

Самодельное устройство на магнитах
Все чаще в домашних условиях собирается приспособление для сварки труб, которая работает на магнитах. Процесс изготовления характеризуется следующими особенностями:
- Основной материал – пластина с длинной каждой стороны 25 см.
- Потребуется трубы с поперечным сечением в виде квадрата, ребра которого обеспечивают более высокую жесткость.
- Конструктивные особенности механизма предусматривают наличие трех болтов и гаек небольшого размера.
- Стальной цилиндр с диаметром 4,5 мм.
Сборку можно провести при наличии сварочного аппарата и дрели со сменными сверлами по металлу. Конструкция создается следующим образом:
- С обоих сторон квадратной пластины привариваются трубы, длина которых 15 и 20 см.
- Следующий шаг предусматривает создание двух вспомогательных деталей: одна п-образной формы, вторая имеет форму трапеции с одинаковыми сторонами.
Подобные варианты исполнения встречаются крайне часто по причине универсальности, самодельные механизмы рассчитаны на высокую нагрузку.
Универсальные варианты исполнения фиксаторов с магнитами очень удобны в применении. Именно поэтому они получили широкое распространение, используются мастерами различного уровня.
Классическое устройство характеризуется следующими особенностями:
- Механизм представлен сочетанием двух пластин, которые имеют встроенные магниты. Они принимают основную нагрузку, рассчитаны на воздействие самого различного давления.
- Положение двух плоскостей может меняться для регулирования угла, который подбирается под форму соединяемых изделий.
- Конструкция также имеет еще две дополнительные плоскости, которые существенно повышают точность сопряжения двух поверхностей относительно друг друга.
За счет использования универсального механизма можно точно и быстро сварить между собой несколько изделий. Сила постоянного или электрического магнита может быть достаточно высокой, обеспечить требуемую надежность фиксации.
Разновидности центраторов
Все используемые в настоящее время центровочные механизмы для труб разделяются на две основные группы в зависимости от места их установки:
- наружные (ЦН) – простые наиболее распространенные механизмы зажимного типа, устанавливаемые на внешней поверхности трубопровода;
- внутренние (ЦВ) – более сложная гидравлическая установка, которая изнутри распирает стенки двух труб, удерживая их тем самым на одной оси.
Конструкционно центраторы также разделяются на две категории:
- для монтажа прямолинейных участков;
- для соединения трубопровода под углом.
В зависимости от количества контактных точек центраторы подразделяются еще на две подкатегории:
- односторонние – применяются для соединения фрагментов трубопровода небольшого диаметра;
- двусторонние – устанавливаются на обе стороны стыка труб диаметром более 600 мм.
В широкой практике для сооружения трубопроводов небольшого сечения в большинстве случаев применяют простые и недорогие наружные в самых разнообразных моделях. Для труб большого сечения, для которых необходима длительная и высокоточная сварка используют внутренние гидравлические модели.
Наружные
Главное преимущество наружных центраторов в их простоте использования и неприхотливости техобслуживания, а также в сравнительной дешевизне. Обхват и соосная фиксация двух труб может осуществляться одним из следующих типов зажимного механизма:
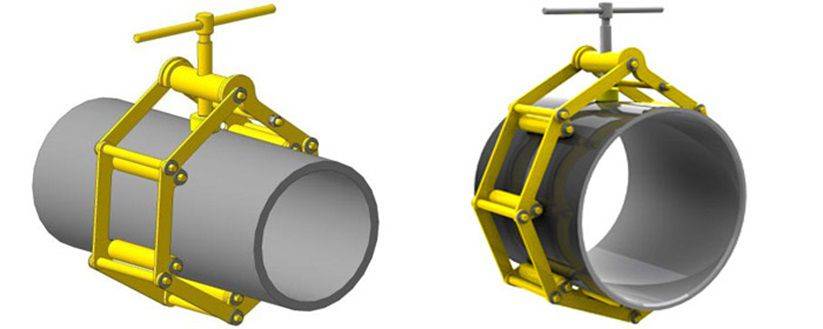
- многозвенный центратор – для соединения труб диаметром до 2000 мм, состоит из нескольких зажимных элементов, соединенных шарнирами;
- арочный – для трубопроводов сечением до 900 мм, состоит из двух накладываемых друг на друга клемм, отсутствие шарнирных соединений продлевает срок службы в сравнении с предыдущим типом;
- эксцентриковый – по своей конструкции схож с арочным центратором, но клеммы стягиваются в нем зажимом с эксцентриком, быстро изнашивается и применяется для труб диаметром до 400-500 мм;
- цепной – используется для монтажа или ремонта трубопроводов диаметром до 1400 мм, прост в работе и быстро приводится в рабочее положение;
- струбцинный центратор – используется для бытовых трубопроводных систем небольшого диаметра;
- пружинные – применяется для монтажа обсадных труб при бурении скважин, а также, для прокладки бытовых трубопроводов из металла и полимерных материалов.
В многозвенных и арочных центраторах для сжатия прижимных элементов может быть установлен как ручной, так и гидравлический зажим.
Внутренние
Данный вид центраторов представляет собой гидравлическую зажимную установку, которая помещается внутрь трубы. Ввиду сложности в использовании, массивности и дороговизны подобные устройства используют в исключительных случаях для прокладки трубопроводов сравнительно большого диаметра и при необходимости соблюдения особых условий сварки, например, для подводных магистральных газопроводов и т.п.
В некоторых случаях внутренние центраторы применяют и для труб небольшого диаметра – до 300 мм. Такие механизмы оснащаются ручным приводом. Отсутствие ограничения рабочего пространства сварщика с внешней поверхности трубопровода – главное преимущество внутренних центраторов.
Критерии выбора
Диаметр трубопровода – основной технический параметр, влияющий на выбор той или иной модели центратора. В перечисленных выше характеристиках и сферах применения каждого из видов и подвидов зажимных устройств указаны допустимые диапазоны размеров сечения труб, которые помогут сделать правильный выбор.
Материал трубопровода и его оболочек также имеет немаловажное значение. Если труба покрыта с внешней стороны полиуретаном, нельзя использовать наружный центратор
Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом.
Для ремонта и монтажа небольших участков трубопроводов среднего диаметра подойдет наружный цепной центратор. Такой механизм считается универсальным и наиболее доступным по стоимости. Он подходит для оснащения ремонтно-монтажных бригад в сфере жилищно-коммунального хозяйства и эксплуатационной службы на производственных предприятиях.
Для постоянного использования центратора для прокладки трубопроводов рекомендовано выбирать многозвенные или эксцентриковые модели в зависимости от эксплуатационных условий. Для труб диаметром более 800 мм подойдет арочный механизм.
- Предыдущее: Что лучше, аренда опалубки или ее покупка
- Следующее: Строительные леса: виды и сферы применения
Отличительные особенности наружных центраторов
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.
Схема механизированной линии для сварки поворотных стыков труб.
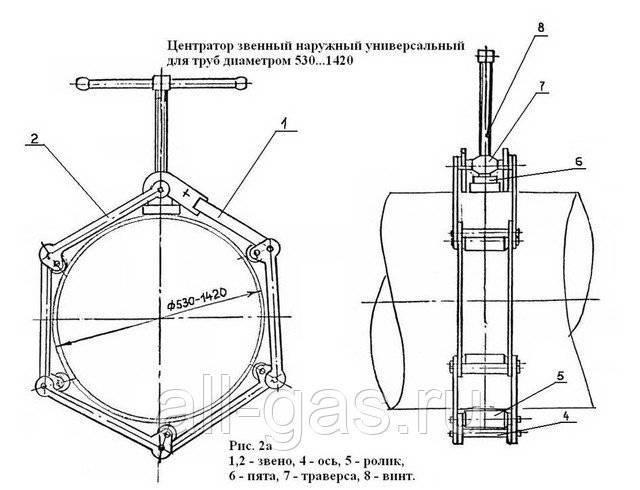
Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.
Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
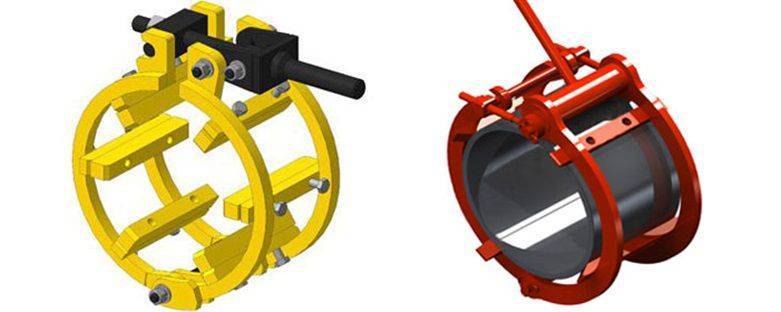
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.








Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
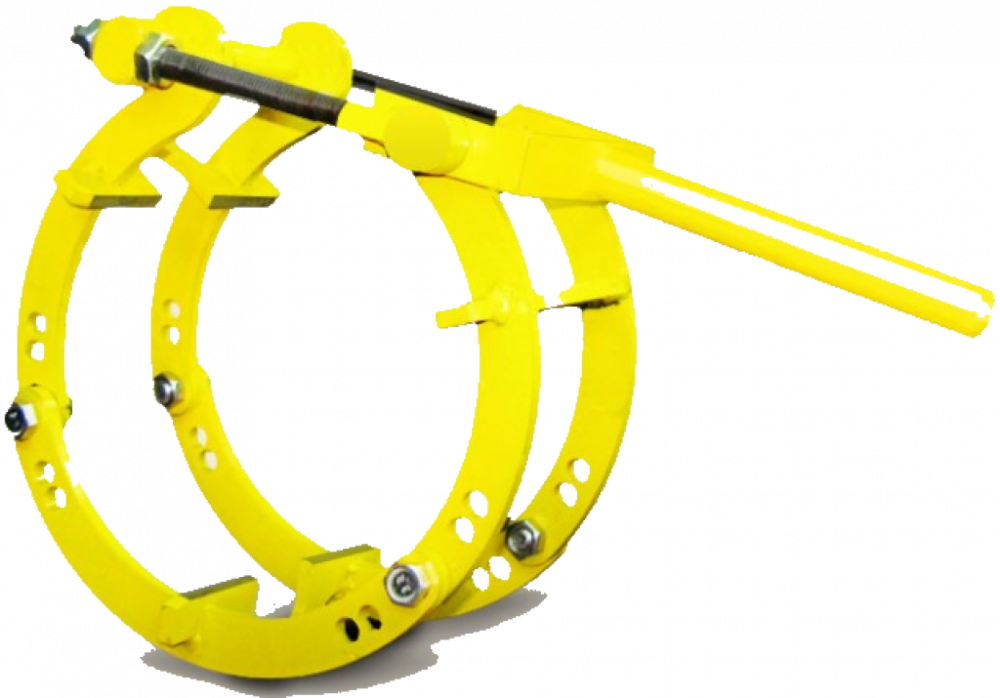
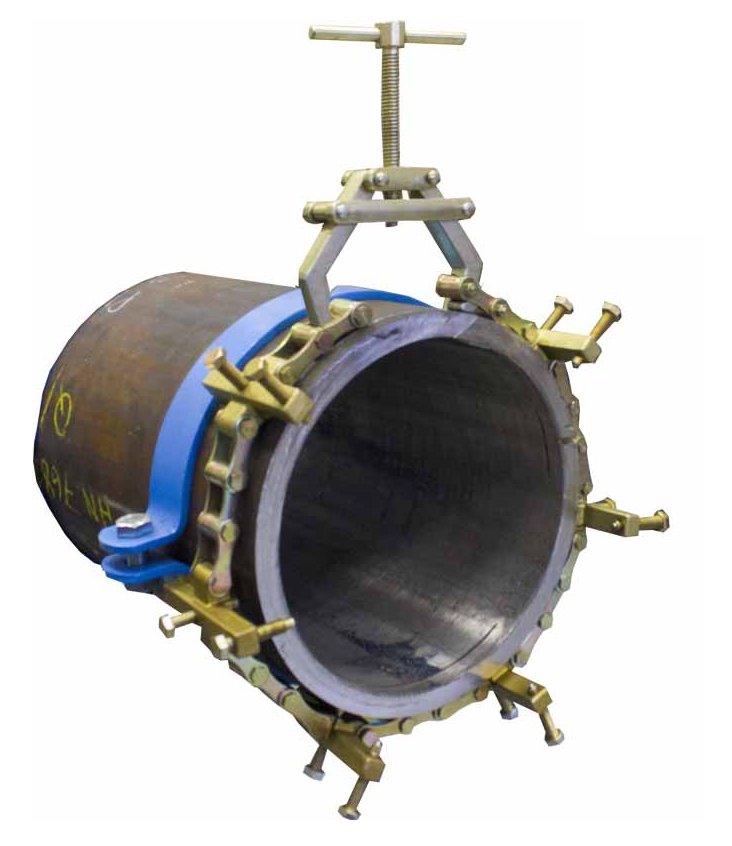
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

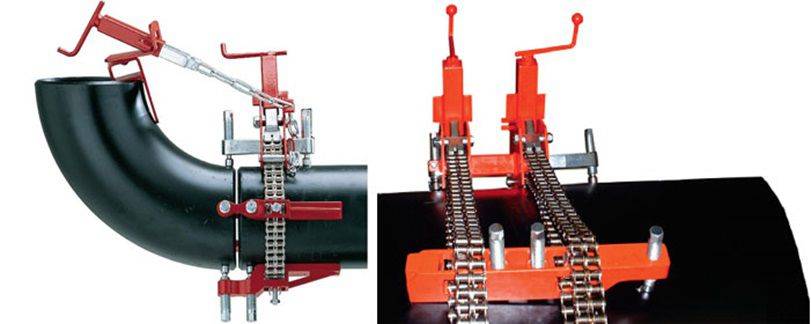
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
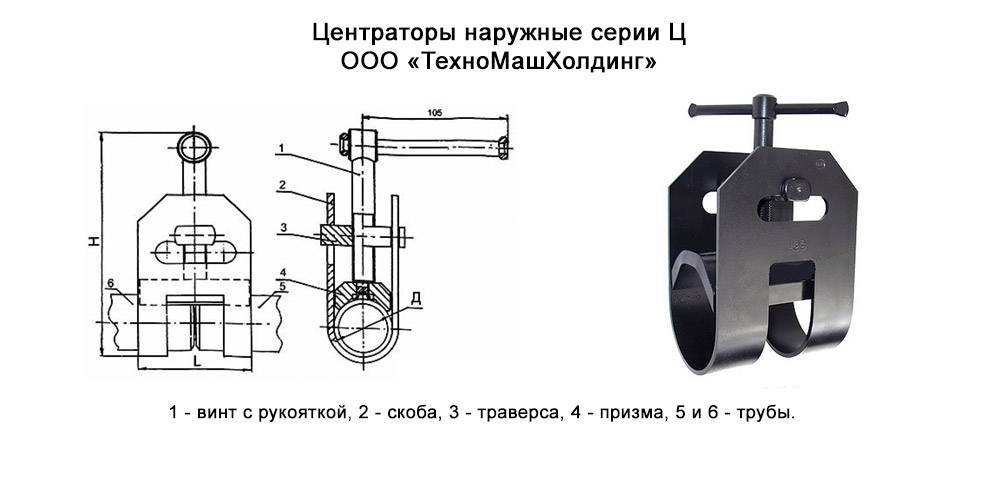
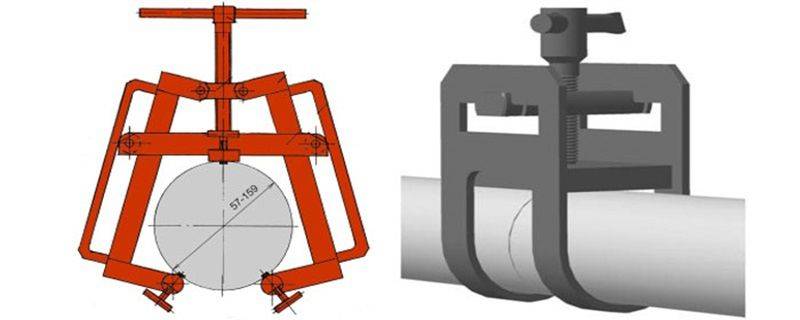
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Способы и сроки обработки персональной информации
5.1. Обработка персональных данных Пользователя осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
5.3. Персональные данные Пользователя могут быть переданы уполномоченным органам государственной власти Российской Федерации только по основаниям и в порядке, установленным законодательством Российской Федерации.
5.4. При утрате или разглашении персональных данных Администрация вправе не информировать Пользователя об утрате или разглашении персональных данных.
5.5. Администрация принимает необходимые организационные и технические меры для защиты персональной информации Пользователя от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий третьих лиц.
5.6. Администрация совместно с Пользователем принимает все необходимые меры по предотвращению убытков или иных отрицательных последствий, вызванных утратой или разглашением персональных данных Пользователя.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.









Подготовительные работы
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Читать также: Как подключить электродуховой шкаф к электросети
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
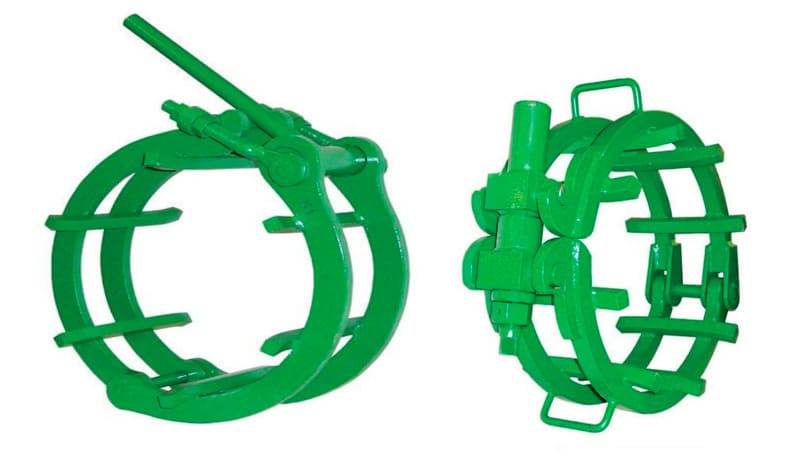
Эксцентриковые (для труб Ø до 1520 мм)
Конструкция эксцентриковых центраторов состоит из стальных дуг с опорами и зажимом-эксцентриком (храповый механизм). Можно подобрать для разного диаметра труб из общего диапазона от Ø57мм до Ø1020мм. Особенностью типа является сравнительно быстрое центрирование, однако требуют квалифицированного оператора. При недостаточной фиксации эксцентрикового зажима может произойти его самопроизвольное отсоединение.
При износе стягивающего механизма прижимное усилие может ослабевать.
В нашем каталоге эксцентриковый тип представлен моделями центраторов ЦНЭ, импортными центраторами Rachet Handle Cage Clamp, Cage Clamp, Hand Lever Cage Clamp.
Устройства для сварки труб
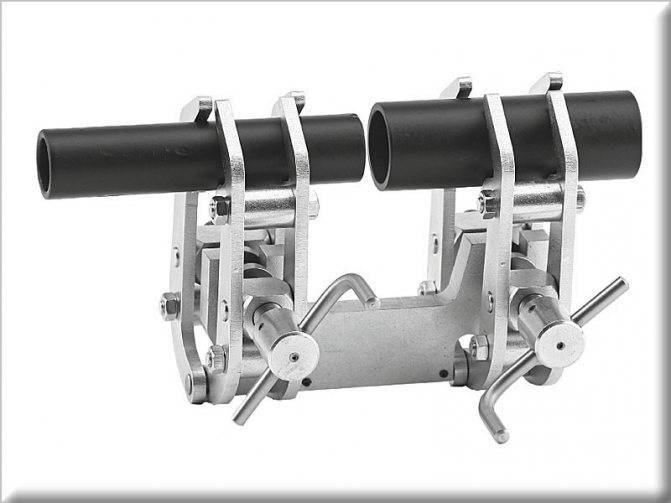
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Что такое центратор для труб
Процесс сварки труб друг с другом иногда приобретает очень сложный характер, особенно когда диаметр сечения большой. Связано это с тем, что концы не всегда получается надёжно зафиксировать в ручную.
Фиксация отрезков трубы необходима для того, что бы сварной шов был оптимальным по размеру, а соединение прослужило долгое время. Во время прокладки труб водоснабжения, газоснабжения, ошибка при сварке может привести к серьёзной аварии. Особенно фиксация актуальна для сварки труб в промышленных мероприятиях.
Фиксация производится с помощью специального механизма, который называется центратор для труб. Как правило, данное устройство представляет собой набор звеньев, которые одеваются на участок будущего сварного соединения и фиксируют концы труб очень надёжно. Совершенно не возможно представить себе сварные работы, проводимые на газомагистрали, без центратора, так так диаметр сечения труб здесь может достигать 1500 мм.
Центраторы бывают и внутренние, но такие устройства более сложные в своём исполнении, поэтому более предпочтительны внешние, потому что их легче крепить. Некоторые виды наружных центраторов очень тяжёлые, поэтому монтируются по месту только с помощью техники.
Наружные центраторы можно поделить на три вида:
- звенные (выглядят как многогранник)
- цепные(роль фиксатора выполняет цепь)
- эксцентриковые(две стальные дуги, стягивающиеся перемычкой)
Как уже было упомянуто ранее, существуют и внутренние центраторы, которые используют для соединения магистральных труб. Такие механизмы дорогие, но обеспечивают очень надёжное соединение. Вообще, изначально внутренние центраторы создавали для проведения длительных работ. Такие механизмы сложные в своём исполнении, но и функционал у них более высокий, чем у внешних центраторов.

Использование внутренних центраторов проходит следующим образом:
- подготавливаются отрезки труб( если есть необходимость, зачищаются кромки)
- центратор устанавливается внутрь и пододвигается к краю трубы
- после происходит фиксация центратора на краю
- подводится другой отрезок трубы и так же фиксируется
- проверяется правильность стыковки, после чего проводят сварные работы
Любой сварщик, который хоть раз варил трубы большого сечения, прекрасно понимает, насколько это сложный процесс, если не использовать центратор. Надёжность сварного шва гарантируется только при использовании механизмов фиксации, поэтому экономить деньги на их покупку не стоит.
Тиски в домашних условиях: делаем сами
Разумеется, в крайних случаях можно обойтись самодельными приспособлениями для фиксирования труб. Вот некоторые их них:
- Струбцина – ее можно изготовить из болта, прочного толстого гвоздя и отрезка швеллера
- Тиски из шарнирной петли – нужно взять обычную петлю, загнуть ее края и зафиксировать изделие с помощью болта со специальной гайкой.
- Простейшее приспособление можно сделать из эспандера и пассатижей. Однако в этом случае нужно позаботиться о том, чтобы оно было надежно прикреплено к прочной основе, поскольку без этого условия не получится обеспечить неподвижность трубы во время сварки.
- Наконец, можно использовать обычные слесарные тиски, которые можно фиксировать к любой твердой, ровной поверхности.
Однако используя кустарные методы производства, нужно учитывать технику безопасности:
- Прежде всего, нужно понимать, что сварка – это источник повышенной температуры, а значит, все элементы конструкций не должны быть сделаны из легко воспламеняющихся материалов – например, дерева.
- Главное требование к центратору трубы – это жесткость крепления и надежность конструкции. Стоит помнить, что во время осуществления сварочных работ труба будет неизбежно раскачиваться, следовательно, самодельная система изначально должна быть очень прочной.
- Все кустарные инструменты подходят только для небольших труб, в основном для проведения прямых стыков между ними. Если предстоит работать с большими, тяжелыми по весу трубами или выполнять сложные стыки, то такие инструменты однозначно не подойдут.
Особенности устройства и применения внутренних центраторов
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.







Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Что такое центратор?
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.

Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Центратор для стыковой сварки ППУ труб Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.





