

Где используется трубогиб гидравлического типа?
Эта разновидность трубогиба имеет широкую область применения. Однако, наиболее популярен он при ремонтных работах. При монтаже трубопровода он является незаменимой вещью, так как выполняет гибку труб под разными углами и благодаря этому получаются нужные конфигурации конструкций.
Сгибание труб на таком устройстве позволяет получить надёжные изгибы и не испортить деталь (например, если попытаться согнуть трубу вручную — она может попросту лопнуть или деформироваться так, что её дальнейшее применение в системе будет невозможно).
При монтаже трубопроводной коммуникации из металла этот аппарат позволяет получить меньшее количество швов и соединений, которые, как правило, считаются проблемными местами и в будущем могут протечь. Кроме этого, сварочные работы для соединения прямых отрезков с поворотными деталями требуют наличия специального оборудования и навыков. Приспособления для гибки труб применяются при монтаже следующих систем:
- отопления;
- кондиционирования;
- водопроводов;
- газопроводов.
Помимо этого, гидравлический аппарат используется для получения различных каркасных конструкций, ограждений и прочих сооружений разного назначения и масштаба.
Гидравлический тип
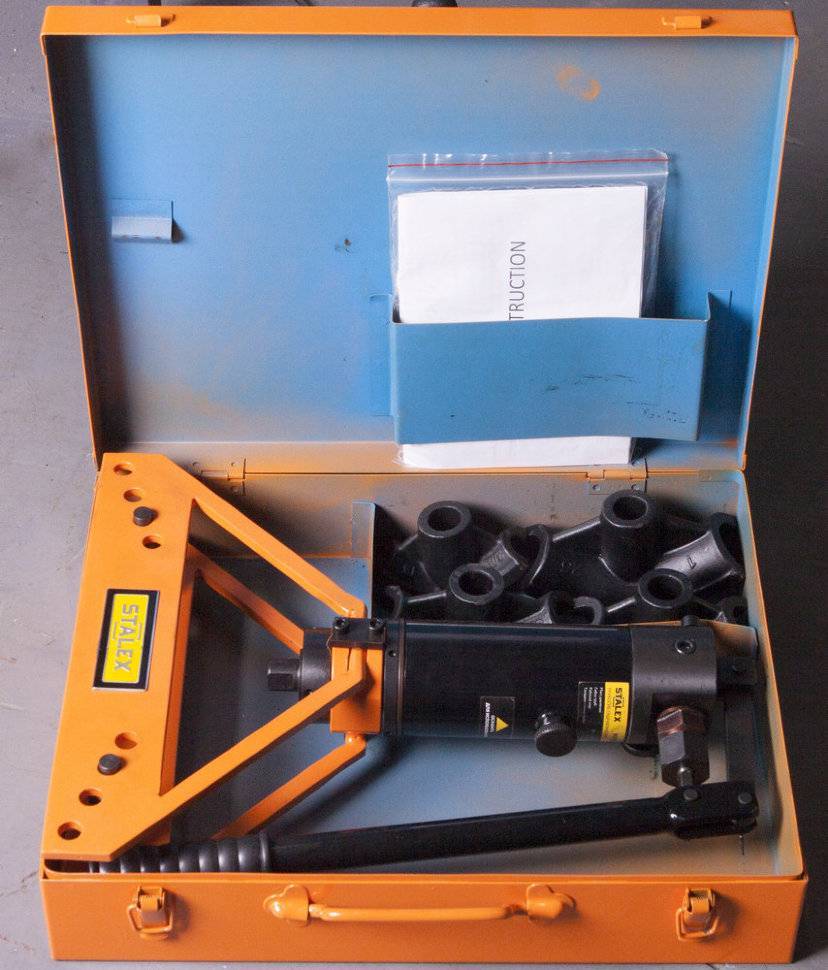
По условиям эксплуатации различают стационарные и ручные трубогибы. Стационарные установки используются преимущественно на предприятиях, где необходима гибка труб в соответствии с родом деятельности как этап производственного процесса.
Изготовленный своими руками ручной трубогиб, больше подходит для проведения работ в домашних условиях. По типу привода бывают трубогибы с гидравлическим, механическим и электрическим приводом. Наибольшее предпочтение принято отдавать трубогибам с гидравлическим приводом, потому что они являются более мощными.
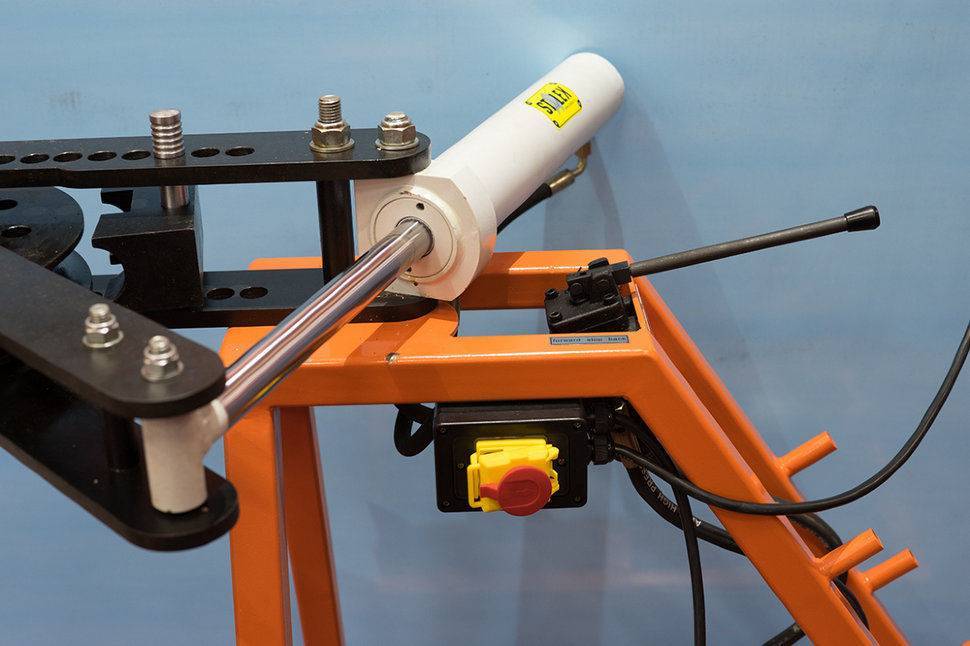
Устройство, которое имеет электрический насос, снабжено двухступенчатой рукояткой, она регулирует рабочее положение позволяя цилиндру выдвигаться и возвращаются обратно. Во втором случае применяется одноступенчатая рукоятка, чтобы накачивать жидкость, и только один клапан для возврата цилиндра в отправное положение.
Конструкция ручного оборудования весьма простая и смастерить его можно своими руками в домашних условиях. При помощи ручного инструмента можно производить деформацию труб большого диаметра. Конструкция проста в эксплуатации, а благодаря тому что не требует дополнительного электропитания, она еще и мобильна.
В основном такие модели имеют шплинт, не позволяющий сделать гиб более 90 градусов, поэтому, если возникнет надобность изогнуть трубу на больший угол, нужно будет приобрести дополнительное приспособление.
А также нужно приложить усилие, чтобы качать ручку гидравлического механизма. Этого недостатка нет в инструменте с электроприводом, но ему потребуется электросеть. Из-за этого мобильности у него не будет. Стоимость такого инструмента в несколько раз выше чем у механизмов более простых и не имеющих электрического насоса.
Правила эксплуатации
- Чтобы срок эксплуатации инструмента был долгим, подберите масло с устойчивостью к окислению. Это позволит использовать масло долго, не меняя его. На сроке эксплуатации оборудования это также скажется замечательно. Слишком густой жидкость быть не должна, потому что она не пройдёт через систему очистки.
- Термическая стабильность будет гарантировать чистоту продукта, если даже во время работы температура будет повышенная или пониженная. Применение высококачественной однородной смазки без осадков поможет избегать ремонтов. Такое масло должно иметь гидролитическую стабильность. Говоря другими словами, вода которая попадёт в систему, никаким образом не должна отобразиться на работоспособности инструмента, а тем более стать основанием к окислению или коррозии.
- В случае если ремонт всё-таки понадобится, его можно сделать самому. К примеру, самой распространённой неисправностью считается попадание воздуха в систему гидравлики. В таком случаи рукоятку инструмента будет напружинивать и существенно уменьшится развиваемое усилие. Чтобы разводить систему своими силами, надо максимально закрутить винт и вынуть ось, посредством которой совмещается ручка и плунжер. Далее, вытягиваем плунжер и вливаем масло в отверстие втулки. Все детали возвращаем на свои места и прокачиваем ручкой примерно 15 раз.
- Если не перемещается шток гидравлического цилиндра, по всей вероятности, пришёл в неисправность всасывающий обратный клапан. Закрутите винт и поднимите ручку до максимума вверх, резко по ней ударьте, чтобы она опустилась. Такую процедуру при необходимости нужно проделать несколько раз.
- С электроприводом также могут возникнуть проблемы. Если не имеете соответственного опыта, к ремонту лучше не приступать — обратитесь к мастерам. Возможны механическое повреждение, износ деталей и резинок. Вышедшие из строя детали надо заменить на новые.
Неисправности и пути их решения
- Попадание воздуха в гидравлическую систему.
Определить неисправность просто — рукоятка начинает пружинить, а развиваемое усилие понижается. Для искоренения проблемы максимально закручивают винт и вынимают ось, на которой крепятся плунжер и ручка. Потом первый снимается, а в отверстие втулки заливается масло. Элементы собираются в обратном порядке, ручка прокручивается несколько раз для подкачки жидкости.
- Поломка всасывающего обратного клапана.
Определяется по невозможности перемещения штока гидроцилиндра. Для решения винт закручивается до упора, рукоятка поднимается в верхнее положение. Нанести по ней резкий удар, чтобы она опустилась. Выполнить операцию 2-3 раза. Если улучшений не замечено, есть смысл обратиться в мастерскую.
- Проблемы с электроприводом.
Без должного опыта самостоятельный ремонт запрещен, вновь стоит посетить специалистов.
- Износ расходных элементов.
Резинки, прокладки, масло и другие составляющие оборудования при необходимости заменяются на новые.
Важным аспектом бесперебойной работы гидравлического трубогиба является наличие в системе хорошего масла. Оно должно быть:
- устойчивым к окислению (так обеспечится длительная работа на данном масле без его замены);
- не слишком густым (иначе жидкость не пройдет через систему тонкой очистки);
- термически стабильным (чтобы при экстремальных температурах работы жидкость сохраняла свойства);
- гидролитически стабильным (то есть при случайном смешивании масла с водой последняя не должна влиять на его работу).
Гидравлический трубогиб — полезное устройство для производственных процессов. Если изгиб труб поставлен на поток, рекомендуется приобрести стационарное оборудование с электроприводом. Если работы ведутся периодически — достаточно ручного компактного устройства. В обсуждениях к статье вы можете поделиться информацией об использованных трубогибах, дополнить перечень советов по выбору масла и ремонту, а также порекомендовать коллегам проверенные модели устройств.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.









https://youtube.com/watch?v=wxTnQp0UZKc%3F
Работа трубогиба
Станок должен быть хорошо заземлен, провод должен быть не менее 4мм2 гибкого медного шнура. Не допускайте доступа к напряжению источника питания, превышающему указанный диапазон, нельзя подключать или отключать во время зарядки, нельзя тестировать цепь управления с помощью tramegger, в противном случае устройство может быть повреждено.
При вставке и извлечении разъема нельзя тянуть за провод или кабель в случае сварки.
Концевые выключатели, энкодеры и т. Д
Нельзя задевать твердыми предметами.
Нет блока отображения столкновения острых предметов.
Электрический шкаф должен быть размещен в проветриваемом месте и запрещен к работе в пыли и агрессивных газах.
Никакой персональной загрузки или переключения входных и выходных клемм ПК.
При смене источника питания станка необходимо повторно подтвердить двигатель.
Машину следует содержать в чистоте, особое внимание следует уделять зажимному блоку, скользящему блоку и другим скользящим пазам, чтобы на нем не было посторонних предметов.
Регулярно смазывайте цепь и другие скользящие детали.
Электропитание должно быть отключено во время чистки и обслуживания.
11, Подготовка: перед запуском проверьте, соответствует ли уровень масла линии уровня масла, все точки смазки, багажник для подтверждения вращения двигателя, проверьте, нет ли ненормального звука на масляном насосе, проверьте, есть ли утечка в гидравлической системе после пыльник (Угловому датчику нельзя доливать масло во время работы);
Регулировка давления: отрегулируйте давление с помощью электромагнитного перепускного клапана, чтобы обеспечить давление в системе до требуемого рабочего давления, обычно не выше 12,5 МПа.
Регулировка формы: установка формы, необходимая для центрирования формы и зажимного блока, зажимной блок можно регулировать болтами; для центрирования блока ускорения и матрицы, блок ускорения регулируется; отцентрируйте стержневую головку и матрицу, ослабьте стержень болта, отрегулируйте центр и затяните болт.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Профильный трубогиб
Важно знать:
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;
Фото:
Чертежи:
Чертеж 1. Трубогиба для профиля ручной.Чертеж 2. Трубогиб для профиля с домкратом. 1 – основание платформа; 2 – ножки основания; 3 – основание; 4 – ролики; 5 – шарнир; 6 – домкрат;
Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.









Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.










Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Простой трубогиб для обычных труб своими руками
Для сборки несложного трубогиба своими руками потребуется лишь то, что можно отыскать на любом дачном участке. Если говорить конкретнее, то вам понадобится:
- деревянный щит;
- два небольших бруска;
- большие крюки;
- несколько прочных досок.
Нарисуйте на готовом щите полукруг, согласно которому будет сгибаться труба. Если агрегат будет применяться несколько раз, нарисуйте сразу пару-тройку полукругов. Далее прибейте снизу вертикально бруски или доски (те способны помочь с заведением трубы и фиксацией ее концов). После этого закрепите вдоль полукруга большие крюки. Этот агрегат достаточно удобен, но его минус в том, что крюки придется каждый раз перевешивать, чтобы получать различные углы изгиба.





