

Делаем стационарную циркулярную пилу своими руками
Купит готовую стационарную циркулярную пилу можно от 9 тыс. р. Она обеспечит должную безопасность работы и сэкономит время на распилке древесины. Но, можно не тратить деньги и сделать собственный станок по чертежам и заготовкам.
Стол для работы с циркуляционной пилой
Несмотря на внешнюю сложность конструкции собрать ее самостоятельно в домашних условиях не так сложно. Любая стационарная модель пилы состоит из нескольких элементов:
- стола;
- диска с зубцами;
- двигателя;
- бокового упора с возможностью регулировки;
- вала.
Готовая компактная установка
Чтобы собрать все детали циркулярной пилы приготовьте:
- лист металла от 8 мм толщиной;
- уголок из металла 45 на 45 мм;
- двигатель электрический;
- диск с зубьями;
- подшипник шариковый;
- аппарат для сварки;
- брусок из дерева;
- кусок пластика или остатки ламината.
Чтобы правильно сделать все элементы, стоит выбрать чертеж, где будут указаны размеры стола для ручной циркуляционной пилы своими руками, а также все другие габариты и материалы для работы. Вот несколько примеров готовых схем:
Несложный вариант столаРазмеры диска для домашнего инструментаПодробный план со всеми размерами3D модель стола
Сама сборка конструкции будет идти по определенному плану вне зависимости от выбранной схемы:
Иллюстрация
Последовательность работы
Столешницу надо сделать прочной и устойчивой. Используйте лист металла по своим размерам
Если планируете установку других приспособлений на столе, то место для них обустройте при помощи толстой фанеры.
Делая направляющую для циркуляционной пилы своими руками, обратите внимание на ее высоту. Она должна выступать над столом на 12 см
Так у вас будет возможность обрабатывать доски по ширине и толщине. Чтобы сделать направляющую возьмите два отрезка уголка и зажим.
Центральную пилу делайте с возможностью регулировки по высоте.
Для мотора смонтируйте отдельную площадку на одной оси с коромыслом. Фиксируйте ее на болт диаметром в 1,5 см. Сбоку пилы установите металлическую пластину, предварительно сделав в ней отверстие, сквозь которое проходит болт с закрепленными ручками.
Более подробную инструкцию по изготовлению стационарной циркулярной пилы смотрите в видеоматериале:
Watch this video on YouTube
циркулярная пила
Делаем циркулярную пилу из болгарки своими руками: чертежи и видео по изготовлению
Для создания циркулярки своими руками необходимо приготовить двигатель от болгарки, профильную прямоугольную трубу и стальные уголки. Чтобы получилась настоящая удобная пила, стоит продумать упор, осевую ручку и штанги для регулировки.
Вот несколько чертежей стойки для болгарки своими руками. По ним можно собрать упор, обеспечивающий скольжение пиле.
Вариант чертежа для работыСобранное оборудование
Порядок сборки упора будет следующий:
- Необходимы несколько металлических уголков для стандартного упора в виде буквы «Т». Их располагаете на расстоянии в 3-4 мм с каждой стороны диска.
- Кромки снизу необходимо закруглить, чтобы не было царапин на заготовке в процессе работы.
- Спереди и с обратной стороны на болты и гайки присоедините поперечными связями уголки. Щели фиксируются шайбами.
- На корпус надеваете хомут из металла. Сзади скрепляете элементы, чтобы упорная стойка и хомут стали одним целым.
- В корпусе редуктора просверливаете 2-4 крепежных отверстия. Это удобнее делать в разобранном состоянии элемента.
После сборки упора, делаете осевую ручку и регулировочную штангу. Посмотрите видео, как сделать станину для болгарки своими руками по чертежам:
Watch this video on YouTube
После соединения всех элементов ваша домашняя циркулярка из болгарки будет готова. Дополнительно к ней можно изготовить различные детали. Вот несколько фото приспособлений для циркуляционной пилы своими руками:
Несложный упор из длинной деревянной балкиБыстрый вариант стола для циркуляркиЧехол на диск с зубьямиУдобный рабочий стол
Самодельные станки по дереву своими руками: видео и общие рекомендации
Вариантов деревообрабатывающих станков для домашней мастерской много. Есть простые и сложные конструкции. Чтобы правильно собрать любой агрегат, надо подготовить подробный чертеж и все материалы и инструменты для работы.
Удобный стол с «циркуляркой»
Выбирая себе станок для покупки или самодельной сборки, в первую очередь определитесь с целями его использования. Если вам необходимо ровно отрезать большое количество деталей, то сделайте небольшие отрезные станки для дома. Ниже приведена видеоинструкция по сборке:
Watch this video on YouTube
Шлифовальные станки нужны для обработки элементов. Агрегаты придают заготовкам конечный красивый вид и полностью удаляют заусенцы. В зависимости от выбранного типа оборудования, подготовьте чертеж и конструктивные элементы. Вот один из вариантов создания такого станка тома:
Watch this video on YouTube
Рейсмусовые агрегаты позволяют добиться идеально ровной поверхности и могут справляться с большим количеством заготовок. Основной элемент – вал с режущей кромкой
Именно на его создание обращайте особое внимание. А также не забывайте, что все станки должны иметь прочную опору, позволяющую работать на любых скоростях мотора
Ниже приведена видеоинструкция по созданию одного из таких агрегатов:
Watch this video on YouTube
Любой выбранный вариант для создания самодельного деревообрабатывающего станка будет дешевле, чем покупка готового оборудования на специализированном рынке. Причем собрать подходящую модель можно из подручных приспособлений, усовершенствовав их. Вот несколько фото интересных и полезных приспособлений для мастерской:
1 из 4
Многофункциональный станок для работы с древесиной
Ленточная пилорама своими руками
Небольшая пилорама во дворе
Интересная передвижная модель
Особенности 4-сторонних деревообрабатывающих станков

одновременно несколько работ:
Станки обычно используются для создания пиломатериала с профилем или плоской поверхностью. Характерная особенность состоит в том, что всю эту работу можно проводить за один проход. На этих четырехсторонних станках можно изготавливать такие деревянные изделия: половую или паркетную доску, клееный брус или профилированный, плинтуса, вагонку, имитацию бруса и любые погоночные или оконные элементы. Четырехсторонний деревообрабатывающий станок — это одна из разновидностей продольно-фрезеровального оборудования. Потому все 4-х сторонние устройства по дереву условно можно поделить на:
- Продольно фрезерный.
- Рейсмусовый строгальный.
Рейсмусовый станок по дереву применяется для строгания детали на указанную толщину одновременно с двух сторон. Четырехсторонний рейсмусовый станок изначально является строгальным и уже дополнительно имеет возможность профилировать. Профилирование этот аппарат может производить неглубокое, с простой конструкцией замка бруса небольшого размера.
Продольно фрезерный предназначен для распила материала по длине на указанный размер. Профилирование этот деревообрабатывающий станок может выполнять любой сложности. С учетом толщины строгаемой древесины нижний вал ножа передвигается в вертикальном направлении одновременно со столешницей устройства.
Одновременная обработка дерева с четырех сторон существенно снижает затрату времени, а, соответственно, увеличивает производительность любого производства. Именно это отличие делает четырехсторонний станок по дереву оптимальным оборудованием в строительных и мебельных сферах.
Основные критерии при выборе деревообрабатывающего станка:
- система и скорость подачи бруса;
- сечение пиломатериалов для возможной обработки;
- вес станка;
- мощность обработки;
- цена оборудования.
Все четырехсторонние станки можно классифицировать с учетом таких признаков:
- подача материала разным способом.
- функциональность;
- нагрузка.
Самодельный четырёхсторонний станок
Имеет ряд преимуществ, включая себестоимость готовой продукции. К достоинствам самодельного четырёхстороннего деревообрабатывающего станка относятся: возможность изготовления собственной конструкции, отвечающей поставленной задаче, получение из древесного сырья необходимого изделия.










Принцип работы самодельного станка в части выполнения технологических процессов не отличается от продукции заводского исполнения. Переносные варианты конструкций разнятся по весу, габариту.

Компактность позволяет разместить оборудование частного пользователя в неподготовленном помещении или гараже. Малая потребляемая мощность без дополнительной силовой электролинии обеспечивает стабильную работу станка.
Технические характеристики четырёхсторонних станков исходят из производительности, мощности приводов, скорости подачи, сечения материала. Необходимое оборудование линейки четырёхсторонних станков, подбирается исходя из технологических функций.
Конструкция и область применения
Сравнительно недавно в производстве по обработке дерева появились конструкции, совмещающие несколько операций. Обработка деревянных изделий при этом происходит с четырех сторон сразу. Это оборудование чаще всего используется для фрезерования и фугования.
Деревообрабатывающий станок состоит из:
- шпиндельной секции;
- блока подачи детали;
- системы управления параметрами оборудования.
С одной стороны может быть несколько обрабатывающих головок, что позволяет уменьшить стоимость изготовленной продукции и сократить время на выполнение определенной операции.
Четырехсторонний станок предназначен для выполнения следующих операций:
- Фрезерование. На рабочие головки оборудования вместо строгальных валов устанавливаются дисковые фрезы, что дает возможность делать продольное фрезерование. Чтобы проводить обработку пальчиковыми фрезами, необходимо периодически останавливать детали, однако, конструкцией это не предусмотрено;
- Строгание и фугование. Это можно сделать при помощи валов с установленными на них лезвиями определенной конфигурации. Конструкция станка дает возможность выполнять одновременно чистовую и черновую обработку;
- Реймусование и профилирование.
Чаще всего такие модели используют для создания пиломатериала с плоской поверхностью или профилем. Всю работу можно сделать за один проход.
При помощи четырёхсторонних станков можно изготовить такие изделия, как:
- паркетная или половая доска;
- профилированный или клееный брус;
- вагонка;
- плинтус;
- имитация бруса;
- оконные и погоночные элементы.
Классификация и отличия станков
Модели деревообрабатывающей серии классифицируются по функциональному признаку: рейсмусовый, фрезерный, строгальный, (фуговальный) другие, включая торцовочный, распиловочный, универсальный. Каждый из них имеет конкретное назначение. Компактный четырёхсторонний станок выполняет:
- Строгание, создание базовой поверхности.
- Профилирование материала.
- Быструю замеуа режущего инструмента.
- Использование профильных ножей в нижнем и верхнем патроне.
- Визуальное определение размера материала по счётчику (до 0,1 мм).
- Вариация скорости (3-15 м/мин).
- Боковое перемещение шпинделей, что обеспечивается вращением рукоятки (вручную).

Оборудование выполняет обработку древесины требуемой точности, качества. Прочная чугунная поверхность со слоем нанесенного (0,3 мм) хрома ограничивает износ рабочей плоскости.
Продольно-строгальный станок
Основные узлы продольно-строгальных станков и их назначение
Строгальные станки по дереву, и в частности продольно-строгальные модификации, в качестве основного узла имеют стол, станину и траверсу. Травеста станка обеспечивает вертикальное перемещение двух суппортов, тогда как вертикальные направляющие станины обеспечивают перемещение бокового суппорта. Основное рабочее движение обеспечивается электродвигателем оборудования посредством червячно-реечной передачи столу, тогда как движение подачи суппортам.
Перемещение суппортов по направляющим траверсы и станины обеспечивается посредством отдельных электродвигателей, предназначенных для осуществления именно этой операции. Все суппорты данного оборудования конструктивно оснащаются устройством, обеспечивающим максимально быстрое передвижение, а также конструктивно приспособлены для обеспечения автоматического подъема резца в конце рабочего хода. Кроме того траверса станка характеризуется ускоренным перемещением по станине вверх и вниз за счет электродвигателя. Для управления все строгальные станки по дереву, в данном случае продольно-строгальный станок, оснащаются специальным пультом, установленном на гибком шланге и тем самым обеспечивающем расположение устройства в любом удобном для оператора месте.
Общая характеристика двухстоечного продольно-строгального станка марки 7212
Данный продольно-строгальный станок включает в свой состав следующие устройства:
- станина,
- перемещающийся по горизонтальным направляющим станины стол,
- передвигающиеся по вертикальным направляющим стоек поперечины,
- жестко соединенные со станиной и верхней балкой портала верхние суппорты,
- узел привода и коробки передач,
- коробка передач бокового суппорта,
- обеспечивающий управление станком пульт управления,
- подвесная кнопочная станция.
Привод и управление подачи суппортов продольно-строгального станка обеспечиваются посредством коробки передач, тогда как управление вертикальными суппортами продублировано с обоих концов поперечины.
Заточка ножей строгального станка
Заточка ножа обеспечивается посредством перемещения держателя с ножом вправо и влево относительно заточного камня. Во избежание колебаний упора во время заточки после каждой подачи необходимо в обязательном порядке надежно фиксировать упор посредством двух зажимных винтов. Кроме того во время заточки следует избегать выхода затачиваемого ножа за пределы заточного камня с учетом остановки держателя на расстоянии 12мм от края заточного круга. Для исключения данного явления существуют специальные регулируемые упоры, обеспечивающие возможность выставлять требуемый ход держателя.
Процесс заточки ножа
Следует особо отметить, что во время заточки строгального ножа образуется накопление и распределение воды на лезвии с заточного камня, впоследствии стекающей на корпус заточного станка и, соответственно, на пол. Вода расходуется в большом количестве и требует регулярного добавления в специальную емкость. Для уменьшения количества разливаемой воды на корпус заточного станка можно подложить под его правую ножку подкладку высотой 5–6мм и тем самым немного уменьшить количество попадающей на корпус воды. Данная мера не обеспечивает полного исключения попадания воды на корпус станка, хотя в большинстве случаев они надежно защищены и не подвержены воздействию воды.
Другой проблемой во время заточки строгального ножа является то, что камень марки SG 250 имеет свойство постоянно засаливаться и тем самым значительно снижать уровень эффективности заточки, а также увеличивать время проведения заточных работ. В результате приходится постоянно очищать заточной круг специальным бруском марки SР-650 для очистки и выравнивания поверхности заточного круга. Кроме того, процесс заточки в немалой мере зависит от качества металла строгального ножа.
Например, нож, изготовленный из стали марки HSS, попросту «убивает» заточной круг марки SG 250, являющийся более чем эффективным для заточки строгальных ножей их мягкой инструментальной стали. Оптимальным вариантом для заточки строгальных ножей из стали марки HSS являются заточные круги марки SВ–250, обеспечивающие высококачественную заточку строгального ножа на протяжении не более 20 минут с получением в результате гладкой красивой фаски лезвия со стабильно ровным заусенцем режущей кромки. После чего выполняется доводка ножа посредством специального кожаного круга с использованием пасты для доводки и полировки марки РА–70.
Принцип работы и конструкция станка
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
 Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Рейсмусовый станок Спец СРМ-2000
Фото: Фото: market.yandex.ru
Рейсмусовый станок с механической подачей СПЕЦ СРМ-2000 служит для работы на небольших строительных участках или в мелкосерийном производстве. Два ножа из быстрорежущей стали обеспечивают оптимальный результат обработки. Для точной настройки толщины стружки, а также для быстрого и точного строгания имеется хорошо читаемая шкала. Идеально гладкая поверхность стола облегчает процесс подачи заготовки благодаря хорошему скольжению.
Рейсмусовый станок Спец СРМ-2000
Достоинства:
- Мощный двигатель
- Литая платформа
- Безопасность в использовании
- Удобен в использовании
- Долгий срок службы
- Не требует специального обслуживания
Станок для профилирования бруса своими руками

Современные тенденции в строительстве позволяют получить с каждым годом более экологичный и прочный материал, к которым нельзя не отнести профилированный брус. Данное изделие имеет ряд достоинств:
- Высокая прочность;
- Отличная шумо- и теплоизоляция;
- Идеальная геометрическая форма;
- Доступность;
- Высокая производительность и быстрая окупаемость;
- Возможность устранять дефекты на неровном брусе;
- Простота монтажа.
Благодаря своим преимуществам, профилированный брус нашел широкое применение при строительстве коттеджей, вилл, дач. Для того, чтобы получить профилированный брус вам потребуется специальный станок.
Безусловно, можно купить уже готовый брус, но это значительно дороже, чем приобрести лес самостоятельно выполнить профилирование. Однако, что делать, если нет возможности купить дорогостоящий станок для производства профилированного бруса, стоимость которого составляет 150-400 тыс. рублей.
Ответ достаточно прост – фрезу для профилирования бруса можно собрать самостоятельно, и сейчас мы рассмотрим, как это делать.
Станок для профилирования бруса самостоятельно — пошаговый процесс
Профилированный брус требует оборудование качественной сборки. Чтобы знать, из чего должен состоять станок, давайте рассмотрим, какие функции он должен выполнять:
- Многопильную обработку бруса;
- Четырехстороннюю обработку бруса: строгать и профилировать;
- Торцовку и маркировку профилированного бруса;
- Межвенцовое соединение – выпиливается чашка.
Раньше для такой обработки использовали 4 отдельные станка, что значительно усложняло и удорожало технологию изготовления профилированного бруса. Однако сегодня с этим может справиться одно устройство.










Профилировочный станок состоит из:
- Станина;
- Ножевой барабан;
- Двигатель;
- Передвижной каркас с возможностью регулирования по высоте обработке;
- Фиксаторы и стопора.
Пошаговый процесс изготовления станка для профилирования 150х150:
- первым делом необходимо выбрать двигатель. Под наши параметры готового бруса 150Х150 можно посоветовать бензиновый силовой агрегат марки Хонда с объемом 196 см. куб. мощностью 6,5 л.с. – 3600 оборотов.
- далее при помощи металлических пластин, швеллеров и уголков выполняем каркасную конструкцию для крепления двигателя сверху станка, который при помощи шкивов будет вращать ножевой барабан. Для этого можно использовать уже готовые станки и снять размеры с них.
- профилированный станок будет перемещаться по направляющим при помощи роликов, которые будут крепиться по углам каждой стороны. Всего должно быть 4 ролика, который фиксируем внизу каркасной конструкции;
- после этого переходим к фиксации параллельно двигателю ножевого барабана, которые будут взаимодействовать при помощи шкивов. Стоит учесть, что для регулирования высоты и глубины обработки бруса (5-10 см), ножевой барабан вместе с двигателем должны перемещаться по вертикальной оси. Для этого можно использовать регулирующие упоры, которые можно зафиксировать.
- далее нам понадобиться сделать станину (упор), на котором будет располагаться брус и ходить профилировочный станок:
а) необходимо выполнить замер длины бруса, который необходимо будет обрабатывать, к примеру, возьмем 6 метров;
б) теперь переходим к изготовлению станины, где будет закрепляться брус. Необходим изготовить две направляющие из металла длинной по 7 метра. По ним будет ездить наш обрабатывающий двигатель. Ширину направляющие необходимо выбирать из учета роликов, который вы сможете найти под передвижной станок;
6. когда направляющие изготовлены их необходимо зафиксировать при помощи швеллеров между собой. Для этого можно использовать двутавр или обычные швеллера;
7. выставляем две направляющие на ширину станка и начинаем фиксировать швеллерами с шагом 50-80 см в зависимости от толщины направляющих и самих швеллеров;
8. когда все швеллеры приварены,переходим к сварке на них специальных квадратных или прямоугольных пластин на одинаковой высоте. На эти пластины и будет ложиться наш обрабатываемый брус. Пластины располагаем строго по центру швеллера, чтобы ножевой барабан во время работы располагался посередине пластин. Через каждый 1-1,5 метра снизу к швеллеру закрепляем специальные регулируемые фиксаторы, можно использовать струпцины, которые будут надежно держать обрабатываемый брус.
9. после того как станина зафиксирована, можно устанавливать на нее каркасную конструкцию с ножевым барабаном и двигателем. Для обработки бруса можно использовать фигурные, прямые, полукруглые ножи для изготовления пазов. Чтобы станок не выезжал за направляющую станину можно по краям приварить специальные упоры.
Фуговально-рейсмусовый станок ЗУБР СРФ-254-1600С 1.6 кВт

Фото: market.yandex.ru
Рейсмусно-фуговальный станок ЗУБР МАСТЕР СРФ-254-1600С позволяет обрабатывать древесину методом строгания по плоскости, по ребру или по заданным размерам. Установка не доставляет сложностей в управлении, смена операций происходит легко и просто. Модель не требует специального технического обслуживания. Ременная передача и защита двигателя от перегрузок способствуют длительной бесперебойной эксплуатации станка. Деталь подается автоматически при этом скорость подачи составляет 6 метров в минуту. Благодаря двум стальным ножам устройство способно работать с древесиной как твердых, так и мягких пород. Гладкая поверхность рабочего стола облегчает подачу изделия в зону реза. Оборудование оснащается аспирационным отверстием диаметром 100 мм для пылеотведения.
Фуговально-рейсмусовый станок ЗУБР СРФ-254-1600С 1.6 кВт
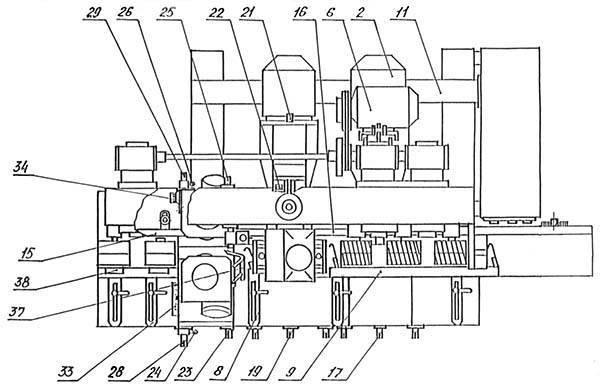
Расположение основных узлов четырехстороннего строгального станка С16-42
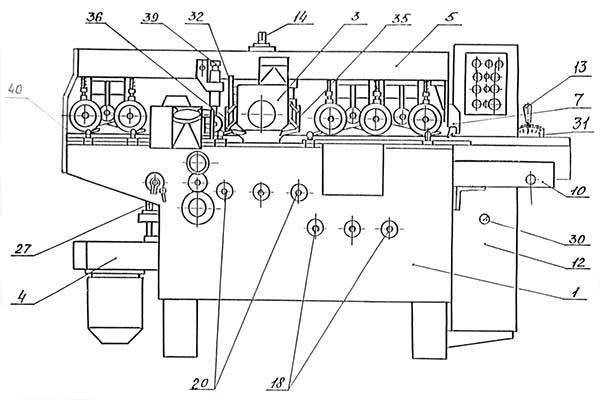
Расположение основных узлов строгального станка С16-42
Расположение основных узлов строгального станка С16-42
Перечень составных частей фуговального станка С16-42:
- 1. Станина С16-42.11.000
- 2. Суппорт нижний С16-42.02.000
- 3. Суппорт верхний С16-42.05.000
- 4. Суппорты вертикальные С16-42.03.000 2 шт
- 5. Механизм подачи С16-42.07.000
- 6. Привод подачи С16-42.08.000
- 7. Когтевая защита С16-42.16.000
- 8. Прижим С16-42.19.000
- 9. Прижим боковой С16-42.20.000
- 10. Стол передний С16-42.28.000
- 26. Трубопровод С16-42.67.000
- 27. Электрошкаф С16-42.69.000
- Х. Шпиндель С16-42.10.000 1 шт.
Органы управления фуговальным станком С16-42:
- 13. Рукоятка регулировки по высоте переднего стола
- 14. Квадрат поднастройки механизма подачи по высоте
- 15. Квадрат перемещения подвижной линейки
- 16. Винт зажима подвижной линейки
Суппорт нижний
17. Квадрат регулировки по высоте
18. Квадраты зажима при вертикальном перемещении
Суппорт верхний
19. Квадрат регулировки по высоте
20. Квадраты зажима при вертикальном перемещении
21. Квадрат осевого перемещения шпинделя
22. Квадрат зажима осевого перемещения шпинделя
Суппорты вертикальные
23. Квадрат горизонтального перемещения левого суппорта
24. Рукоятка зажима горизонтального перемещения левого суппорта
25. Квадрат горизонтального перемещения правого суппорта
26. Рукоятка зажима горизонтального перемещения правого суппорта
27. Квадраты осевого перемещения шпинделей
28. Квадрат зажима осевого перемещения левого шпинделя
29. Квадрат зажима осевого перемещения правого шпинделя
30. Замок включения напряжения
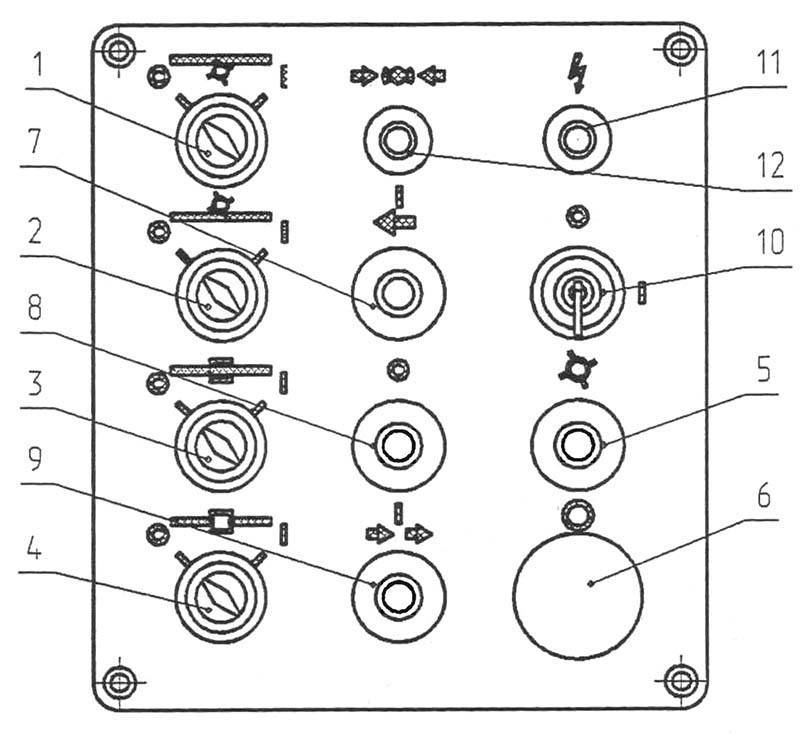
Пульт управления строгальным станком С16-42
- 1. Переключатель нижней фрезы S8
- 2. Переключатель верхней фрезы S9
- 3. Переключатель правой фрезы S10
- 4. Переключатель левой фрезы S11
- 5. Кнопка включения фрез S21
- 6. Кнопка отключения станка S2
- 7. Кнопка включения подачи “Вперед” S22
- 8. Кнопка отключения подачи “Вперед” S24
- 9. Кнопка включения подачи “Назад” S23
- 10. Переключатель включения станка S1
- 11. Сигнал наличия напряжения HL1
- 12. Сигнал торможения HL2
Созданием самодельного станка
Четырехсторонний станок промышленного изготовления многим не по карману. При этом в некоторых случаях его устанавливать просто не целесообразно. Именно поэтому решением становится создание самодельного деревообрабатывающего станка, который может проводить одновременное снятие материала по 4 сторонам.
Для того чтобы создать четырехсторонний деревообрабатывающий станок своими руками понадобится следующее оборудование и приспособления:
Рама и стол. При изготовлении рамы могут использовать уголки или трубы, которые свариваются между собой для получения цельной конструкции
Стол изготавливают из стального листа
Особое внимание следует уделить конструкции стола. Как правило, посредине его разделяют двумя валиками, под которым располагается электродвигатель
Для изменения высоты, наклона стола его крепят при помощи регулировочных болтов. Чем больше размеры болтов, тем меньше вибраций будет при работе, а конструкция будет более устойчивой. Регулировочные болты могут и не использоваться, но тогда не будет возможности настраивать четырехсторонний станок согласно особенностям производства. Ножевой вал также называют важным элементом рассматриваемой конструкции. В больше случаев он приобретается, так как провести качественную балансировку достаточно сложно
При выборе шкивов и ножевого вала следует обращать внимание на варианты исполнения, которые имеют специальные ступени. Ступенчатая цилиндрическая форма позволяет проводить изменение скорости вращения ножевого вала, что существенно повышает возможности станка
Фрезерование поверхности проходит при вращении ножевого вала вокруг свой оси и контакте с заготовкой. Движение передается через ременную передачу от электродвигателя к режущему инструменту. Рекомендуется устанавливать асинхронный электродвигатель, мощность которого находится в пределе от 2 до 5 кВт. Стоит учитывать тот момент, что с повышением мощности существенно увеличивается производительность, но и электропотребление даже при отсутствии нагрузки будет существенное. Устанавливаемый привод должен быть рассчитан на мощность электродвигателя.
Затронув тему привода следует учесть, что в подобной конструкции используется исключительно ременной тип передачи вращения от электродвигателя к валу с ножами. Это связано с тем, что изменение величины подачи может приводить к резкому скачку усилия, возникающего на валу. Другими словами, ременная передача выступает в качестве предохранительного механизма, который предотвращает передачу вибрации и сильной нагрузки на выходной вал электродвигателя. Ременная передача при сильной нагрузке может проскальзывать, она издает шум при работе станка, но также позволяет регулировать частоту вращения ножевого вала. Для того чтобы одновременно могла быть обработана каждая сторона, устанавливаются прижимные ролики. Их довольно просто выточить или можно взять уже готовые, к примеру, от выжимного устройства старой стиральной машины.
Работа шпинделей во время фрезерования вагонки
Как правило, свой четырехсторонний станок изготавливают в зависимости от условий установки и особенностей обработки. Для выполнения работы по подготовке и сборке необходимых деталей следует обзавестись следующими инструментами:
Сварочный аппарат. Деревообрабатывающий четырехсторонний станок состоит из большого количества металлических элементов. Примером можно назвать станину, которую изготавливают из уголков и труб
Следует обратить внимание на то, что использовать обычное резьбовое соединение в данном случае не рекомендуется, так как есть вероятность возникновения сильной вибрации. Все элементы рассматриваемой конструкции должны быть соединены между собой жестко
Дрель используется для создания отверстий
Для того чтобы можно было настроить высоту расположения стола, проводится создание отверстий для регулировочных болтов. Болгарка – просто незаменимый инструмент при работе с металлом. Если предусматривается самостоятельное вытачивание шкивов и роликов, то понадобится и токарный четырехсторонний станок. Можно заказать изготовление новых деталей, но дешевле найти подходящие с различных разобранных приспособлений.










Инструкция по изготовлению стандартная, в зависимости от различных условий на работу может уйти от нескольких дней до месяцев.
Особенности конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
Схема строгания заготовки на 4-х стороннем станке
Схема обработки на 4-х стороннем пяти шпиндельном станке
Виды данного оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены эти четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в разных условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4-х стороннего оборудования промышленного производства, в частных хозяйствах применяют установки по дереву, сделанные собственноручно.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения — верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подаются в 4-х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 — 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.

Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Зона обработки
Базовая установка включает 2 горизонтально располагающихся вала (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 — 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.

Компоновка узла может включать установку 5-го строгального вала, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 — 0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до определенной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю фаз работы оборудования, срочной необходимости сделать корректировку отклонения.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление появляющихся отходов.
В индивидуальном изготовлении это требует значительных затрат времени. При поточном производстве дает существенный выигрыш производительности, стандартизации качества готовой продукции из дерева.





