

Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
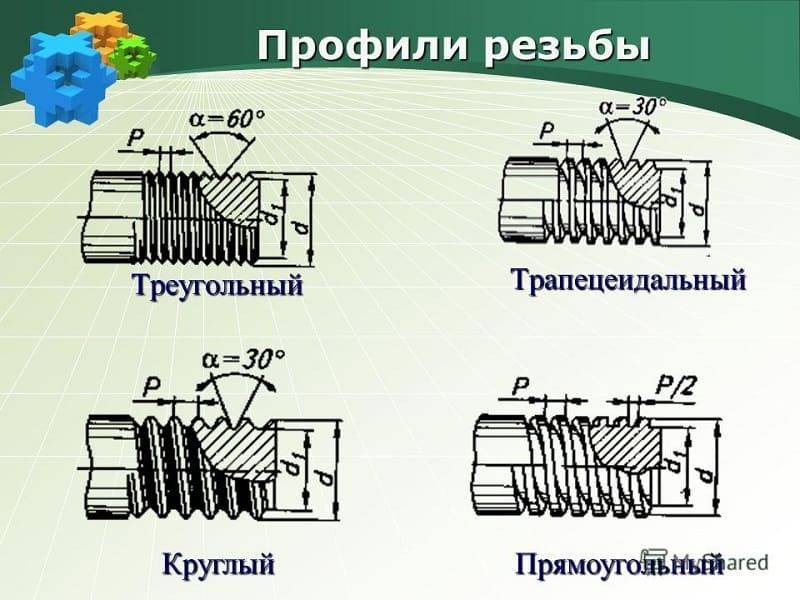
Профили резьбы
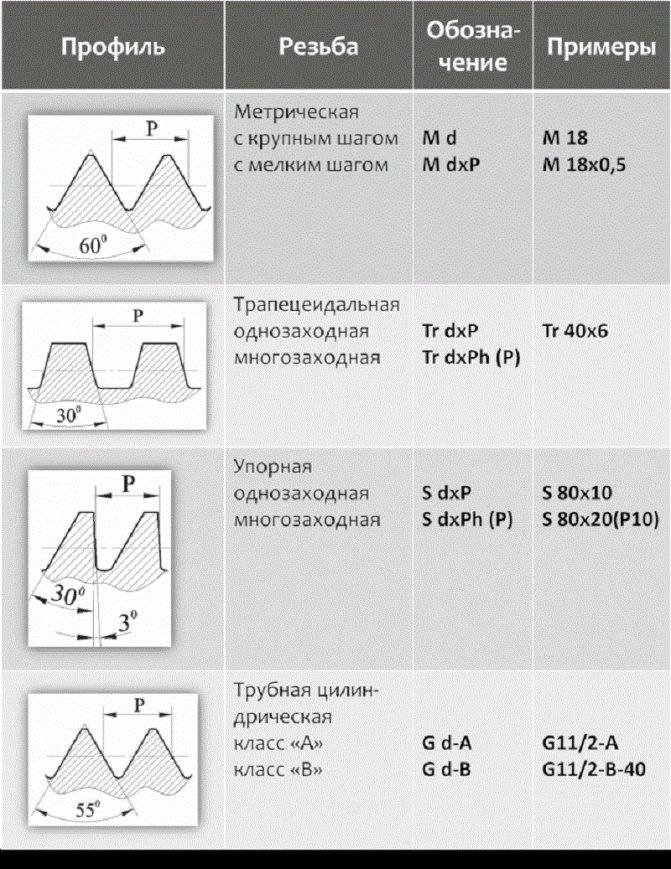
Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
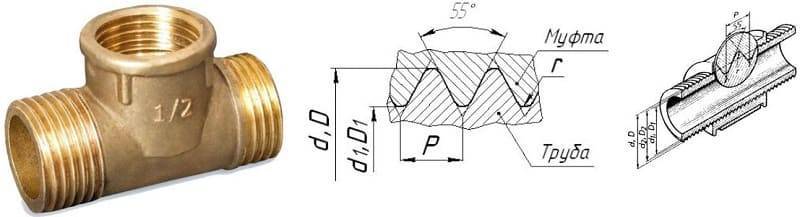
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| . | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 – С40 |
| Тавровое | Т1 – Т9 | |
| Нахлесточное | Н1 – Н2 | |
| Угловое | У1 – У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 – С27 |
| Тавровое | Т1 – Т10 | |
| Нахлесточное | Н1 – Н4 | |
| Угловое | У1 – У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
фаска
ламинат с фаской. Раньше ламинат выпускался со специальными замковыми креплениями, а что фаска такое знают далеко не все. Фаска – это особая обработка края, где используются небольшие скошенные углубления разной формы. Углубления и выпуклости устроены таким образом, чтобы полностью имитировать дорогой паркет. Углубления на самых высококачественных вариантах панелей создаются посредством технологии прессования, чтобы не снижать прочности доски.


Для чего нужна фаска ламината ?
Фаска даёт небольшие зазоры между панелями, которых некоторые хозяйки необоснованно боятся, так как бытует мнение, что они сильно собирают пыль. Но на самом деле коэффициент загрязнения ламината с фаской не больше, чем паркета. Фаска создаёт привлекательный визуальный эффект обособленности каждой доски. Дешёвый пол из ламината получает вид дорогого паркета. Рисунок получается более выразительным и «объёмным». Практическая польза от фаски – возможность скрывать неровности пола большие, чем при укладке обычного ламината .
Виды ламината с фаской
Фаска ламината может иметь разную глубину и форму. По форме различают обычные, фигурные и вальцованные фаски. Обычные и фигурные углубления вырезаются, а вальцованные – выдавливаются при помощи специального оборудования. Ламели с вальцованными фасками самые прочные и влагостойкие.
• Фаска 2V равномерная – углубление имеет одинаковую глубину на всём протяжении. • Фаска 2V неравномерная – углубление имеет неравномерную глубину и форму, что используется для визуального состаривания готового покрытия. • Фаска 4V также бывает равномерной и неравномерной глубины паза. • Фаска U – самая маленькая из всех разновидностей (углубление 1 мм). Имеет форму буквы U с закруглёнными краями.
Укладка ламината с фаской
Те домашние умельцы, которые привыкли к обычному ламинату , считают , что вариант с фаской укладывать намного сложнее. Но это не совсем так. Технология укладки такого покрытия ничем не отличается от укладки паркета. Больше того, укладывать ламинат с фаской легче, чем с обычными замковыми креплениями потому, что не требуется так идеально выравнивать основание. Особая форма досок (особенно с эффектом состаривания ) позволяет довольно эффективно скрывать неровности до 2 мм.
Циклический режим работы команды Chamfer
Команда Фаска в AutoCAD может работать в циклическом режиме. Отвечает за этот режим опция команды «Несколько». Данная опция позволит продолжить в Автокад создание фаски после первого ее применения».
Совет
Программа позволяет делать фаски, даже если сами объекты не пересекаются, но пересекаются их продолжения. Объекты автоматически достраиваются и при необходимости их концы подрезаются в точках фаски.
Режим построения фасок в Автокаде с обрезкой. Объекты автоматически достраиваются, их концы подрезаются в точках фаски.
Режим построения фаски в AutoCAD без обрезки. Фаска строится. Объекты автоматически не достраиваются и в концах в точках фаски не подрезаются.
Примечание
Использование команды Автокад Фаска во многом схоже с использованием команды Сопряжение.
Как сделать фаску по длине и углу
Команда Фаска расположена на инструментальной панели Геометрия.
Вызываем команду и на Панели параметров выбираем способ построения «По длине и углу»
Указываем необходимую длину фаски и угол
Также важное значение имеют свойства «Усекать элемент 1» и «Усекать элемент 2». Как определить, что такое элементы 1 и 2? При построении фаски необходимо кликнуть по двум объектам между которыми фаска и будет строиться
Элемент 1 — элемент по которому кликаем вначале.
Например, нам нужно построить фаску на углу с длиной 50 мм, углом 30 град и чтобы элемент 1 не усекался. Настройки в этом случае будут иметь вид:
Вначале указали горизонтальный отрезок, потом вертикальный, получили вот так:
Горизонтальный отрезок, как и указали, не усекся, а вертикальный усекся, длина фаски 50, угол 30.
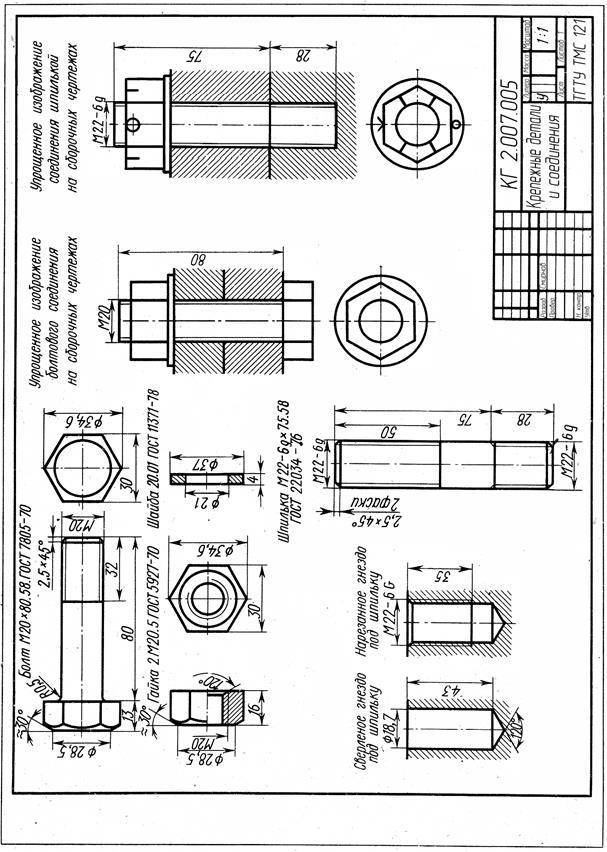
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров
Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
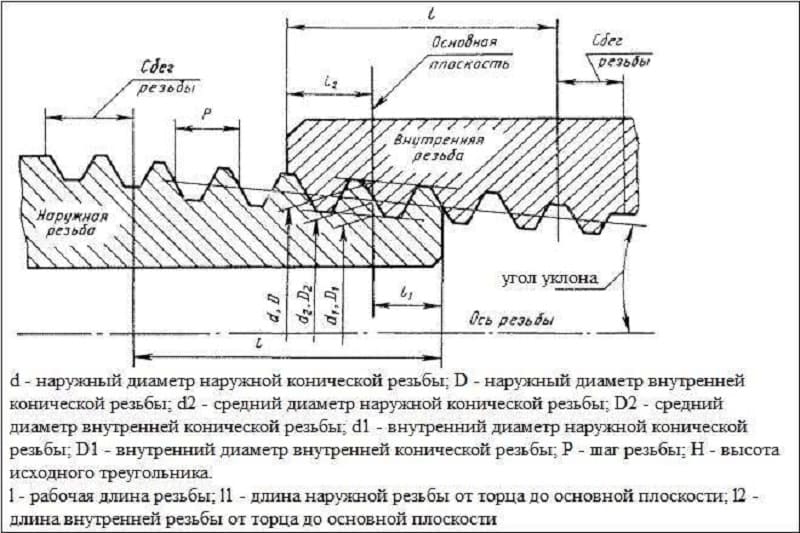
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.


![[команда автокад фаска] как сделать фаску (произвести скос углов)](https://labequip.ru/wp-content/uploads/8/9/a/89a3ccb14674c7a581fa5802efabb365.jpeg)
Как правильно установить окна в стене из бруса
Если проем в стене был сделан в черновом варианте (см. выше), то установку окна начинают с выпиливания проема под нужный размер. Для этого по границе пропила набивают рейку, поз.2 на рисунке, и цепной пилой по краю рейки отпиливают брусья.
 123456789101112
123456789101112
Затем дисковой пилой на торцах брусьев стены (простенка) вырезают шипы. На шипы, поз.10, насаживают пазом колоду, поз.11. Стыки уплотняют утеплителем. Колоду прибивают к брусу стены гвоздями, забиваемыми под углом, поз. 12. Так гвозди не будут препятствовать усадке сруба.
В подготовленный таким образом проем вставляют оконную коробку, которую крепят к колоде саморезами. Над оконной коробкой обязательно оставляют зазор, поз.8, для компенсации усадки сруба. Величина зазора 5-7 см. Зазор заполняют мягким утепляющим материалом.
Компенсационный зазор необходимо оставлять и над верхним торцом колоды.
Аналогичным образом готовят проемы и вставляют в стены из бруса двери.
После окончания сборки первого этажа дома, сруб перекрывают балками межэтажного или чердачного (если строение одноэтажное) перекрытия.
Могут быть конструктивным элементом . А могут выполнять и самостоятельную функцию.
На следующей странице описана конструкция ломанной крыши дома из бруса, где балки перекрытия этажа одновременно служат и элементом силового каркаса мансардной крыши.
Посмотрите видеоклип, в котором довольно подробно рассказывается и показывается технология монтажа сруба из строительного бруса.
Легкие кромкоскалывающие станки
Скажу сразу, что оборудование данной категории позволяет обрабатывать кромку только под углом. Если вам требуются дополнительные задачи, например, торцевание — смело переходите к следующему разделу «Универсальные кромкофрезерные станки».
Ультралегкий автоматический кромкорез UZ-12
Как следует из названия, максимальная ширина фаски — 12 мм. Достигается она путем скалывания материала специальной кромкоскалывающей фрезой, благодаря чему достигается высокая скорость обработки — 1,8 м/мин и практически бесшумная работа. А рекордно низкая для машин данного типа масса в 30 кг, позволяет перемещать станок по цеху одним оператором без использования специальных средств. Более того, в станке используется редуктор червячного типа, благодаря которому заявленная гарантия производителя составляет 5 лет! Стоит также отметить высокий ресурс фрезы и возможность ее многократной заточки.
 Кромкорез автоматический UZ-12
Кромкорез автоматический UZ-12
 Фаска, выполненная кромкорезом UZ-12
Фаска, выполненная кромкорезом UZ-12
Быстрый автоматический кромкорез UZ-15
Одна из самых популярных моделей, сочетающая высокую скорость обработки 3,6 м/мин, плавную регулировку угла от 15° до 50°. При максимальной ширине фаски 15 мм. UZ-15 прекрасно справляется с обработкой нержавеющей стали, сохраняя при этом высокий ресурс кромкоскалывающей фрезы.
 Кромкорез автоматический UZ-15
Кромкорез автоматический UZ-15
 Фаска, выполненная кромкорезом UZ-15
Фаска, выполненная кромкорезом UZ-15
Мощный автоматический кромкорез UZ-18
Новинка! Одна из самых производительных автоматических кромкоскалывающих машин на рынке!
Сочетает в себе все преимущества перечисленных моделей при еще большей производительности. Максимальная фаска до 18 мм, скорость обработки — 1,9 м/мин. Используется редуктор червячного типа, позволяющий продлить срок гарантии до 5-и лет!
Таким образом, можно отметить, что данные модели позволяют легко выполнять двухстороннюю фаску формы X и K, без необходимости кантования громоздких листов. Процесс обработки кромки происходит быстро и бесшумно. А универсальный 3D-манипулятор позволяет легко перемещать оборудование по цеху.
Как поставить фаску по двум длинам
Запускаем команду Фаска, расположенную на инструментальной панели Геометрия.

На Панели параметров выбираем способ построения «По двум длинам»
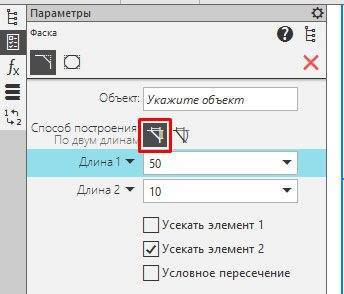
Указываем две длины фаски
Также важное значение имеют свойства «Усекать элемент 1» и «Усекать элемент 2». Как определить, что такое элементы 1 и 2? При построении фаски необходимо кликнуть по двум объектам между которыми фаска и будет строиться. Элемент 1 — элемент по которому кликаем вначале
Элемент 1 — элемент по которому кликаем вначале.
Например, нам нужно построить фаску на углу с длиной 1=50 мм, длиной 2=20 мм и чтобы оба элемента усекались. В таком случае настройки будут иметь вид:

Было вот так:
Вначале указали горизонтальный отрезок, потом вертикальный, получили вот так:
Деревянные полы

При настилке полов деревянными досками нужно учесть много нюансов. Это и качество материала, и степень его просушки, и условия, при которых будет эксплуатироваться поверхность. Если с двумя первыми вопросами можно легко определиться заранее, то условия эксплуатации пола не всегда можно спрогнозировать достоверно. В этом случае применяется фаска. Что это такое — пояснялось выше. Она не только позволит выглядеть полу более аккуратно и красиво, но и поможет избежать видимых щелей между досками, которые обязательно появятся со временем.

При работе с массивом дерева может возникнуть вопрос: «Как сделать фаску?» Тем более что деревообрабатывающий станок для этого не совсем подходит. Прежде всего, материал шлифуют начисто (сделать это потом будет невозможно). Для снятия фаски используют с кромочной фрезой на подшипнике. Это позволяет добиться идеального качества обработанной поверхности даже при небольшой кривизне досок.
Разделка трещин в металле
Заваривание трещин в металле без предварительной подготовки краев приводит к распространению дефекта даже при незначительных механических нагрузках. Обработку поверхностей разрушения (изломов) необходимо проводить по всей глубине и протяженности.
Подготовку треснувших деталей проводят в такой последовательности:
- Измерение границ повреждения. Определение концов трещины позволяет правильно выбрать точки сверления и предотвратить дальнейшее распространение дефекта. Если границы трещины сложно определить визуально, то можно нагреть поврежденную зону газовой горелкой до +100…+150°С.
- Нанесение разметки. Обнаруженные концы нужно обозначить с помощью кернера. Лунки, оставленные инструментом, являются ориентирами при установке сверла.
- Сверление. Концы дефекта обрабатывают сверлом диаметром 6-12 мм. Если толщина треснувших заготовок составляет более 100 мм, то диаметр инструмента увеличивается до 20-25 мм. Центр отверстия должен совпадать с концом дефекта или отступать от него на 3-5 мм. Для обеспечения полного провара трещины отверстия на концах обрабатывают зенкером на 35-50% толщины заготовки. Если сверление невозможно по технологическим причинам, то отверстия в детали можно выполнить газокислородным резаком.
- Разделка краев. Обработку кромок производят механическим или термическим методом. В зависимости от толщины заготовки выбирают V- или Х-образную форму края. Разделывать металл необходимо не менее чем на 3 мм глубже залегания трещины. Сквозные дефекты обрабатывают с обеих сторон, поскольку двухсторонний шов позволяет сэкономить расходные материалы и повысить прочность детали.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
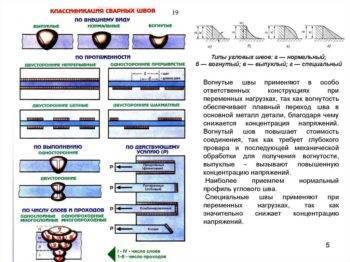 Классификация сварных швов.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
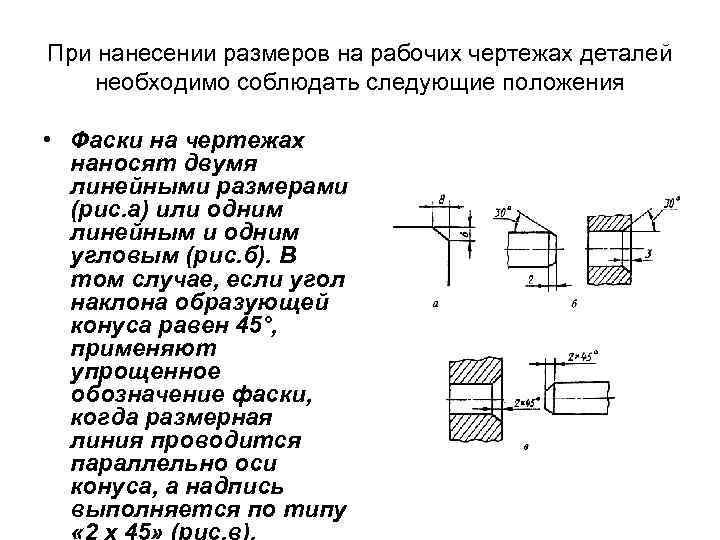
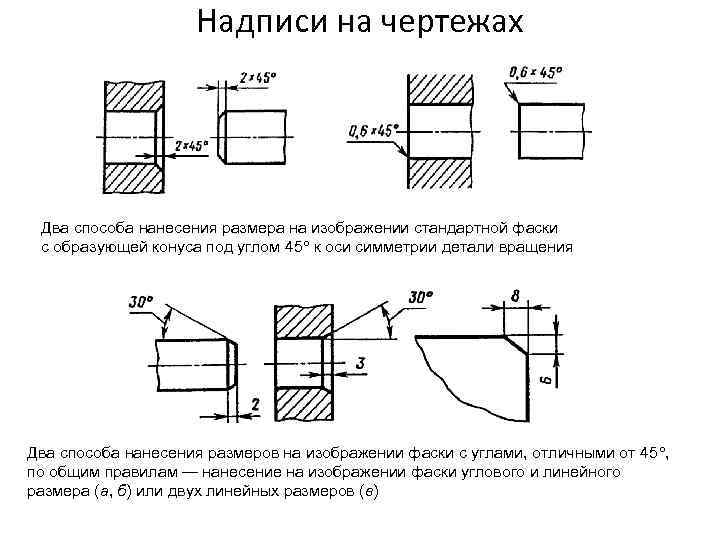
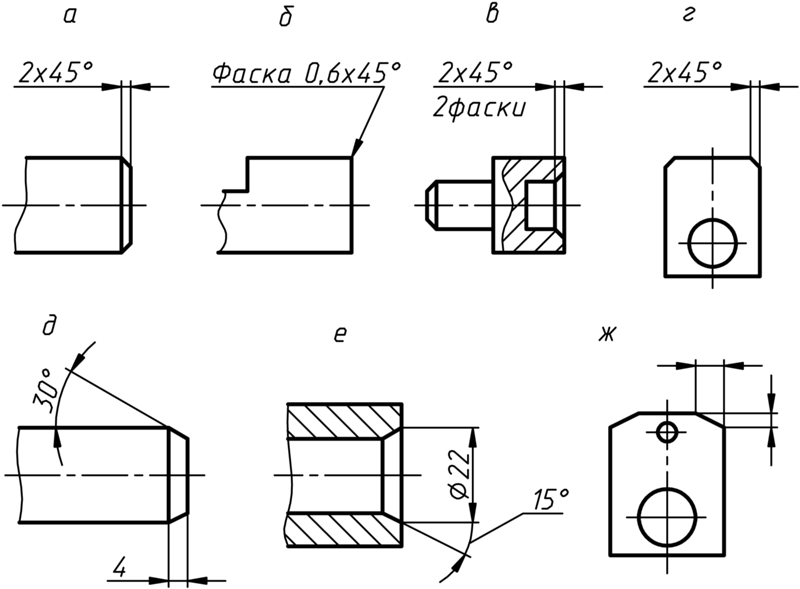
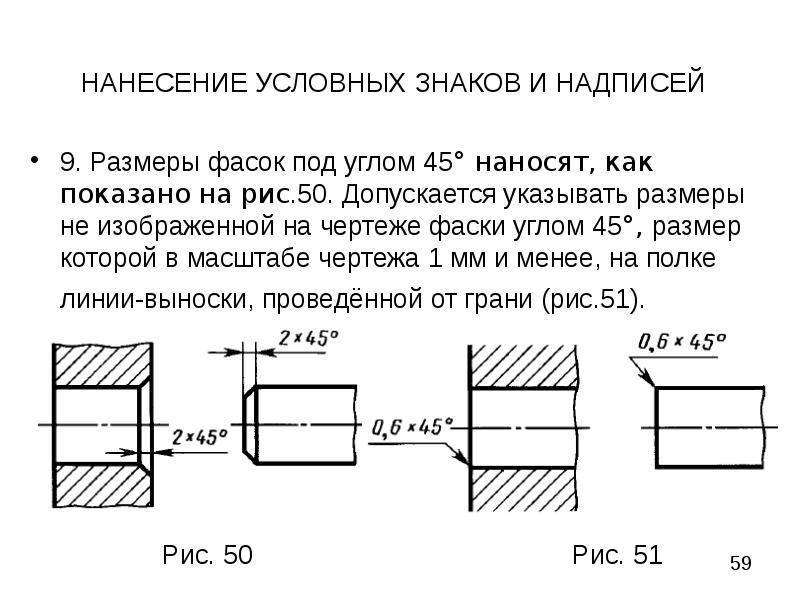
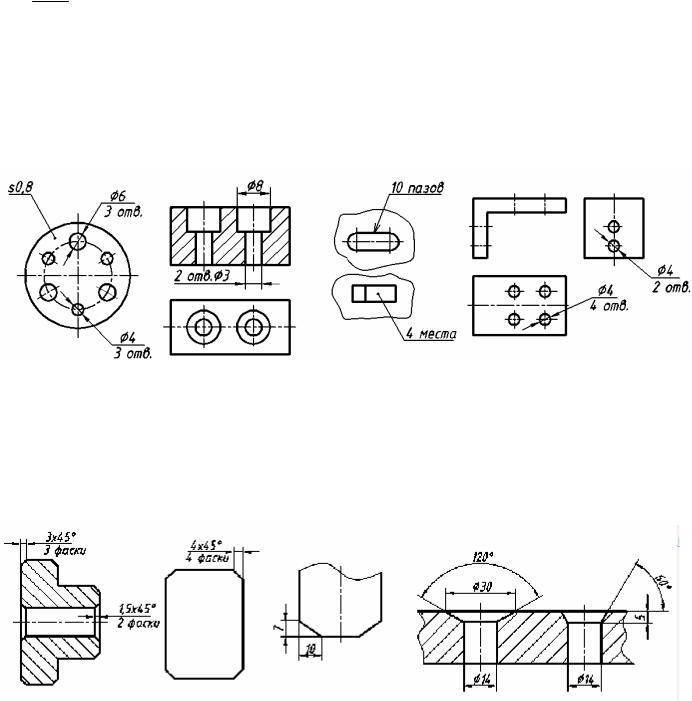
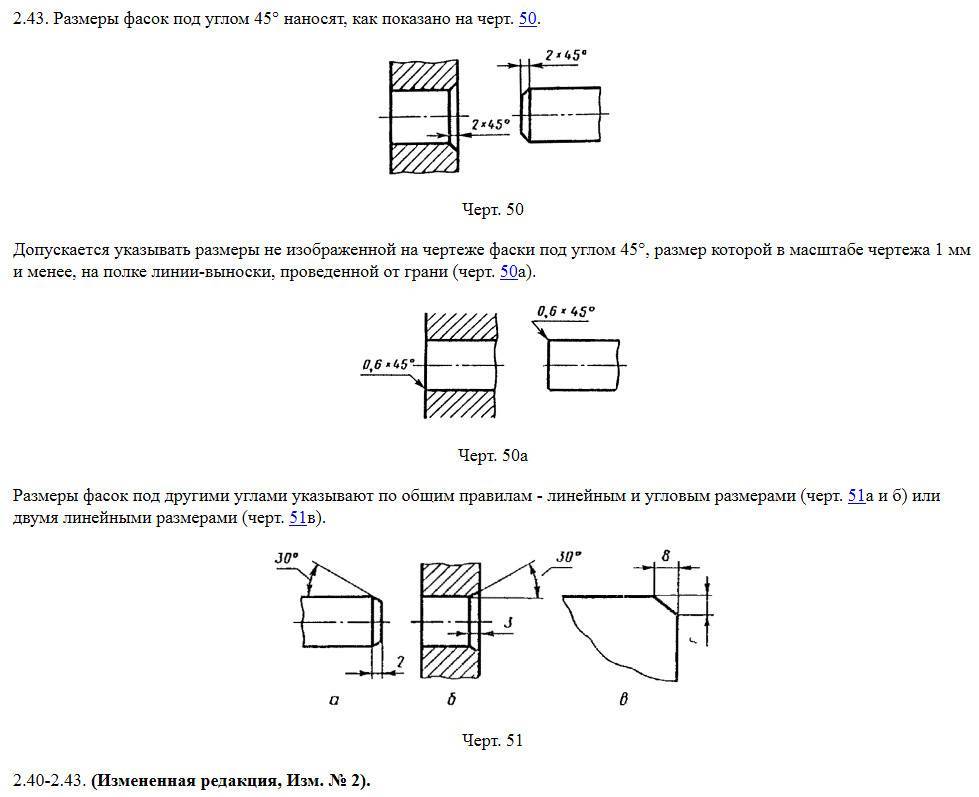
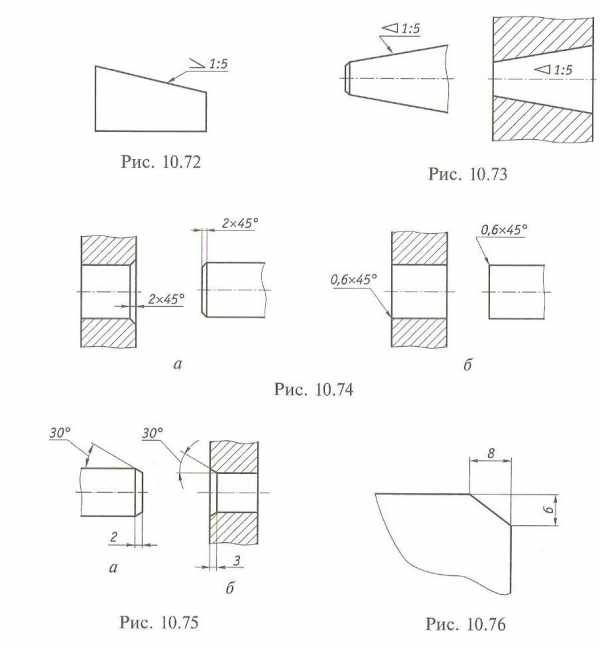
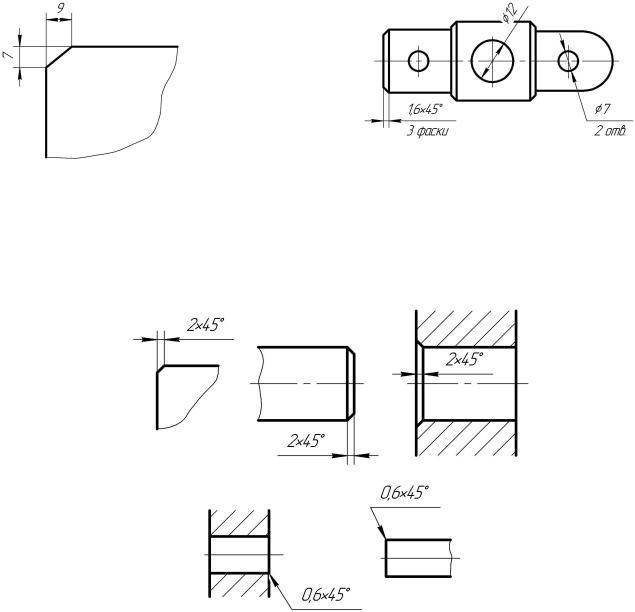
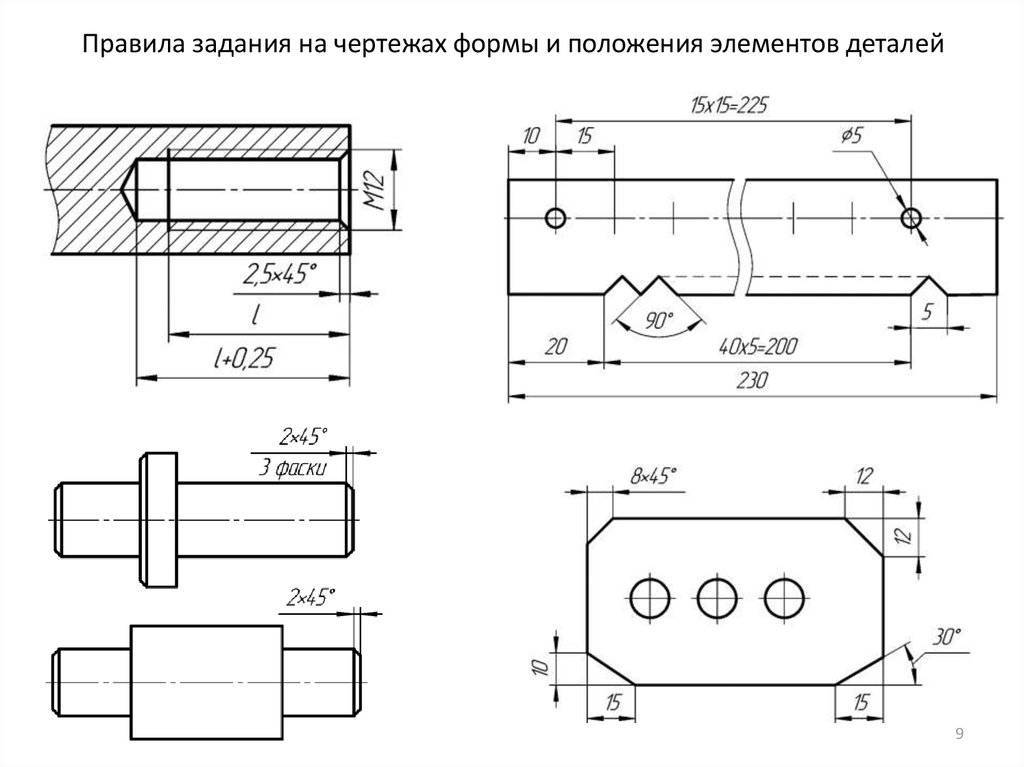
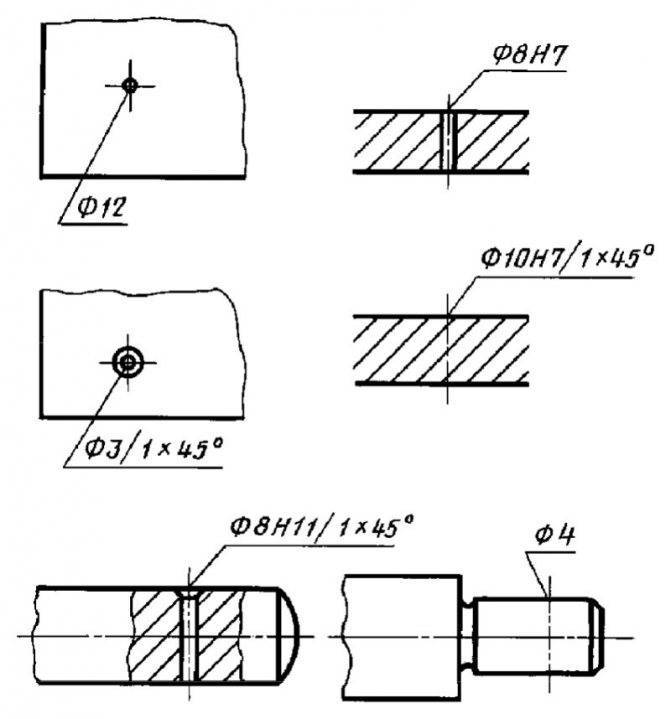
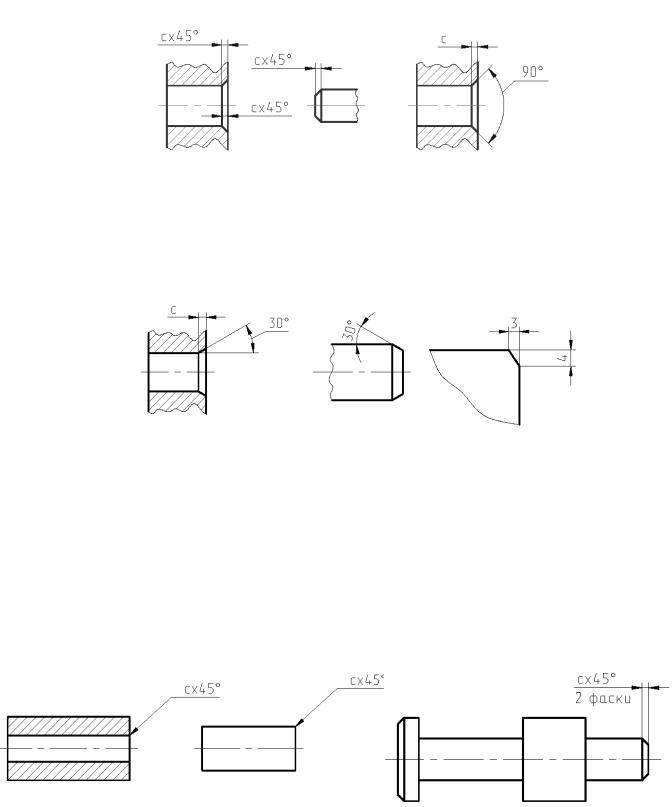
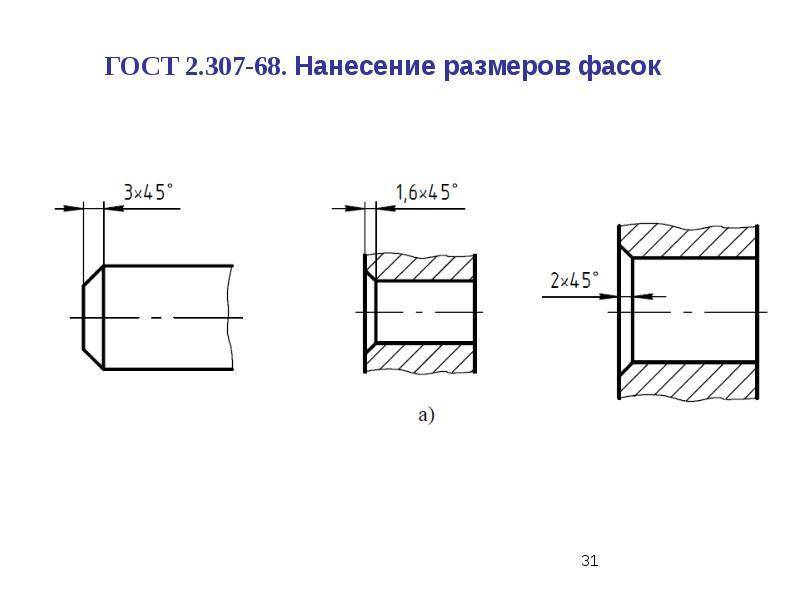
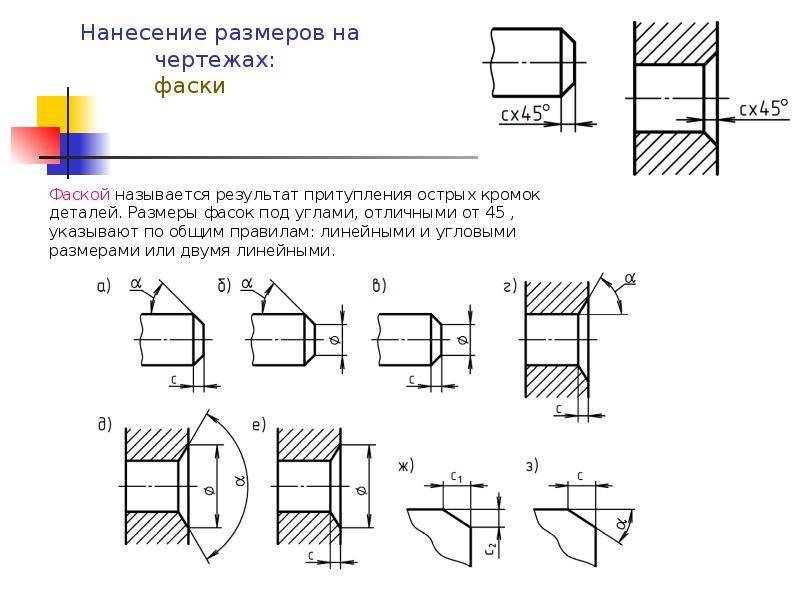
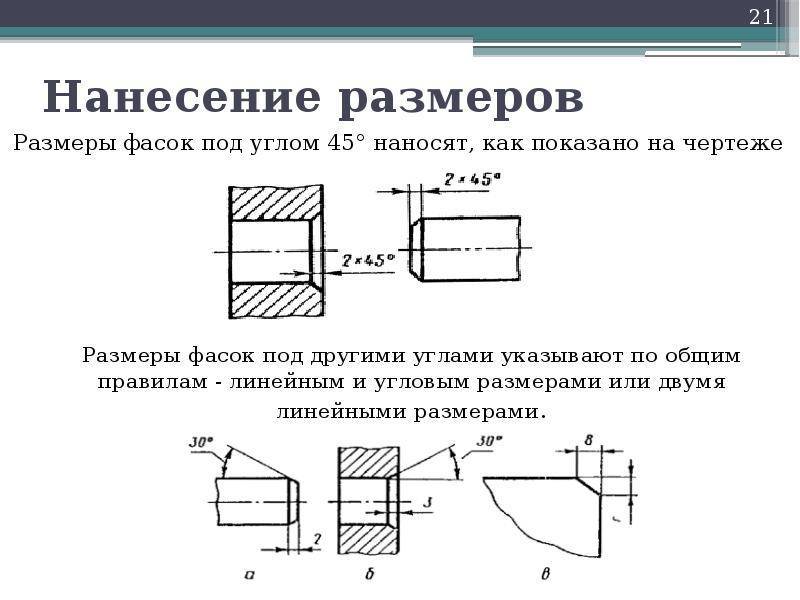
Нанесение размеров
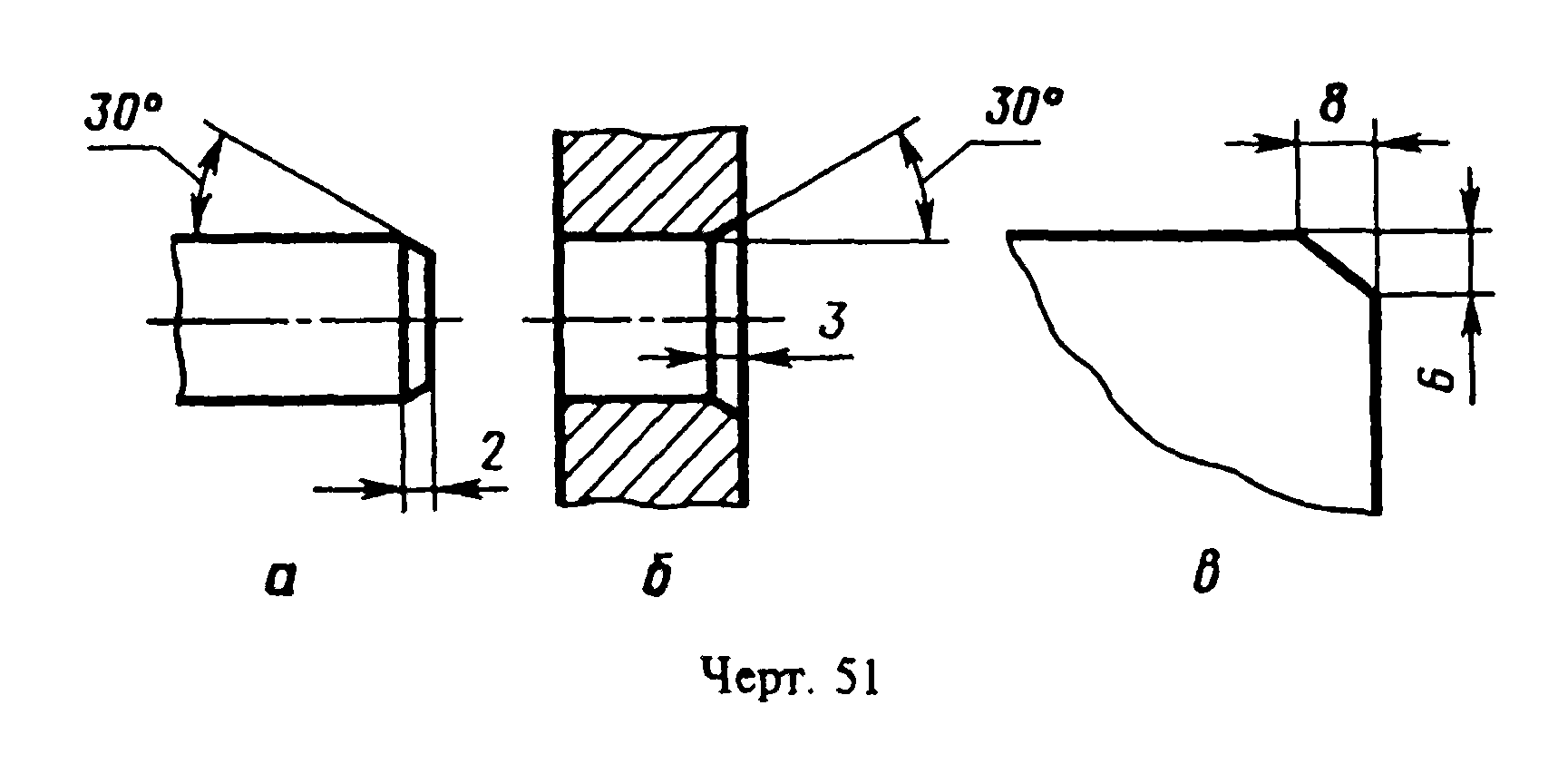
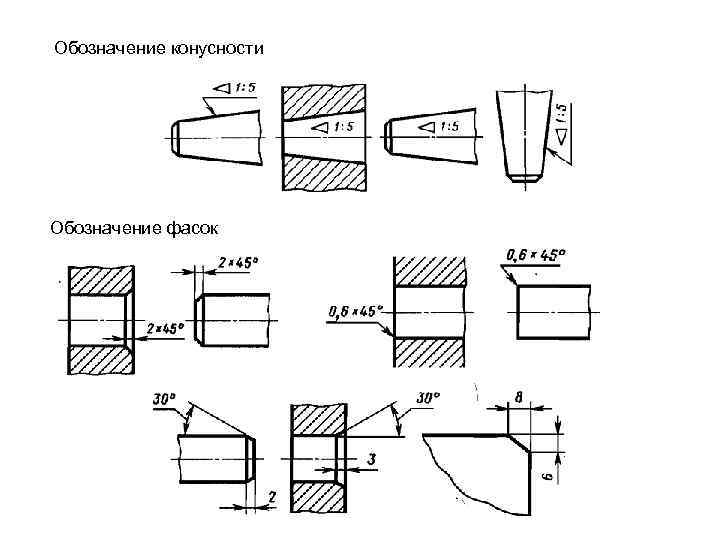
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
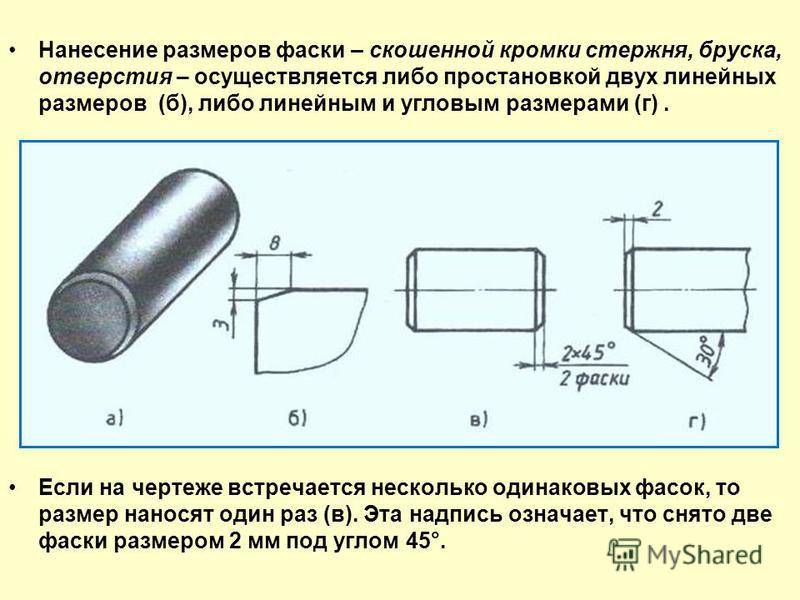
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.





