

Что такое центратор
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.
Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Центратор для стыковой сварки ППУ труб
Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Преимущества использования
- Снижение трудозатрат. Центраторы позволяют установить в проектное положение трубы без значительных усилий. За счет точности позиционирования можно использовать механизированную сварку.
- Прочность соединения. Центраторы помогают добиться одинаковой ширины шва по всей окружности трубы без подрезов, наплывов и непроваров.
- Сохранение гидравлических параметров. Внутренняя поверхность трубы в месте сварки не имеет ступенек, препятствующих прохождению транспортируемой среды. Применение центратора позволяет избежать возникновения турбулентности и увеличения гидравлического сопротивления.
Наши предложения
ООО «ТД МОССВАРКА» поставляет качественный инструмент и
приспособления ведущих производителей, например отечественной компании «Сфера».
В каталоге представлен широкий ассортимент цепных и многозвенных центраторов для сварки труб
диаметром от 12 до 1220 мм. Оборудование произведено в соответствии с техническими
условиями, а его качество подтверждается паспортами и сертификатами. Для приобретения
сварочного центратора для труб воспользуйтесь «Корзиной».
Получить помощь в выборе оборудования, уточнить условия доставки и оплаты Вы можете
по контактному телефону или электронной почте, представленным вверху страницы.
При строительстве как жилых, так и промышленных сооружений всегда производится сварное соединение прокладываемых трубных коммуникаций, но его невозможно осуществить на должном уровне без такого приспособления как центратор наружный для труб.
Именно он помогает избежать целый ряд неизбежных дефектов сварки:
каверны
растрескивания
непровар
подрезы
наплывы
 Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Даже если неровно сваренные трубы выдерживают начало эксплуатации, то через небольшое время микротрещины в швах быстро корродируют, прочность металла падает и следует прорыв. Избежать всего этого можно лишь применяя центратор наружный для труб в соответствии с правилами его использования и без исключения для всех соединений на магистрали.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.




Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
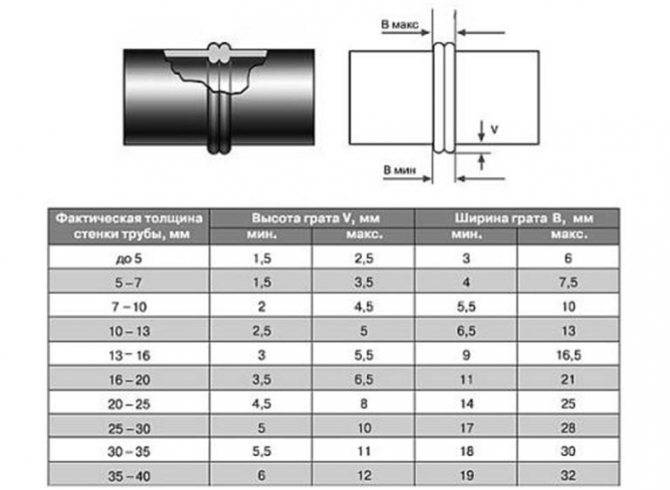
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство. Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Модели и цены
Обзор цен на некоторые модели представлен в таблице ниже.
| Название | Цена в рублях |
| центратор звенный наружный ЦЗН-41 | 1500 |
| центратор звенный наружный гидравлический ЦЗНГ-421 | 5000 |
| центратор внутренний ЦВ 32 | 310 000 |
| центратор внутренний гидравлический ЦВ 42 | 355 000 |
| наружный унифицированный ЦНУ 114 | 2 200 |
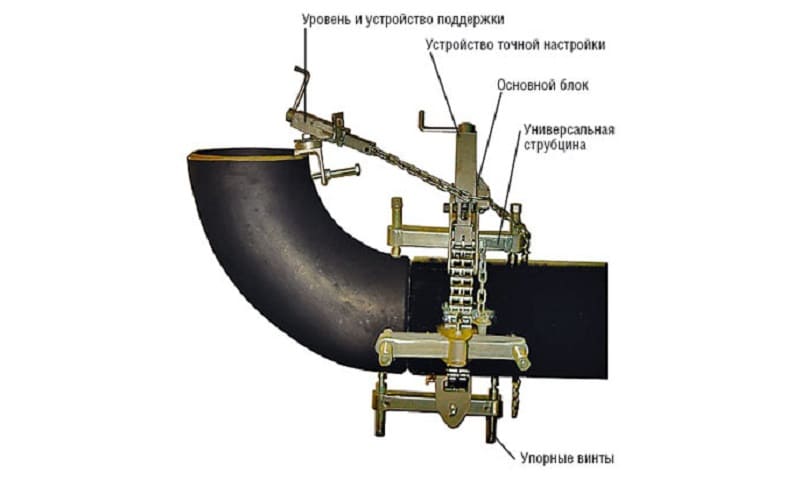
| центратор цепной с двумя упорными винтами «Double Jackscrew Chain Clamp» | 150 000 |
Разбег цен объясняется несколькими причинами:
- Назначение устройства – профессиональное стоит на порядок дороже бытового.
- Конструктивные особенности (наличие или отсутствие гидропривода).
- Бренд производителя.
Разделение по видам основывается на разных признаках:
- по особенностям расположения центраторов относительно свариваемых труб – внутренние и наружные;
- по способу крепления на трубе во время ее сварки – цепные, эксцентриковые, арочного типа, струбционные и звеньевые (многозвенные);
- наконец, по сферам применения центраторы можно условно разделить на бытовые и профессиональные. В первом случае они зачастую работают в ручном режиме, небольшие по размерам и применяются в прокладке домашнего водопровода (например, на даче). Во втором – речь идет о сложных, дорогих механизмах, обеспечивающих прокладку магистральных трубопроводов любых диаметров и практически в любых климатических условиях.
Как на самом деле варят трубу на просвет
Рано или поздно, каждый уважающий себя сварщик сталкивается со сваркой трубы. В этой статье, я хочу рассказать и показать наглядно, как мы варим трубу на просвет. Хочу заметить, что данный пост не является рекомендательным, а лишь является одним из методов введения сварки технологических трубопроводов. Как уже было написанно ранее, мы все сталкиваемся с трубами. Благо у кого-то есть хорошие контакты, которые могут показать и рассказать о сварке трубопровода наглядно, но в некоторых случаях, нам приходиться восспользоваться поиском в интернете. На сегодня, интернет засыпан статьями о сварке трубопровода, но… везде описанна теория, а как мы знаем, теория всегда отличается от практики. В этом посте, я наглядно покажу как я сварил стык, который занял около 15-20 минут и который прошел просвет.
Первым делом, мы готовим саму трубу. В нашем случае, это труба диаметром 219 мм 8мм стенки.

Как написанно в теории, так и в практике, стыки надо зачищать от грязи, песка и ржавчины. Для этого много ума не надо, а только лишь качественный инструмент и хороший монтажник в бригаде.

После тщательной зачистки щеткой болгарки, приходит время для стыковки двух концов труб через центратор соответствуюшего размера. В нашем случае, трубы попались хорошего качества и мы почти ни когда не делаем притупление, что позволяет монтажнику не менять саму болгарку либо диски на ней.

Хоть нам и повезло с трубами, но с техникой не особо. На сегодняшний день, на много удобнее использовать современный эксковатор, который может мягко изменять положения трубы в отличии от трубоукладчика.

Когда трубы пойманы в центратор, приходит время делать прихватки. Самы трубы соеденены в плотную без зазора. Когда труба зафиксированна и зажата в центраторе, монтажник отходит в другой конец трубы и по тихоньку отталкивает её в сторону, тем самым делаля зазор с левой а потом и с правой стороны. При такой стыковке, обычно получается, что от низу до вверха стыка зазор имеет разный размер, другими словами, с низу зазор может быть 1 см а сверху накрыт чуть ли не в нахлёст. Получается, что где то в середине есть зазор, который нужен мне. В моём случае это 2,5-3 мм.

Прихватив одну сторону, делаем все тоже с другой стороны. Получилось так, что вверх у нас немного зажат, а низ слишком открыт. Тут в дело вступает техника, которая должна плавно отпускать трубу, тем самым выровнив ее сверху до низу.

По теории, надо делать 3 прихватки и с 4 начать варить. В нашем случае, так как привариваемая трубу весит настропах трубоукладчика, нам достачно и 2-х прихваток по бокам, но всё же иногда я делаю третью сверху.







Вроде всё. Труба готова к сварке горня шва. Осталось только монтажнику снять центратор и можно приступать к делу.

Начинаем сварку корня. Тут уж у кого как руки набиты, кто любит на большом токе кто то на мельком. Так же, по технологии надо варить в три шва, это: 1. Корень 2. Заполнение 3. Облицовка Мы же справимся в два прохода. Сварку корня мы введем путем наполения, что значит «заполнение» шва отпадает и остается только последующая облицовка.

Когда корень шва сварен , вызываем монтажника, который зачищает корень при помощи болгарки с щеткой. Хочу отметить сразу, что защишаем только щеткой и без прохождения шлифовальным кругом.

Это конечно не правильно по «теории», но мы как-то справляемся. Иногда получается просто ужас, а иногда нет. Единственное когда мы используем шлейфовальный круг, это только при наличии пор.

Корень зачищен, пора приступать сразу к облицовке шва. Ставим току побольше и начинаем варить снизу вверх.

Проходим в круговую и наша сварка почти закончена.

Осталось только зачистить шов и дело в шляпе.
Для справки:
- Варили электродами LB 52U
- Из 100 стыков — 4 ремонта и 1 врезка из-за смещения
Мне так же будет очень интересно услышать Ваше мнение, а именно:
- А как Вы варите трубы?
- Какие хитрости используете Вы?
- Сколько Вы получаете за смену или за стык?
Сообщение отредактировал Глобул: 05 Июль 2021 17:36
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
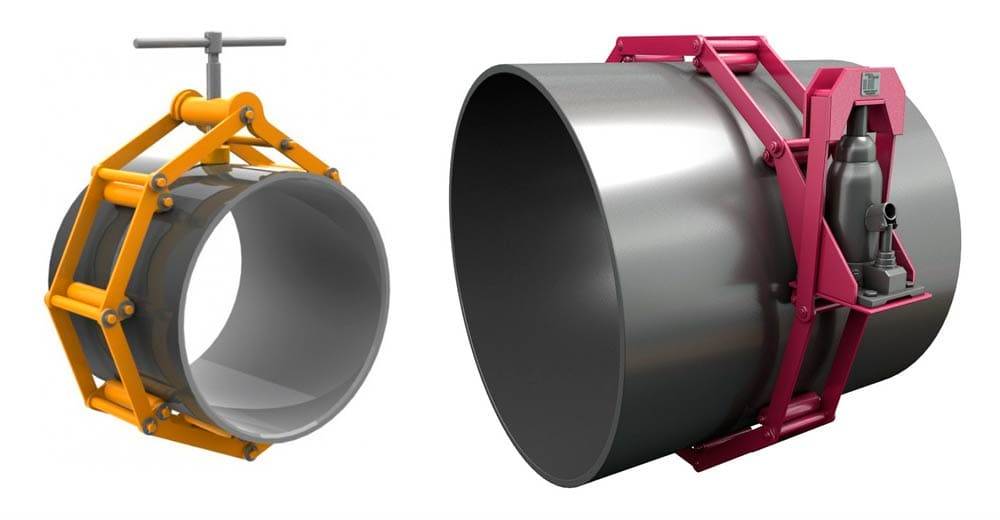
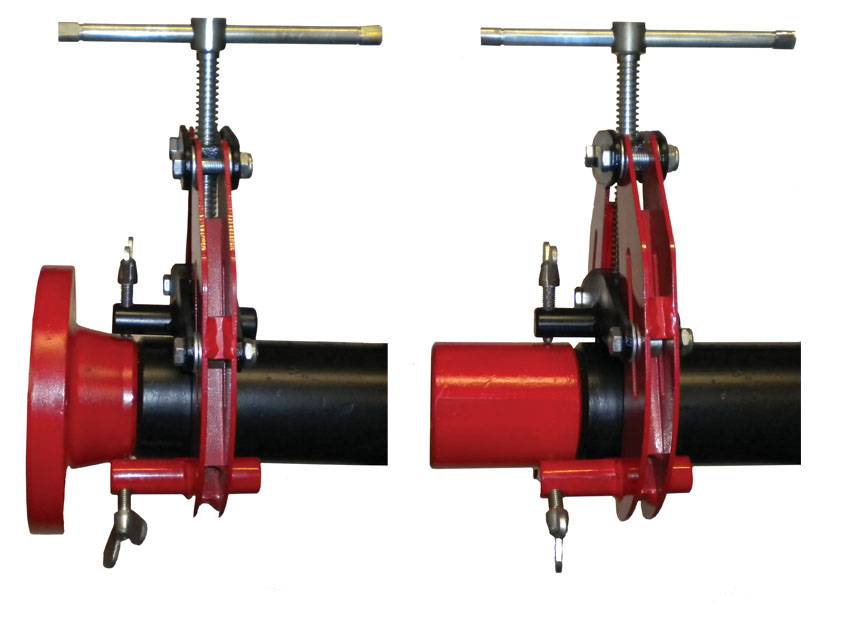
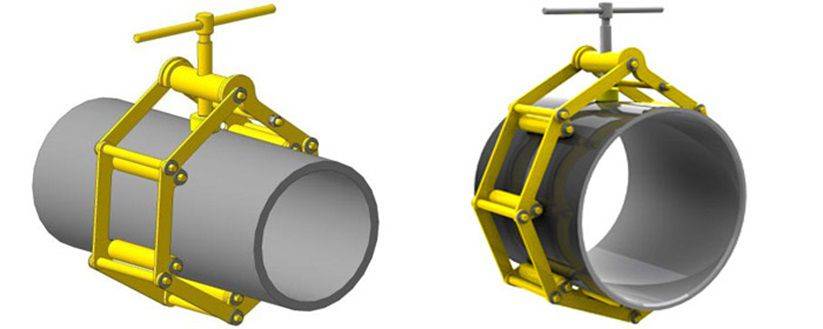
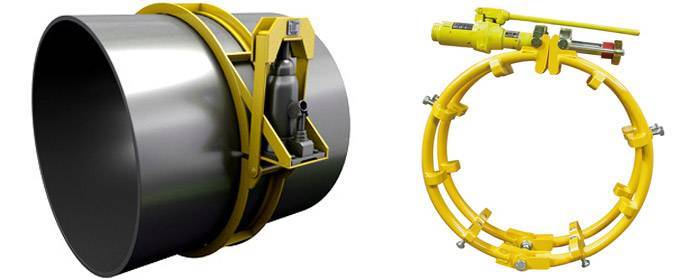
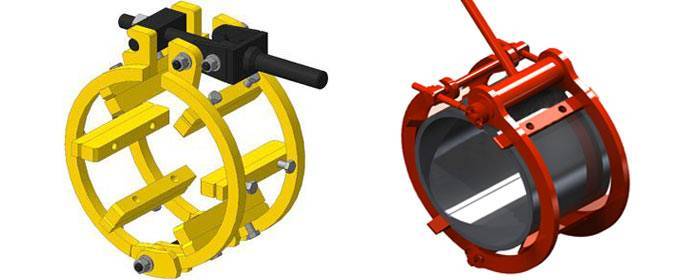
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
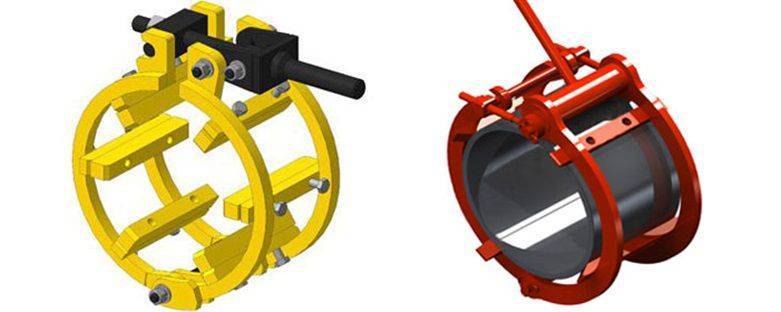
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

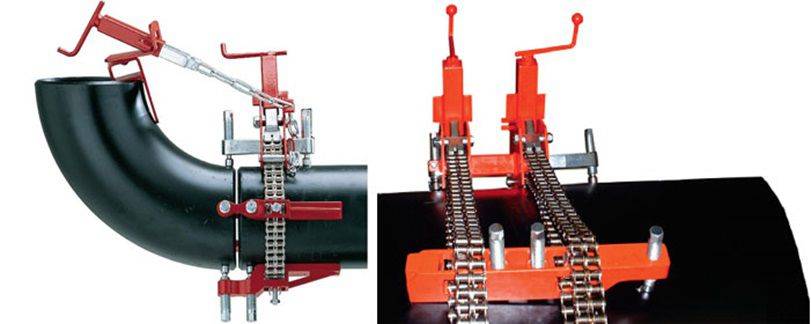
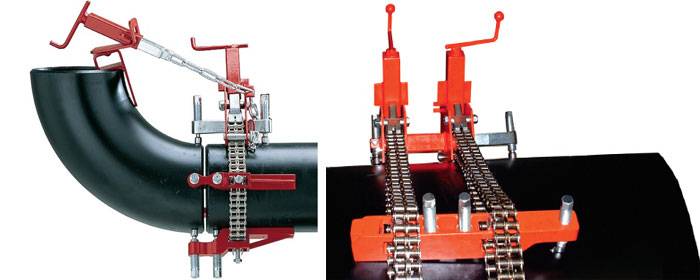
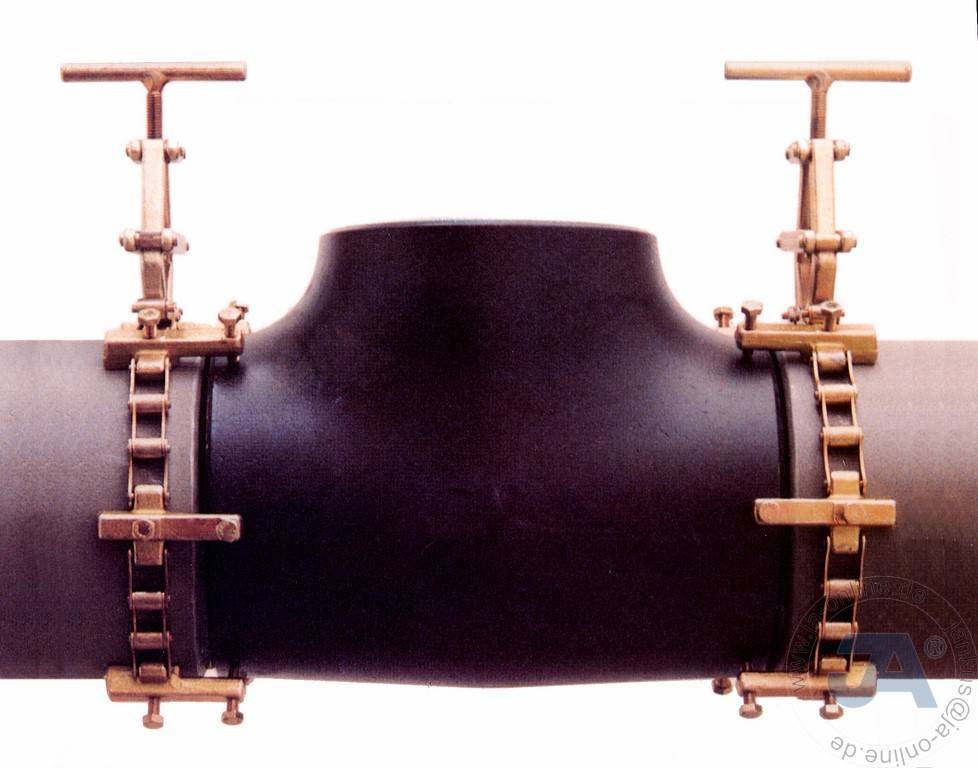
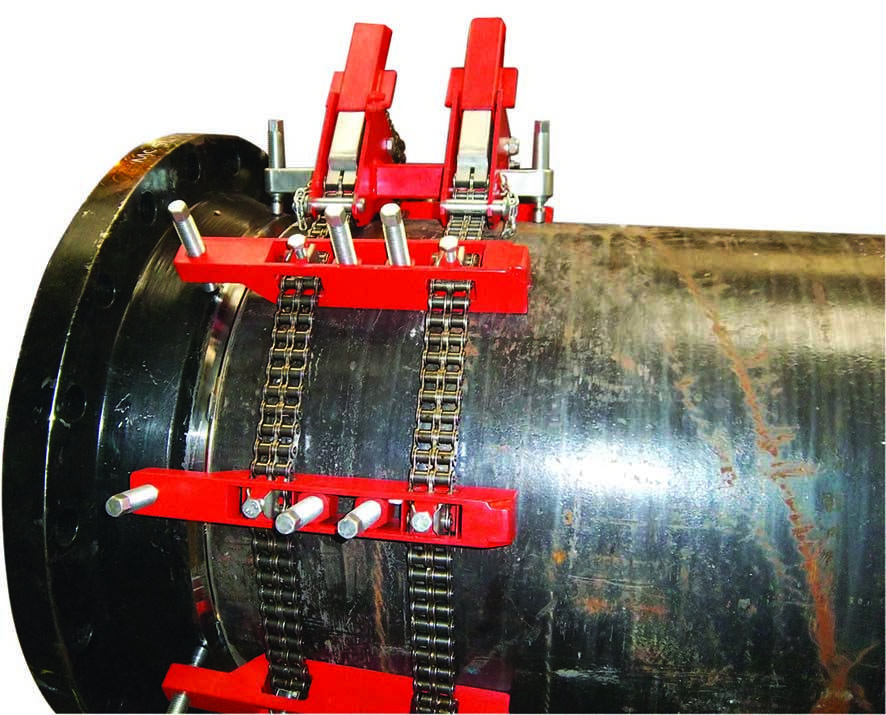
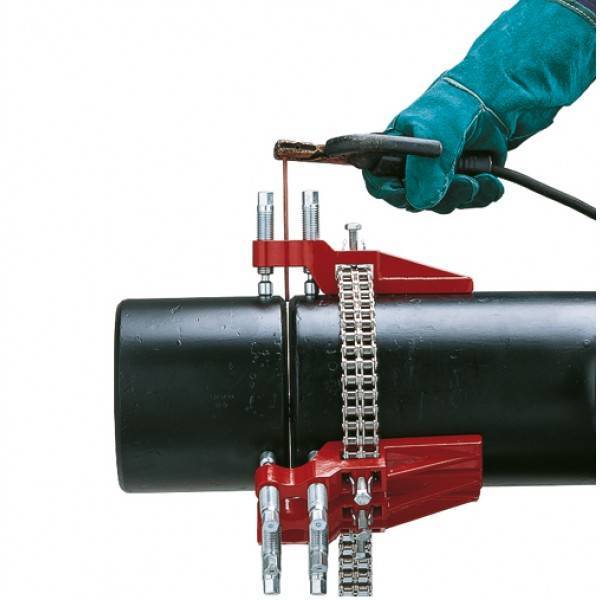
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
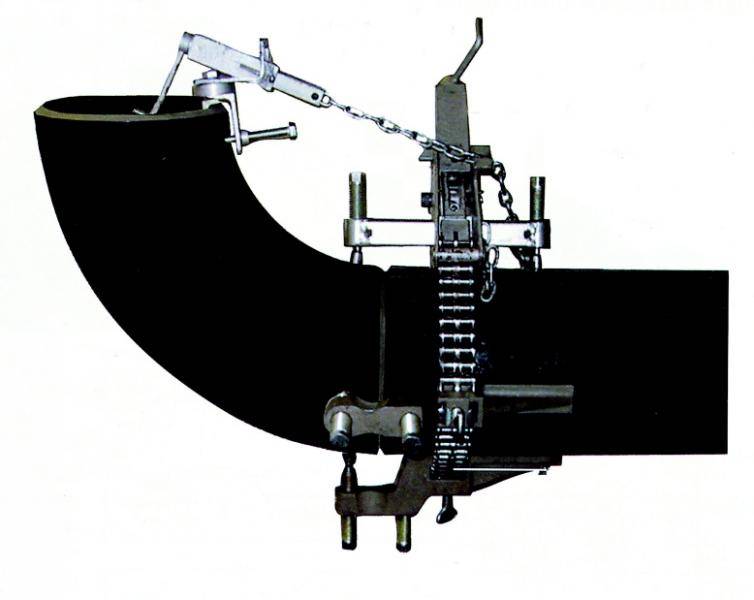
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения






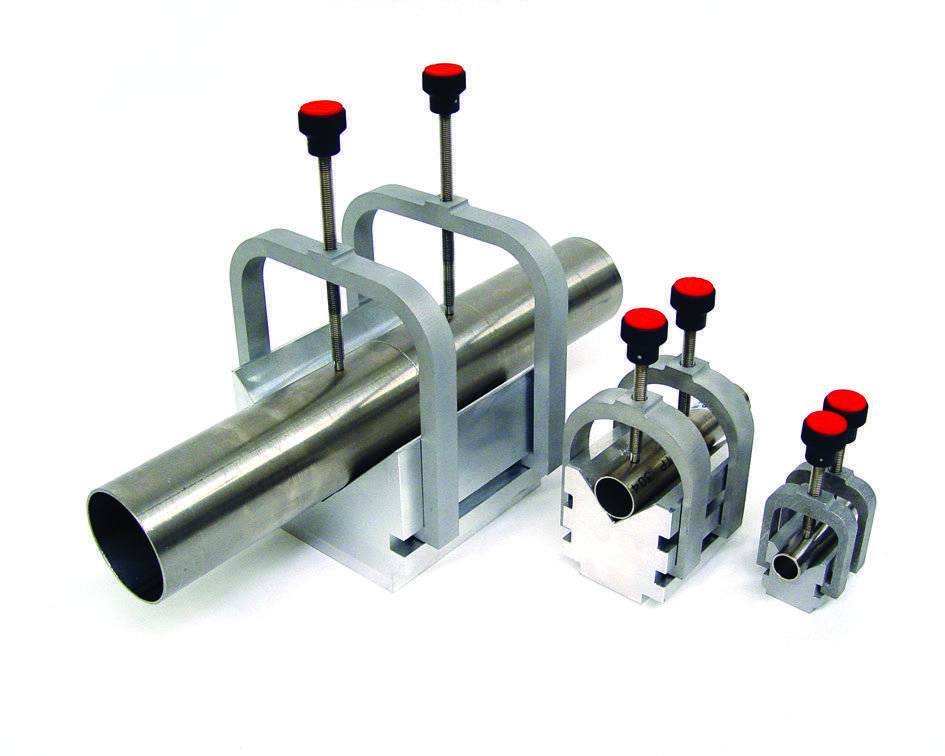
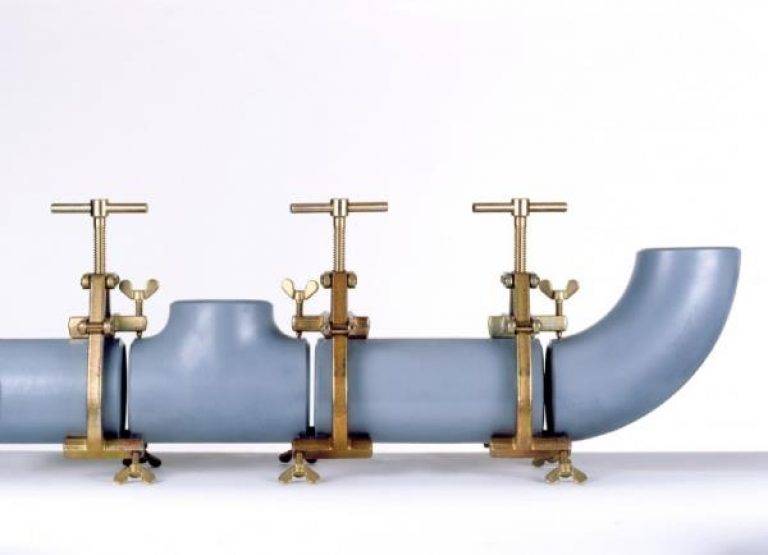
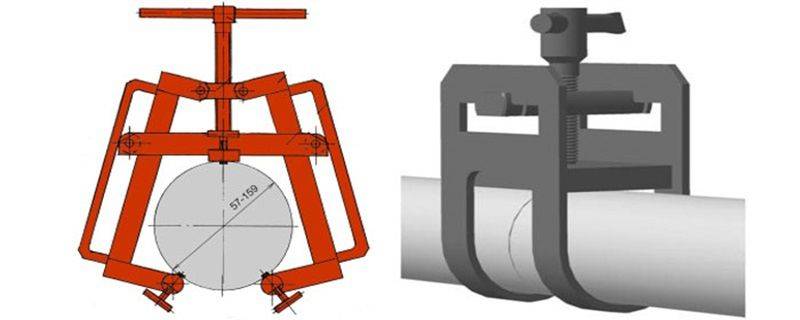
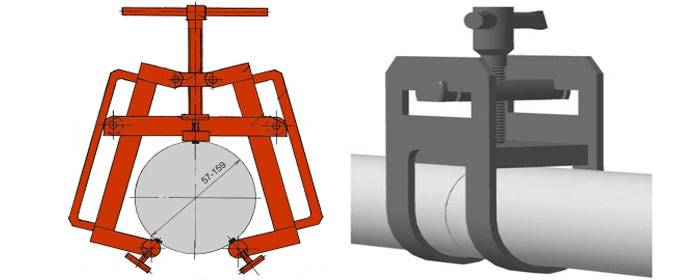
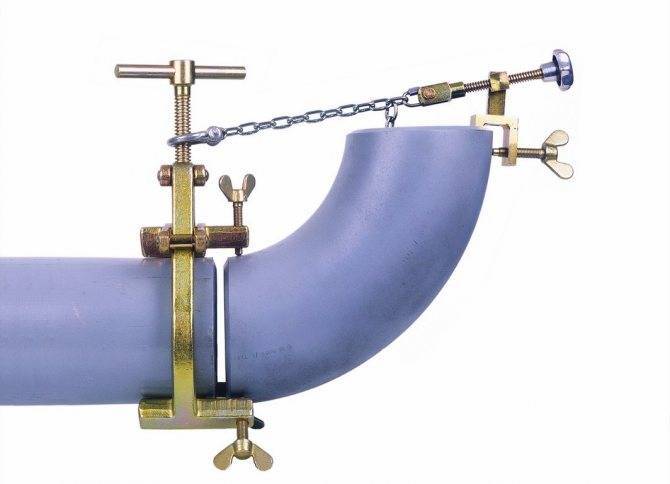
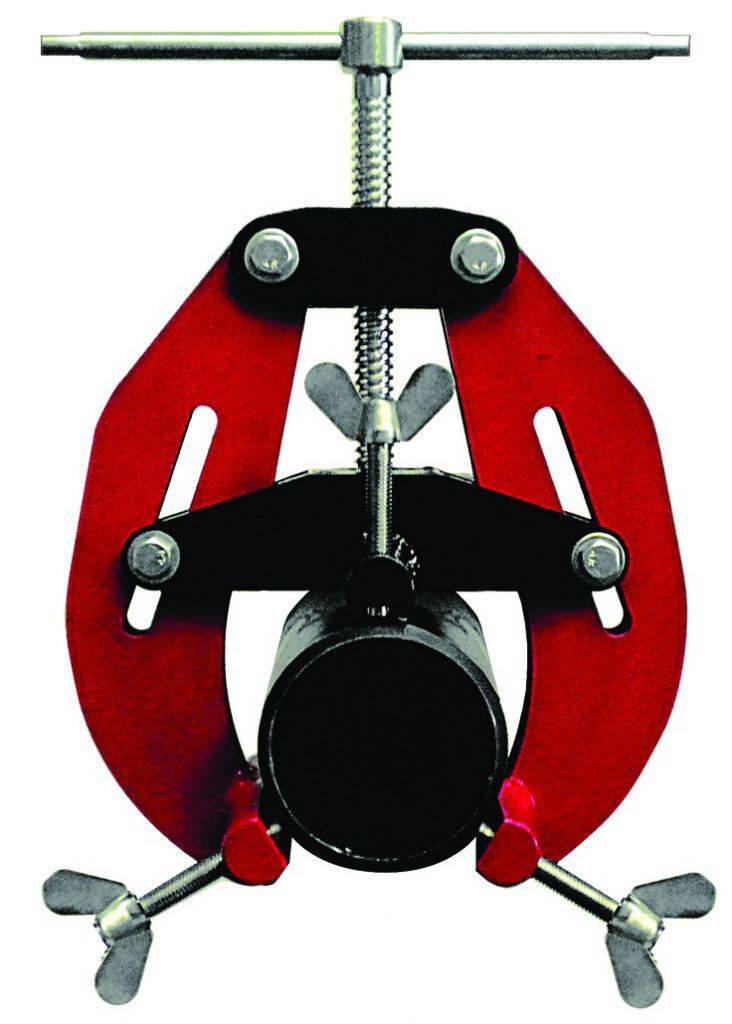
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
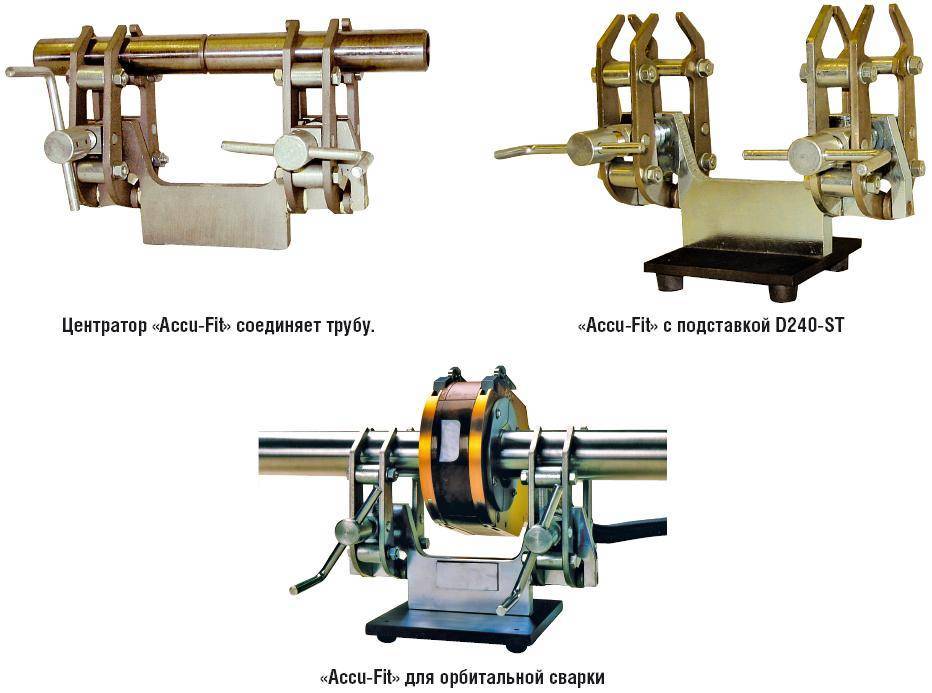
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
Состоит из:
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.
Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

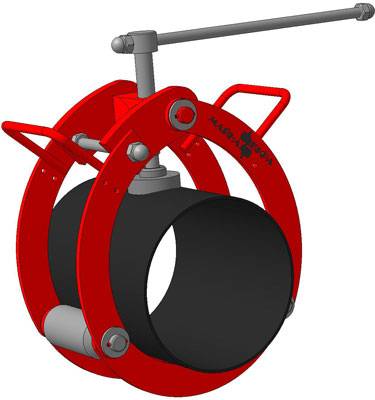
Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.
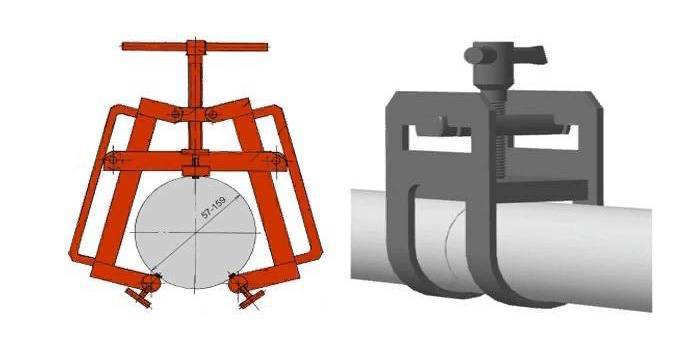
Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.
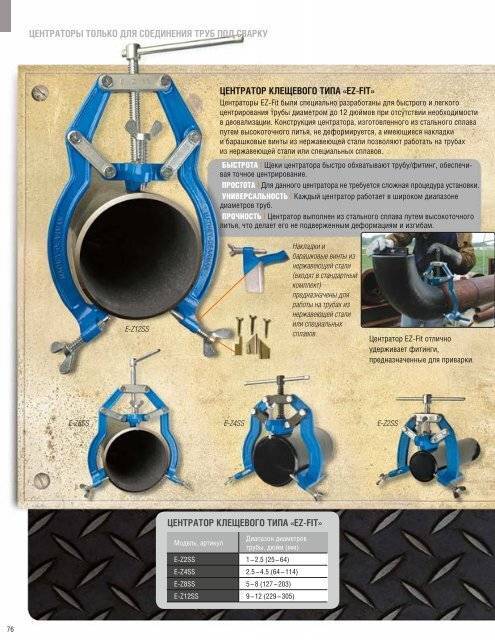
Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.








Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
МЫ ПРОИЗВОДИМ И ПОСТАВЛЯЕМ ПО ВСЕЙ РОССИИ И СНГСЛЕДУЮЩУЮ ПРОДУКЦИЮ:
ЦЕНТРАТОРЫ цепные НАРУЖНЫЕ Ц ЦН
Универсальный цепной центратор ЦЦН позволяет приводить в соответствие кромки стыкуемых труб для качественного соединения под сварку.
Простота и скорость установки, а также его малый вес, позволяет в короткий срок и с минимальными физическими усилиями (без привлечения подъемных механизмов и приспособлений) произвести центрирование стыкуемых труб в труднодоступных местах ( траншеях, рвах, заболоченных участках трассы трубопровода).
Универсальность наружного цепного центратора ЦЦН позволяет использовать его для центрирование широкого спектра диаметров труб одним центратором, а также использовать наружный центратор ЦЦН для центрирования и присоединения любых фасонных изделий. Для особых сплавов, а также для труб из нержавеющей стали используйте центратор с цепью из соответствующего материала. Существуют модели из углеродистой и нержавеющей стали для труб диаметром 152–1620 мм.
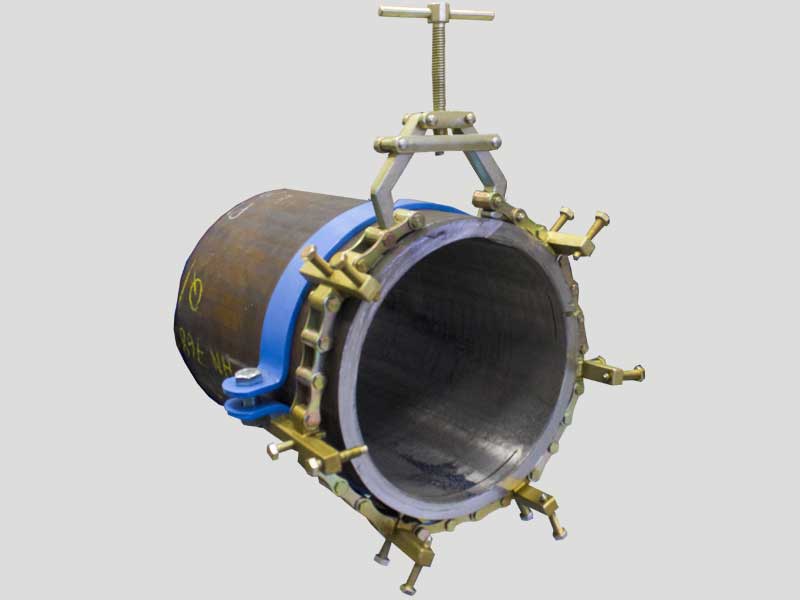
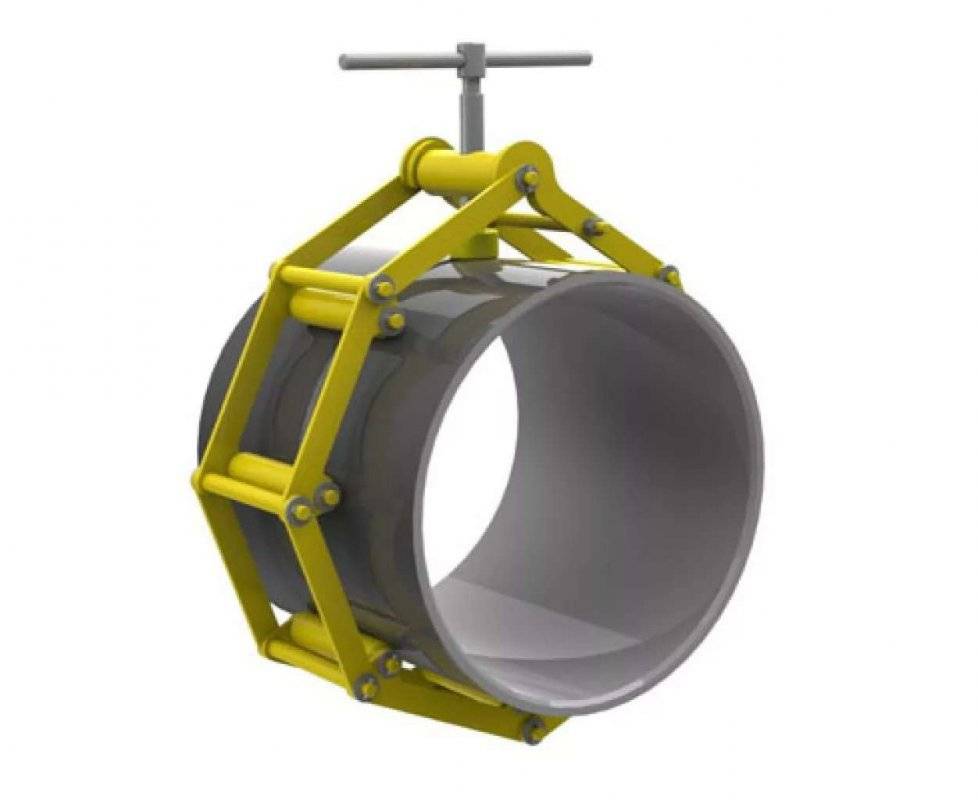
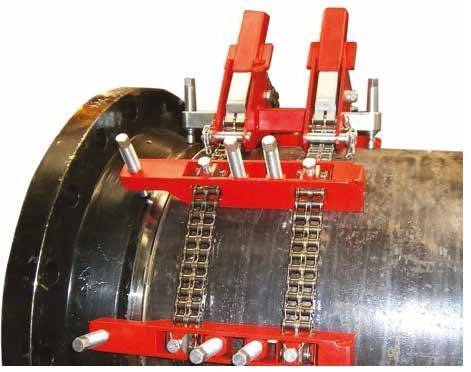
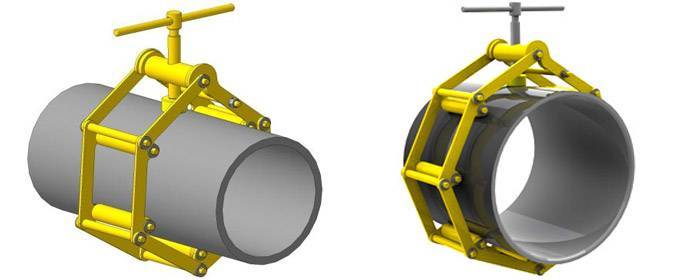
ЦЕНТРАТОРЫ ЗВЕННЫЕ НАРУЖНЫЕ ЦЗН
- Центраторы звенные наружные ЦЗН это приспособление применяющиеся для точной центовки торцов труб при изготовлении трехтрубных секций (плетей) и захлестных стыков. Изначально торец трубы имеет не идеальную круглую форму, ему присуща небольшая овальность и центратор звенный помогает точно состыковать кромки труб при сварке в стык.
- Звенный центратор помещается одновременно на два конца стыкуемых труб. При этом звенья центратора плотно облегают наружный радиус труб, и по средством усилия передаваемое от упорного винта на звенья центратора происходит равномерное выравнивание свариваемых кромок.
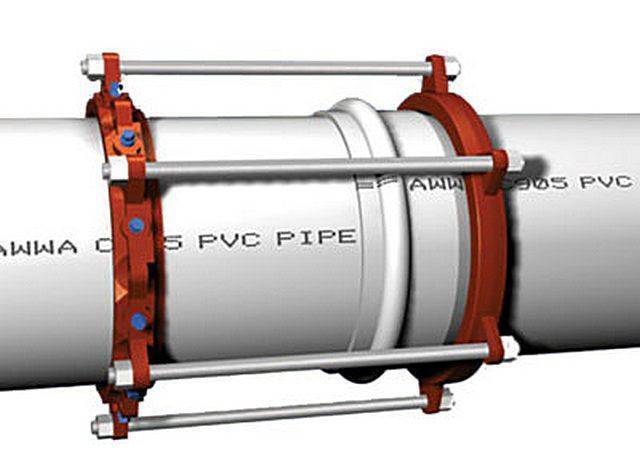
ЦЕНТРАТОРЫ эксцентриковые наружные ЦНЭ
Центратор ЦНЭ применяется для точного соединения и стыковки труб диаметром от 89 до 1020 мм перед сваркой. Конструктив данных центраторов выполнен в виде дуг, соединенных шарниром и проставками, с эксцентриковым зажимом
Для установки ификсации центратора на трубе используется эксцентриковый зажимной механизм.
Центраторы ЦНЭ можно использовать для нескольких диаметров труб, устанавливая дополнительные проставки или убирая их.
Данная модель центратора удобна для непрерывной проварки шва, так как в эксцентриковам центраторе максимально открыт доступ к рабочей области, которая не закрывается прижимными кулачками.
ВНИМАНИЕ. — центраторы ЦНЭ не предназначены для изменения геометрии торцов стыкуемых труб и правки вмятин.
Модернизированный вариант центратора ЦЗН (наружного звенного)Имеет ряд преимуществ перед традиционным вариантом центратора.
А именно, позволяет исправлять овальность труб большого диаметра за счет увеличения силы воздействия на торцы труб прижимными роликами.
Увеличение силы воздействия производится за счет применения в конструкции гидроцилиндра развивающего усилие от 10 000 кг.
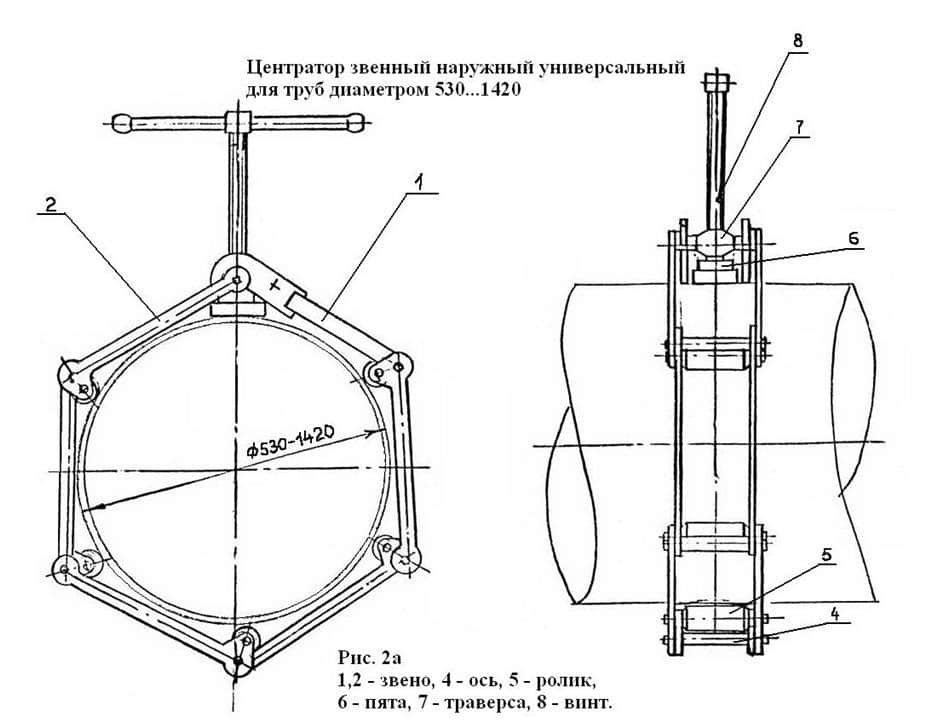
Центратор звенный наружный — гидравлический (ЦЗН-Г) предназначен для центрирования труб диаметром 530-1420 мм.
Опроно-направляющее кольцо (ОНК) — представляет собой стальное кольцо изготовленное из металлической полосы и состоящее из нескольких сегментов (в зависимости от диаметра трубопровода). На внешней части опорно-направляющего кольца закреплены диэлектрические опоры, обеспечивающими скольжение в футляре. В комплект поставки включены резиновые прокладки и комплект метизов.
Применяется в любых климатических условиях при температурах от – 40 °С до + 50 °С.
Подогреватели стыков труб (ПСТ) применяются для предварительного нагрева стыков трубы перед сваркой, что позволяет производить качественную проварку шва при строительстве трубопроводов из труб диаметром от 219-1720 мм.
В качестве нагревающего агента применяется пропан подаваемый из газового баллона. Пламя горелок, а также интенсивность нагрева кромки трубы регулируется посредством газового редуктора. Температура стыков труб контролируется по средством термокарандаша или пирометром.


Компания Рутектор — официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
Проверка качества
Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.





Полученный шов не должен быть чрезмерно выпуклым или впалым. Поверхность шва должна оставаться относительно ровной по всей окружности.
Допускается смещение шва на 10% от толщины стенок трубы, выпуклость около 2,5 миллиметров при размерах стенок 5 миллиметров. Выпуклость в 5 миллиметров допустима для трубы со стенками до 20 миллиметров. Контроль проводимых работ позволит выложить магистраль, которая будет служить длительное время.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.





