

Контроль сварных соединений рентгеновским излучением
Одним из самых распространенных на сегодняшний день методов контроля качества сварных соединений является рентгеновское излучение. Его также называют рентгено- и гаммаграфическим. Особенность этого метода заключается в том, что гамма-лучи способны проходить сквозь сварное соединение. Для фиксации результатов применяется специальная радиографическая пленка. В результате действия гамма-лучей на пленке возникает скрытый для обычного зрения рисунок. Его можно увидеть только после проявления и закрепления, как и в случае с фотообработкой. С целью лучшей проявки дефектов применяются концентраторы из металлических или флюоресцентных экранов.
Известно, что рентгеновские лучи являются теми же электромагнитными колебаниями, имеющие определенную частоту. Принимает излучения специальная рентгеновская трубка. Она оснащена двумя электродами, расположенными в баллоне. Процесс образования излучения возникает в момент торможения электронов, которые задерживаются анодом. При этом электрон принимает кинетическую энергию, равную E=eU. Когда достигается минимальная длина волны Emax=hc/λ0.
электронов на аноде, генерируется максимальное количество рентгеновского излучения. Учитывая, что h – постоянная Планка и равна 6,625∙10-34 Дж/с, с – это скорость света в вакууме, а е – заряд электрона равный 1,602∙ 10-19 Кл, то приравняв Е и Emax, можно определить минимальную длину волны λ0 и она будет равна
Если увеличивать напряжение на аноде, то длина волны становится меньше. В результате излучается спектральный состав рентгеновского излучения. В результате этого увеличивается максимальная энергия непрерывного спектра. Если изменять ток анодной трубки, то аналогично изменяется и интенсивность рентгеновского излучения. Дозу облучения можно определить из произведения анодного тока и длительности времени, на протяжении которого происходило воздействие.
Рентгеновская трубка обладает очень малым КПД, которые не превышает 2% от всей энергии электронов. Все остальное уходит на нагрев, который выводится специальной средой наружу. Для регистрации рентгеновского излучения, прошедшего через сварное соединение, используется эмульсия специальной радиографической пленки.
1. Радиографическая техническая плёнка Р8Ф; 2. Рентгеновская плёнка Agfa D5
Так как любая используемая для контроля качества сварки радиографическая пленка не имеет идеального участка на кривой, то контрастность и градиент определяется индивидуально из соотношения γd = dD/(d lg D). D – Плотность почернения пленки. Если используется безэкранная пленка, то плотность почернения в них Dб определяется пропорциональностью проявленных пятен. Экспозиция X при этом определяется количеством квантов, которые прошли через пленку. В таком случае Dб = Dmaх, k – чувствительность пленки, а Dmaх является величиной максимальной плотности почернения. Если используется экран, то уравнение будет иметь вид:
Пленки обладают, так называемой, спектральной чувствительностью. Это свойство указывает на способность получать разные плотности почернения с одинаковой экспозицией, но разной дозой. Спектральная чувствительность обозначается буквой Q и определяется по формуле
Все радиографические пленки характеризуются разрешающей способностью. Она определяет количество различимых штриховых линий на расстоянии 1 мм. Наиболее качественными в этом плане являются пленки типов РТ-4 М и РТ-5. Они также являются мелкозернистыми
Контроль с использованием усиливающих кранов позволяет получить более существенную картину, но при этом важно правильно выбрать материал для изготовления экрана, которым может быть олово, свинец, вольфрам. Материал выбирается в зависимости от величины питающего напряжения до 100 кВ и свыше 100 кВ. В промышленных масштабах для проведения контроля качества сварного шва используют пленку РТ-СШ
В качестве экрана применяется лавсан с покрытием из тяжелых элементов, заменяющих свинец. Выделяют 4 класса рентгенографических снимков.
В промышленных масштабах для проведения контроля качества сварного шва используют пленку РТ-СШ. В качестве экрана применяется лавсан с покрытием из тяжелых элементов, заменяющих свинец. Выделяют 4 класса рентгенографических снимков.
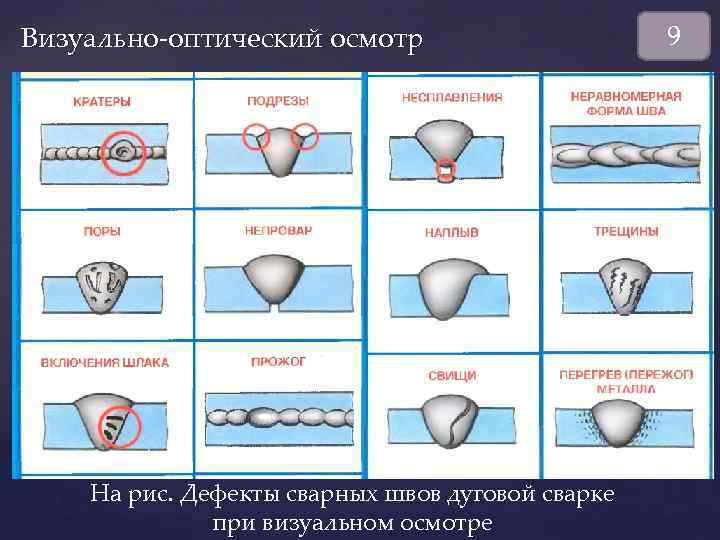
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- магнитный метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.
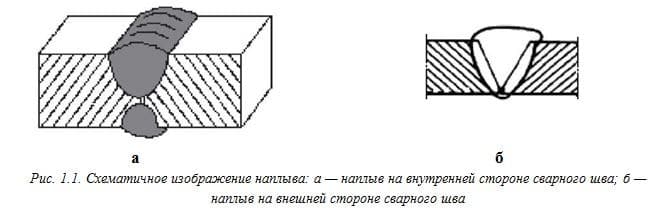
Наплывы на внутренней и внешней стороне сварного шва. Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Контроль герметичности
Контроль качества сварки и сварных соединений включает в себя исследование на непроницаемость. Герметичность – это отсутствие пропускания как жидких, так и газообразных веществ. Контроль герметичности сварных соединений обнаруживает сквозные дефекты, через которые возможен выход газов или жидкостей наружу или проникновение их внутрь.
Проверка сварных швов на герметичность является неразрушающим видом контроля. Суть метода состоит в оценке количества протекающей через сквозной дефект жидкости или прохождения газа и сравнении этой величины с допуском, который указывается в технических условиях. Существуют сварные соединения, которые в обязательном порядке подлежат проверке на герметичность. В частности к ним относится контроль сварных швов трубопроводов, к которым предъявляются особые требования.
Все существующие методы контроля герметичности сводятся к созданию избыточного давления или, наоборот, разрежения воздуха для того, чтобы обнаружить место, через которое происходит протечка. Перед началом проведения контроля поверхности следует ее подготовить: почистить их и обезжирить. Существуют разные методы испытаний на герметичность.
Гидравлический способ
Методы контроля качества сварных швов включают в себя проверку с помощью обычной воды. Контролируемое соединение заполняют водой и, применяя насос или гидравлический пресс, создают давление в полтора или два раза превышающее рабочее. При этом наблюдают за сварными швами. Утечка жидкости означает наличие сквозного дефекта.
Пневматический контроль
При проверке используется сжатый воздух, азот или инертный газ, который подают на испытываемую конструкцию. Если она имеет небольшие габариты, то можно поместить ее в воду и обнаружить дефект и его местоположение по выходящим наружу пузырькам.
Если проверке подлежат крупногабаритные соединения, то контроль можно осуществить с помощью пенного индикатора, который представляет собой раствор мыла в воде. При низкой температуре часть воды можно заменить спиртом или добавить глицерин.
В целях безопасности подключают предохранительный клапан и манометр. Наблюдая за показаниями манометра можно осуществлять контроль давления. При наличии сквозных дефектов давление будет уменьшаться. Если давление превысит допустимый уровень, то предохранительный клапан снизит его.
Испытание керосином
Используется свойство керосина, заключающееся в том, что он может подниматься по трубкам, имеющим небольшое поперечное сечение. При испытании роль такой трубки выполняет сквозная трещина или подобный дефект.
На одну из сторон соединения наносят раствор мела в воде и дают ему высохнуть. Затем противоположную сторону смачивают керосином. Время, за которое он может проявить себя, зависит от толщины соединения. При наличии сквозного дефекта на стороне, покрытой меловым растром, можно будет четко увидеть пятна керосина.
Испытание аммиаком
Предварительно подлежащие контролю швы покрывают бинтом, пропитанным фенолфталеином. Вместо бинта можно использовать бумажную ленту. Затем подается аммиак, находящийся под давлением. После прохождения аммиака на ленте или бинте остаются характерные следы.
Проверка течеискателем
Такой метод, называемый ПВТ-контролем сварных соединений, является высокочувствительным и используется для контроля ответственных конструкций. Применяются гелиевые и галоидные течеискатели.
Непрерывное литье
Получение слитков и других изделий, во время перемещения расплава вдоль зон заливки и остывания называют непрерывным литьем. При этом сама литьевая форма может оставаться неподвижной или совершать определенные перемещения.


https://youtube.com/watch?v=lK3A_eyCXyo
Такой вид разлива металла позволяет получать отливки неограниченной длины. Но на самом деле длина отливок напрямую зависит от размеров производственного помещения. Качество получаемого металла напрямую зависит от равномерности скорости перемещения и разлива расплавленного металла, времени кристаллизации и вида удаления отливки. Для ускорения процесса кристаллизации применяют водяное охлаждение. Еще одно преимущество непрерывной разливки металла – это небольшое количество отходов, получаемых во время работы. Кроме того, эта технология разливки металла позволяет снизить трудоемкость процесса и уменьшить количество необходимо оснастки и инструмента.
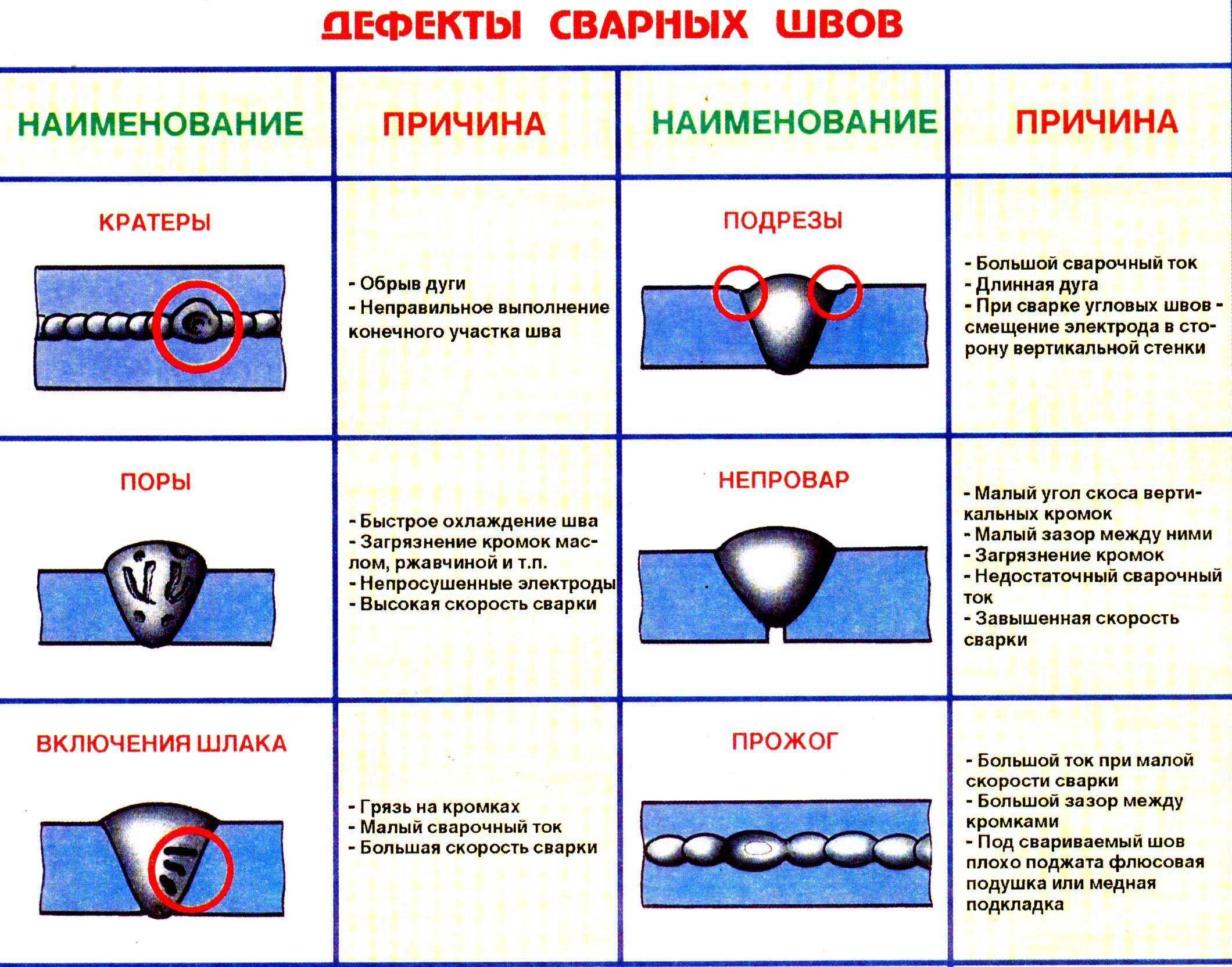
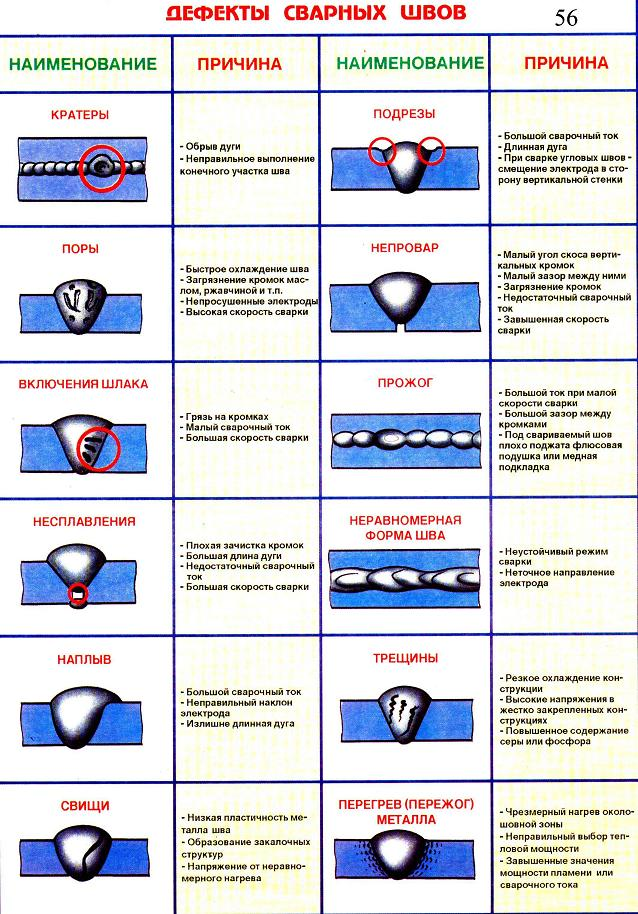
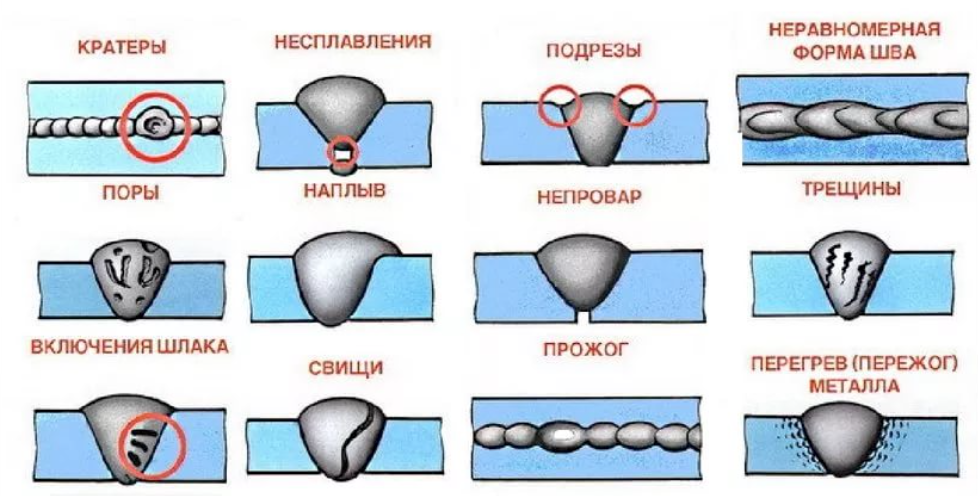
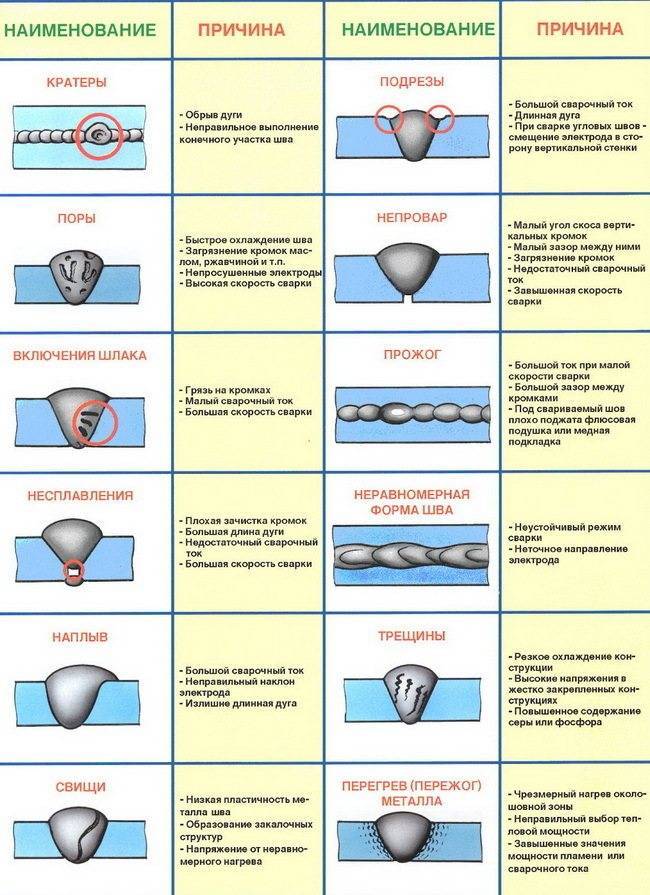
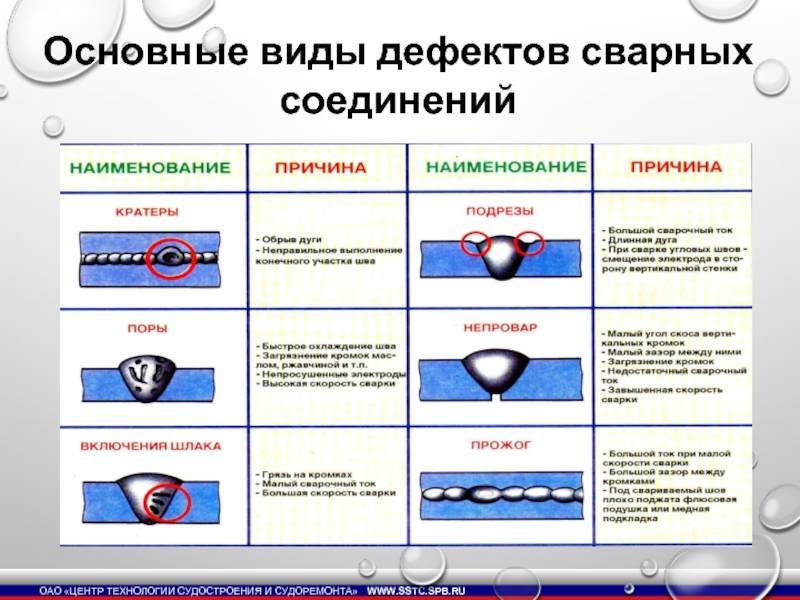
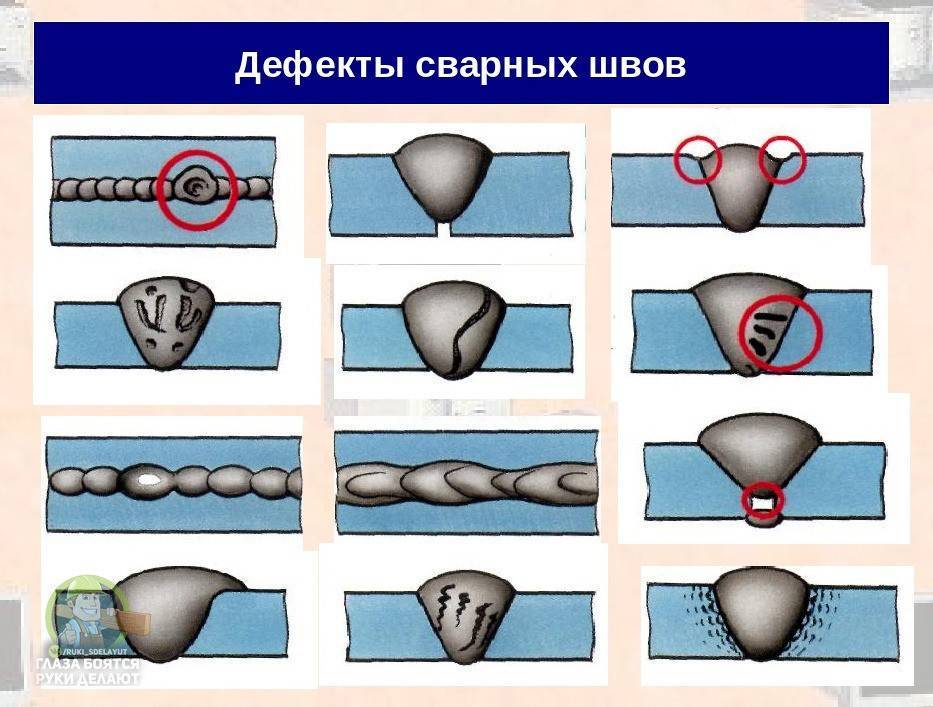
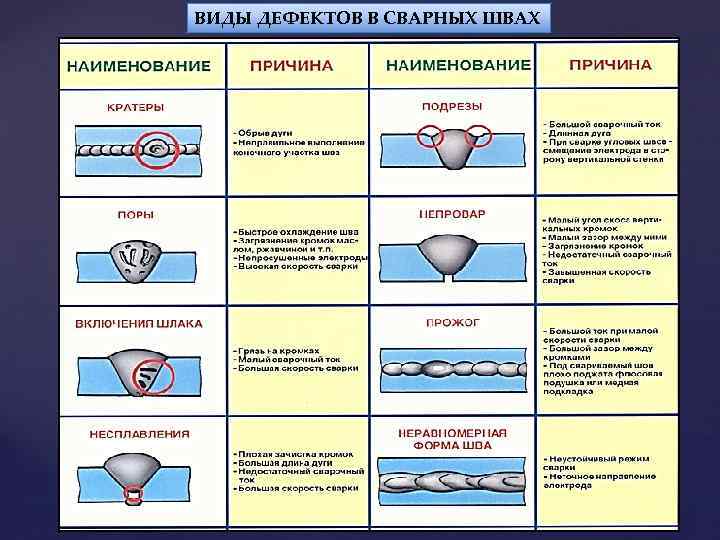
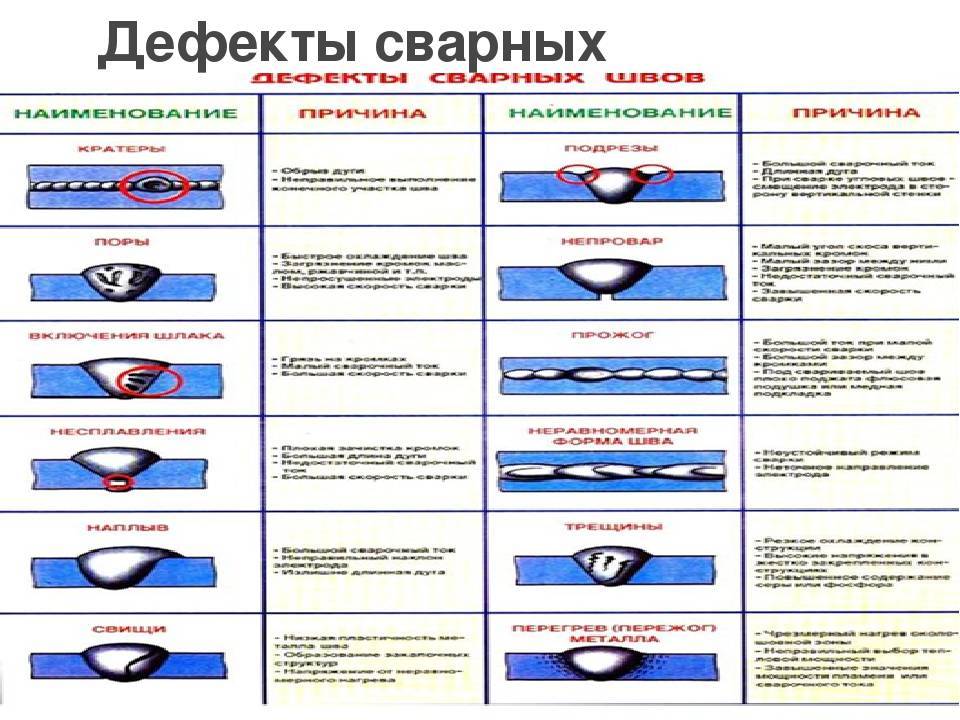
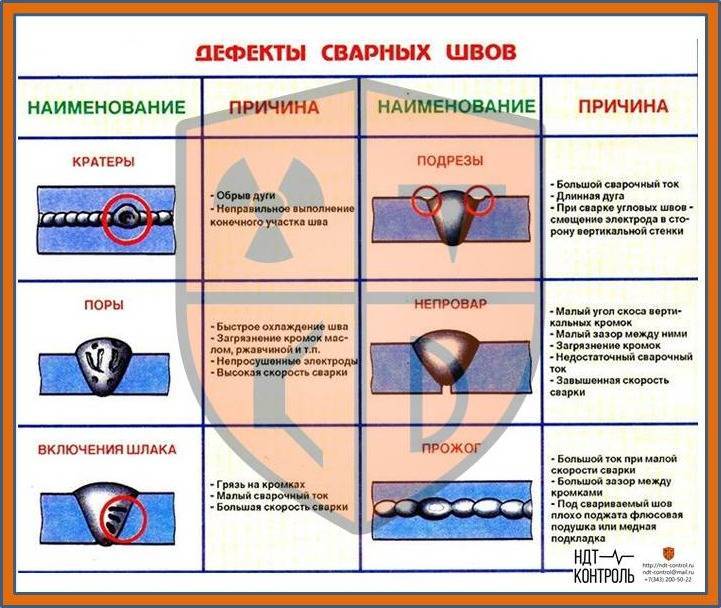
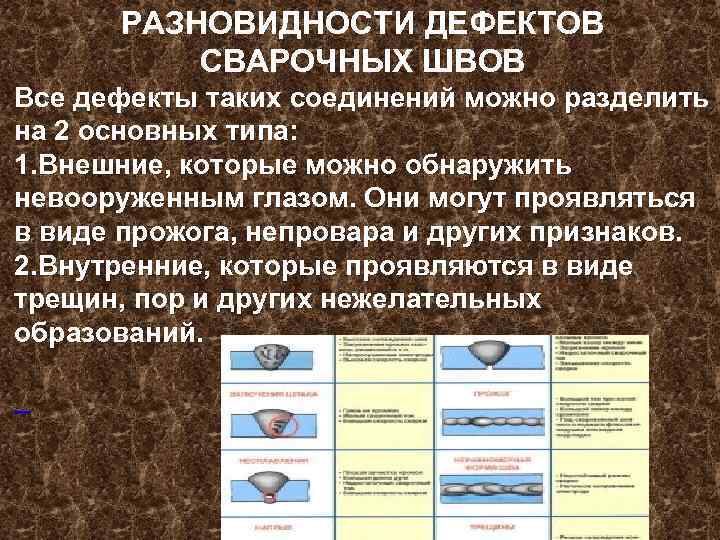
Распространенные дефекты
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.
В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
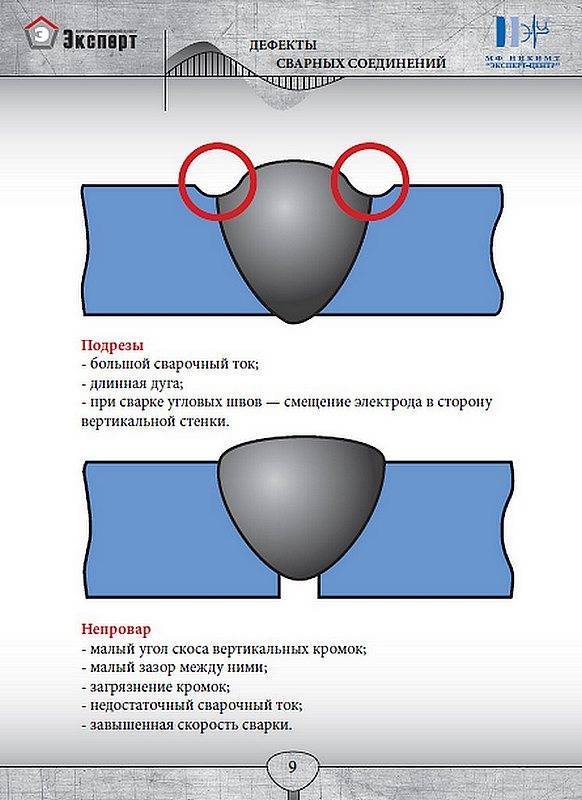
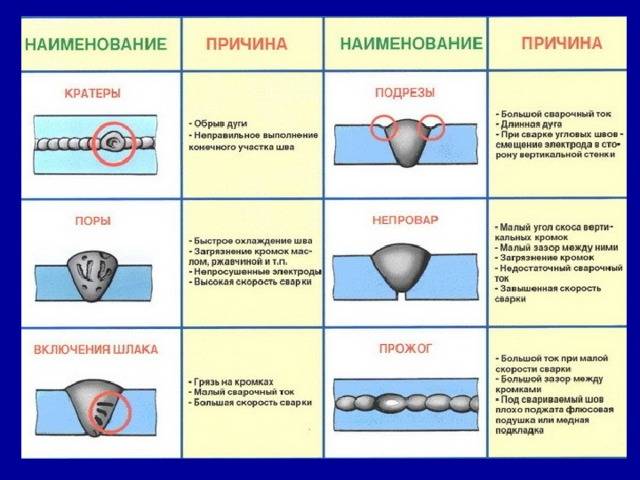
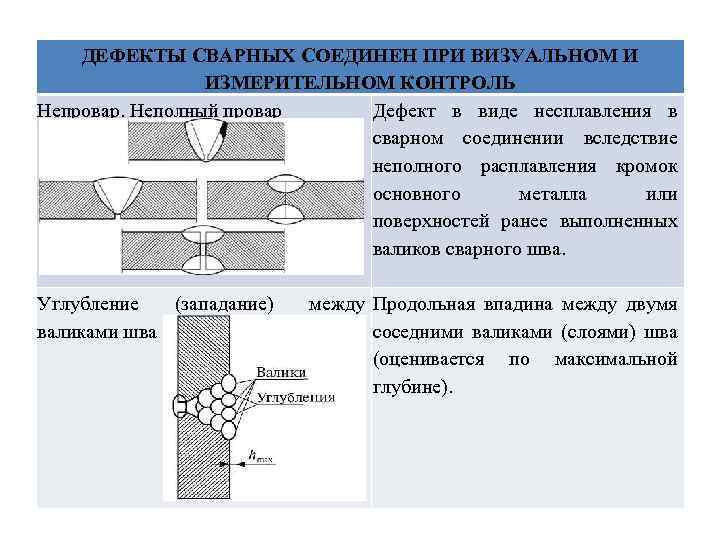
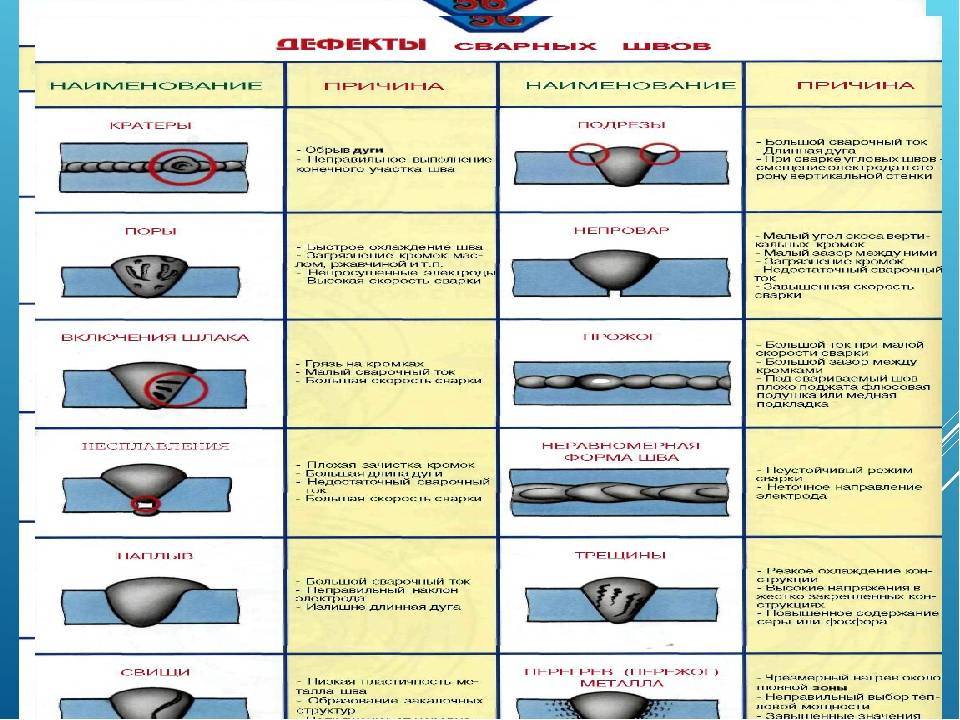
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная разделка кромок или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
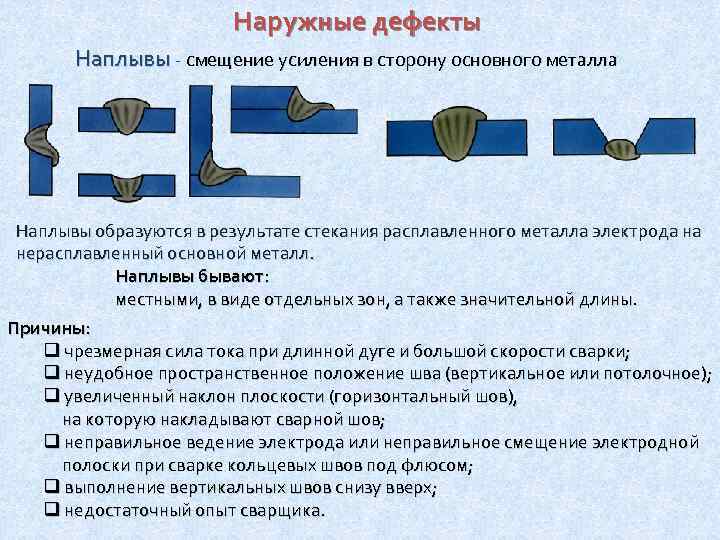
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили режим сварки или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов
Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления
Так что получить прожог на алюминиевой заготовке проще простого.
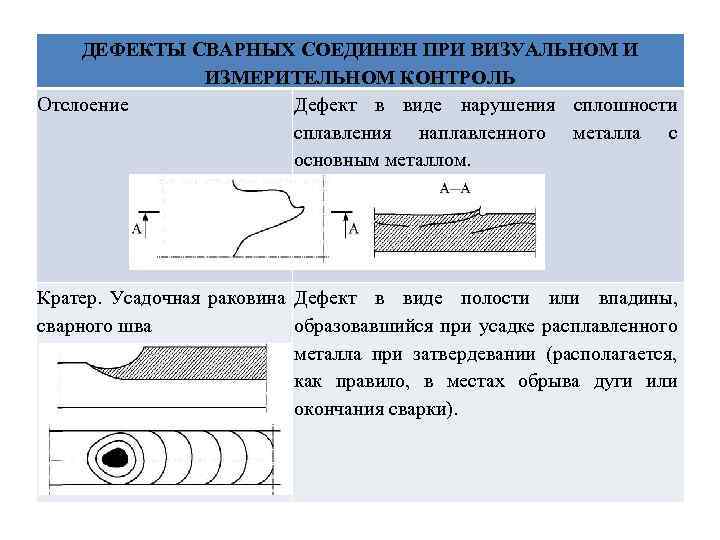
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Классификация дефектов сварных соединений
Далеко не в каждом случае получается добиться идеального качества сварного соединения. При желании можно найти отклонения от установленных требований. Полностью классификация сварных соединений изложена в пунктах ГОСТа 30242-97. Документ содержит информацию обо всех возможных изъянах. Из них можно выделить часть, которые чаще других встречаются при контрольном осмотре соединительных стыков.
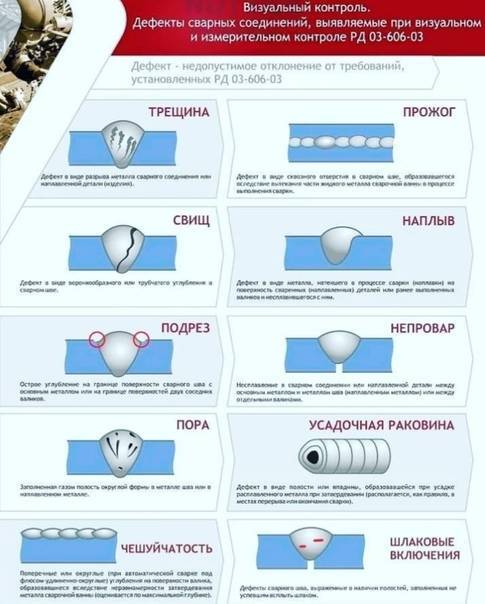
Трещины
Наибольшее негативное влияние на качество сварного шва оказывают трещины. Потенциально они наиболее опасны, поскольку могут стать причиной быстрого разрушения всей конструкции, что в свою очередь может привести к трагедии.
Появляются трещины по разным причинам:
- стыки расположены неправильно;
- место сварки было резко охлаждено;
- неправильно подобраны расходные материалы;
- металл кристаллизировался вследствие избыточно высокой температуры.
По способу образования трещины могут быть продольными, поперечными или радиальными, а по размеру принято различать макро- и микротрещины. Вне зависимости от вида, причин и способа образования трещина является недопустимым дефектом.
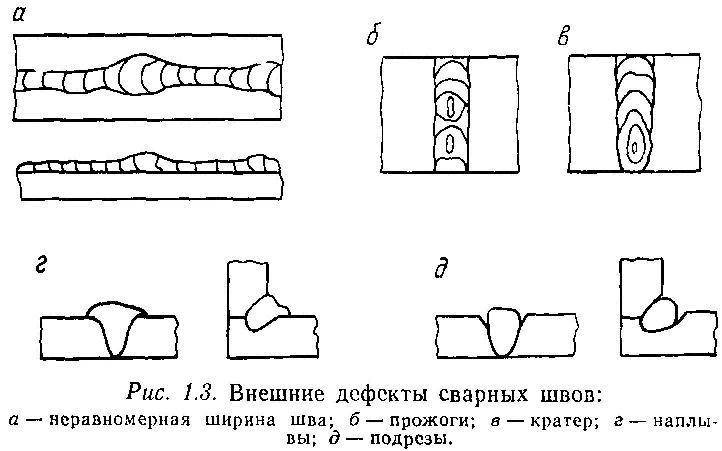
Подрезы
Визуально изъян представляет собой продольное углубление с наружной части шва. Из-за подреза уменьшается сечение шва и образуется внутреннее напряжение соединения. Прочность такого шва вызывает большие сомнения. Основная причина образования дефекта – завышенный показатель сварочного тока. Чаще всего подрезы характерны для горизонтальных швов.
Наплывы
Избыточный расплав натекает на поверхность заготовки, остывает и образует ложный валик. Это наплыв, не имеющий прочного сплавления с рабочей поверхностью. Чаще всего дефект образуется при горизонтальной сварке стыковых или угловых швов. Причиной их образования является недостаточный прогрев основного металла, из-за избытка присадочного материала или окалин на кромках стыкуемых поверхностей.
Прожоги
Изъян представляет собой сквозное отверстие, которое образуется из-за вытекания металла из сварочной ванны. Как правило, из обратной стороны образуется наплыв. Провоцирует прожог слишком медленное перемещение электрода по линии стыка, слишком большой ток, недостаточная толщина прокладки или же неплотное ее прилегание, большой зазор между деталями.
Непровары
Если между швов и основным металлом есть участки, где видно несплавление между ними, то это непровар. То есть, основной металл не прогрелся как следует, чтобы образовать с расплавом единое целое. Такой дефект сильно понижает прочностные характеристики соединения и все конструкции в целом. Причиной непровара может быть слишком высокая скорость перемещения электрода, плохая предварительная подготовка кромок, присутствие окалины, ржавчины и прочих загрязнений на поверхности соединяемых заготовок.
Кратеры
Небольшие углубления в сварном валике образуются в результате разрыва сварочной дуги. Изъяны приводят к уменьшению поперечного сечения стыка, что снижает степень его прочности. вторичная опасность кратера заключается в том, что его дно может иметь дополнительные рыхлые включения, приводящие к появлению трещин.
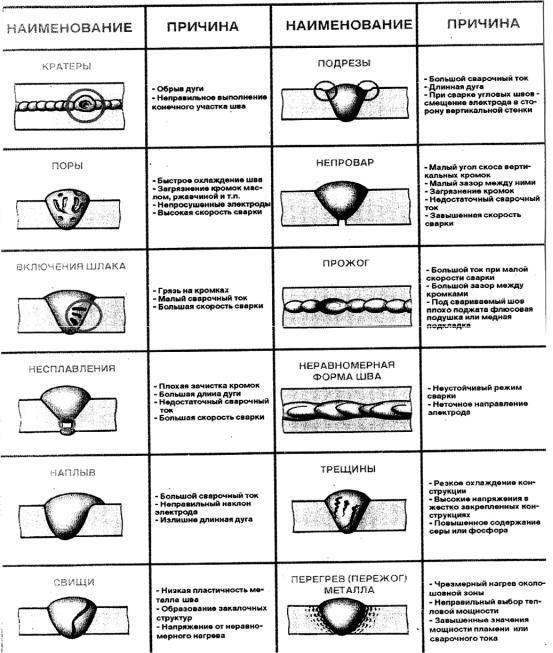
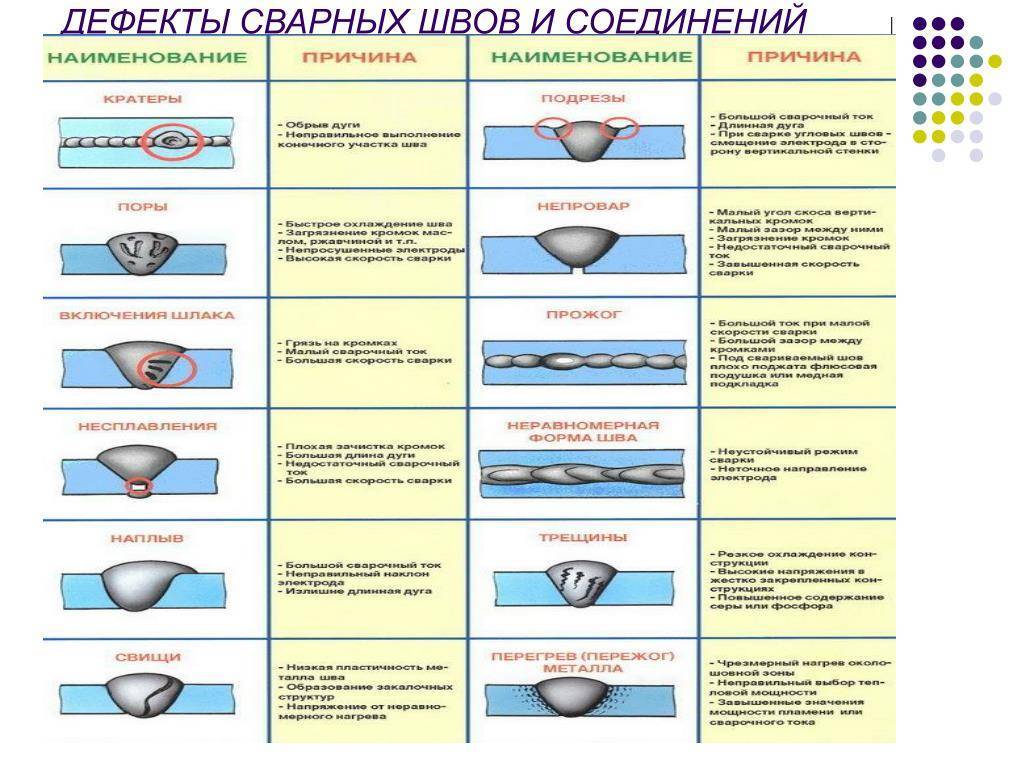
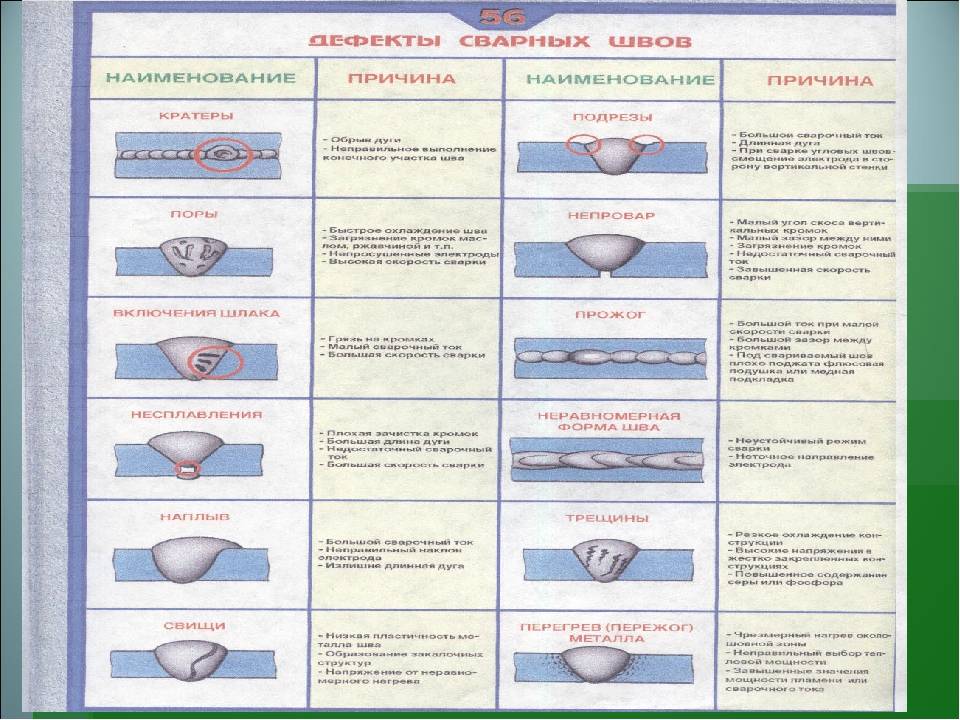

Свищи
Изъяны представляют собой поверхностные дефекты в виде полостей. Они снижает прочность стыка и дополнительно опасны тем, что могут провоцировать образование трещин. Свищи характеризуются произвольной формой, могут образовываться как на внешней стороне, так и на внутренней.
Поры в сварном шве
В процессе сварки могут образовываться наполненные газами поры. Причиной их возникновения являются разные загрязнения на поверхности заготовки, высокая скорость перемещения электрода, слишком высокое содержание углерода в присадочном материале.
Посторонние включения
Качество шва значительно снижается из-за посторонних включений – шлаковых, флюсовых, оксидных, вольфрамовых и прочих. Основной причиной, которая их вызывает, является неправильно выбранный режим сварки.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока металлоконструкции, могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
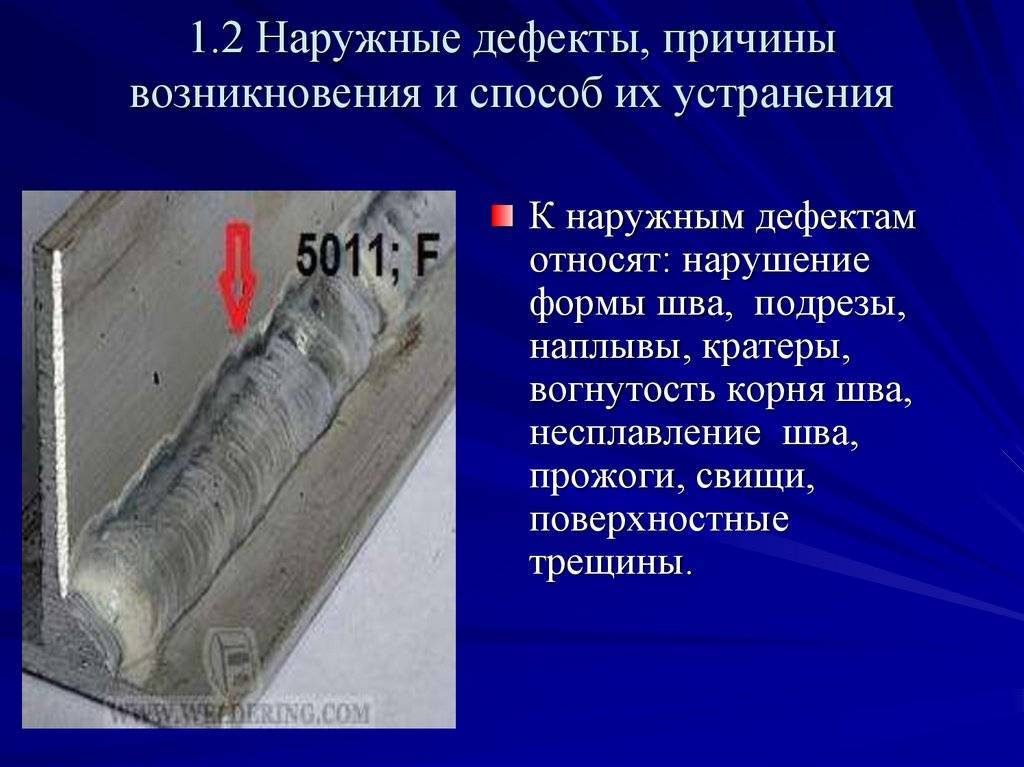
Внешние дефекты сварных швов.
Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления
Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты
Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
Это интересно: Типы сварочных аппаратов, принцип работы устройства (видео)
Дефекты группы 3 – Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение
Твердое включение (300) – твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение
Шлаковое включение (301; Ва) – шлак, попавший в металл сварного шва.
В зависимости от условий образования такие включения могут быть:
- линейными (3011)
- разобщенными (3012)
- прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).




При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение
Флюсовое включение (302; G) – флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
- линейными (3021)
- разобщенными (3022)
- прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение
Оксидное включение (303; J) – оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение
Металлическое включение (304, Н) – частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
- вольфрама (3041)
- меди (3042)
- другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений – замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.





