

Содержание и стоимость
Приборы, имеющие дорновую конструкцию, требуют осторожного обращения и периодической чистки. Основными элементами конструкции являются сложносопрягающие механизмы, которые нуждаются в обслуживании
Стоимость аппаратов достаточно высока. Это обусловлено тем, что их предполагается использовать для масштабных работ. Наиболее дешевые модели применяются для обработки мелкоформатных труб. Бюджетная группа приборов представлена полуавтоматическим оборудованием. Автоматическими станками обзавестись сложнее по причине более высокой стоимости. Они применяются в промышленных целях.
Это интересно: Гидравлические прессы — работа, видео, фото, чертежи, схемы
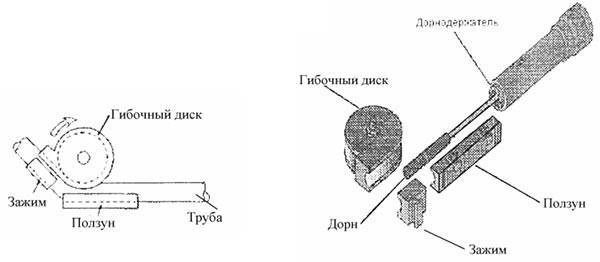
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Принцип работы и устройство
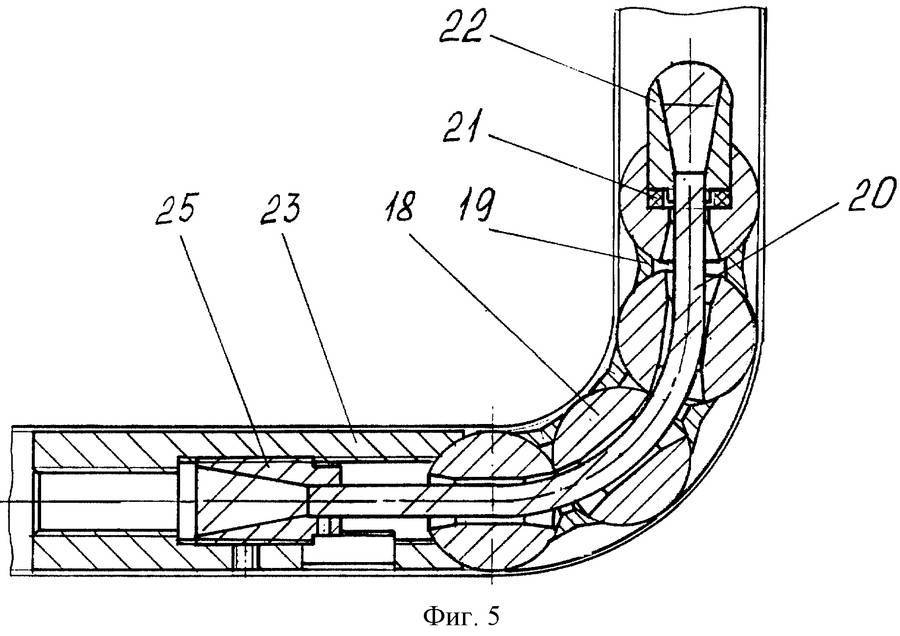
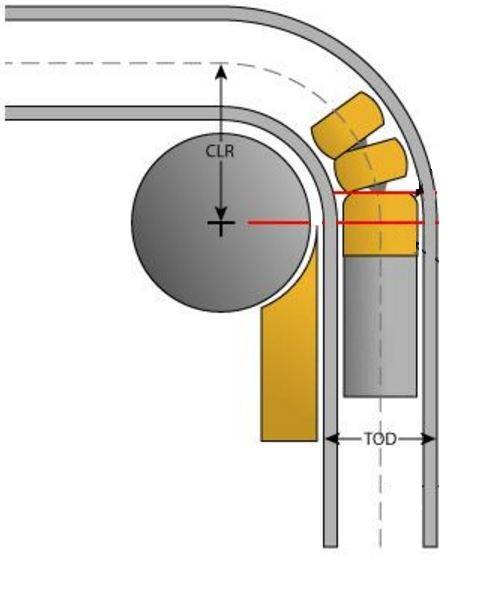
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряжённое состояние всестороннего неравномерного сжатия. В результате повышается пластичность материала и снижается шероховатость стенок изделия, что, в свою очередь, уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются обычные внешние дефекты пространственного гиба трубы по обычной технологии – гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.
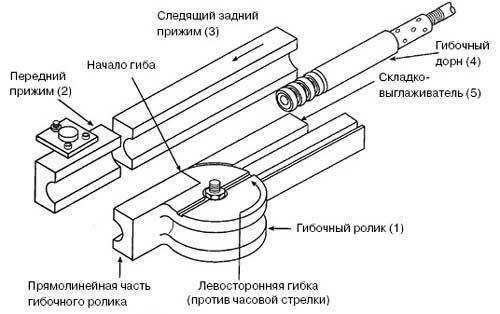
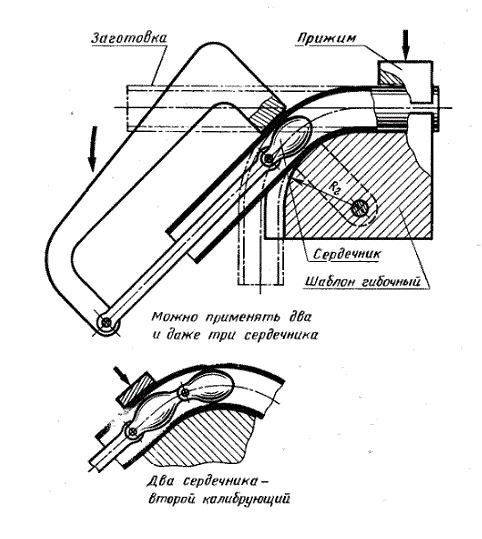
Трубогибочный станок работает так. Подлежащую гибке заготовку устанавливают в профиль матрицы, соответствующий внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жёстко закреплённым на нём дорном – оправкой из инструментальной стали, снабжённой конусообразной заходной частью, и имеющей несколько опорных колец. Они могут шарнирно соединяться между собой, давая инструменту возможность изменять свою ось при гибке изделия на заданный угол. Кроме того, каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.
Принцип работы дорна в трубе
Видео демонстрация работы дорнового трубогибочного станка
https://youtube.com/watch?v=wYunZ6aJLQE
Таким образом, при гибке труба своей наружной стенкой опирается на матрицу и прижим, а внутренней – на образующую дорна. Этим гарантируется высокое качество поверхности изделия после обработки. В частности, обеспечиваются следующие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 – не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 – не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567- не ниже 6-го квалитета.
Гидравлический трубогиб
Работает на основе гидравлического привода, формирующего требуемое усилие. Подойдёт любой домкрат для автомобиля. Для монтажа рамы используются швеллеры. Гибка производится на двух упорах, смонтированных строго симметрично. Можно сделать инструмент с возможностью регулировки положения упоров.
На шток домкрата монтируется сменная оснастка. Профиль последний должен совпадать с диаметром дуги наружного сечения трубы. Чем больше дистанция между упорами рамы, тем шире выходит изгиб.


Если планируется гибка деталей большого сечения, их лучше фиксировать болтами. Это позволит избежать риска травмирования, если заготовка соскочит с инструмента.
1 Трубогибочный станок — что это?
Трубогиб — устройство, используемое для обработки круглых труб либо профильных изделий квадратного, прямоугольного и овального сечения, изготовленных из стали, меди или алюминия. Такое оборудование широко распространено в промышленности, ремонтной и строительной сфере.
Ранее для гибки труб применялось крупногабаритное оборудование, работающее по принципу индукционного нагрева (металл на месте сгиба прогревается до температуры повышенной пластичности). Современные устройства, в сравнении с ними, обладают следующими эксплуатационными преимуществами:
- компактные размеры, которые не требуют обустройства капитального фундамента под установку станка;
- минимальная высота загрузки трубы — не более 140 см от пола, на которую не влияет диаметр изделия;
- меньший расход электроэнергии благодаря отсутствию потребности в нагреве, воды и смазочных материалов;
- полное отсутствие грязи, которая наблюдается при индукционной гибке с последующим водяным охлаждением;
- низкий уровень шума в процессе работы, комфортная температура в непосредственной близости к оборудованию;
- высокая продуктивность и скорость обработки — современный электрический агрегат способен согнуть крупногабаритную трубу диаметром 400 мм и толщиной стенки 25 мм за 2-3 минуты.
Универсальный электронный гибочный станок
Существует достаточно большое количество разновидностей оборудования по принципу сгибания. Основными методами сгибания являются:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
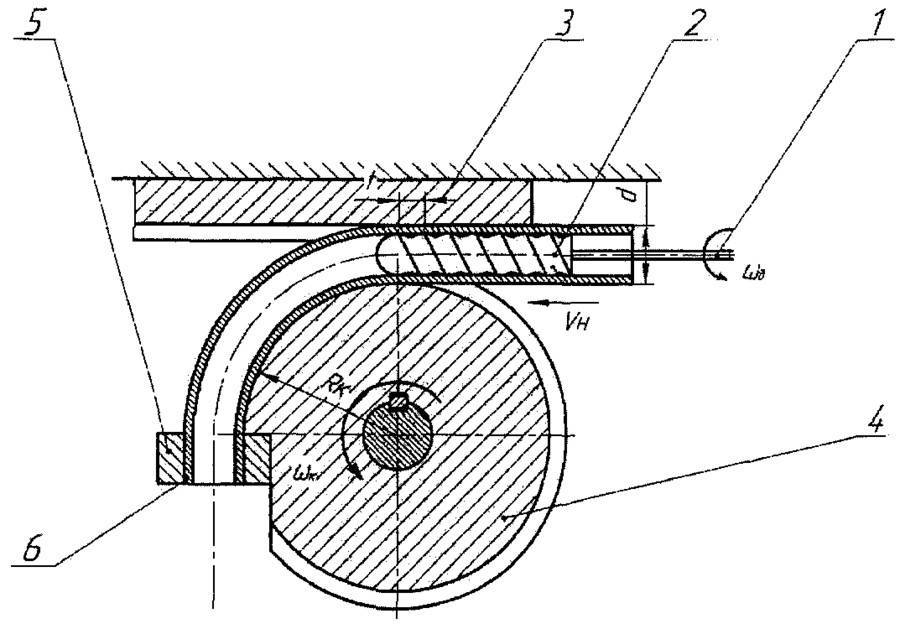
Для изделий диаметром до 150 мм наиболее часто применяется наматывающее оборудование, которое выполняет изгиб (намотку) трубы вокруг ролика, давя на ее торцевые части. Ранее такой метод имел немало эксплуатационных недостатков, основные из которых — утончение стенки на месте сгиба и возникновение гофр.
Крупногабаритный гибщик с дорном
Однако с развитием технологии появились станки с дорном, при гибке на которых данные проблемы не возникают. Под дорном подразумевается металлическая вставка, которая размещается внутри сгибаемой трубы и предотвращает деформацию ее стенок. Станки с дорном имеют в комплекте набор вставок разных размеров под конкретные диаметры труб.
Достаточно распространенным является и бездорновый трубогибочный станок, однако возможности применения таких устройств ограничены. Как правило они используются для обработки изделий больших диаметров с тонкими стенками.
1.1 Разновидности трубогибочного оборудования
Трубогибочные станки, в зависимости от конструктивного исполнения, классифицируются на следующие типы:
- ручные — применяются для обработки труб малых диаметров с приложением физических усилий оператором, в такой конфигурации выполняются компактные переносные станки, используемые непосредственно на строительных площадках;
- гидравлические — по конструкции схожи с ручным оборудованием, однако могут выполнятся и в стационарной конфигурации, укомплектованы гидравлическим усилителем, который позволяет без использования значительных усилий обрабатывать трубы диаметром до 20 мм;
- электрические — крупногабаритные промышленные станки стационарного типа, при обработке обеспечивают высокою точность угла и радиуса (в отличие от гидравлического оборудования позволяют гнуть тонкостенные трубы без деформации их стенок).
Ручной гидравлический гибщик
Электрические трубогибочные станки, в зависимости от степени автоматизации, классифицируются на три типа: ручные, полуавтоматические и автоматические (с ЧПУ управлением). Оборудование с ЧПУ является наиболее функциональным.
Система ЧПУ — числовое программное управление, позволяет программировать такие параметры обработки как угол и радиус сгиба. Данные агрегаты способны функционировать в автоматическом режиме, в том числе автоматизированы процессы подачи и фиксации заготовки, а также выдвижение дорна.
Ручной кромкогиб своими руками
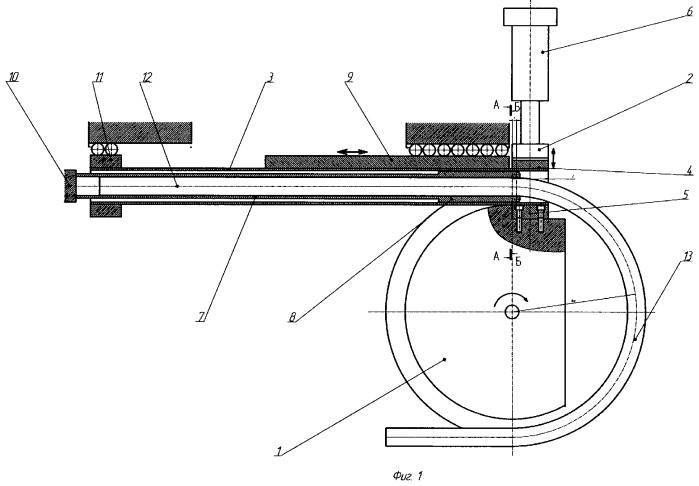
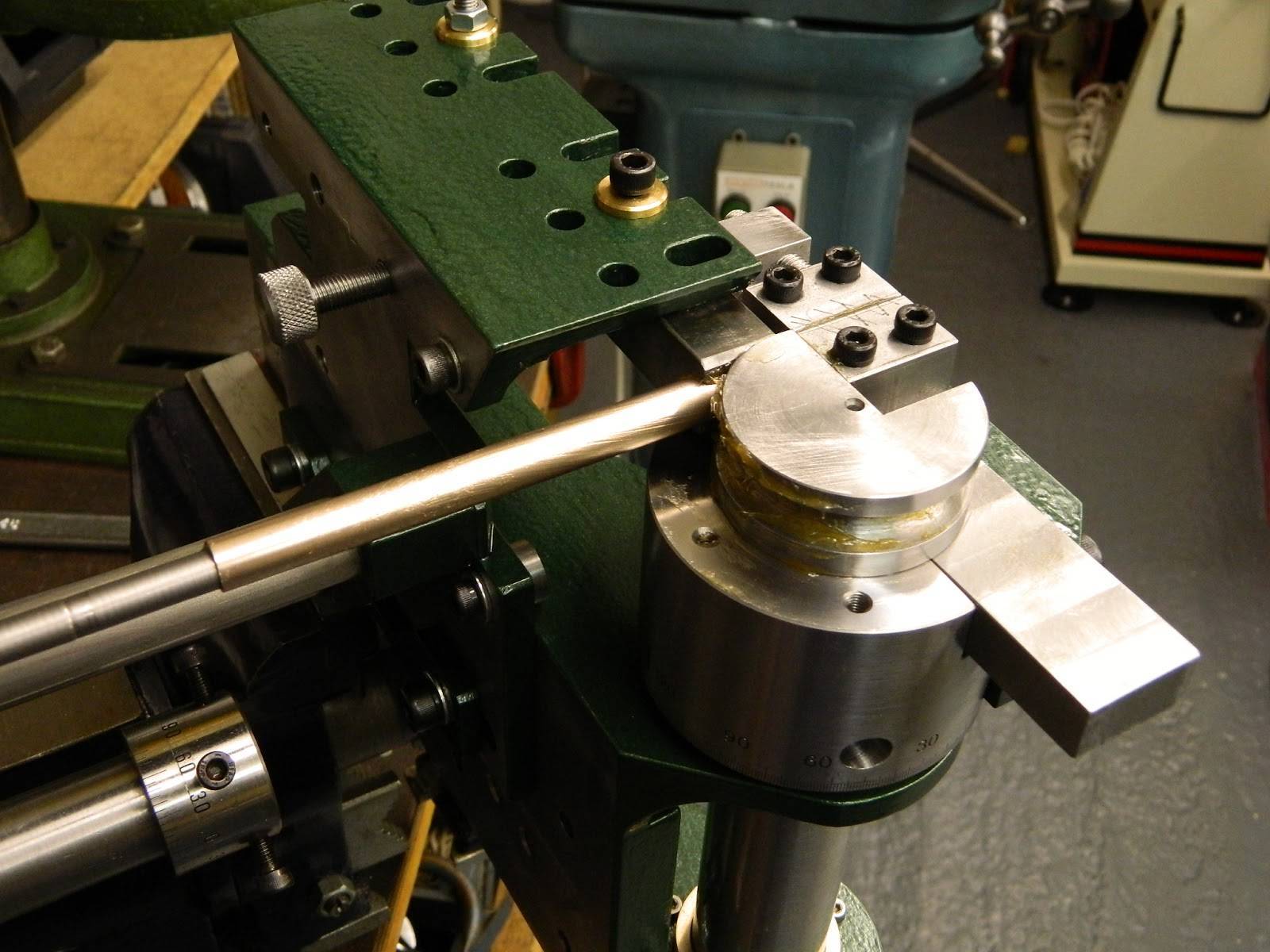
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.





Классификация
Дорновые трубогибы делятся на следующие виды:
- Полуавтоматические.
- Автоматические.
Полуавтоматические приборы имеют высокую производительность и используются промышленными предприятиями. Они позволяют осуществлять большие объемы работы. Имеют высокую стоимость, поэтому для бытовых целей используются редко. Полуавтоматическим прибором гибка труб выполняется с высокой точностью. Остальная работа осуществляется сотрудниками завода (оператором, или помощником оператора), на котором применяется агрегат.
Автоматический аппарат обладает большей функциональностью, и осуществляет всю работу самостоятельно. Прибор формирует проект, создает программу его осуществления, после чего выполняет необходимые задачи. У ручных аппаратов отсутствует числовое программное управление, поэтому для этой цели они почти не используются. Принцип действия полуавтоматических и автоматических агрегатов схож, но функции различаются в зависимости от конструкции.
По конструкции устройства делятся на приборы, имеющие:
- арбалетную комплектацию;
- гидравлический привод;
- электрическую систему;
- ручную систему;
- комплектацию, изготовленную своими руками.
Аппарат имеет простой принцип работы: после фиксации заготовки обеспечивается нужный изгиб. Задача осуществляется под давлением. Схемы воздействия могут отличаться в зависимости от модели. Дорновым трубогибом задача выполняется благодаря наличию специального элемента. Этим элементом является дорн.
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
- автоматические;
- полуавтоматические.
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.

Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
Этапы работы:
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Фото трубогиба своими руками







Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
- Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
- Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
- Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить
Способов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может иметь ручное, полуавтоматическое и – реже — автоматическое управление. Ручной трубогиб потребует индивидуальной регулировки каждого параметра – от огибающего ролика до стержня, на который насаживается составной дорн. Полуавтоматический станок позволяет программировать угол гибки, длину выдвижения дорна, а также – для особо продвинутых моделей – обеспечивать непрерывное смазывание дорна при его перемещении по внутренней образующей трубы. Наконец, дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки
Автоматический и полуавтоматический варианты управления позволяет компенсировать пружинение материала, что особенно важно при трёхкоординатной гибке
К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба повышается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий по методу дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничивается только пластичностью деформируемого материала и толщиной стенки изделия.
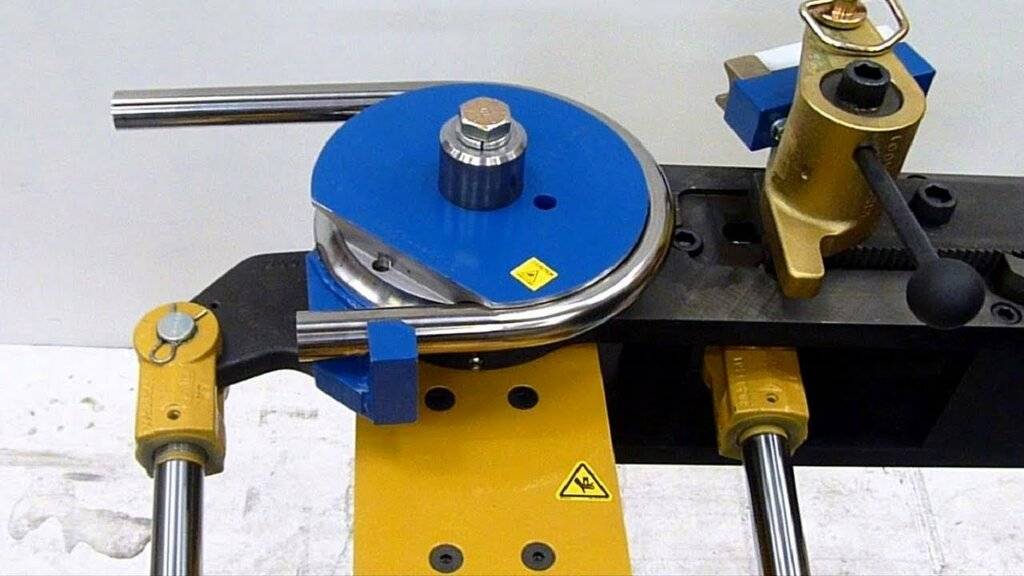
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
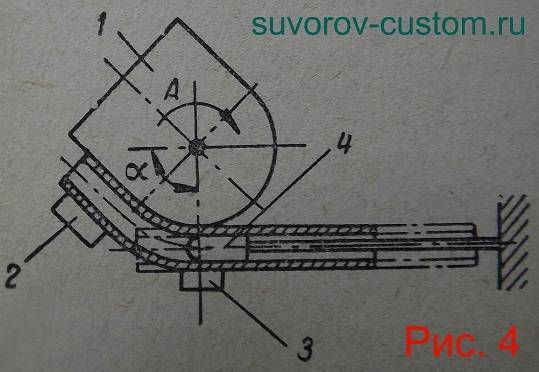
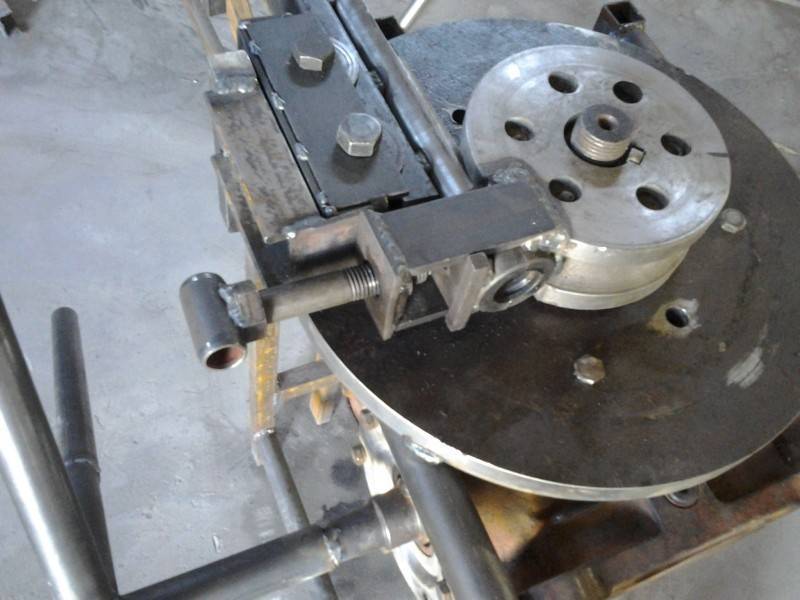
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Арбалетный трубогиб
Инструмент отличается меньшими размерами, но имеет усложнённую конструкцию. Деталь упирается в 2 ролика, жёстко прикреплённым к корпусу. Дистанция между роликами прямо влияет на радиус изгиба.

Конструкция оснащается встроенным ручным гидравлическим цилиндром (можно применить цилиндр от тормозной системы автомобиля). При спуске курка под действием гидравлического усилия шток цилиндра давит на трубу, прижимая её к роликам, и выполняя изгиб. Ролики и гидравлический цилиндр монтируются на единую опору, соответственно качество сборки прямо влияет на точность гибки.

Преимущество инструмента заключается в том, что мастеру не нужно прикладывать физическое усилие. Последнее создаётся за счёт гидравлики. Вместо цилиндра можно применить и простейший домкрат.

Но, сделать такой трубогиб для круглой трубы своими руками значительно сложнее, поскольку обязательно нужно сооружать несущую раму. Габариты последний должны строго соотноситься с размерами гидравлического элемента, чтобы достигнуть высокой точности работ.

Трубогиб арбалетный пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.
На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
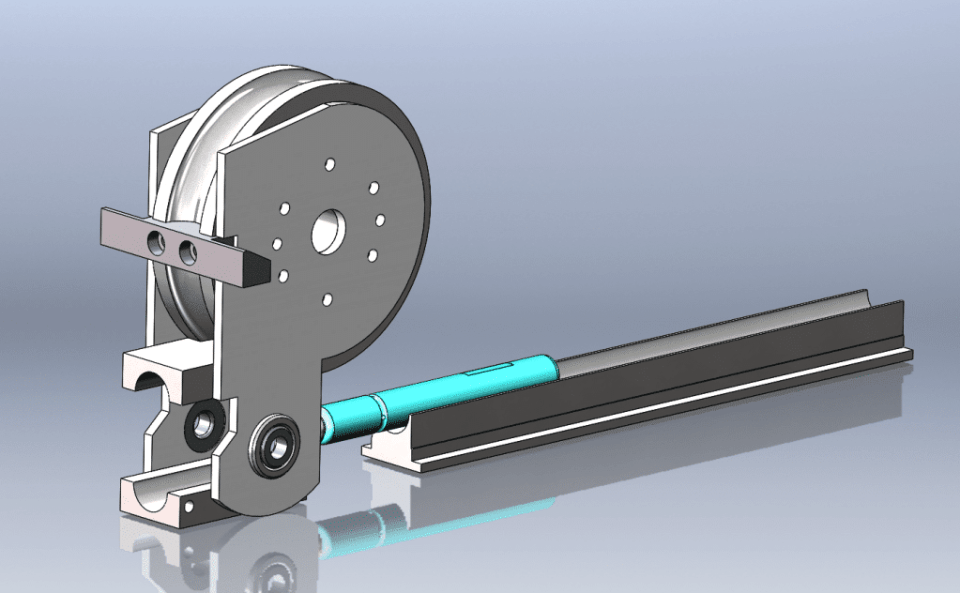
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
Опции:
- Гидравлический зажим;
- Индукционный двигатель на гибку;
- Станки работают в полуавтоматическом режиме;
- Высокая точность гибки: погрешность не превышает по подачи 0,1 мм и 0,1 по сгибу;
- Возможность гибка квадратных профилей;
- Возможность аварийной остановки работы станка;
- Система быстрой смены инструмента увеличивает производительность оборудования;
- Станок оснащен современными системами защиты, что делает работу на нем безопасной.
- Современные системы охлаждения;
- Компоненты станка представлены от ведущих европейских производителей.
- Гидравлическое управление подачей дорна;
- Гидравлическое управление прижимной планкой;
- Сенсорный 7-ми дюймовый дисплей;
- Каретка для подачи и поворота трубы в пространстве.
Дорновый трубогиб своими руками — Металлы, оборудование, инструкции

В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.





Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Трубогиб из автомобильных ступиц
Найти достаточное количество роликов разного диаметра или сделать их самостоятельно достаточно сложно. Поэтому мастера часто используют ступицы от автомобиля.
Недостаток заключается в массивности инструмента, но он получается более универсальным, надёжным и устойчивым. Может использоваться для гибки профиля с толстыми стенками.
Конструкция состоит из:
- 3 ступиц. 2 должны перемещаться, последняя фиксируется жёстко вдоль оси приспособления.
- 2 оси приваренные оси небольшой длины.
- Поворотный механизм для регулирования расстояния между ступицами.
- Направляющая по оси. Можно применить швеллер.
- Ограничительные элементы.
- Внутренний швеллер, использующийся как направляющий. Должен иметь ограничители.
- Поворотная рукоять.
Подведем итог
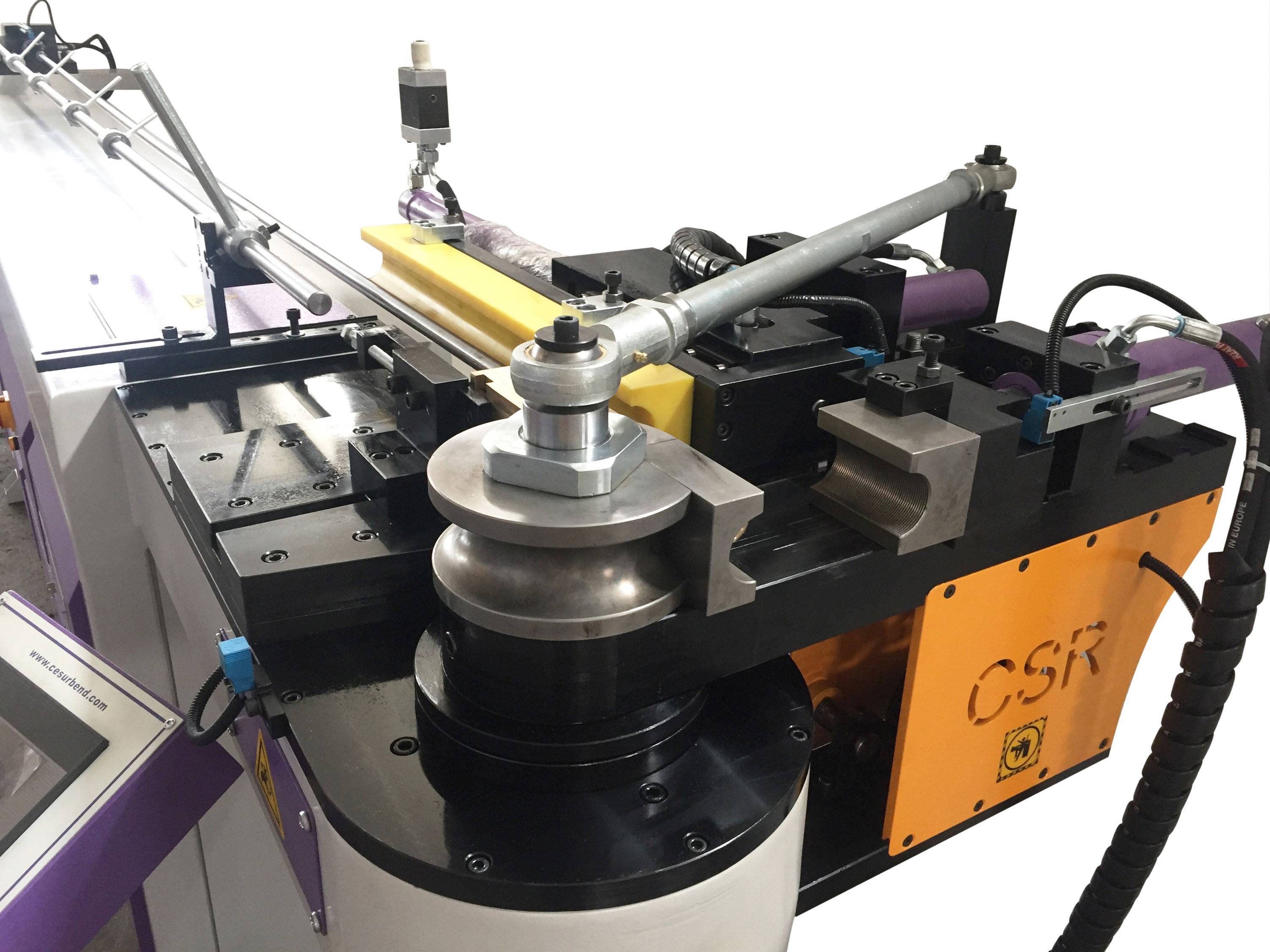
На данный момент самым производительным
дорновым трубогибом является станокс ЧПУ и оснащенный устройством автоматической смены инструмента , благодаря возможности, не прерываясь гнуть детали с разными радиусами. А при использовании таких опций как «узел автоматической пробивки отверстия» или «узел резки заготовок»станок способен выпускать готовые изделия , не требующие дальнейшей обработки.
Конечно оборудование такого уровня используется на крупных заводах, ориентированных на массовое производство
одного изделия или однотипной продукции. Часто в условиях массового производства станки требуют некоторых спепциальных доработок, т.е
внесение конструктивных изменений, дополнения станка необходимыми узлами, внедрение станка в автоматическую линию и т.п., поэтому немаловажно, чтопроизводитель готов адаптировать станок под каждую конкретную задачу
Если у Вас есть потребность в гибке труб наши специалисты готовы помочь с подбором оборудования
, оснастки и опций, которые лучшим образом подходят для решения вашей производственной задачи, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявки на электронную почту .





