

Коврик плетеный из лоскутков
Необходимый материал для изготовления своими руками:
- плотное полотно (основа для ковра)
- куски тканей
- черная нитка
- иголка
- ножницы
- клей для ткани
- клейкая лента
- аэрозоль для защитного покрытия (при желании)
Выберите размер ковра и приготовьте полотно подходящего размера.
Приготовьте длинные полоски ткани. Каждая полоска должна быть примерно на 6-7 см длиннее основной часть ковра.
Приготовьте несколько пучков по 3 полоски и начните плести «косичку». Вам нужно несколько заготовок, чтобы потом их соединить в один ковер.
Для удобства закрепите концы каждой заготовки клейкой лентой.
Не плетите до конца — оставьте немного ткани не плетенной.
На плотное полотно нанесите клей. Не нужно экономить на клее.
Аккуратно кладите заготовки на полотно, чтобы они приклеились.
Соедините все заготовки между собой при помощи иголки и нитки.
Снимите клейкую ленту с концов. Подрежьте концы, чтобы они были ровными.
Шарнирное соединение ум1000 11 ум1750 15
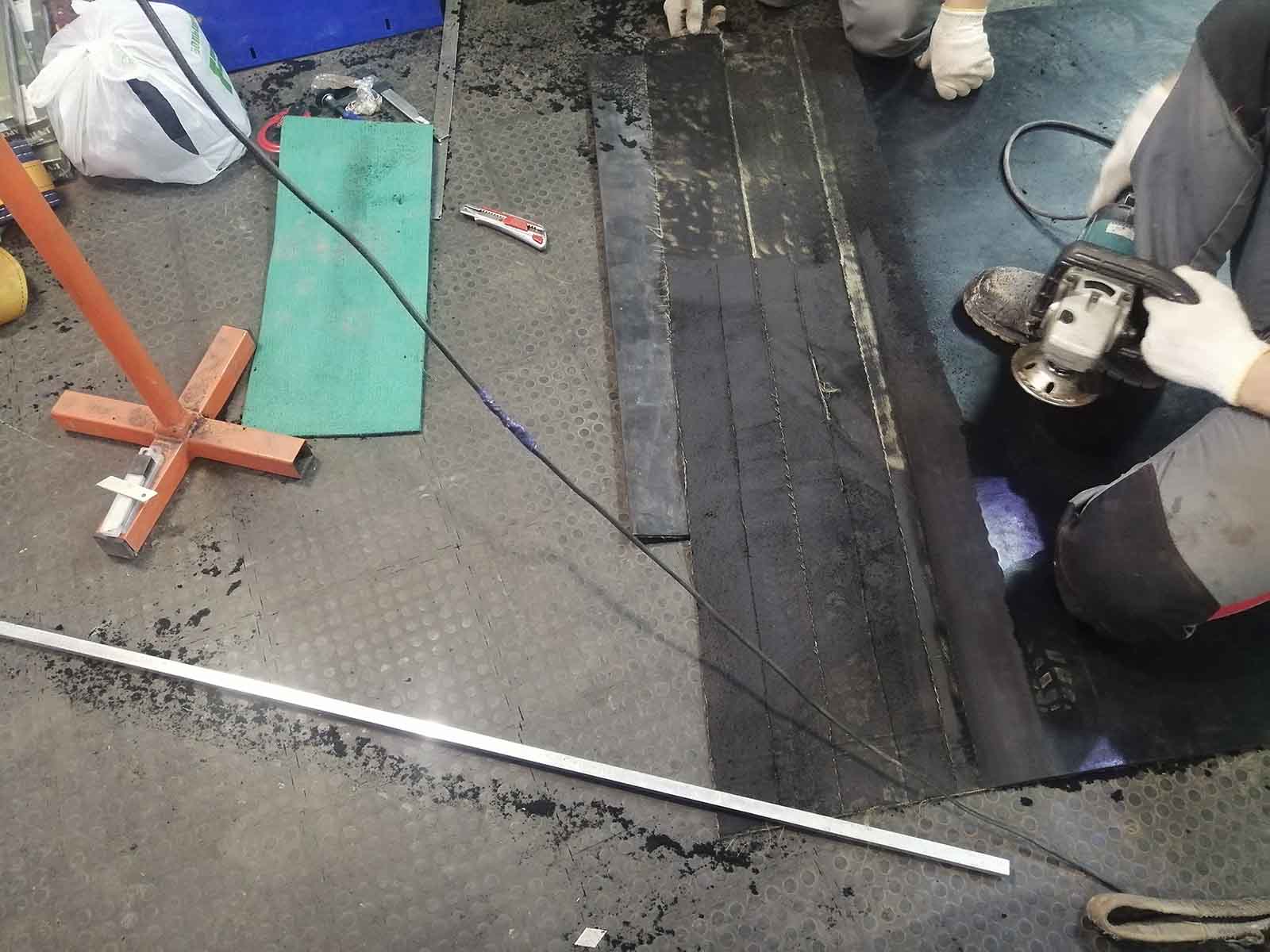
Довольно широкое распространение получил подобный метод соединения транспортерной ленты. В этом случае соединение проводится при применении специального инструмента, которое позволяет получить стык, представленный сочетанием замка и молнии. Инструкция шарнирное соединение конвейерных лент разделена на две основные группы: подготовка, запрессовка, завершение работы. Подготовительный этап выглядит следующим образом:
- Оба конца срезаются под углом 90 градусов, для чего можно использовать специальный нож или угольник.
- При необходимости проводится снятие верхнего и нижнего слоя, рекомендуемая толщина составляет 15 мм.
- Количество крепежных элементов проверяется по ширине изделия. При этом от каждого края отступают по 30-40 мм.
- Если проводится стыковку двух кусков различной ширины, то количество соединительных элементов выбирают по меньшему.
- При помощи измерительного инструмента определяется центральная часть.
- Не стоит забывать о том, что стыковка начинается из центра к краям.
- Крепежные элементы размещаются в инструменте, после чего они фиксируются.

Следующий шаг заключается в непосредственной запрессовке применяемых крепежных элементов. Особенностями можно назвать следующее:
- Ударный механизм устанавливается в специальные направляющие.
- Следует левой рукой придерживать устройство, после чего легкими ударами совершаются действия до полной посадки крепежных элементов.
После стыковке двух элементов края следует обрезать под углом 30 градусов, за счет чего исключается вероятность разрыва. Также проводится дополнительно фиксация стержня возле края. На момент проведения работы не рекомендуется использовать молоток, вес которого более 1,5 кг. Это связано с тем, что слишком большой вес может стать причиной повреждения основной поверхности. Крепежами крепление и монтаж проводится в течение недлительного периода.
Вариант с ручной циркулярной пилой
При вопросе о том, чем режут ДВП, первое, что приходит на ум после лобзика, это, конечно, циркулярка. Она также хороша, если требуется распилить большое количество оргалита. Ею можно в один раз распиливать по нескольку плит. Но она нарушает края плиты еще больше, чем пилка электролобзика. Именно поэтому иногда мастера пользуются для распила ДВП не обычными кругами для распиливания древесины, а кругами для болгарки по дереву. Они замечательно подходят к циркулярным пилам, и в этом случае края распила получаются более ровными. При незначительной шлифовке их наждачкой, от заводской резки их и не отличишь.
Но тут гарантом правильного и ровного распила также служит ровная поверхность. Если таковой не будет, а также если в процессе распила не прижимать плиту к этой поверхности, вибрация попросту не даст осуществить точную резку.
Резка ламината циркулярной пилой
Домашняя дисковая пила или, по-другому, циркулярка, оказывается самым мощным, тяжелым и опасным в обращении инструментом. Поэтому использовать циркулярную пилу имеет смысл лишь в случае, если требуется резать огромное количество ламината, да еще и уложить на сложных полах с большим количеством переходов на плинтусах и порожках. В этом случае циркулярка справится с нагрузкой лучше болгарки и лобзика.
Основные требования к раскройке ламината циркулярной пилой примерно такие же, как и в случае электролобзика. Зубья на диске у циркулярки значительно больше, поэтому скорость резания примерно в 2-3 раза выше, чем у лобзика.
У дисковой пилы присутствует один существенный недостаток. У дисковых пил, предназначенных для распила доски и бруса, пиломатериалов из твердых пород древесины, зубья, как правило, имеют твердосплавные напайки, ширина реза увеличивается до 3 мм. Из-за этого качество отрезанной кромки снижается, и иногда требуется дополнительная доработки наждачной бумагой.
Циркулярка идеально подходит для раскройки панелей с имитацией поверхности кафельной или мраморной плитки. Обычно лицевая часть ламели покрывается композитами, содержащими до 20% минеральных наполнителей. Резать такой материал, даже лобзиком, довольно сложно, лучшим инструментом для выполнения аккуратного и точного разреза остается циркулярный настольный станок для резки ламината.
Решение всех проблем с нарезкой ламината
Высокопрочные марки ламелей 33 и 34 класса можно резать с помощью специальных настольных резаков. Они менее производительны и удобны, чем циркулярка, но обеспечивают при этом очень ровный, почти гладкий разрез.
Другие инструменты для резки ламината
Для порезки ламината циркулярной пилой берут диск с мелкими зубьями.
За неимением электролобзика осуществить распил ламинированной доски можно с помощью циркулярной пилы и диска с мелкими зубьями. Технология резки ничем не отличается от предыдущего варианта, однако в этом случае добиться ровной косильной лески среза будет несколько сложнее. Для упрощения задачи можно воспользоваться не ручной дисковой пилой, а стационарной циркуляркой. Однако ввиду большой стоимости позволить себе такой инструмент сможет не каждый.
Отвечая на вопрос, чем пилить ламинат, следует отметить, что на современном строительном рынке можно приобрести узконаправленное оборудование, предназначенное именно для обработки ламинированной доски. Таким инструментом является резак по ламинату. Внешне он напоминает канцелярскую гильотину для обрезания бумаги. Резак состоит из горизонтальной площадки, на которую ложится материал, и острого лезвия, приводящегося в движение с помощью рычага.
Данный инструмент при работе не производит шума, не выделяет пыли и не делает сколов. Следует отметить, что резаком можно делать только продольные срезы. Для поперечных же пропилов нужно использовать один из инструментов, описанных выше.
Резать ламинат можно с помощью различных инструментов как механического, так и электрического действия. Выбор того или иного варианта будет зависеть от ваших финансовых возможностей и объема предстоящих работ. Если необходимо распилить большое количество ламинированных панелей, то наилучшим вариантом является электролобзик или циркулярный станок. Для нескольких распилов достаточно будет обычной пилы по металлу.
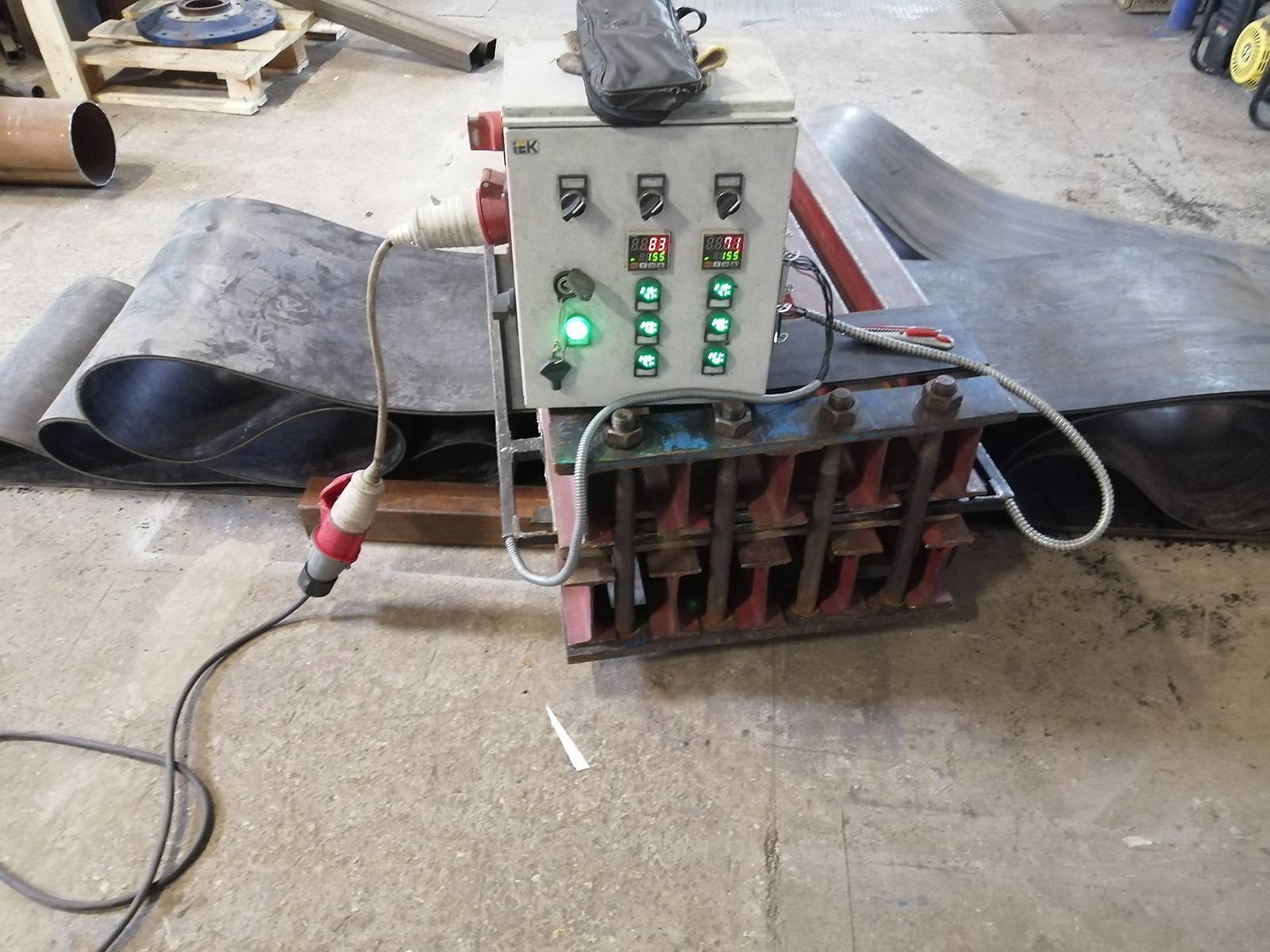
Соединение транспортерной ленты горячим способом
В продаже можно встретить достаточно большое количество специальных составов, которые применяются для восстановления конвейерной ленты. Горячая вулканизация конвейерных лент – весьма распространенная технология, так как под воздействием высокой температуры и давления происходит склеивание двух основ. Довольно большое распространение получили синтетические и натуральные каучуковые смолы, которые при расплавлении создают надежное соединение. Оборудование для стыковки конвейерных лент и специальные составы позволяют добиться прочности, которая на 10% меньше изначального показателя. При стыковке методом горячей вулканизации можно добиться высокой прочности. Подобная технология характеризуется следующими преимуществами:
- Проводимая стыковка конвейерных лент позволяет достигнуть высокой прочности в месте стыка.
- Проводимая вулканизация транспортерной ленты позволяет достигнуть равномерности слоя в месте стыковки.
- Нет зазора в месте крепежа. За счет этого обеспечивается равномерность хода изделия по роликам и другим фиксирующим элементам.
- Есть возможность провести процедуру даже при низкой температуре окружающей среды, а также сильном запылении помещения. Именно поэтому существенно упрощается поставленная задача, для горячей вулканизации не требуется специальное помещение.
- Высокая степень гибкости получаемого стыковочного шва. За счет этого есть возможность провести установку изделия на механизме, который может транспортировать вещество по сложной траектории.
- Провести рассматриваемую процедуру можно без демонтажа оборудования. Именно поэтому поставленная задача существенно упрощается и ускоряется.
- Есть возможность использовать технологию горячей стыковки для ленты, которая может использоваться для транспортировки самых различных материалов.
- Долговечность получаемого изделия. Как показывает практика, применяемая технология позволяет продлить эксплуатационный срок в несколько раз.
- Лента может эксплуатироваться в том же температурном режиме, что и до проведения технологии стыковки.
Приведенная выше информация указывает на то, что подобная технология характеризуется довольно большим количеством преимуществом. Однако есть и несколько серьезных недостатков:
- На стыковку изделий уходит довольно большое количество времени.
- Процедура может быть проведена исключительно при применении специального оборудования.
Горячий метод вулканизации сегодня получил весьма широкое распространение. Однако он применим не во всех случаях, в некоторых больше всего подходит механический способ.
Преимущества замкового метода стыковки
Есть и несколько существенных преимуществ применения замков. Примером назовем следующее:
- Повышенная прочность.
- Достаточная гибкость в месте соединения.
- Применяемые элементы могут прослужить в течение длительного периода.
Приведенная выше информация указывает на то, что часто проводится использование подобной технологии именно по причине большого количества преимуществ.










В заключение отметим, что самостоятельно провести стыковку без специального оборудования достаточно сложно. Именно поэтому рекомендуется доверять работу профессионалам, которые специализируются на проведении подобных работ. Специальные инструменты, необходимые для холодной или горячей пластификации, можно встретить в продаже. Только при правильном применении можно достигнуть поставленных задач.
Как резать резину ножом:
Резина, бывает довольно разнообразная по своим свойствам, начиная от очень эластичного и довольно податливого материала и заканчивая упругими прочными резиновыми пластинами. Применение резине можно найти самое разнообразное, к примеру, вырезать подходящую по размеру водопроводную прокладку, каблук для сапог, или нескользящую подставку под стеклянную поверхность. Многие вырезают из автомобильных покрышек разного рода зверей, качели, или делают предметы интерьера. Можно делать цветочные клумбы из автомобильных покрышек, но для этого надо знать, как и чем резать автомобильную шину.
Секрет очень прост, для того что бы аккуратно и просто разрезать кусок резины, вам понадобится острый нож, понятное дело , и обыкновенная вода.
Для начала вам необходимо наметить линию пореза (мне было достаточно просто ровно установить лезвие ножа).
Резать толстую резину при помощи ножа становится довольно затруднительно по мере углубления лезвия в толщу. Резина начинает становится вязкой, а если переусердствовать то резина может даже оплавляться. Что бы этого не случилось, и нож сквозь резину прошел как по маслу, её необходимо смочить водой (а не маслом, ни в коем случае не смачивать маслом).
Резина при намокании становится скользкой, и лезвие ножа не застрянет и не оплавит резину, тем самым вы получите ровный и качественный разрез без особых усилий.
Важность качественной стыковки
Лента – одна из наиболее изнашиваемых частей любого конвейера – больше половины поломок транспортеров связано с выходом их строя именно рабочего полотна, на которое приходится большая часть нагрузки. Кроме того, рабочая поверхность подвержена дополнительным механическим воздействиям, природа которых напрямую зависит от производимых операций. К примеру, это может быть постепенное истирание при транспортировке стройматериалов или контакт с режущей кромкой при вырубке кондитерских изделий из листового теста.
Однако не только прочность самой конвейерной ленты влияет на бесперебойность работы линии, но и качество стыковки ее концов и профессионализм монтажника, выполнявшего работу.
Особенности процесса резки ламината
Приступая к укладке ламинированного пола, необходимо знать не только, как разрезать ламинат в домашних условиях, но и как правильно использовать инструменты. Среди основных определяющих моментов, касающихся особенностей работы с ламинатом, можно отметить следующие:
- не следует применять больших усилий при резке ламината;
- при некачественном срезе доску следует уложить поврежденной стороной под плинтус;
- для получения идеального среза заготовку следует располагать изнанкой вниз при работе болгаркой и циркулярной пилой или изнанкой вверх при работе электролобзиком;
- перед резом проверить несколько раз расчеты, чтобы не допустить порчи материалов;
- выполнять фигурные пропилы следует с применением шаблона для измерения изгибов, наклеивая на место пропила строительный скотч.
Металлические крепления
Преимущества и недостатки рассматриваемых далее видов крепления таковы:
- Застёжки-крючки. Выполняются из проволоки, характеризуются лёгкостью, требуют увеличения длины каждого стыка. Обычно применяются для лент толщиной до 10 мм при диаметре шкива до 24 мм. Сегменты проволочных крючков поставляются в виде полос, соединяемых кардной сборкой. Для облегчения переустановки используется жёсткий бумажный канал, который после использования удаляется.
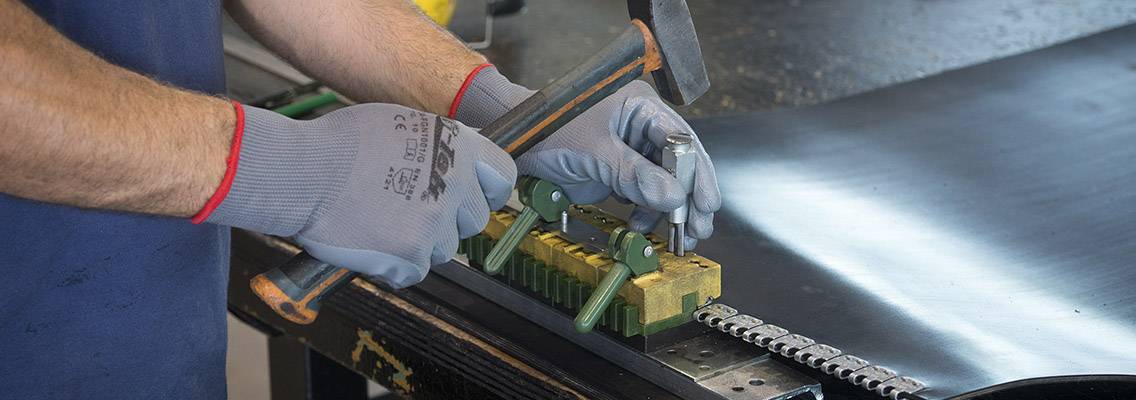
- Застёжки-скрепки в виде скоб. Надёжность их применения и допускаемые нагрузки увеличиваются за счёт сжатия верхней и нижней пластин застежки двойными скобами. Они проходят через обе пластины и перекрещиваются с нижней стороны. Для монтажа требуется только молоток и переносной инструмент, что упрощает установку. Застежки скобами подходят для лент толщиной от 1,5 до 6,4 мм и для шкивов диаметром от 50 мм.
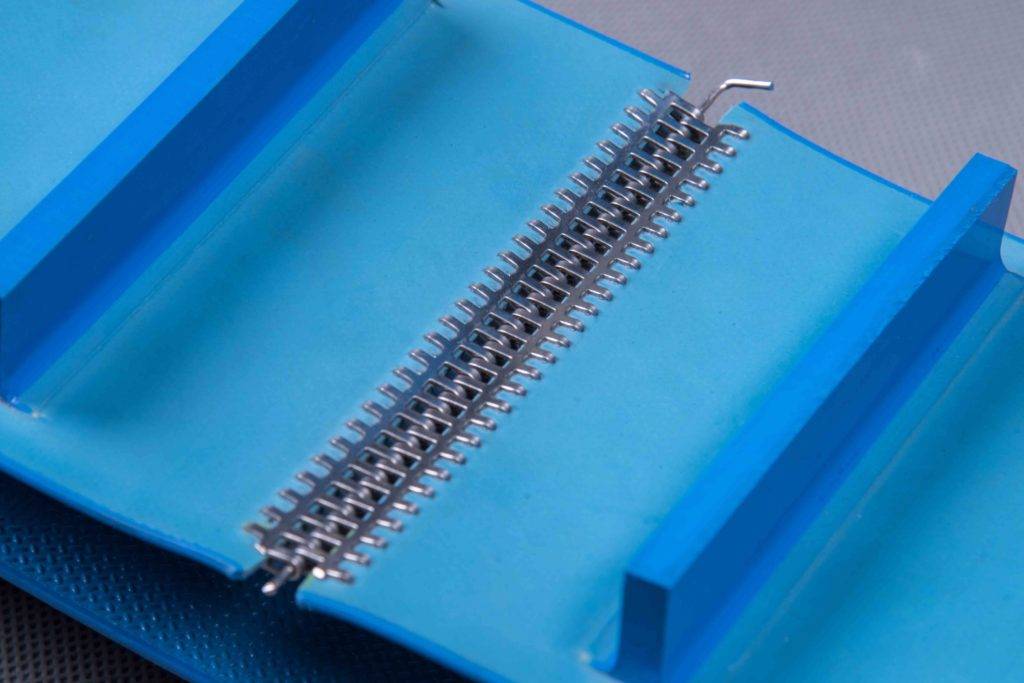
- Штампованные сегменты — лучший выбор, если при восстановлении конвейерной ленты требуется низкопрофильный шарнирный механический стык без применения монтажных инструментов. Эта конструкция представляет собой непрерывную полосу петель с острыми зубьями, которые просто забиваются молотком через конец звена. Такая застёжка — менее прочная, чем проволочный крючок или скоба, однако отличается минимальным временем простоя конвейера.
Как резать толстую резину
Если нужно разрезать, например, покрышку или какую-нибудь другую толстую резину, ее также следует постараться натянуть. Во всяком случае, после начала резки, в разрез имеет смысл применить распорку, чтобы лезвие не зажималось.
Конечно, даже в этом случае разрезать толстую резину будет крайне сложно. Поэтому здесь пригодится смазочный материал. Можно применять машинное масло, мыло или что-нибудь другое. Никакого значения это не имеет, главное чтобы лезвие хорошо скользило.
Конечно же, тут желательно воспользоваться хорошей пилой по металлу с мелкими зубьями, так как нож, даже сапожный, мало что может сделать, когда заготовка из резины реально толстая и массивная.
А как итог можно сказать, что резина режется на самом деле очень легко и хорошо. Проблема возникает из-за повышенного коэффициента трения у данного материала, что снимается, во-первых, тонким лезвием, во-вторых, смазкой любого типа.
Вот и все что нужно знать для того, чтобы аккуратно и легко разрезать резину любой толщины. Это непросто, только если не использовать простейшие советы, которые представлены в этой статье.
Конвейеры
Конвейер, транспортёр (от convey — перевозить) — машина непрерывного действия для перемещения сыпучих, кусковых или штучных грузов. Одним из выходов для обеспечения постоянной ритмичной подачи сырья, отгрузки готовой продукции, обеспечения непрерывности технологического процесса, является использование конвейеров. Важная характеристика работы конвейера является «непрерывность». Конвейер как механизм не является новейшим изобретением, в прошлом конвейеры использовались людьми, например за несколько тысячелетий до н. э. в Древнем Китае, Индии для непрерывной подачи воды из водоёмов в оросительные системы использовали цепные насосы, которые можно считать прототипами скребковых конвейеров. Основная классификация конвейеров в зависимости от грузонесущей конструкции: ленточный, пластинчатый, люлечный, скребковый, ковшовый (нория). Так же есть классификации в зависимости от направления перемещения объектов (горизонтальные, наклонные и т.д.), в зависимости от тягового органа (шнековые, цепные, канатные). Все классификации перечислять не будем. На нашем сайте вы имеете возможность скачать чертежи различных видов конвейеров – скребковый, шнековый, пластинчатый, ленточный, роликовый, винтовых и других видов. Кроме чертежей самих конвейеров вы можете скачать чертежи и наиболее важных их узлов. Состав: 3D Сборка, детали
Состав: Конвейер ленточный А1 (ОВ), Спецификация, ПЗ 24 листа
Софт: SolidWorks 16
Состав: 3D Сборка, чертежи
Состав: 3D сборка роликоопоры и ролика, Сборочный чертеж роликоопоры и амортизирующего ролика, 3D модели деталей, Спецификация
Состав: 3D сборка роликоопоры и ролика, Сборочный чертеж роликаопоры и ролика, 3D чертежи деталей, Спецификации
Софт: SolidWorks 2012
Состав: 3D Модель Натяжной станции цепного тягового конвейера.
Софт: SolidWorks 2012
Состав: 3D модель сборки приводной звездочки тягового конвейера с пластинчатой тяговой цепью исп. 3, шагом 125мм ГОСТ 588.
Софт: SolidWorks 2017
Состав: В графическую часть курсового проекта входят: 1) Пластинчатый конвейер (чертёж общего вида) – 1 лист А1; 2) Спецификация «Конвейер пластинчатый» – 1 лист А4; 3) Приводная станция (чертёж общего вида) – 1 лист А1; 4) Спецификация «Приводная станция» – 3 листа А4; 5) Натяжная станция (чертёж общего вида) – 1 лист А1; 6) Спецификация «Натяжная станция» – 2 листа А4; 7) Ходовая часть (чертёж общего вида) – 1 лист А1;
Софт: КОМПАС-3D 16 SP1
Состав: Выбор транспорта шахты (ПЗ), Схемы транспорта, Конструкции футеровок приводных барабанов шахтных ленточных конвейеров (СЧ)
Состав: 3d модель с деталями, чертежи
Софт: КОМПАС-3D 3D V16
Состав: Сборочный чертеж, Деталировка, 3D-модели
Состав: Чертеж общего вида, с габаритными и присоеденительными размерами
Состав: Конвейер пластинчатый (чертеж общего вида) – 1 листа формата А1; Приводная станция (чертеж общего вида) – 1 лист формата А1; Натяжная станция (чертеж общего вида) – 1 лист формата А1; Настил с тяговым элементом (чертеж общего вида) – 1 лист формата А1; Загрузочное устройство (чертеж общего вида) – 1 лист формата А1; ПЗ
Состав: Сборочный чертеж (СБ) на формате А2, спецификация
Источник
Преимущества и недостатки ленточных транспортеров
Ленточные транспортеры и их преимущества
- Ленточные транспортеры зарекомендовали себя как надежный способ перемещения стружки. Ведь ломаться здесь практически нечему, только привод и ролики. Срок службы ленточного транспортера в деревообработке может достигать 15 лет. Обслуживание транспортера заключается в периодическом осмотре и смазке подшипников.
- Простота конструкции и небольшое количество металла позволяют устанавливать его с меньшими затратами на опоры.
- Возможность установки крышки на такие транспортеры позволяют эксплуатировать их на улице к примеру при подаче стружки из цеха в цех.
- Малый шум от работы, поверьте, на производстве это ценится.
- Хорошая производительность такого транспортера при малых габаритах достигается за счет большой скорости передвижения ленты.
- Свою популярность такие транспортеры получили при транспортировке специальной резанной стружки (они ее не ломают) и влажной и тяжелой щепы, так как пневмотранспорту требуется больше мощности, а скребковые транспортеры и шнеки могут забиваться. А вот транспортировка сухой легкой древесной пыли сопровождается огромным количеством загрязнения.
Недостатки ленточных транспортеров
- Часто специалисты жалуются на некачественное соединение швов. Существует несколько видов соединения швов, это так называемые крокодилы и склейка ленты. Более качественным, сложным и длительным по времени (до 3-х дней, в зависимости от клея) является склеивание ленты — такое соединение может прослужить 3-5 лет. А вот соединение крокодилом хоть и занимает по времени 30 минут, прослужит около 1 года.
- При износе ленты на нее начинает налипать древесная стружка, что приводит к повышенному загрязнению.
- Ленточные транспортеры отлично работают при установке по прямой, а вот если нужно из точки А в точку Б проложить маршрут с поворотом, то придется устанавливать дополнительный транспортер, что довольно не выгодно.
Правила резки
Ламинированная ДСП изготавливается из отходов от пиломатериалов лиственных и хвойных пород, при этом плита обладает легкостью и применяется для изготовления мебельных конструкций. Большинство домашних мастеров-мебельщиков отдают предпочтение ламинированной древесно-стружечной плите при выборе сырья для изготовления мебели. Этот материал относительно недорогой, и в торговых точках всегда имеется большое разнообразие цветов и фактур на выбор. Сложность в работе с ЛДСП заключается в том, что отпилить часть листа нужного размера бывает очень сложно из-за того, что хрупкий ламинированный слой создает в месте пиления трещины и сколы. Справиться с этой задачей помогает знание некоторых приемов, используемых в работе.









Чтобы разрезать ламинированную древесно-стружечную плиту, необходимо вооружиться пилой с мелкими зубчиками.
Причем чем они мельче и чаще будут расположены на полотне инструмента, тем чище и ровнее получится готовый срез ламинированного материала.
Для аккуратного и качественного выполнения распиловочных работ необходимо действовать в определенной последовательности.
- На листе ЛДСП необходимо наметить леску распила, куда плотно приклеить бумажную клейкую полоску. Лента не даст возможности зубцам пилы раздробить слой ламинации во время выполнения процесса пиления.
- С помощью шила или лезвия ножа по косильной лески распила проводят канавку с углублением. Таким образом, мы заранее прорезаем тонкий слой ламинации, упрощая себе задачу во время пиления. Двигаясь по этой канавке, полотно пилящего инструмента будет совершать движения по касательной плоскости, разрезая при этом глубокие слои древесно-стружечного материала.
- Выполняя распил, рекомендуется держать полотно пилы под острым углом относительно рабочей плоскости плиты.
- Если работа по распиловке будет выполняться с применением электрического инструмента, скорость подачи режущего полотна должна быть минимальной, чтобы пилка не могла вибрировать и сгибаться.
- После того как будет выполнено отпиливание, срез заготовки необходимо обработать сначала с помощью напильника, а затем с применением наждачной бумаги. Срез нужно обрабатывать движениями от центра к краю заготовки.
Чтобы защитить место среза на заготовке от дальнейших появлений сколов или трещин, его закрывают, накладывая клеевую ленту из меламина, либо закрепляют торцевые канты, которые могут иметь Т-образный или С-образный внешний вид.
После такой декоративной маскировки не только улучшается внешний вид плиты, но и повышается срок службы материала.
Склеивание конвейерной ленты методом горячей вулканизации
Метод соединения транспортерной ленты при помощи горячей вулканизации является наиболее надежным из всех имеющихся в настоящее время. Применяется на производствах, которые используют теплостойкие или резинотросовые ленты для ленточных конвейеров.
Данный способ имеет следующие преимущества:
Важно! Горячую вулканизацию транспортерных лент запрещено применять в следующих условиях:
Установка биде в унитаз
Для установки предлагаемой конструкции биде в унитазе необходимо демонтировать сливной бачоек . Крепится сливной бачок к площадке унитаза с помощью двух болтов с резьбой М10. Болты с одетыми на них резиновыми прокладками вставляются с внутренней стороны сливного бачка, проходят через отверстия в площадке унитаза и снизу тоже через резиновые прокладки, закручиваются гайками.

При выполнении этой работы могут возникнуть трудности, в случае если болты сделаны из стали и сильно поржавели. Нужно заблаговременно приготовить комплект крепежа для замены. Когда я устанавливал унитаз, то сразу заменил стальные болты шпильками из нержавеющей стали, а гайки, заменил на гайки из капролона. За 12 лет эксплуатации внешний вид крепежа не изменился, и гайки открутились с легкостью.
После освобождения сливного бачка от болтов, нужно его снять с площадки унитаза. Если гибкий шланг позволит, то можно рядом с унитазом поставить табуретку и на ней временно разместить сливной бачок. Перед взором откроется картина, как на фотографии ниже.

Белые следы на площадке, это силикон, нанесенный при установке сливного бачка. Перед установкой новой резиновой прокладки их нужно обязательно удалить. Прокладка оказалась в отличном состоянии, и ее можно было оставить. Но уже было просверлено отверстие в новой, ее и пришлось установить.
Перед установкой прокладки, нужно продеть в просверленное отверстие трубку для биде, пропустить ее через сливное отверстие и водовод унитаза в чашу, вставить в трубку для биде латунную трубку. Далее зафиксировать полученную конструкцию в водоводе унитаза, как при проведении эксперимента.

На всякий случай желательно дать слабину трубке биде в виде кольца, размещенного в сливном отверстии унитаза.
При установке сливного бачка на прокладку унитаза обнаружилось, что седло сливного отверстия в бачке выступает кольцом с фиксирующей его гайкой из бачка и передавливает шланг для подачи воды в биде. Пришлось в пластмассовом кольце и гайке круглым напильником сделать выборку в месте прохождения трубки.

После этого сливной бачок устанавливается на место, закрепляется болтами и проверяется подача воды по трубке для биде. Далее, в сливном бачке устанавливается снятая ранее арматура и бачок закрывается крышкой.

Механическая часть работы с унитазом по оснащению его дополнительной функцией биде и подачи воды окончена.

Внешне унитаз не изменился, только в его чаше появилась маленькая белоснежная форсунка биде в форме капли, фонтанчик воды из которой всегда будет готов удовлетворить Ваши гигиенические потребности.
В холодное время года вода в водопроводе холодная и может вызывать при проведении гигиенических процедур неприятные ощущения. Для этого воду можно пропускать через буферную емкость, в которой она будет подогреваться до комнатной температуры.
Можно не устанавливать электромагнитный клапан, управляя подачей воды вращением вентиля крана. Но гораздо удобнее эту задачу решать дистанционно, с помощью
Как и чем распилить ЛДСП без сколов?
Под аббревиатурой ЛДСП следует понимать ламинированную древесно-стружечную плиту, которая состоит из отходов натуральной древесины, перемешанных с полимерным клеевым составом, и имеет ламинацию в виде монолитной пленки, состоящей из нескольких слоев бумаги, пропитанных смолой. Процесс ламинации выполняется в производственных условиях под давлением 28 МПа и при высоком температурном режиме, достигающем 220°C. В результате такой обработки получается очень прочное глянцевое покрытие, которое может иметь различные цветовые оттенки и обладает высокой устойчивостью к механическим повреждениям и воздействию влаги.
Пила циркулярная
Этот электроинструмент состоит из небольшого рабочего стола и вращающегося зубчатого диска. Дисковая пила делает срез на древесно-стружечной панели намного быстрее и качественнее, чем электрический лобзик. Выполняя процесс распиловки, пилу включают на малые обороты. Сколы при этом могут появиться с противоположной стороны от зубцов пилы.
Для предотвращения этой ситуации перед началом пиления на место пропила наклеивают бумажную клейкую ленту.
Электрофрезер
Это ручной тип электроинструмента, который используется для распила и сверления древесной плиты. Перед началом работы в ЛДСП с помощью ручного лобзика делают небольшой пропил, отступая от контура разметки на 3–4 мм. В процессе пиления используется несколько ножей фрезы и ее подшипниковое устройство, которое регулирует глубину среза. Пользоваться фрезой не так-то просто, поэтому для распиловки плиты нужно иметь определенный навык работы с этим инструментом. Движение фрезы довольно быстрое, и есть вероятность сделать неровный распил.







Но с помощью фрезы можно получить идеально гладкий срез материала – появление сколов и трещин при применении этого приспособления бывает очень редко.
Применение ручного инструмента целесообразно при изготовлении единичных изделий из ламинированной древесно-стружечной плиты. Для массового производства целесообразно приобретать форматно-раскроечное оборудование.
Стыкование конвейерной (транспортерной) ленты механическими соединениями
Метод стыковки, при котором применяется механическое соединение, является наиболее быстрым и доступным, но не самым прочным и долговечным способом стыковки конвейерных и транспортерных лент.
Основные преимущества механического соединения конвейерных (транспортерных) лент
- быстрота способа стыкования конвейерной ленты;
- небольшие финансовые затраты по сравнению с вулканизацией;
- данный метод исключает необходимость в специальном помещении и громоздком оборудовании (прессы для вулканизации);
- механическое стыкование конвейерных лент можно произвести при отрицательных температурах и в помещениях с повышенной запыленностью;
- нет необходимости в применении высококвалифицированного персонала для вулканизации;
- для конвейеров, где длительный простой недопустим, механическое соединение предпочтительно как временная мера (для высоконагруженных конвейеров) или для постоянной эксплуатации;
- для конвейеров, длина которых часто меняется, разъемное механическое соединение наиболее предпочтительно.
Основные недостатки механического соединения
- низкая прочность и срок службы стыка по сравнению с вулканизацией;
- наблюдается дополнительный механический износ роликов, барабанов и других рабочих частей конвейера;
- возможность просыпи на стыке сыпучих грузов и материалов;
- возможность появления искрообразования, что опасно в определенных условиях;
- при транспортировке горячего груза появляется возможность прожигания ленты на стыке.
Механические соединения конвейерных и транспортерных лент бывают неразъемными болтовыми или заклепочными и разъемными шарнирными. К первым относятся заклепочные и болтовые соединения в виде пластин. Неразъемные болтовые соединения применяются для ремонта продольных порезов резинотканевых транспортерных лент. Типичным представителем неразъемного стыка являются замки фирмы FLEXCO типа Bolt Solid Plate, а также отечественный аналог В3. Данные механические соединения абразивоустойчивы, предназначены для механической стыковки резинотканевых транспортерных лент толщиной от 6 до 30 мм с нагрузкой до 105кН/м.
Разъемные механические соединения конвейерных (транспортерных) лент позволяют быстро и легко соединять и разъединять ленты, не разбирая конвейер, и тем самым сократить время простоя оборудования. Трудоемкость выполнения механической стыковки конвейерных лент минимальна. Типичные разъемные механические замки — фирмы FLEXCO типа Alligator, а также отечественные аналоги В1 и В2, позволяют стыковать конвейерные (транспортерные) ленты толщиной от 4 до 19 мм при прочности на разрыв 600 Кн/м, минимальном диаметре барабана 100мм, максимальном рекомендуемом натяжении 70 Кн/м.
О выборе валов
Валы для привода и натяжения конвейера ленточного определяются по диаметру исходя из геометрических возможностей изгиба прямого и обратного конвейера или транспортера ленточного, в некоторых случаях вала выходного может не быть. Например, ножевой край кондитерских конвейеров. Приводной вал конвейера должен преодолевать силу трения для уверенного привода ленты. Поэтому в тяжелых случаях искусственно увеличивается коэффициент трения на валу методом покрытия, например, обрезинивания.
Многие вопросы, которые Вас заинтересуют, можно рассмотреть и рассчитать непосредственно под Ваше производство, поскольку никакая статья не может обхватить весь комплекс проблем производства конвейера или транспортера





