Как правильно выбрать велосипедную цепь?
Первым делом следует обратить внимание на маркировку, которая установлена на цепи. Именно на ней указаны основные и необходимые данные о цепочке
Помимо фактических показателей, производители часто определяют качество своей цепи маркировкой с буквами и цифрами. Чем выше число, тем лучше качество. К примеру, тайваньский производитель КМС окрашивает цепочки в определенный цвет, самыми лучшими считаются золотые.
Наиболее популярны данные производители:
- Shimano – японская компания, которая первая придумала использовать сухую смазку в цепях.
- Compagnolo – итальянская фирма, плотно сотрудничающая со спортивными командами по велоспорту, изготавливает качественные, но недешевые элементы.
- SRAM – американский производитель, ставший первопроходцем в изготовлении замков для звеньев.
- KMC – тайваньская компания, которая заняла свою нишу уже на протяжении 30 лет, производят цепи приближенные к качеству Shimano и SRAM но по доступным ценам.
- Wipperman – немецкая фирма, славится своим качеством и надежностью, а также высокой стоимостью.
- Тяжмаш – российский производитель, который изготавливает цепи на протяжении 40 лет, известны своей повышенной износостойкостью. Их цепи выдерживают нагрузку в 1100 килограмм.
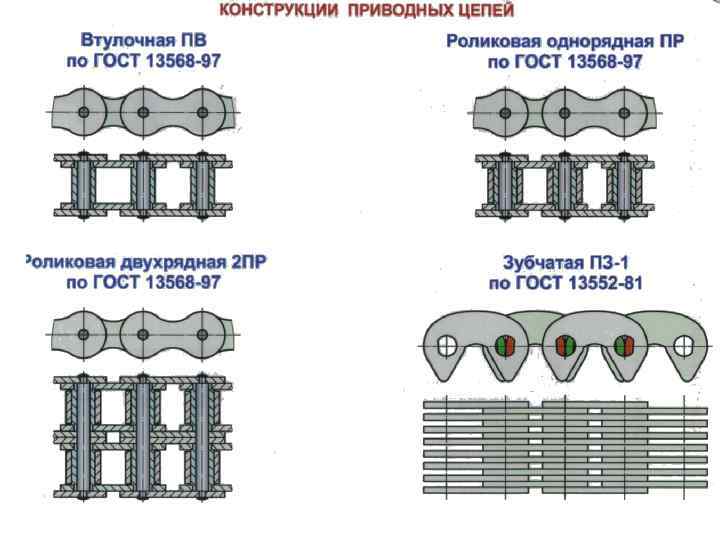
Стандарты, действующие в отношении приводных цепей
В России и мире приводные цепи производятся десятками предприятий. И все они обязаны придерживаться определенных стандартов. Цель — унификация оборудования. Не должны возникать ситуации, когда на конкретный станок или конвейерную линию можно установить цепь, изготовленную одним-единственным заводом.
В России производство приводных цепей регламентируется ГОСТ 13568-97, в США — ANSI B29.1M. Отечественные производители сертификацию проводят в обязательном порядке, зарубежные — в добровольном. В Европе изготовители придерживаются стандарта ISO 606. В рамках данной статьи отдельно о нем говорить не будем, так как маркировка по данному документу практически такая же, как по ANSI B29.1M за исключением одного нюанса.
Применительно к стандартам нужно отметить, что они регламентируют практически все: от материала изготовления до маркировки
Последнее особенно важно. Покупатель только по названию на упаковке должен понимать, что он держит в руках
Об обозначении цепей приводных речь и пойдет далее. Рассмотрим особенности применительно к российскому и американскому стандартам.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Что собой представляют зубья цепи бензопилы
Одна из главных характеристик, которая выделяет цепь бензиновой пилы — сложная геометрическая форма. Традиционные резцы, как правило, выполнены в виде треугольника или сильно вытянутого овала. Что же касается зубьев бензопилы, то они имеют более сложную конфигурацию.
Каждый зуб образован двумя резцами, которые находятся под прямым углом относительно друг друга. Первый резец по своему виду напоминает обычный зуб. Основная его задача — выполнение надреза в древесине.
После этого задействуется другой резец, который выполнен в виде буквы Г. Отнюдь не случайно он имеет такую форму, поскольку за счёт своего исполнения он удаляет из древесины стружку и обеспечивает широкий пропил, благодаря чему исключается защемление цепи.
Поэтому от цепи бензопилы и зависит в значительной степени то, насколько легко и качественно будет проходить работа по пилению. Это является веским основанием для того, чтобы рассмотреть её конструкцию более подробно.
Ведь в подавляющем большинстве случаев пильный инструмент начинает хуже пилить из-за того, что цепь уже находится в том состоянии, когда не может справляться с поставленной задачей.
Это интересно: Устройство и принцип работы масляного насоса бензопилы — описываем обстоятельно
Что указывается в стандартах?
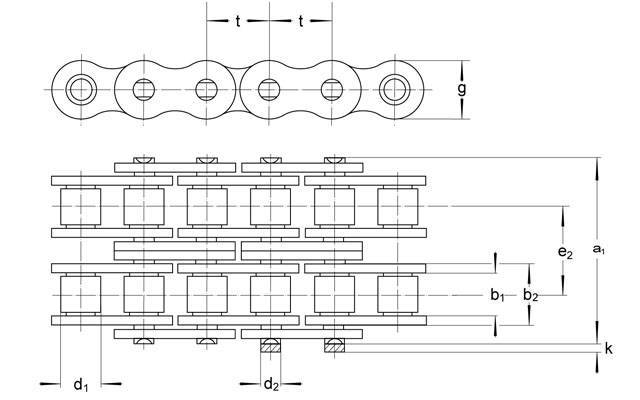
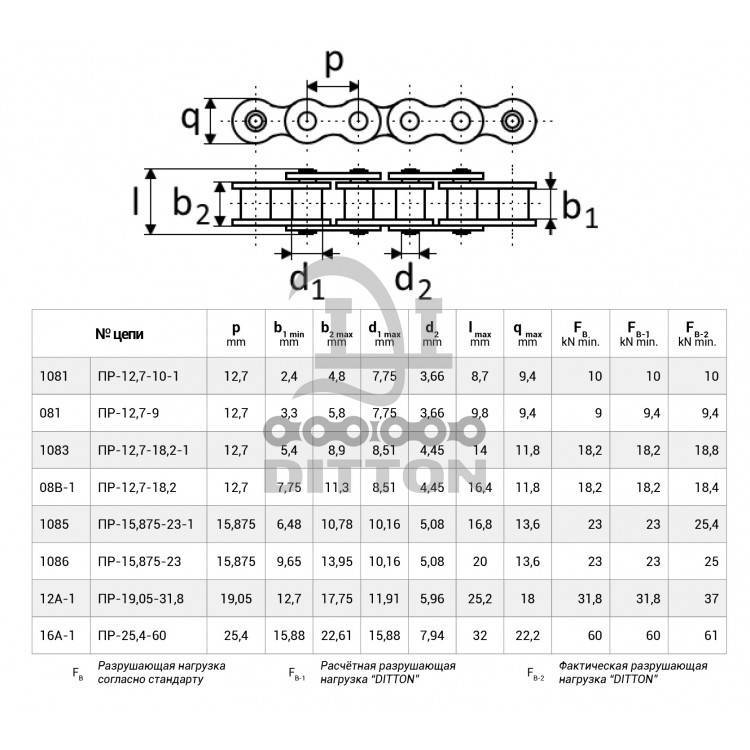
Все существующие нормативы предписывают, что цепи должны иметь определенные размеры и иные параметры, например:
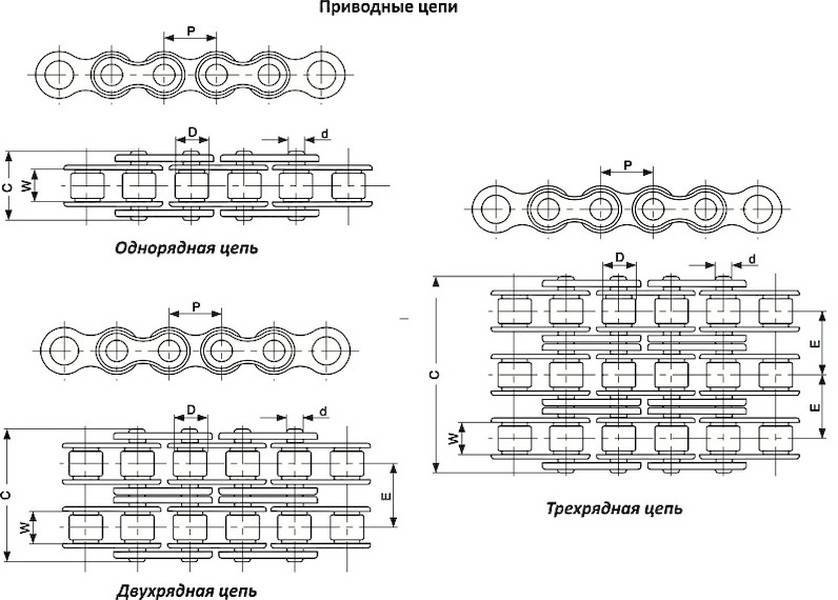
- Шаг цепи. Для его определения измеряют, какое расстояние отделает штифты, относящиеся к одному звену.
- Расстояние b1. Оно фиксирует, как далеко друг от друга размещены внутренние пластины.
- Диаметр штифта (ролика). Обозначается d1.
- Нагрузка, достаточная для разрушения цепи. В стандартах обозначается символом Q. Единица измерения — килоньютон.

Поначалу все измерения проводились в дюймах. Но даже после перехода к системе СИ США, страны Европы не стали ничего менять в своей документации. И на текущий момент времени измерения в миллиметрах и сантиметрах характерны только для российского ГОСТа.
На роликовые цепи стандарт ISO можно считать самым проработанным. Помимо размеров, он описывает требования техники безопасности при эксплуатации оборудования, комплектность цепей
Отдельное внимание уделено предельным допустимым отклонениям от указанных размеров и минимальным разрушающим нагрузкам
Затронем тему шага цепи. В ISO 606, DIN 8187 (ФРГ) и BS (Великобритания) в качестве единицы отсчета выбрана 1/16 дюйма. Минимальный размер — 6 мм, максимальный — 114, 3 мм или 4,5 дюйма. В американском ANSI B29.1M и немецком DIN 8188 для расчета шага выбрана 1/8 дюйма. Максимальный размер не может превышать 3 дюйма.
Перейдем к маркировке цепей. Именно она позволяет узнать, по какому стандарту изделие изготовлено, если, например, утрачены сопроводительные документы.
Типы велоцепей

Все велосипедные цепи разделили на 2 основных типа, каждый из которых имеет свои особенности.
- Роликовый (износоустойчивый, редкий вид). Особенность − ролики находятся внутри звеньев.
- Втулочный (распространенный тип не для профессионального использования). Особенность − для соединения звеньев используют обычные втулки.
Из множества модификаций выделяют 4 подвида.
- Используемые в односкоростных велосипедах.
Самый простой тип устанавливают на детские, городские, подростковые модели с односкоростной втулкой на заднем колесе. Утолщенные и прочные пластины, изготовленные из высококачественной стали, не изгибаются и не изнашиваются. Долговечность обеспечивает прямолинейная цепь, которая обходится без нагрузок при поперечном искривлении.
Многоскоростные байки. Главные особенности велоцепей:
- наличие углубления, принимающего изгиб цепи;
- тонкие пластины и неширокие звездочки;
- неравномерная нагрузка.
Во время переключения скоростей цепь перепрыгивает по звездам, что вызывает перекос. Это приводит к тому, что стираются звезды, а элемент трансмиссии изнашивается.
Цепи облегченные Пустые втулки с отверстиями в пластинах могут устанавливаться на любые велосипеды. Чаще всего цепи, которые на 25% легче аналогов, устанавливают на гоночные байки. Из-за особенностей эксплуатации цепь быстро растягивается и выходит из строя.
- Халф-линк
3/8 или 0,325 что лучше и почему
Определить какой параметр лучше, а какой хуже нельзя, т. к. каждый из них имеет свои особенности и предназначен для цепных пил определенной мощности. В зависимости от того как правильно подобрана пильная гарнитура, производительность инструмента будет иметь разные показатели. Если гарнитура подобрана оптимально, т.е. расстояние между звеньями соответствует рекомендованной мощности, то производительность бензопилы будет максимальной. При неправильном выборе, двигатель будет испытывать перегрузки, способные привести к возникновению неисправностей.
Оптимальные показатели мощности для 0,325 дюйма – 1,8-2 кВт. Именно по этой причине на бензопиле Хускварна 142/137 используются цепи с таким шагом.
Для параметра 3/8, необходим инструмент с мощностью до 3 кВт. В таком случае возникает вопрос, а почему на Штиль 180, с мощностью 1,5 кВт используются цепи 3/8 дюйма. Ответ прост: у бензопил Штиль, мощность не самое главное, большое значение имеет максимальное количество оборотов. Штиль 180 выдает более 13500 об/мин, за счет этого он способен пилить гарнитурой 3/8 дюйма.
Для 0,404 дюйма, оптимальная мощность 4,5 – 5 кВт.
Важно! Указанные значения мощности и шага цепи не несут обязательно характера, пользователь сам вправе выбирать параметры гарнитуры, которую он планирует использовать на бензопиле
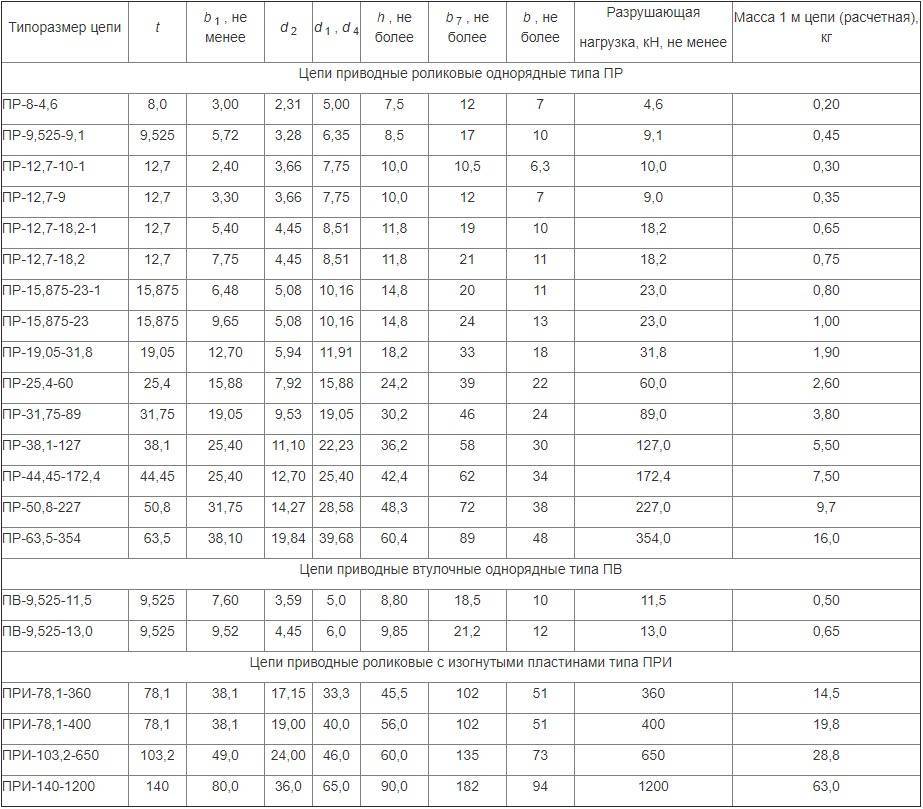
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1
Установлены следующие группы испытаний цепей:
А – для цепей,
работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной
ванне или при периодической смазке;
Б – для цепей,
работающих преимущественно в открытых тихоходных передачах при периодической
смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей,
работающих в приводах машин общепромышленного назначения в условиях
периодической смазки;
Г – для цепей,
работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия
стендовых испытаний цепей на надежность должны соответствовать указанным в
таблицах , .
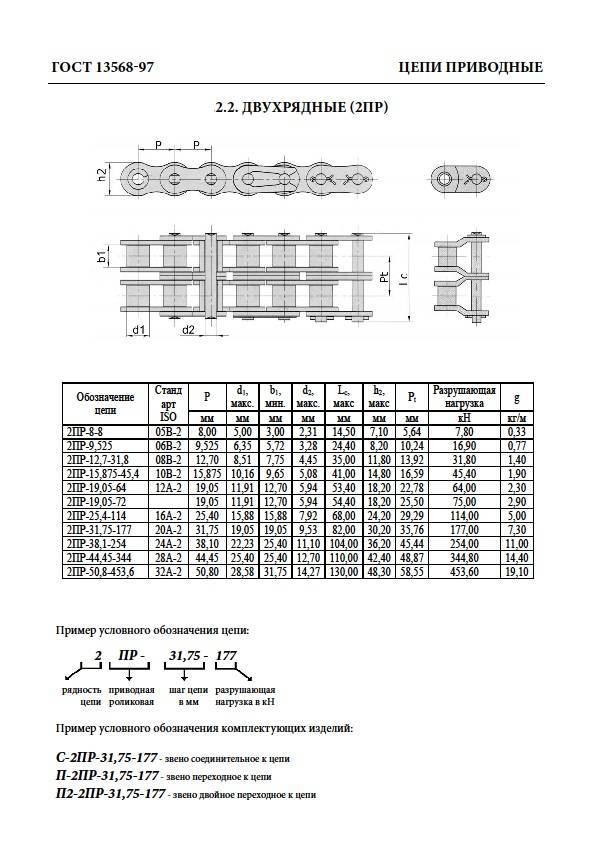
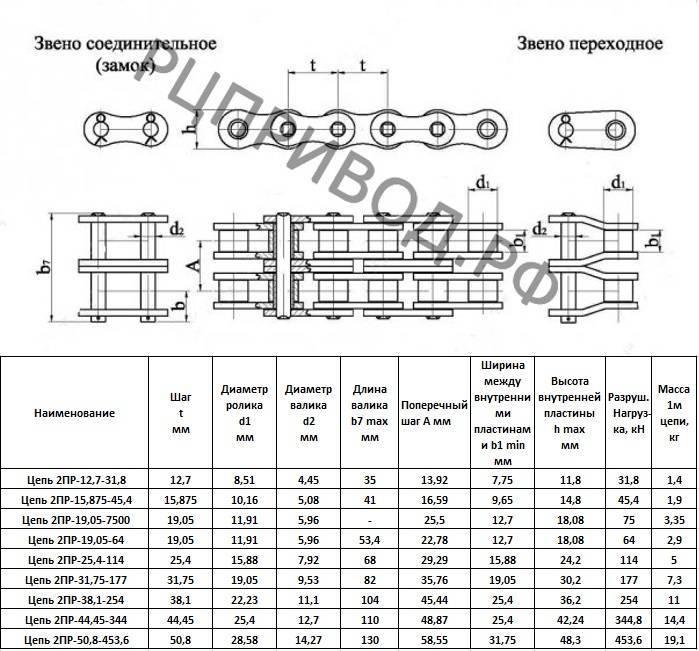
В.3 Расчетную
нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам
таблиц и , определяют путем умножения
расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для
двухрядной цепи;
2,5 – для
трехрядной цепи;
3,0 – для
четырехрядной цепи.
В.4
Продолжительность испытания согласно таблицам , указана с учетом времени периода приработки.
Для
многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и
установленной безотказной наработки определяют умножением средней наработки до
отказа и установленной безотказной наработки для соответствующих однорядных
цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах
, предельное увеличение длины отрезка цепи от
его начального значения с числом звеньев по таблице 8 дано без учета износа в
период приработки.
Таблица В.1 – Группа испытания А
Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращенияведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
ведущей | ведомой | ч | |||||||
ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка | ||
ведущей | ведомой | ч | |||||||
ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
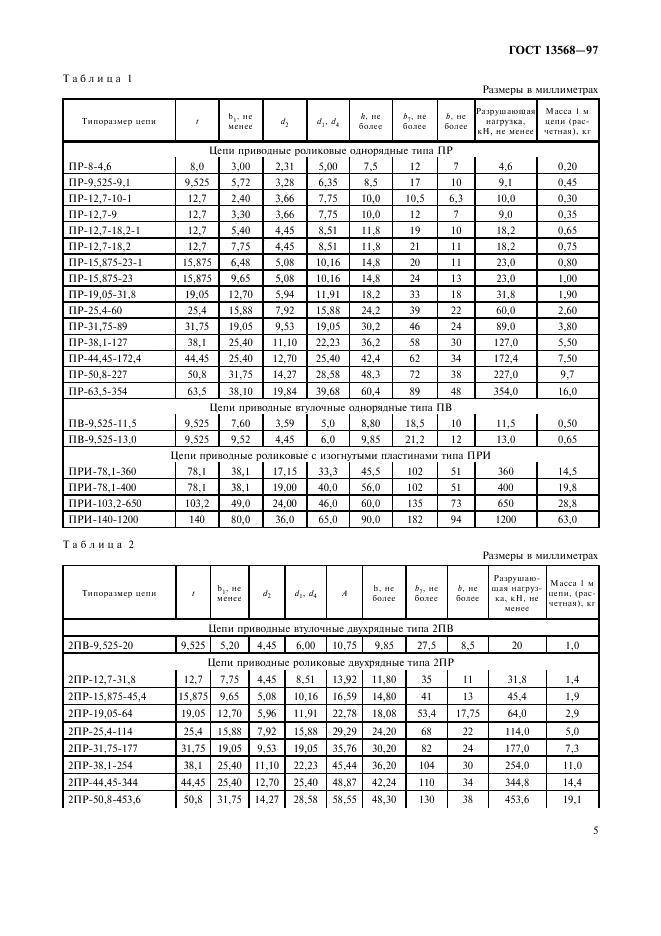
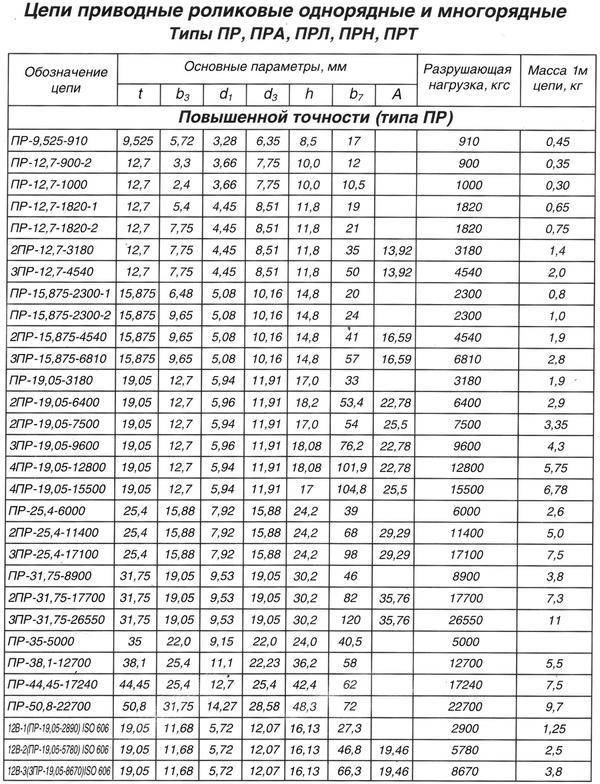
Ключевые слова: приводные роликовые и втулочные цепи,
размеры, разрушающая нагрузка
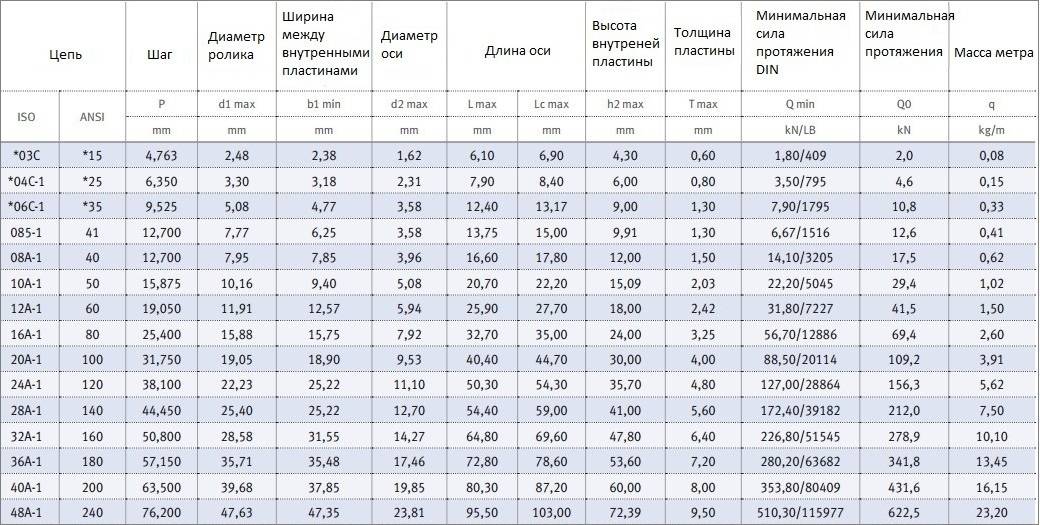
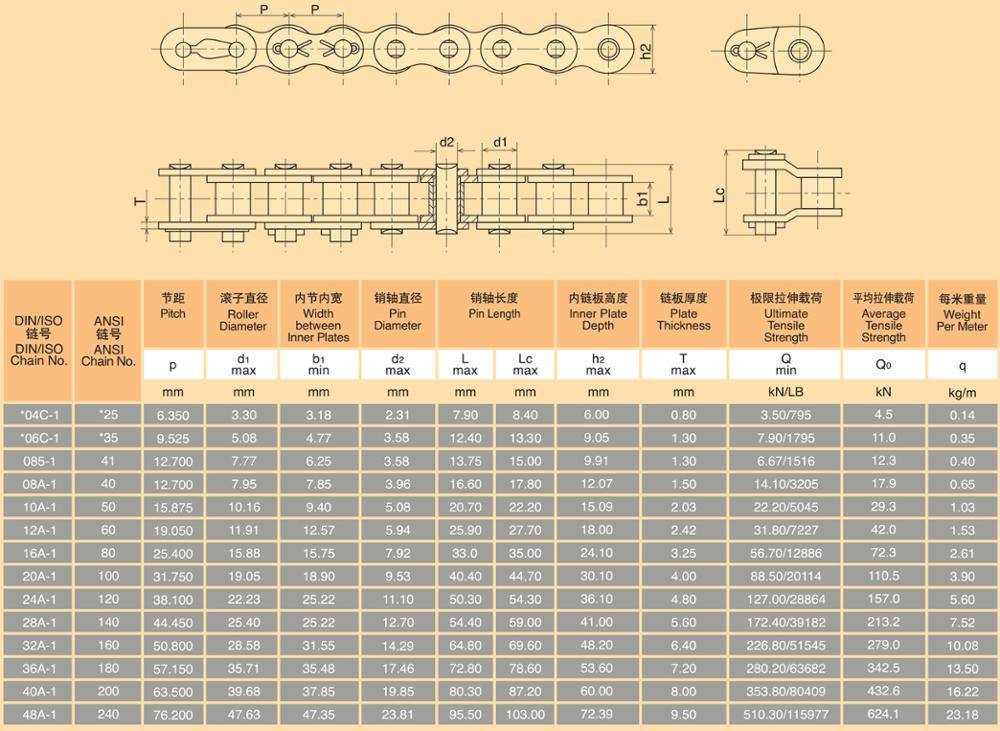
Обозначение приводных цепей по ANSI B29.1M
Американский стандарт опирается на следующие параметры:
- Шаг. Обозначается в восьмых долях дюйма. Но, например, вместо 5/8 в названии будет значиться только «5». Если же шаг равен 30/8 дюйма, в маркировке производитель поставит 30. В соответствии с европейским стандартом шаг измеряется не в 1/8, а в 1/16 дюйма.
- Тип цепи перед дефисом. Для обозначения роликовых цепей стандартно используется «0», втулочных — «5».
- Количество рядов. Его пишут через дефис. Применяется только одна цифра.
- Приведем пример маркировки цепей по ANSI B29.1M. В изделии 45-1 шаг будет равен 4/8 дюйма. Цепь — втулочная с одним рядом.
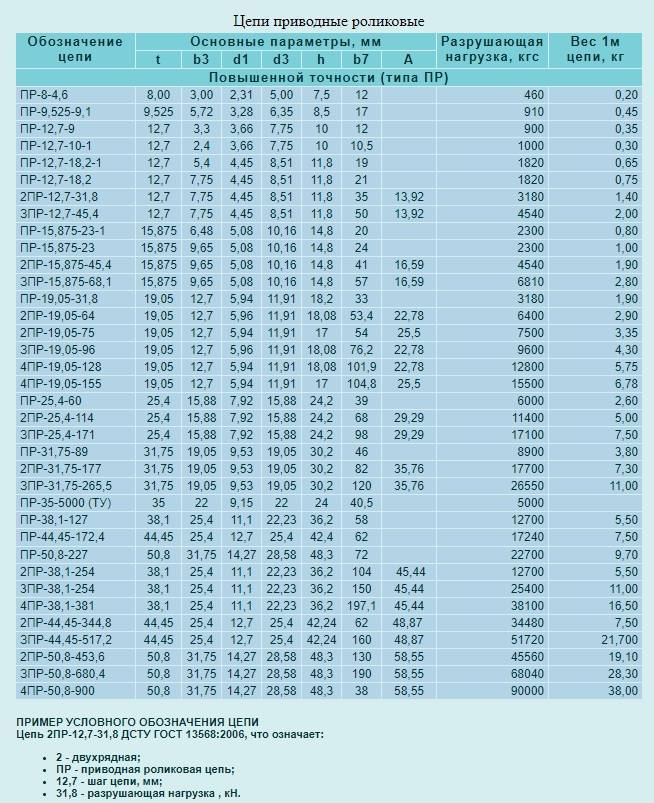
В таблице ниже можно сопоставить параметры российских и американских цепей.

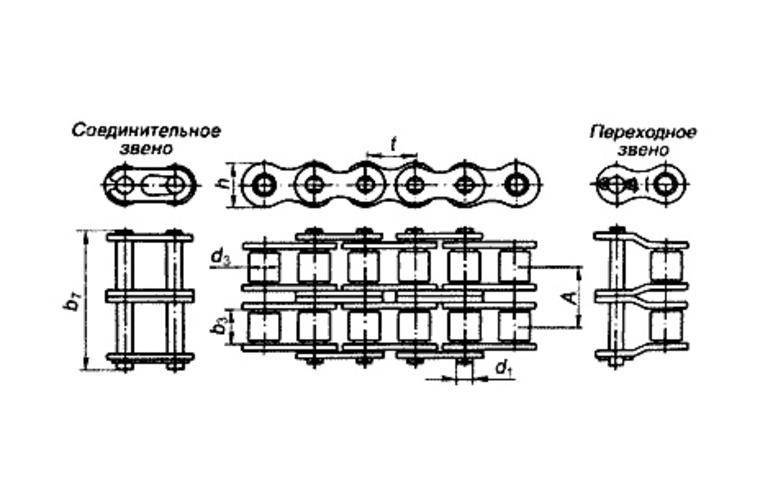
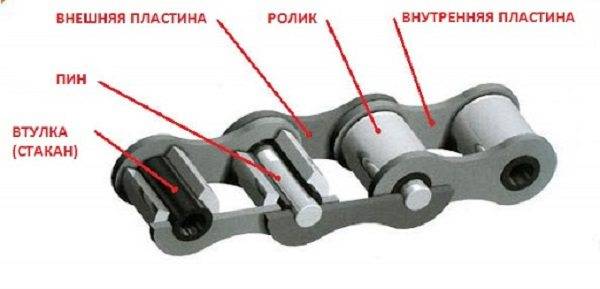
Типы соединения
Для облегчения установки и демонтажа цепи применяют соединительные замки. Деталь составлена из двух складывающихся пластинок. В одну из сторон запрессован металлический стерженек (штырь). Производители выпускают модели с разным видом соединения. Например, SRAM Power Link и КМС выпускают байки с соединительным замком. Shimano и Campagnolo изготавливают велоцепи без связующего звена. Замки для односкоростной и многоскоростной цепи различают по способу блокировки. Так, в многоскоростную заклепки «вмонтированы» в конструкцию и не выступают над боковыми пластинами. Современные изобретатели пробуют установить на соединения уплотнения, напоминающие мотоциклетное устройство.
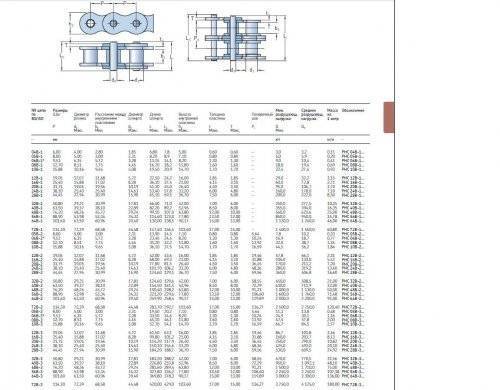

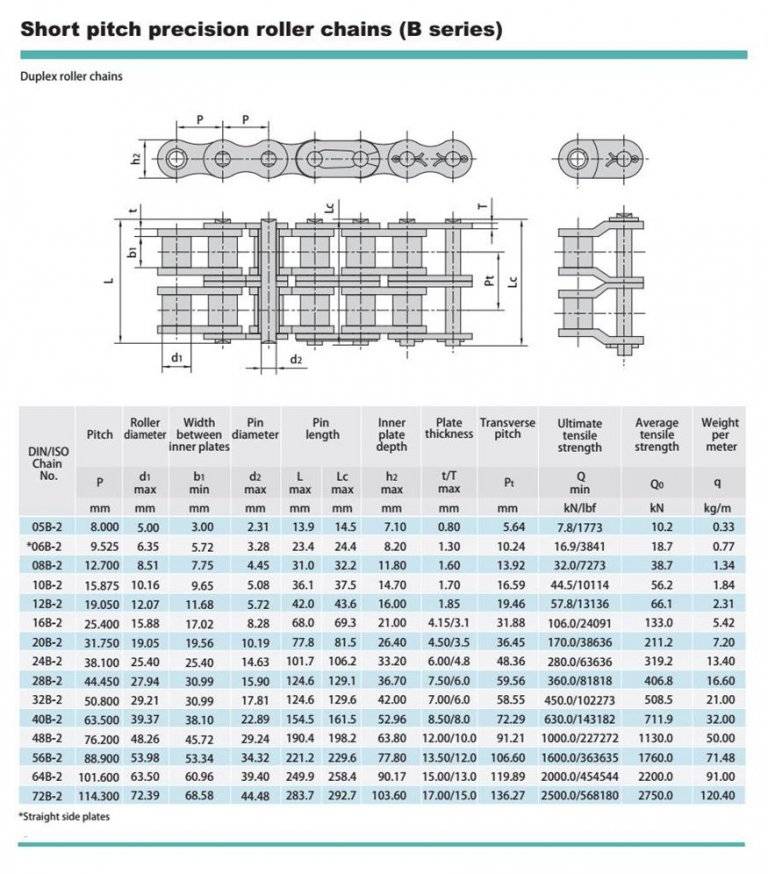
Цепи по ISO, ANSI, ГОСТ
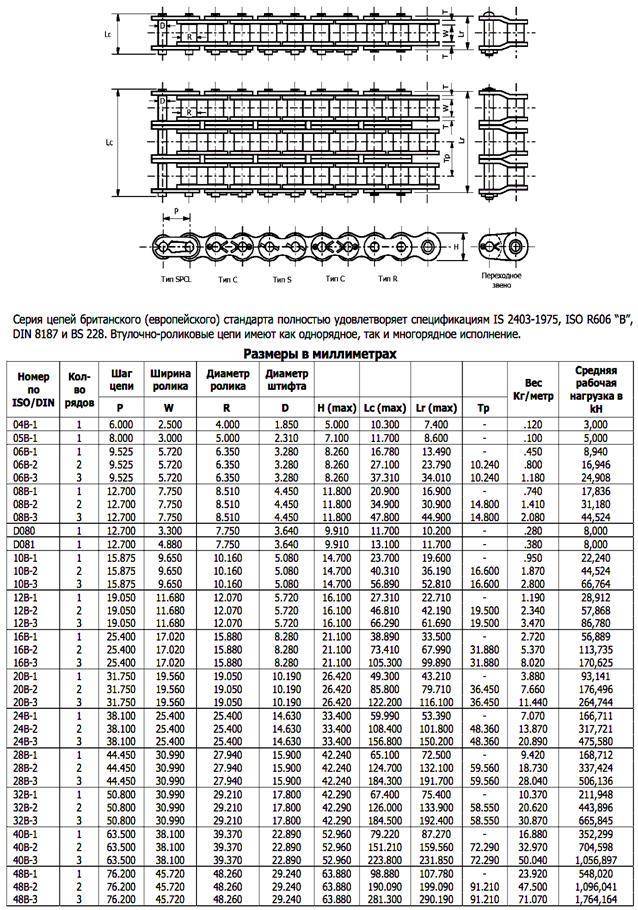
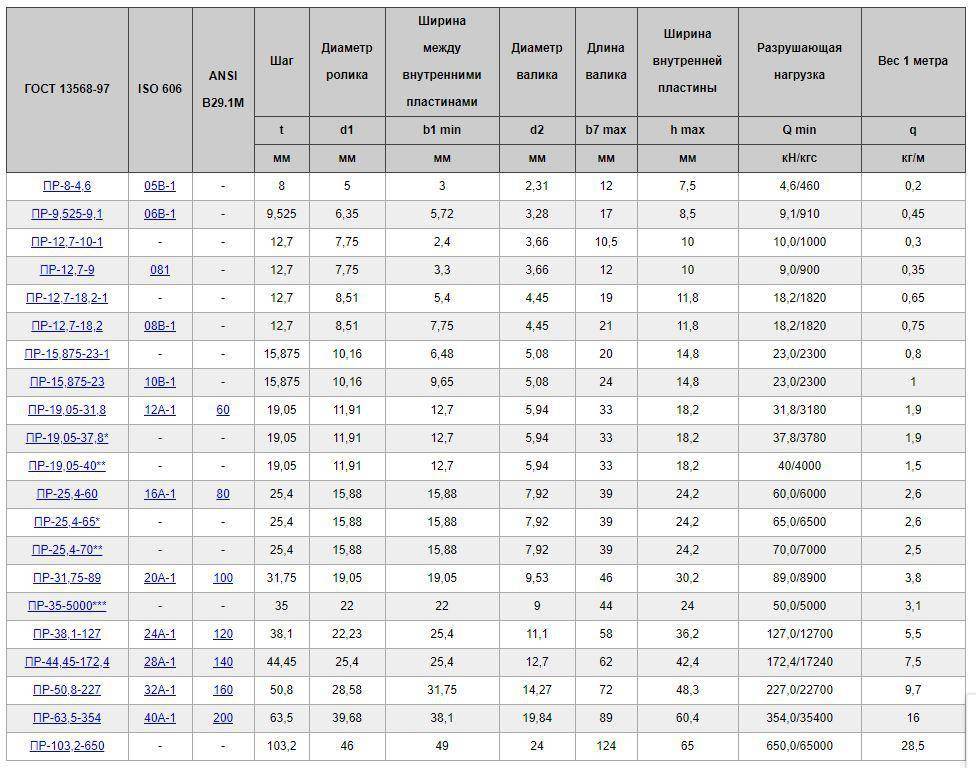
К данному моменту времени в мире нет единого стандарта изготовления цепей. Производители из России обязаны ориентироваться на ГОСТ 13568-97. Европейские компании учитывают положения ISO 606, американские — ANSI B29.1M.
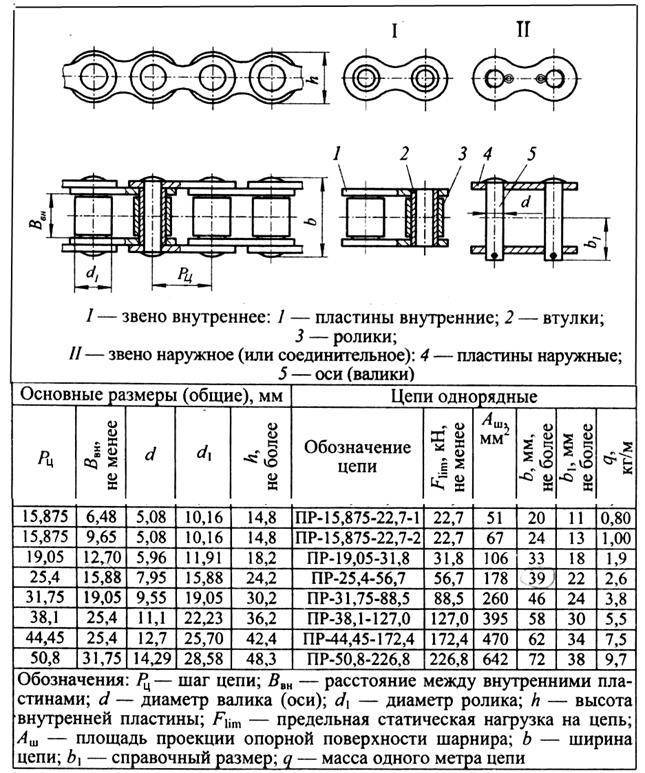
Вне зависимости от определяющего документа для цепи важны следующие основные параметры:
- Шаг.
- Расстояние между внутренними пластинами.
- Разрушающая нагрузка.
- Диаметр ролика или штифта.
Основные различия между стандартами касаются шага цепи, точнее, его единицы измерения. В России производители оперируют сантиметрами и миллиметрами. Те, кто ориентируется на ISO 606, DIN 8187 (ФРГ) и BS (Великобритания), производят цепи с длиной шага, кратной 1/16 дюйма. Минимальное значение — 6 мм, максимальное — 114,3 мм. Американский стандарт ANSI B29.1M предусматривает, что шаг измеряется в 1/8 дюйма. Максимальное значение не может превышать 3 дюйма.
Отдельно стоит сказать о маркировке цепей. В соответствии с российским стандартом производитель обязан указать:
- количество рядов;
- тип цепи (приводная, втулочная);
- шаг цепи;
- разрушающую нагрузку.
Американский и европейский стандарты не столь требовательны. Обязательные значения:
- шаг цепи в долях дюйма;
- серия (A — ANSI B29.1M, B — ISO 606);
- количество рядов.
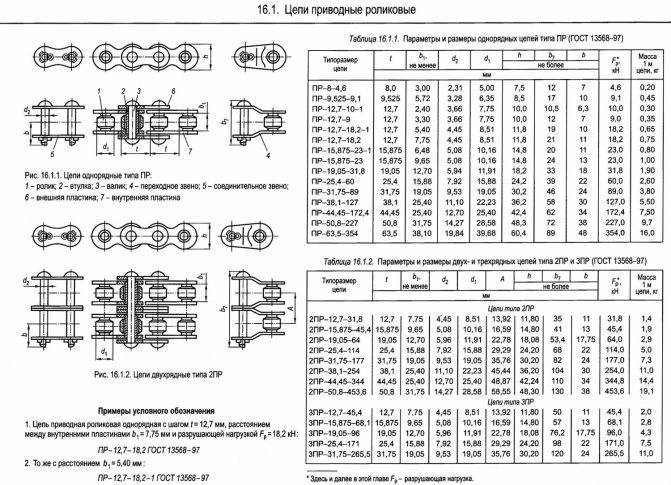
Здесь важно отметить еще одну особенность приводных цепей. Российский стандарт предусматривает максимальное количество значений шага
Американские и европейские производители предлагают более ограниченный ассортимент. И не всегда между российскими и зарубежными модификациями можно провести параллели. Это нужно учитывать при покупке оборудования.

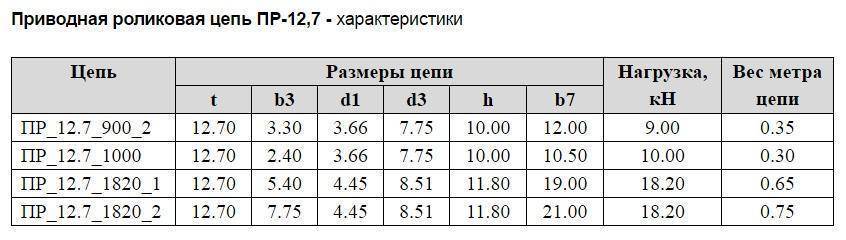
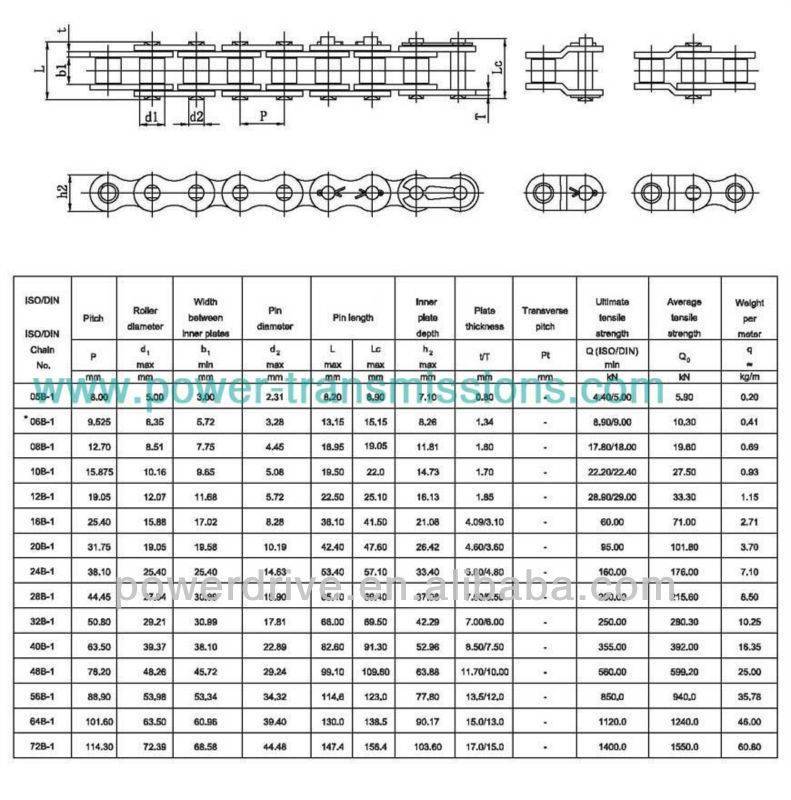
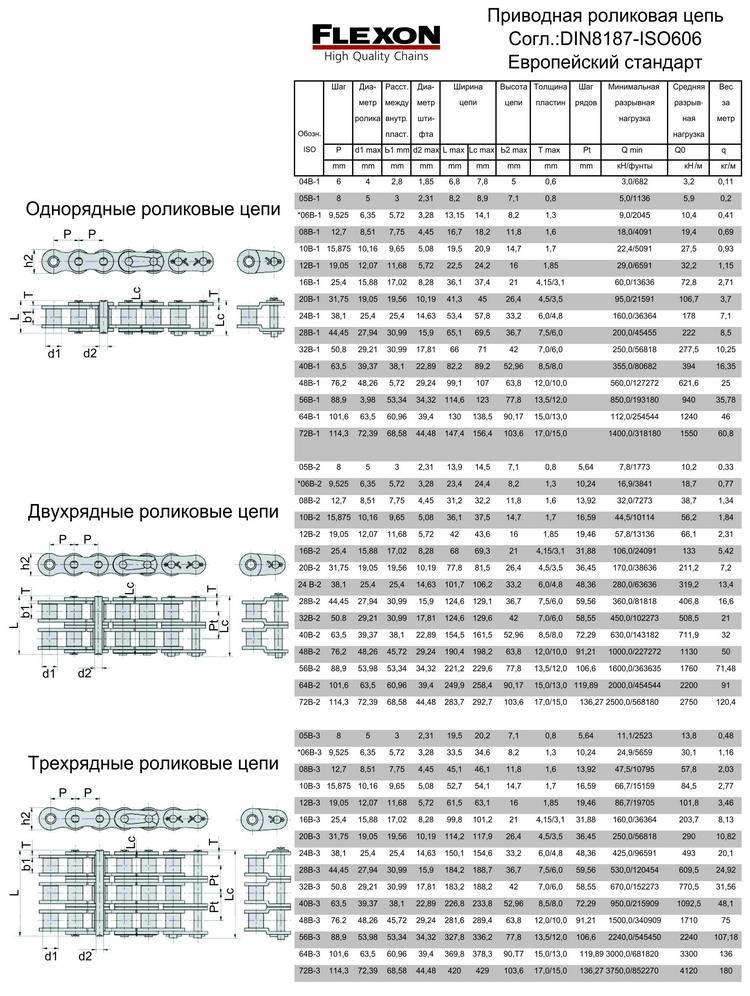
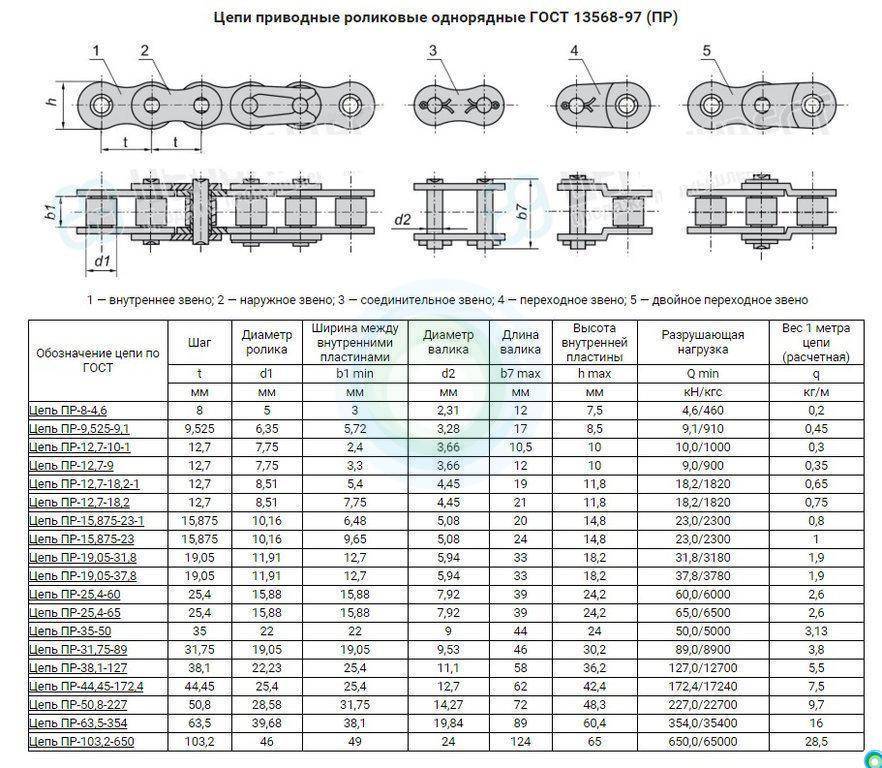
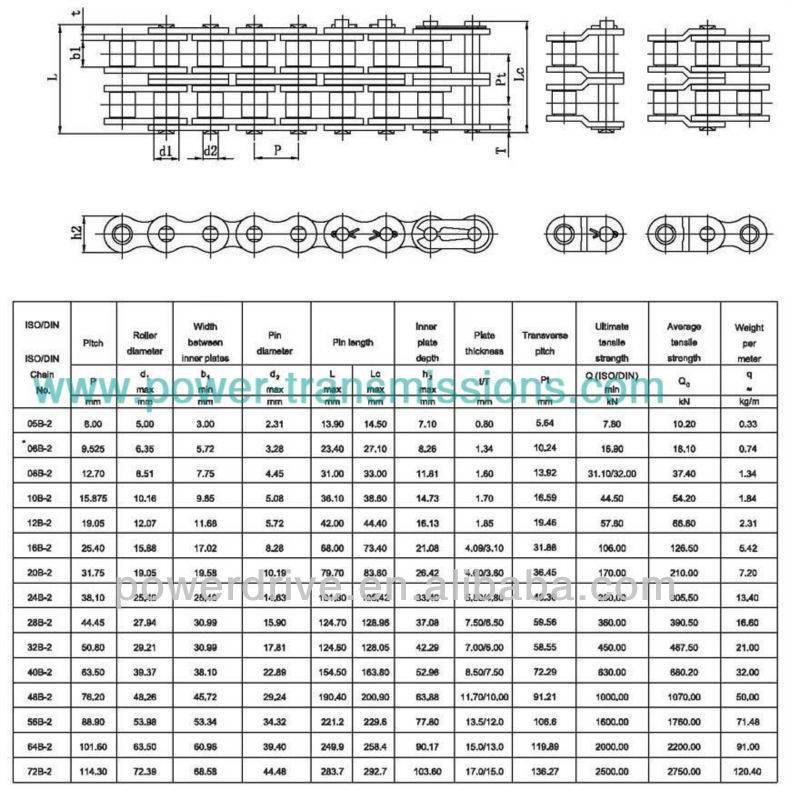
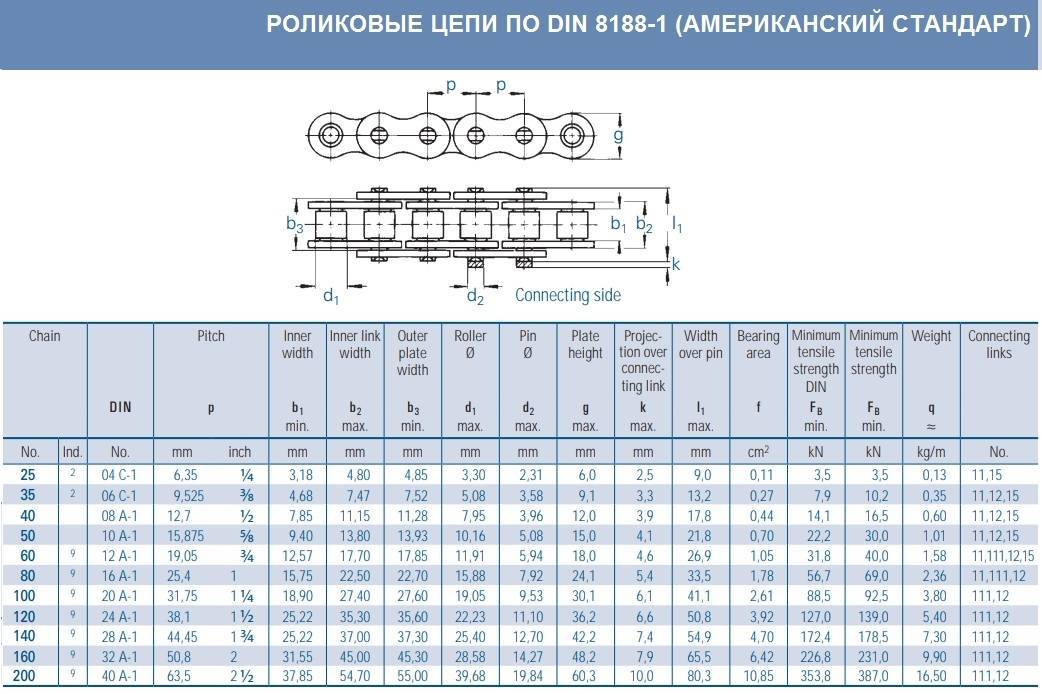
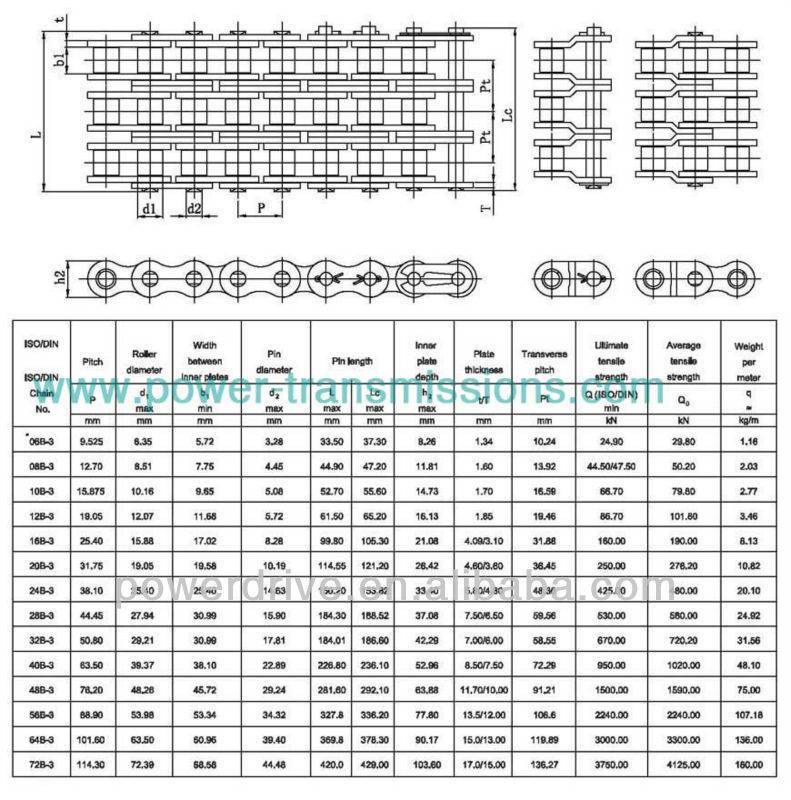
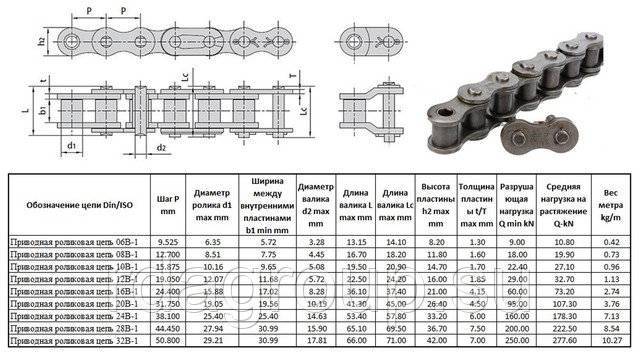
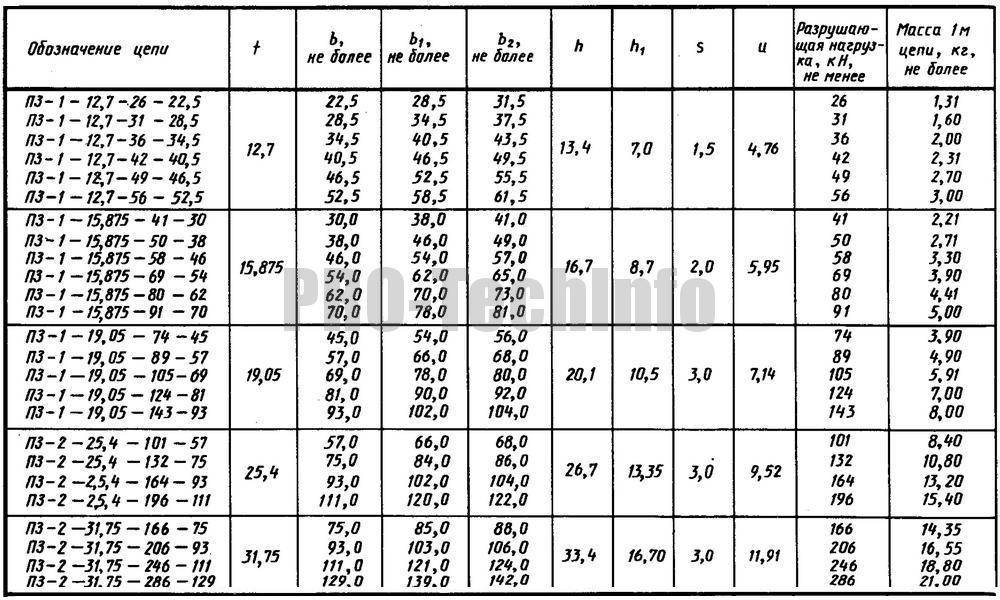
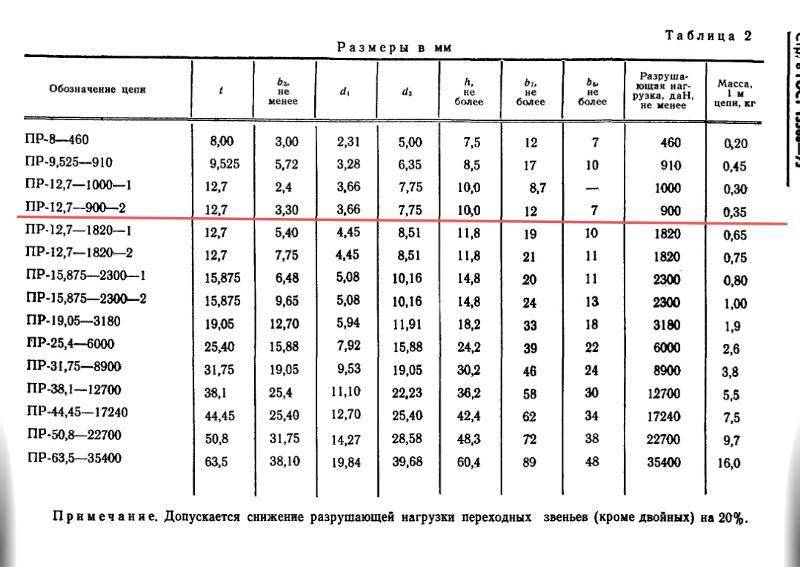
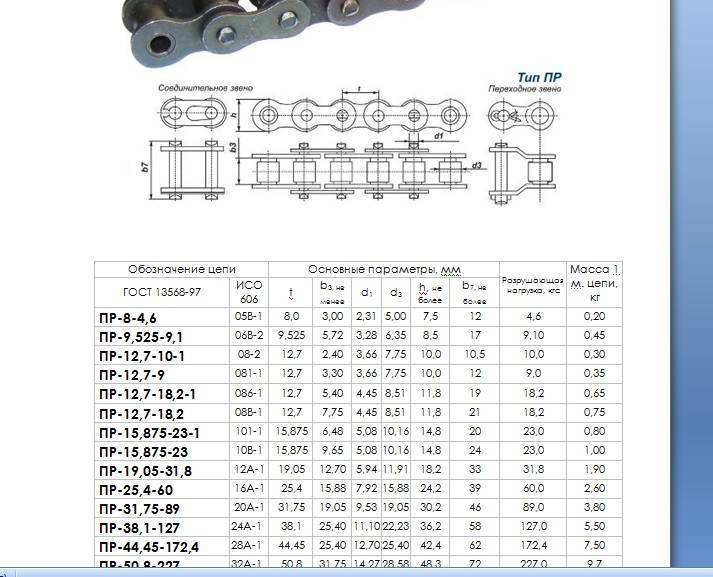
Стандарты, определяющие размеры приводных роликовых цепей
Для стандартизации размеров цепей в разных регионах и странах разработаны собственные Стандарты, которые регламентируют параметры и характеристики не только приводных цепей, но и других видов, а также звездочек для них. Отсутствие единого мирового Стандарта, а также импорт оборудования и техники, накладывает ряд сложностей в подборе цепей по размеру.
Наиболее известные стандарты: ГОСТ (ГОСТ 13568-97 — российский стандарт по приводным цепям, применяемый и в странах СНГ), ISO, DIN (ISO 606, DIN 8187, DIN 8188 – стандарт, применяемый в европейских странах), ANSI (ANSI B29.1M — стандарт, который применяется в США). Все стандарты описывают типы, параметры и размеры цепей, особенности выбора шага цепей и их маркировки, марки стали, а также множество других вопросов. Главным вопросом остается размерный ряд цепей и их соответствие в разных Стандартах (аналоги цепей).
Так как первые стандарты роликовых цепей создавались в дюймовой системе, то ряд размеров цепей соответствует долям дюйма, а уже затем он переводится в международную метрическую систему и указывается в миллиметрах.
Основные способы определения размера
Существует несколько основных способов определения длины цепи. Первый можно назвать «большой звездочке — большое кольцо цепи». При этом методе измерения необходимо использовать стандартное натяжение и провисание цепи. Измеряют без пропуска через переключатель. После натяжения определяют границу обрезки. От ближней заклепки необходимо отмерить 1 дюйм, после чего обрезать цепку. Затем провести ее через оба переключателя и соединить.
Второй метод измерения — по существующей цепке. Опытные велосипедисты не советуют сразу выкидывать старую цепь, так как она может понадобиться для подбора нового изделия. Для этого необходимо отрезать новую цепь такой же длины, что и старая. Затем нужно установить скорости передач так, чтобы спереди и сзади цепка находилась на самых маленьких звездочках. При работе лапки натяжителя не должно быть заметного провисания велоцепи. При этом она не должна задевать верхнюю часть шкива.
В таком случае находят заклепку, касающуюся звездочки, отмечают звезду в этом месте мелом. Отсчитывают пару заклепок в сторону переключателя и подтягивают велоцепь к отметке на звездочке, приподнимая ее. Цепка укоротилась. После очередной проверки и сокращения на кратное число заклепок велоцепь должна сократиться, провисание исчезнуть. Теперь она может оказаться короче. Проверяется это переставлением на самую большую переднюю шестерню и вторую по размеру заднюю. Привод не должен сильно натягиваться, а в колесиках шкива должен оставаться двойной изгиб. После этого пару звеньев новой цепки следует вернуть обратно.
Если старая велоцепь правильной длины, то новая замеряется по длине старой. Для этого нужно положить ее на ровную поверхность, выпрямить. Расположение цепи должно совпадать с вертикально находящимися роликами. Новую цепочку располагают рядом. Концы должны совпадать, с учетом наличия или отсутствия заклепок. Звенья старого изделия сдвигаются в положение, совпадающее с новым. После этого нужно осмотреть соответствие цепок, с учетом наличия, расположения заклепок. Обрезать новое изделие.
Существует еще метод определения длины через математические модели. Для велосипедов с большой разницей в звездочках уравнение будет достаточно сложное. Поэтому данный способ применяется редко.

Небольшое провисание цепного привода считается допустимым, а сильное говорит об его излишней длине

Опытные велосипедисты не рекомендуют выкидывать старую цепь, так как она может пригодиться для выбора нового изделия

Крайне не желательно добавлять новые звенья на старую растянутую и изношенную велоцепь
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Сфера применения
Твердосплавная цепь хорошо подходит, а иногда и просто незаменима для распиловки твердой и сверхтвёрдой древесины. Например:
- мореного дуба;
- запаренной древесины, по плотности схожей с костью;
- древесины твердых пород первого реза (от пня), комля, особенно сухого и свилеватого (с перекрученными волокнами);
- сухой древесины с мощными суками;
- древесины со льдом на поверхности или с загрязнениями песком или почвой.
Бензопилы с твердосплавными цепями используют при резки льда для любых нужд, в том числе и для создания ледяных скульптур.
Бригады спасателей МЧС штатно используют только такую режущую гарнитуру, даже когда приходится разбирать завалы из обычной древесины. В экстремальных ситуациях некогда следить за сохранностью цепи. Часто случаются касания режущей кромкой камня, земли, попадание в дереве металла. Обычная цепь мгновенно выйдет из строя и потребуется замена, а при ЧП на это нет времени.
Какая существует маркировка пильных цепей по шагу?
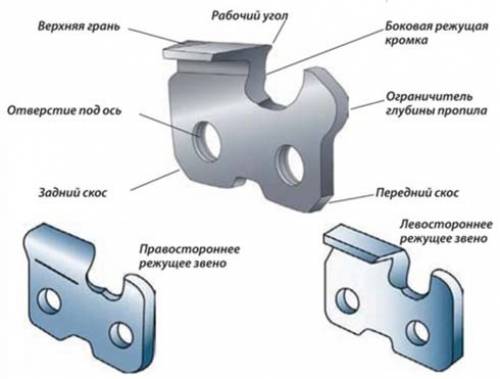
Режущее звено является наиболее сложным из элементов пильной цепи и фактически состоит из двух частей – режущего сегмента ( с контурным углом Г-образной формы для резания) и ограничителя глубины пропила.
Главным параметром маркировки принято считать шаг. Он представляет собой дистанцию между соседними зубьями инструмента. Шаги бывают 0,325; 0,375; 0,404 дюйма. Каждый из этих типов имеет свое предназначение. В инструкции пилы обычно указывается, какая цепь подойдет для конкретного инструмента. Однако некоторые полупрофессиональные и профессиональные пилы могут работать сразу со всеми видами цепей.
- Цепь для мотопил с шагом 0,325 самая распространенная. Она подходит для пил с малой удельной мощностью (0,325-3,5 л.с.) В случае если вы используете бензопилу для обрезания мелких сучков, данный тип подойдет лучше всего.
- Цепь с шагом 0,375 пользуется меньшей популярностью, нежели 0,325. Ее рационально использовать на бензоинструментах с мощностью 4 л.с. Данный вид цепи уместно использовать, если вы работаете с тонкой древесиной. Для полупрофессиональных пил шаг 0,375 признан лучшим.
- Цепь для бензопилы с шагом 0,404 нужно использовать только в тех случаях, если вы работаете с мощными мотопилами. Мощность инструмента должна быть более 5 л.с. Бензопилы, изготовленные под цепочку 0,404, обычно имеют повышенный крутящий момент.
Существует правило: чем меньше шаг гусеницы, тем меньше продуктивность. Кроме того, шаги пильной цепи влияют на параметр, который называют “агрессивность”. Он подразумевает легкость управления во время работы. Проще говоря, с увеличением шага пильная цепочка сильнее врезается в древесину и начинает ее “рвать”. Следовательно, сила, которую должен приложить человек, должна тоже увеличиться. Еще с увеличением шага будут возрастать габариты звеньев. Это приведет к тому, что рез будет шире. Поэтому можно сделать вывод: для маломощных и бытовых электропил не подойдут цепи с большим шагом.
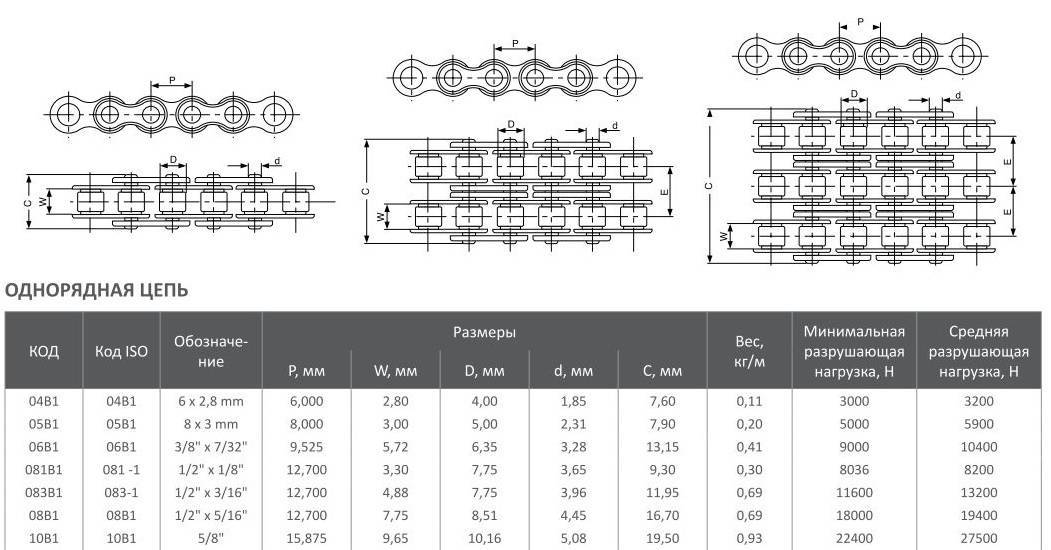
Стандарты, определяющие размеры приводных роликовых цепей
Для стандартизации размеров цепей в разных регионах и странах разработаны собственные Стандарты, которые регламентируют параметры и характеристики не только приводных цепей, но и других видов, а также звездочек для них. Отсутствие единого мирового Стандарта, а также импорт оборудования и техники, накладывает ряд сложностей в подборе цепей по размеру.
Наиболее известные стандарты: ГОСТ (ГОСТ 13568-97 — российский стандарт по приводным цепям, применяемый и в странах СНГ), ISO, DIN (ISO 606, DIN 8187, DIN 8188 – стандарт, применяемый в европейских странах), ANSI (ANSI B29.1M — стандарт, который применяется в США). Все стандарты описывают типы, параметры и размеры цепей, особенности выбора шага цепей и их маркировки, марки стали, а также множество других вопросов. Главным вопросом остается размерный ряд цепей и их соответствие в разных Стандартах (аналоги цепей).
Так как первые стандарты роликовых цепей создавались в дюймовой системе, то ряд размеров цепей соответствует долям дюйма, а уже затем он переводится в международную метрическую систему и указывается в миллиметрах.
Как выбрать велосипедную цепь – рекомендации
Главный элемент трансмиссии влияет на состояние и движение байка. Автоматизированная машина маркирует мелкие звенья из прочных материалов, а затем закрепляет их посредством клепки. Покупая необходимую деталь, учтите советы профессионалов:
- Выбирайте цепь по совместимости со скоростями и техническим характеристикам.
- Изучите маркировку, указанную на упаковке. Цифры и буквы обозначают фактические показатели, качество, подходящую модель велосипеда.
- Не рекомендуется приобретать цепочки из алюминия и сплавов мягкого металла. У таких изделий малый ресурс и срок службы.
- Прочность цепи можно определить по цвету металла:
- серый, не имеющий блеска − высокое качество;
- белый глянцевый − среднее;
- желто-золотистый оттенок − низкий уровень.
- На детских моделях длина одного звена должна быть меньше, чем у взрослого байка. Например, 11,4 мм вместо 12,7 мм.
- Обдуманный выбор велосипедной цепи, правильная регулировка, очистка, хранение помогают избежать проблем.
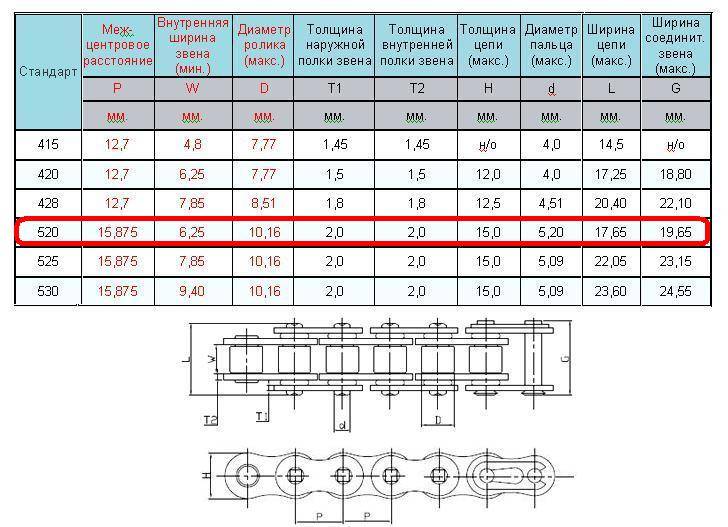
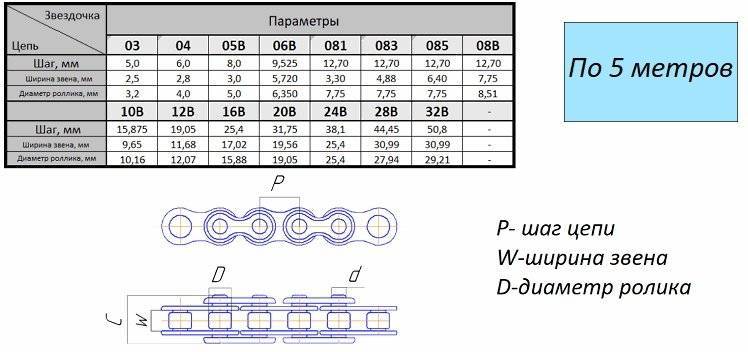
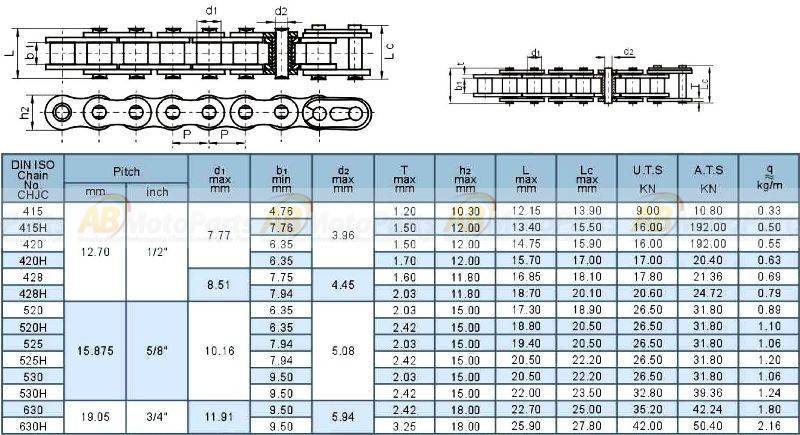
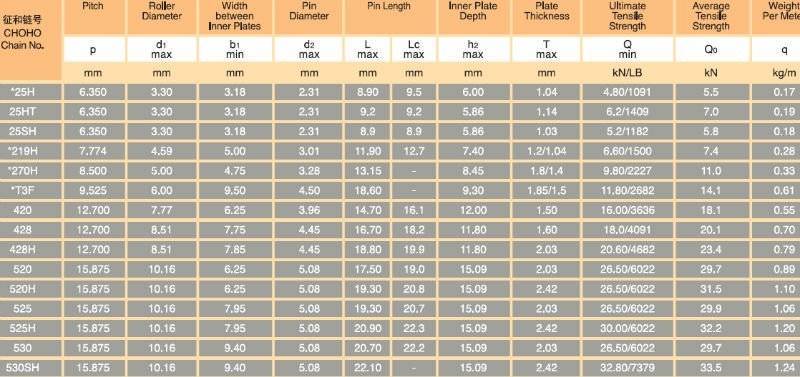
Как определить размер мотоциклетной цепи?
Если цепь периодически не смазывать, а это лучше делать как можно чаще, то в определенный момент она может попросту порваться. Хорошо если это произойдет в черте города, а не где-нибудь в глухом лесу. Более того, цепь, со временем, имеет свойство растягиваться. Если у Вас цепь растянулась, то не стоит убирать звенья, это приведет к еще быстрому разрыву. Лучше такую цепь заменить. Как выбрать аналогичную цепь, чтобы потом не пришлось возвращать её в магазин? Прежде всего, нужно внимательно осмотреть звенья цепи. Как правило, на одном из звеньев должны быть выбиты 3 цифры – 530, 525, 520, 428 или 420. Эти цифры обозначают степень прочности цепи. Чем больше эта цифра, тем выше прочность. Кроме того в них заложена информация по шагу (ходу) цепи и ширине ролика (см. рис 1). Таким образом, если на звене Вы не обнаружили маркировку цепи, то ее можно вычислить, вооружившись линейкой или штангенциркулем. Кроме того на упаковке производитель указывает еще одно значение – это длина цепи или количество звеньев. Например, 530*44, в данном случае количество звеньев составит 44шт. При чем, это общее количество внешних звеньев с одной и с другой стороны, включая замок цепи. Мы надеемся, что данная статья была Вам полезна. Не забывайте проверять состояние цепи перед каждым выездом и регулярно ее смазывать!
Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
| № | Расстояние между заклёпками | Шаг цепи (ширина в дюймах) |
| 1 | 6,35мм | 1/4 |
| 2 | 8,25мм | 0,325 |
| 3 | 9,3мм | 3/8 (0,375) |
| 4 | 10,26мм | 0,404 |
| 5 | 19,05мм | 3/4 |
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести:
- высокий уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка крупных деревьев).
Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются:
- низкий уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.

Толщина хвостовика ведущего звена
Наряду с шагом и количеством звеньев, которые определяют длину, есть такой параметр, как толщина цепи. Она также очень важна, потому что соответствие пары «шина — цепь» должно строго коррелироваться. Если хвостовик будет слишком толстым, он будет заклинивать в пазу шины либо вообще туда не поместится. Слишком тонкая цепь будет свободно вибрировать в пазу. Это увеличит риск соскакивания и травматизма. Пытаясь компенсировать колебания, неопытный пользователь перетянет цепь, что приведёт к ускоренному износу пильной гарнитуры.
Легче всего измерить хвостовик штангенциркулем. Однако делать это нужно лишь на мало работавшей цепи — сильно потрёпанные экземпляры вырабатываются и стачиваются, и значение может быть снято неверно. Лучше залезть в интернет и почитать характеристики или проконсультироваться в магазине.
Толщина ведущего звена также давно стандартизирована и представлена следующими значениями
| Ширина, мм | Ширина, дюймы | Маркировка | Область применения |
| 1,1 | 0,043 | 1 | Компактные решения, мини-пилы, одноручные варианты с маломощным двигателем |
| 1,3 | 0,050 | 3 | Большинство бытовых и некоторые полупрофессиональные агрегатов, рассчитанных на длину шины до 40 см и мощностью двигателя до 2,5 лошадиных сил |
| 1,5 | 0,0578 | 5 | Некоторые бытовые и большинство профессиональных пил с двигателем увеличенной мощности и длиной шины 38 — 50 см |
| 1,6 | 0,063 | 6 | Профессиональные инструменты различного назначения и мощности |
| 2,0 | 0,080 | Тяжёлые мощные пилы исключительно для валки леса |
Фантазийные украшения
Особая разновидность украшений на шею, популярная сегодня. Среди них — разнообразные женские цепочки: золотые, серебряные, из бижутерных сплавов. Отличительная черта фантазийных аксессуаров на шею — объединение разнообразных деталей и материалов в одном украшении. Актуальный вариант — звенья-колечки соединяются с бусинами. Такие цепи являются самостоятельным украшением. Это довольно хрупкие изделия, которые требуют аккуратного отношения.