит без затруднений, то можете быть уверены в правильно изготовленной детали.
Удостовериться в качестве и надежности элемента сборки до момента использования его по назначению на все 100% невозможно. Для большей надежности и удобства приобретать крепежные элементы должны профессионалы, для которых подобный выбор не вызывает затруднений.
Типы и виды анкеров и способы их крепления
Анкерное крепление по бетонным конструкциям бывают очень разнообразными, применять единственную или множество влияющих сил – опора, молекулярное звено в стадии слипания, трение, излома, стягивания и т.д.
По предназначению виды анкерных болтов для бетон конструкций изготавливаются: рамковыми, потолочными, опорными и многофункциональными. По конфигурации – кривыми и прямыми, с монтажной или целостной системой. Вид анкера бывает волнистой или приглаженной.

По методу сборки болт фундаментный бывает сквозного скрепления, вклинивания, вколачивания, ввертывания и т.п.

Значительный смысл содержит вещество, из которого произведен продукт. В случае стали, уровень крепости 6.8 и больше, обработанная средством против коррозии, тогда выдерживает она намного дольше. Латунь же не вынесет суровых отвесных напряжений.
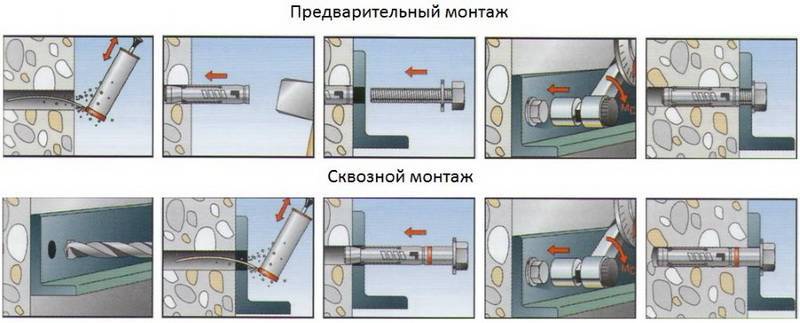
Распорные
Распорный анкер строительного бетона довольно часто употребляются с гайками, в данном способе работает Fтр. Они похожи на не очень большой стержень с нарезкой, колпачком в форме втулки и конуса.

Если крепежный элемент ввертывается в фундамент, он расходится и крепко удерживает элемент в бетонной глыбе.

Распорочные анкера, установленные в стены, в следующий раз применяться не смогут.

Распорочные анкеры так же являются гильзовыми и втулочными. Применяются для плотных оснований бетон-конструкций. Маленькая зона соприкосновения порой при малом калибре модели предоставляет вариант удерживать весомые перегрузки.



Анкерный болт с гайкой бывает электроцинкованным, горячецинкованным, и имеет кислотоупорное свойство. К этому причисляют винтообразные анкеры, выполненные из нержавеющей стали.

Забивные
Забивные анкеры подбирают для крепких бетонов.

Болт фундаментный монтируется с применением этого вида штырей – при сборке коробов, верхних воздухозаборников, размещении технического оснащения.

Предварительно перед забиванием скобы в каменную стену, буравят подходящую пробоину. Позже заколачивают металлоизделие, ободом разводят это, вворачивают стержень с резьбой требуемой протяженности. Подобный фундаментный болт, касаются стержень-нагель, верхний (на потолке) анкер.

Практично укреплять на них подвесы, опоры, потолки Армстронг. Обычно крепежный элемент используют в роли охраннопожарного либо против вандализма, так как штырь постоянный и снят его нельзя.

Рамные
Применяются для разъединения проемов, где ставиться оконные и дверные коробки. Пиноль сделана с разрезом по длине, незначительная рассоединяющая муфта в ходе стягивания эффективно подпирает проем системы, пройдя до подходящего места.

С целью защищенности от смещений и привертывания рядом своей точки наверху пиноли присутствует акценты.

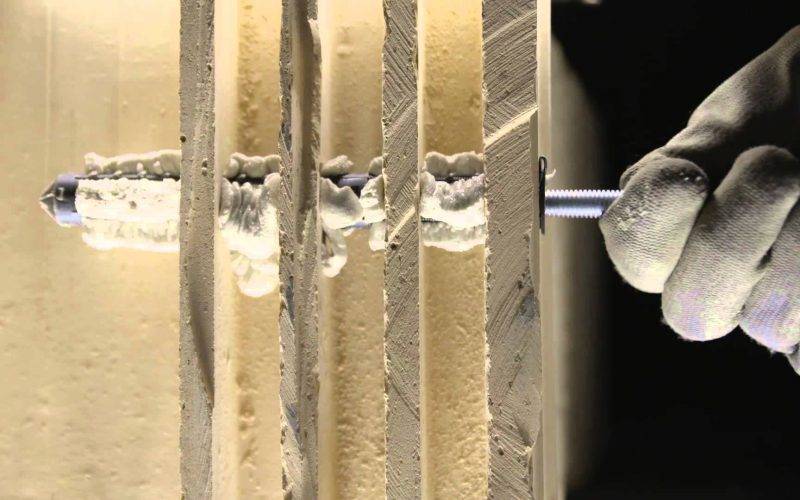
Саморезы по бетону
Тут прочность установки происходит резьбой, сделанной по цельной протяжности штыря. В стадии ввертывания в бетонированную опору формируется массивное противодействие на отрыв или смещение механизма. При применении такого образца крепежного элемента бывает довольно большая несущая возможность (до 100 кг).

Разжимные
Может использоваться для закрепления карнизов, стеллажей, источников света, полотен и прочих предметов в полые сооружения с малой несущей возможностью. Зажим на винте или штыре исполнен в качестве расходящейся юбочки, она в ходе ввинчивания штыря в фундамент вонзается во внутрь основы.

По наружной части зажима в арболит погружаются особые иглы, не позволяющие штырю сдвигаться или провертываться во время сборки.

Химический анкер
Данный анкерный болт по бетону представляет собой полужидкую часть, легко затвердевает. Как раз данной частью штифт вклинивается в глыбу бетона. Ввиду данного состава, получается гарантировать прочное сцепление основы и штыря с однородным порядком нагружаемости по полной протяженности крепежного материала.

Хим. анкера для строительного монолита не побуждают скрытой нагрузки, значительно понижая опасность развала и деструкций.

4.2. Сборка соединений на высокопрочных болтах при необходимости полной разборки соединений
При необходимости полной разборки соединений следует снять проектную нагрузку по специально разработанному проекту и восстановить узел по следующей технологии:
4.2.1. Технологический процесс сборки соединений предусматривает:
— осмотр конструкций и проверку их соответствия требованиям проекта и главы СНиП III-18-75 (в части точности изготовления конструкций);
— совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных пробок (10 % от числа отверстий, но не менее 2 шт.);
— установку в свободные от пробок отверстия высокопрочных болтов;
— проверку геометрических размеров собранных конструкций;
— плотную стяжку пакета;
— натяжение поставленных высокопрочных болтов на усилие, предусмотренное проектом;
— извлечение пробок, постановку в освободившиеся отверстия высокопрочных болтов и натяжение их до проектного усилия.
4.2.2. Перепад толщин перекрываемых накладками элементов, определяемый до постановки накладок с помощью линейки и щупа, не должен превышать 0,5 мм.
4.2.3. При перепаде плоскостей соединяемых деталей от 0,5 до 3 мм для обеспечения плавного изгиба накладки кромку выступающей детали необходимо сгладить наждачным камнем на расстоянии до 30 мм от обреза детали с уклоном не круче 1:10. При перепаде плоскостей более 3 мм следует применять прокладки. Применение прокладок должно быть — согласовано с проектной организацией.
4.2.4. Длины применяемых болтов подбираются в зависимости от толщины — пакета ().
4.2.5. При рассверловке отверстий в элементах с обработанными поверхностями не должны применяться охлаждающие жидкости, содержащие масло.
4.2.6. Сборку соединений следует производить сразу на высокопрочных болтах и пробках. Применение других болтов в качестве сборочных запрещается.

4.2.7. Каждый болт устанавливается в соединение с двумя высокопрочными шайбами (одна ставится под головку болта, другая — под гайку).
4.2.8. Гайки, затянутые на проектное усилие, ничем дополнительно не закрепляются.
4.2.9. В момент установки высокопрочных болтов гайки должны свободно (от руки) наворачиваться по резьбе. В противном случае гайку или болт следует заменить, а отбракованные болты и гайки отправить на повторную подготовку.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
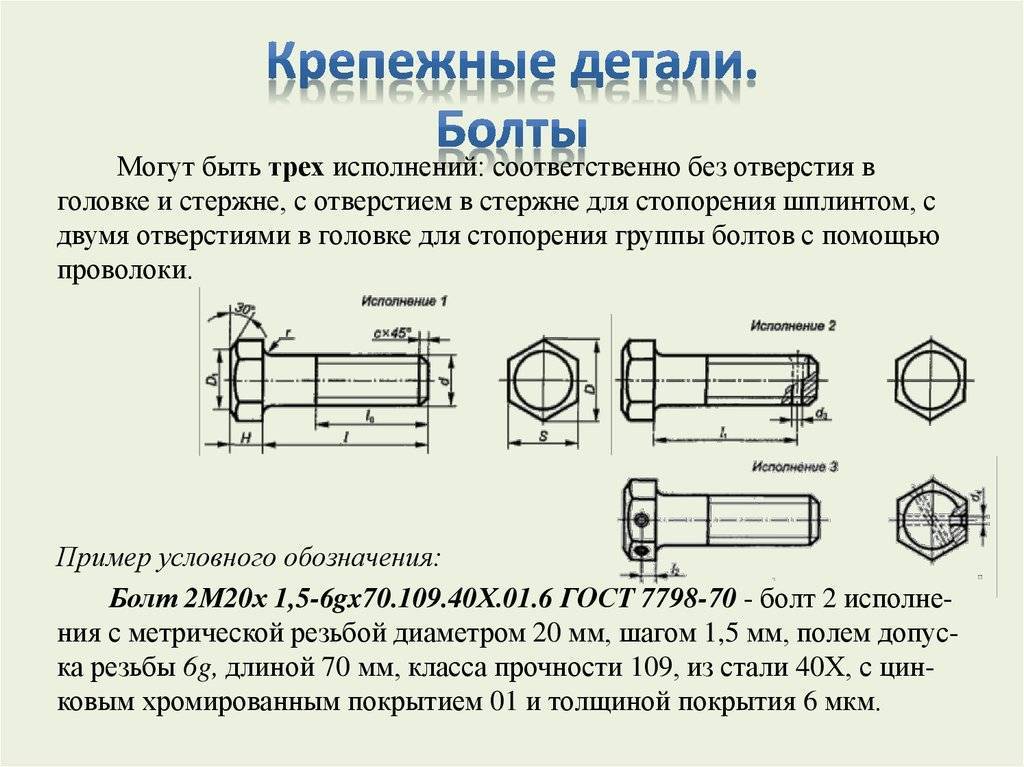
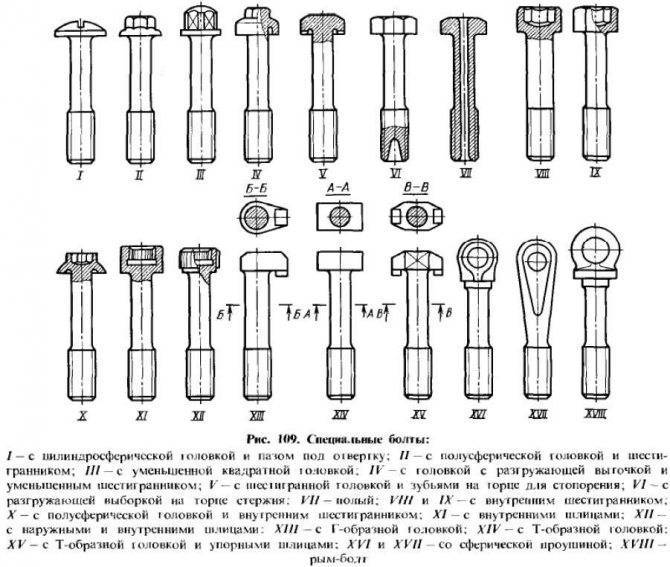
Виды болтов
По форме головки
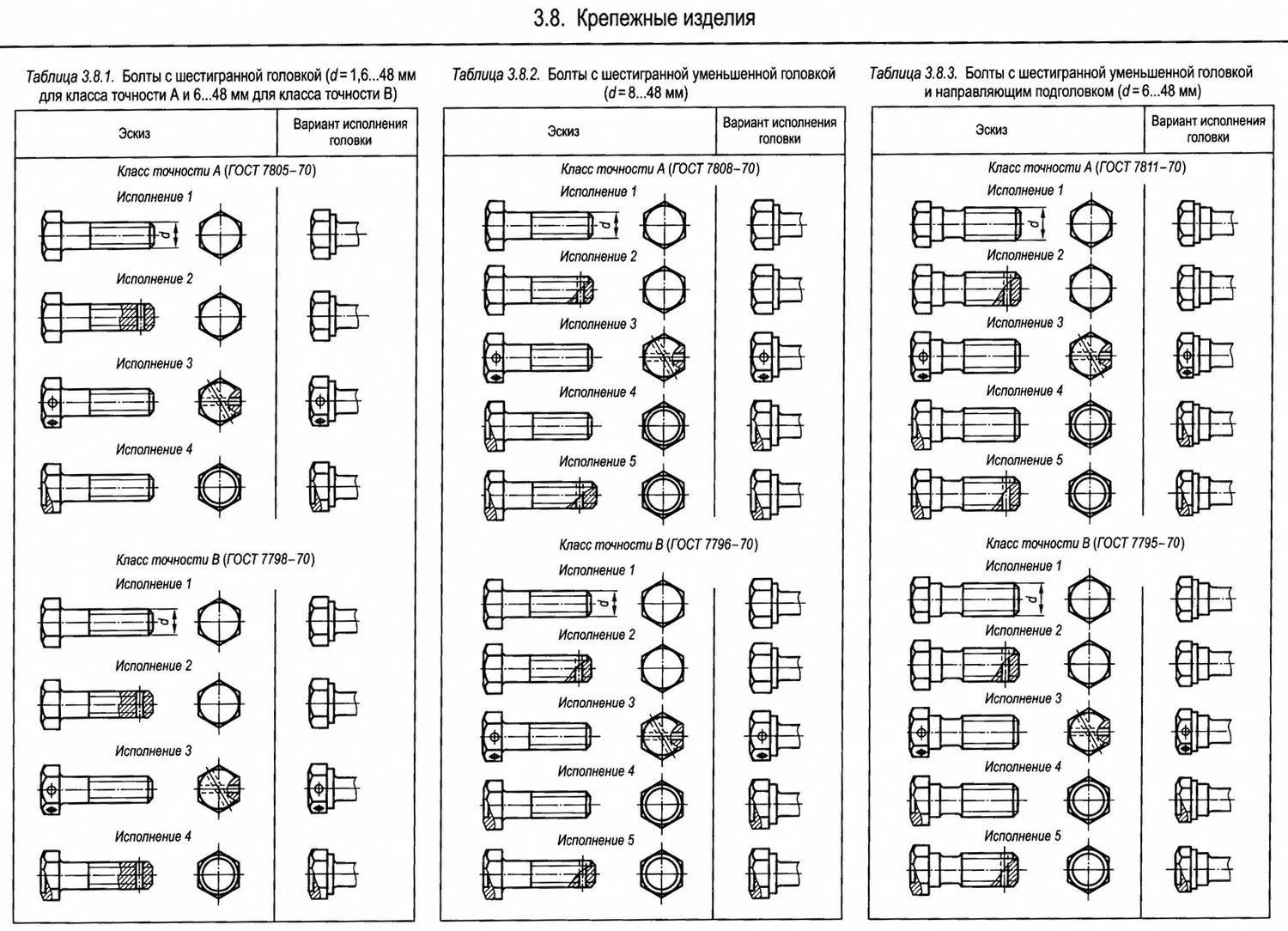
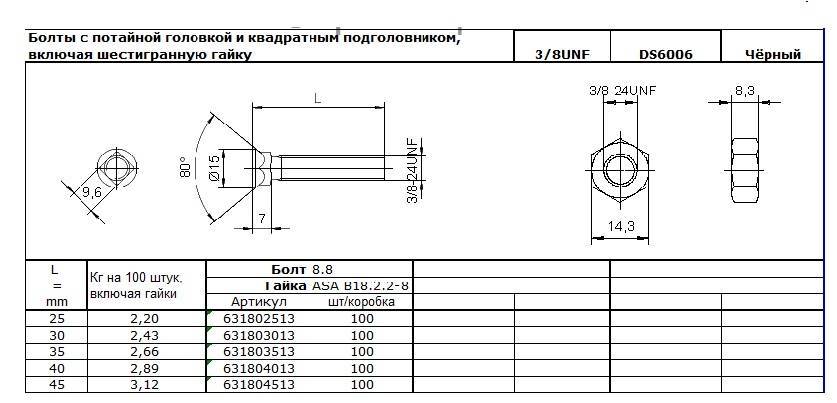
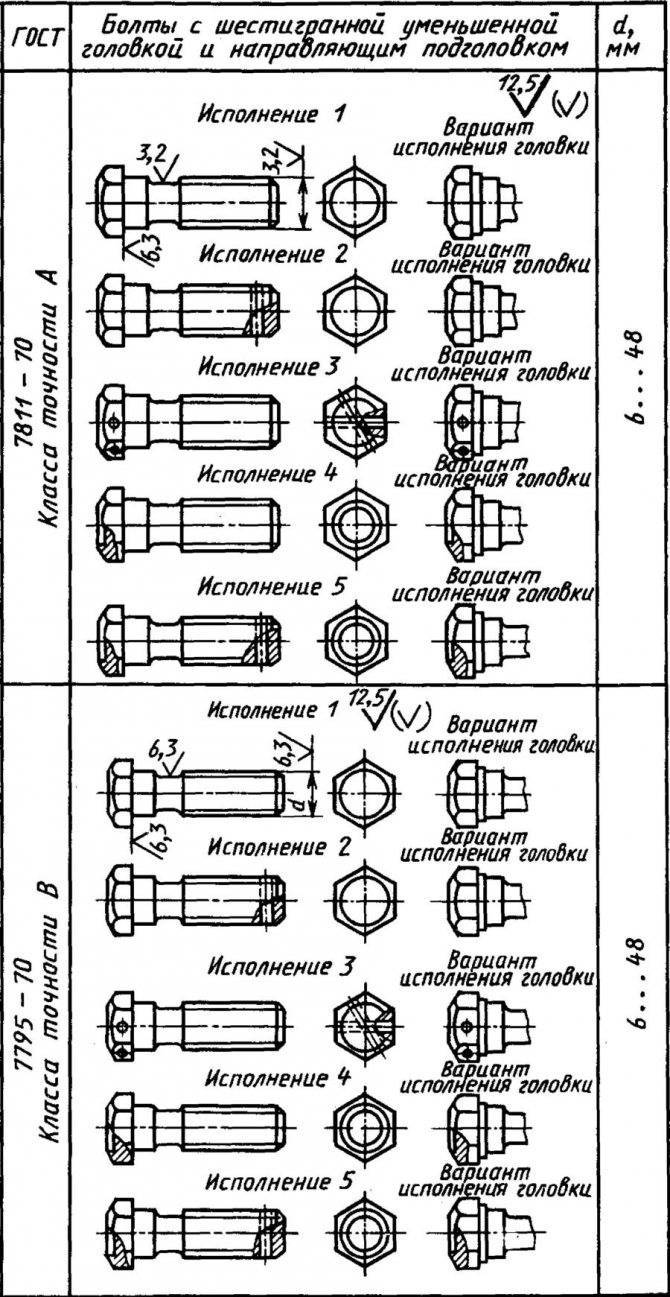
Какой будет шляпка болта, зависит от его предназначения. Чаще всего выпускают метизы с шестигранной или круглой головкой, но встречают также с овальной и даже квадратной. Размер этой части тоже различается: по DIN признаются стандартные, уменьшенные и увеличенные профили. Поверхность шляпки может быть выпуклой или плоской. В отдельных случаях (например, при сборке мебели) используют болты с потаенной головкой, которую практически не видно на поверхности материала.
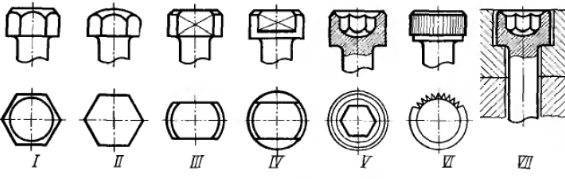
- I и II – в виде шестигранника;
- III и IV – с лысками под ключ;
- V – с внутренним шестигранником;
- VI – с треугольными шлицами;
- VII – «утопленная» установка болта с внутренним шестигранником.
По форме стержня
Чаще всего стержень болта выпускается с одинаковым диаметром по всей длине. Иногда можно встретить в продаже метизы со ступенчатым стержнем, в котором гладкая часть шире нарезной. Такое решение позволяет перераспределить нагрузку и использовать болт для соединения особо тяжелых частей.
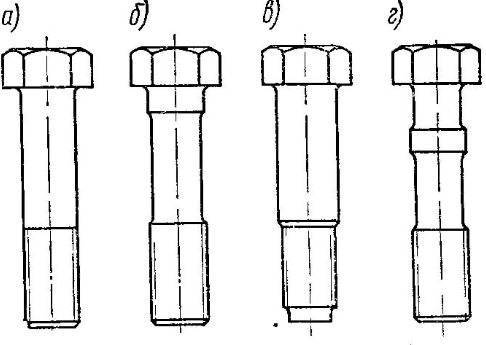
- а – нормальный стержень;
- б – стержень с подголовком;
- в – с утолщенным, точно обработанным стержнем для постановки без зазора в отверстие из-под развертки;
- г – со стержнем уменьшенного диаметра не нарезанной части.
По типу и шагу резьбы
Болты и гайки имеют различное нанесение резьбы. Она может быть:
- Метрической;
- Дюймовой;
- Трапецеидальной;
- Трубчатой;
- Квадратной или прямоугольной;
- Упорной.
Чаще всего в быту применяют метизы с метрической резьбой, шаг которой может быть крупным или мелким.
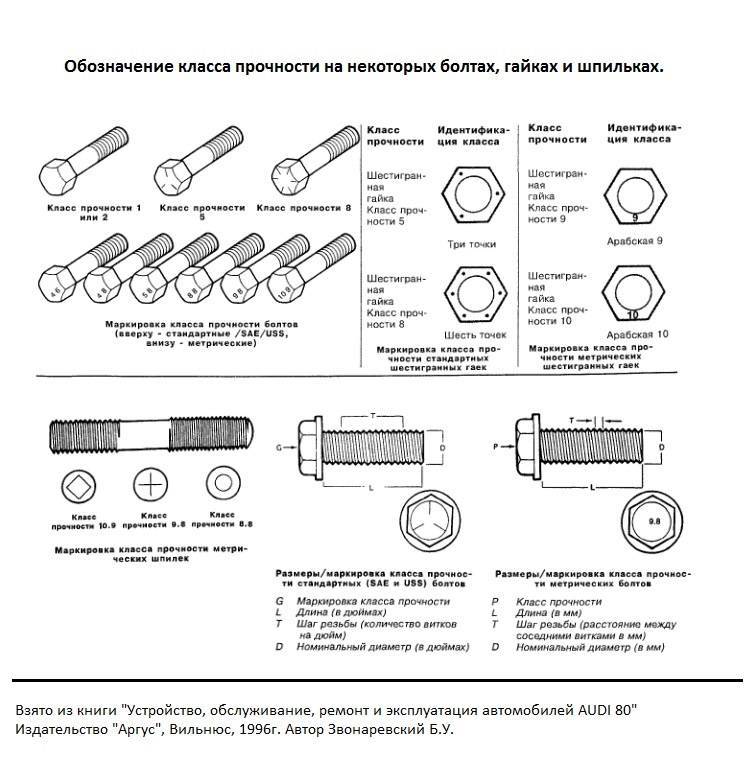
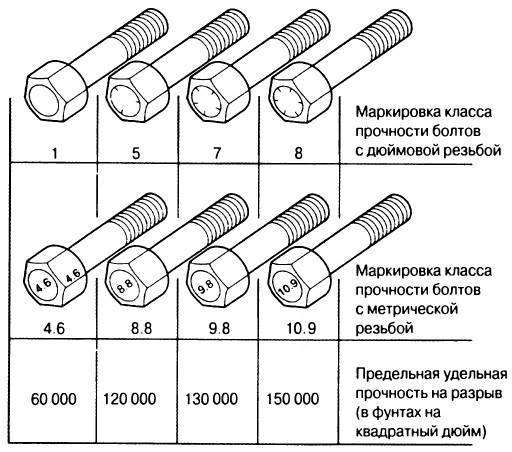
Маркировка на головке болтов и гаек
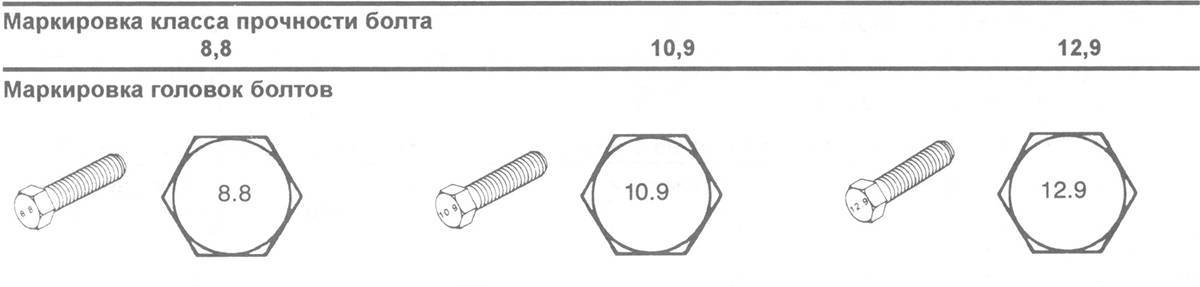
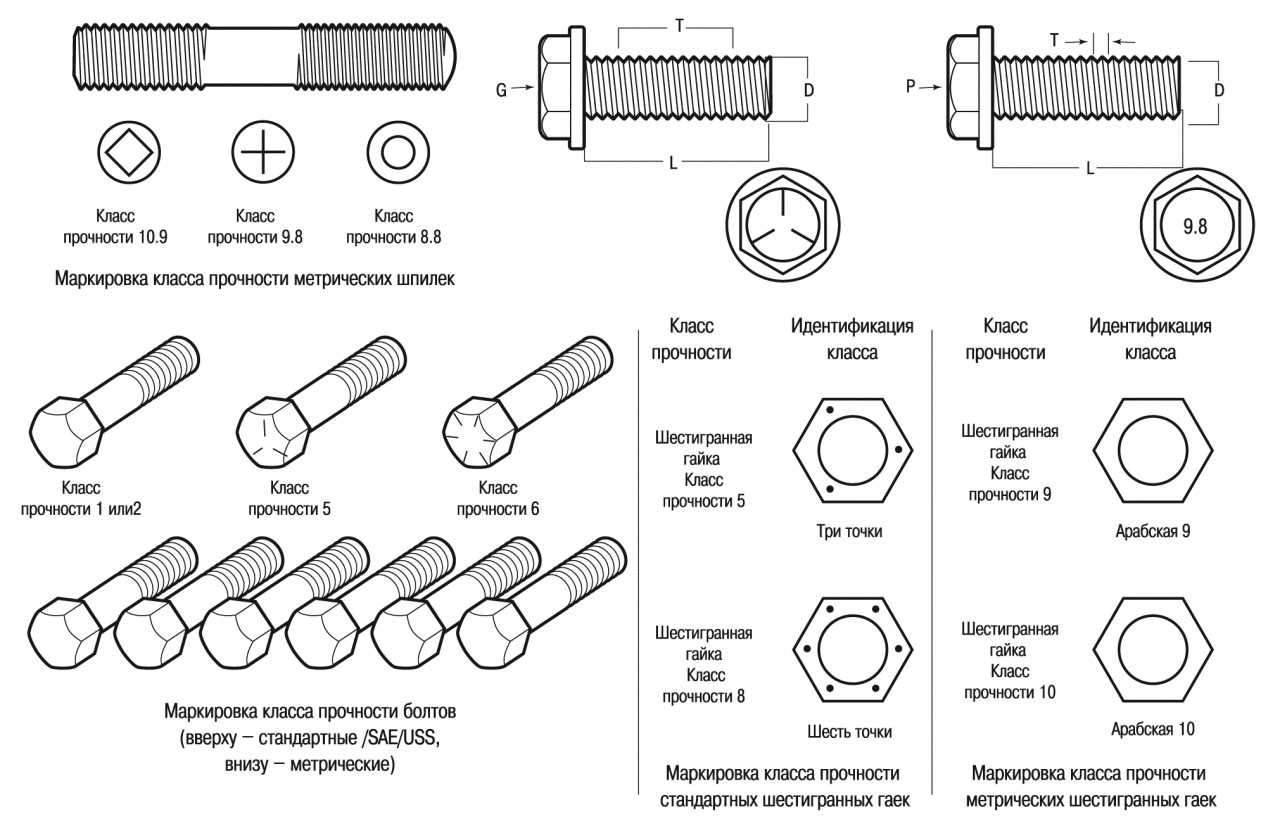
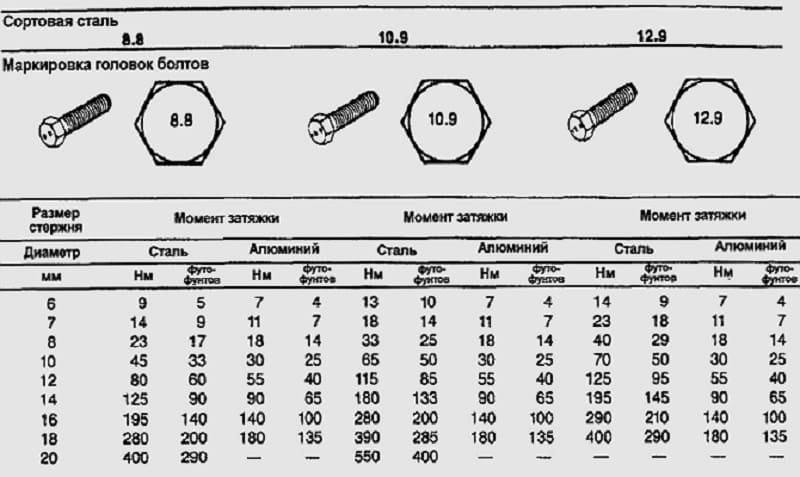
Как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Как расшифровывается маркировка?
Первая цифра (перед точкой). Характеризует предельную прочность крепежа на растяжение. Показывает 0,01 от ее значения, выраженного в МПа.
Пример. Для болта 4.6 предел прочности составляет 4 : 0,01 = 400 МПа.
Вторая цифра (после точки). Показывает десятую долю отношения величин характеристик – предел текучести к пределу прочности стали.
В данном случае (4.6) – 400 х 0,6 = 240 МПа. Эта характеристика показывает предельную нагрузку. Превышение ее значения приводит к невосстанавливаемой деформации болта, по сути, его изгибу (излому).
Рекомендация – при выборе крепежной детали необходимо учитывать ее запас прочности. В зависимости от места установки превышение значения должно быть не менее чем в 2, а то и 3 раза.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен
На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте
Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.





