

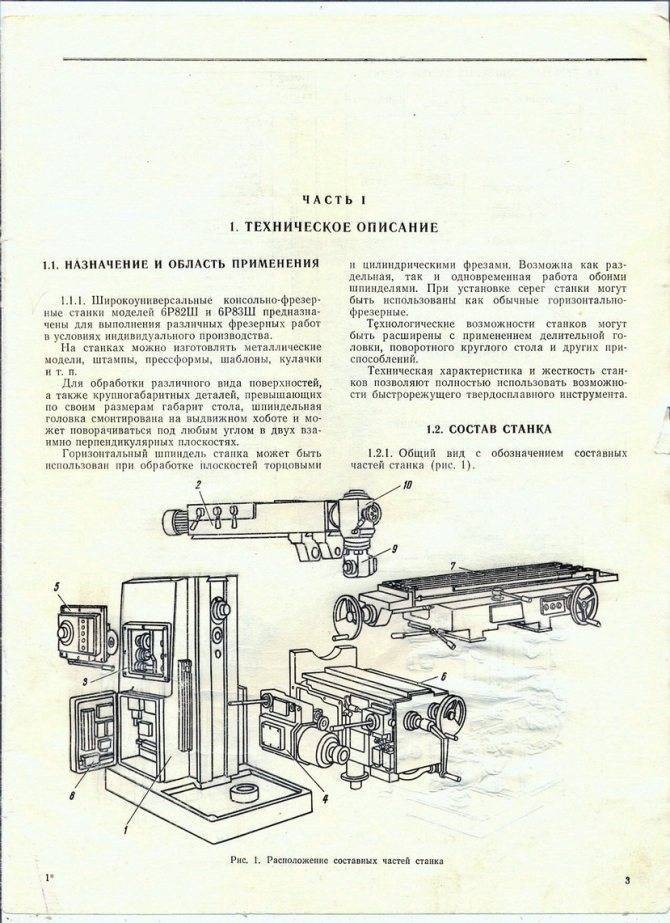
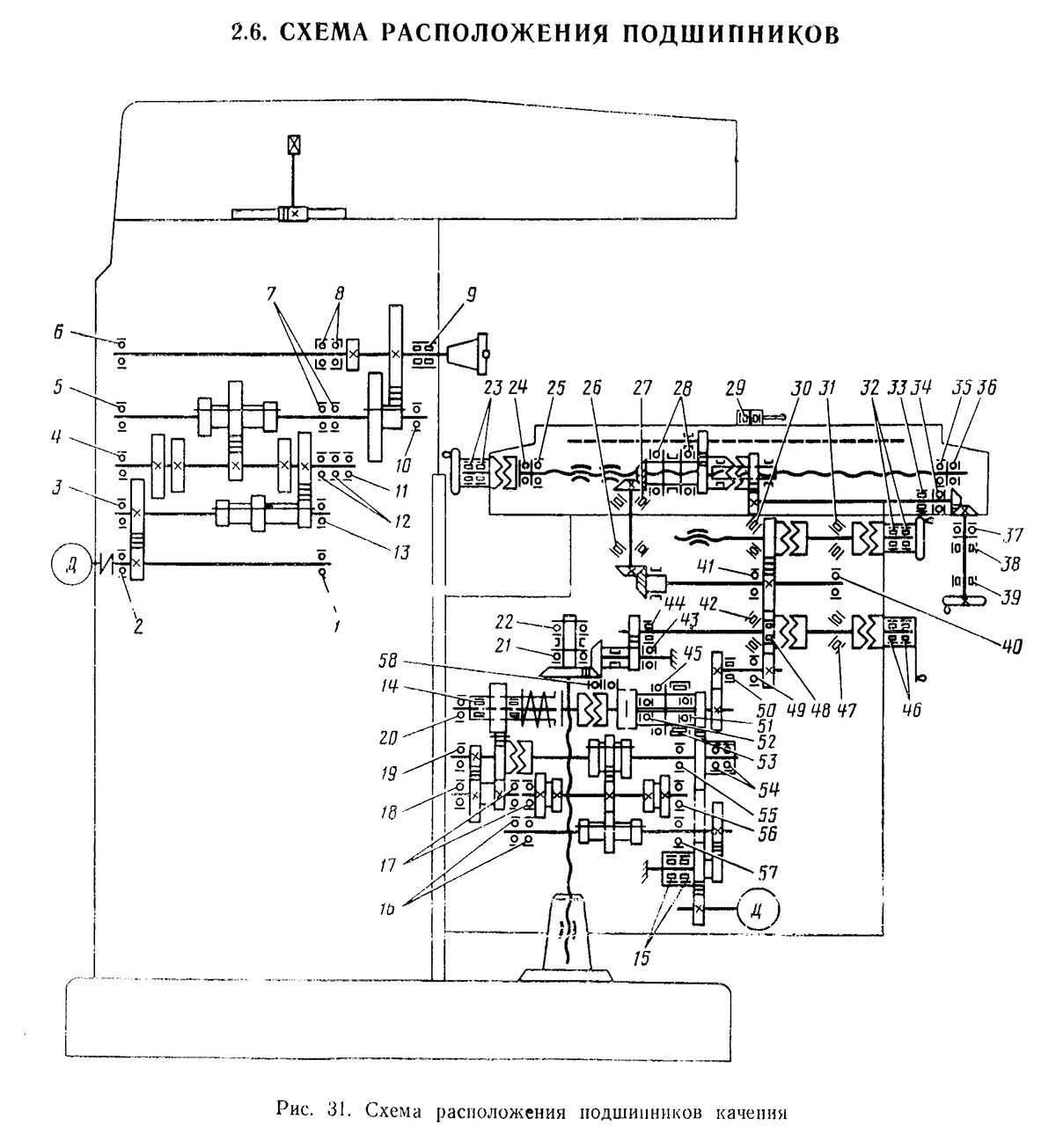
Консольно-фрезерный станок 6Р82 (6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б). Электрическая принципиальная схема.
Электросхема позволяет производить работу на станке в следующих режимах:
«Наладка станка», «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола, «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение.
ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ.
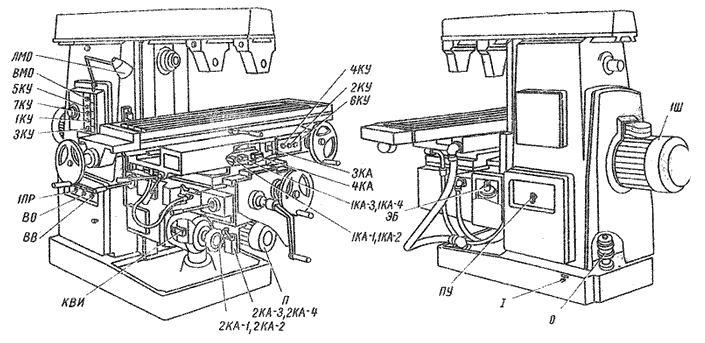
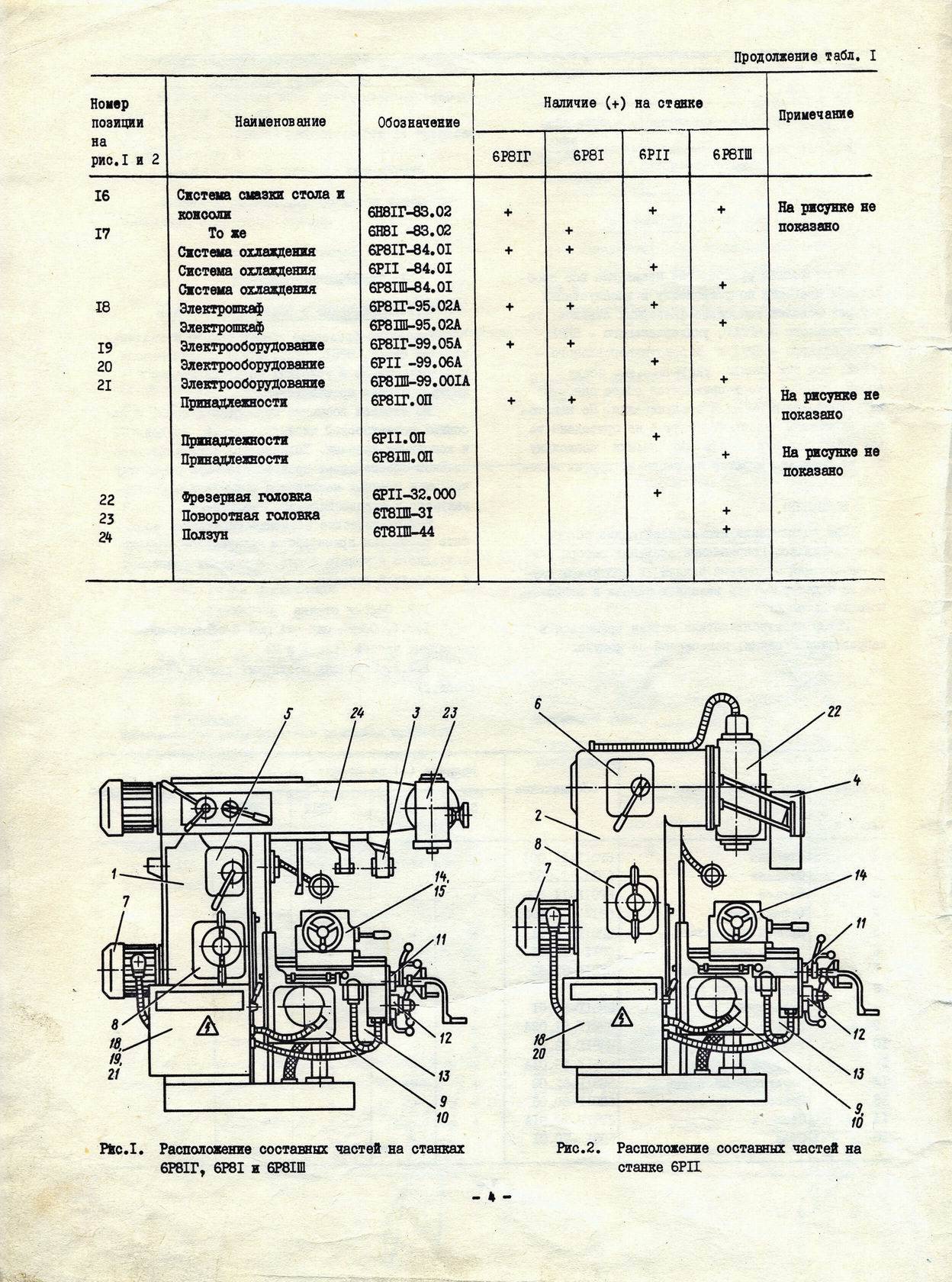
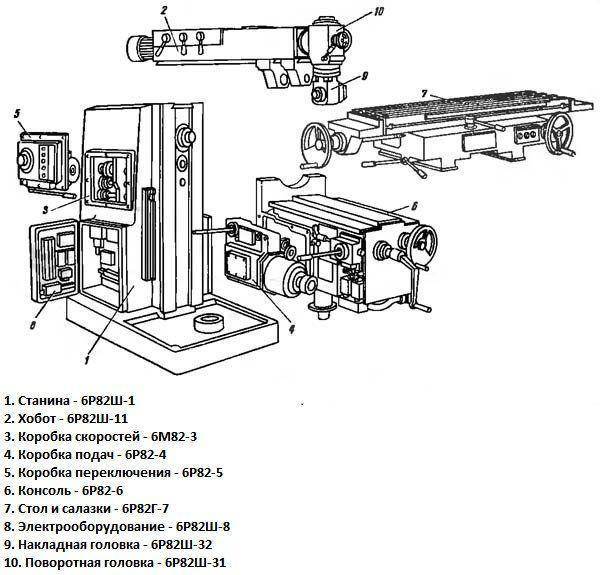
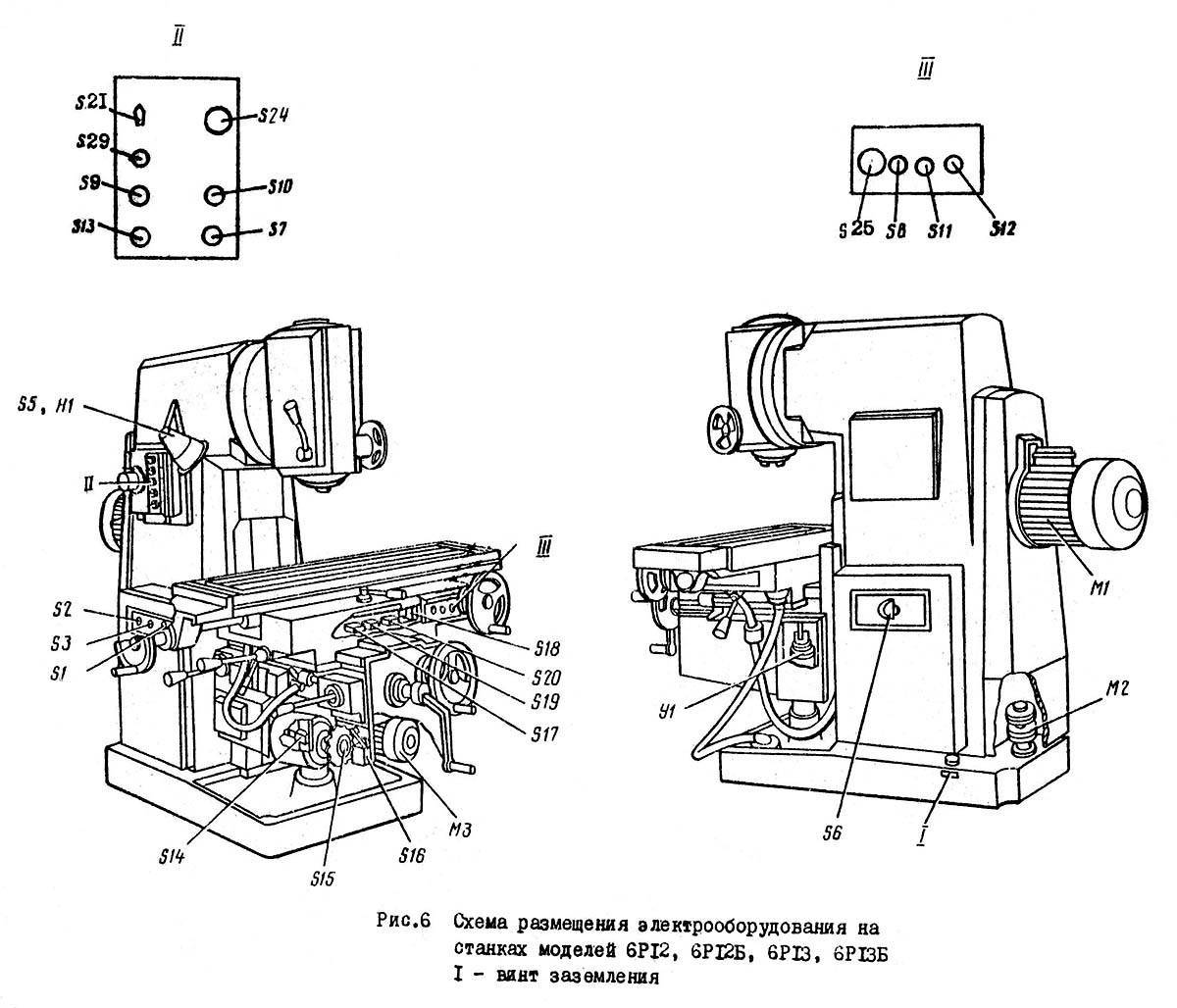
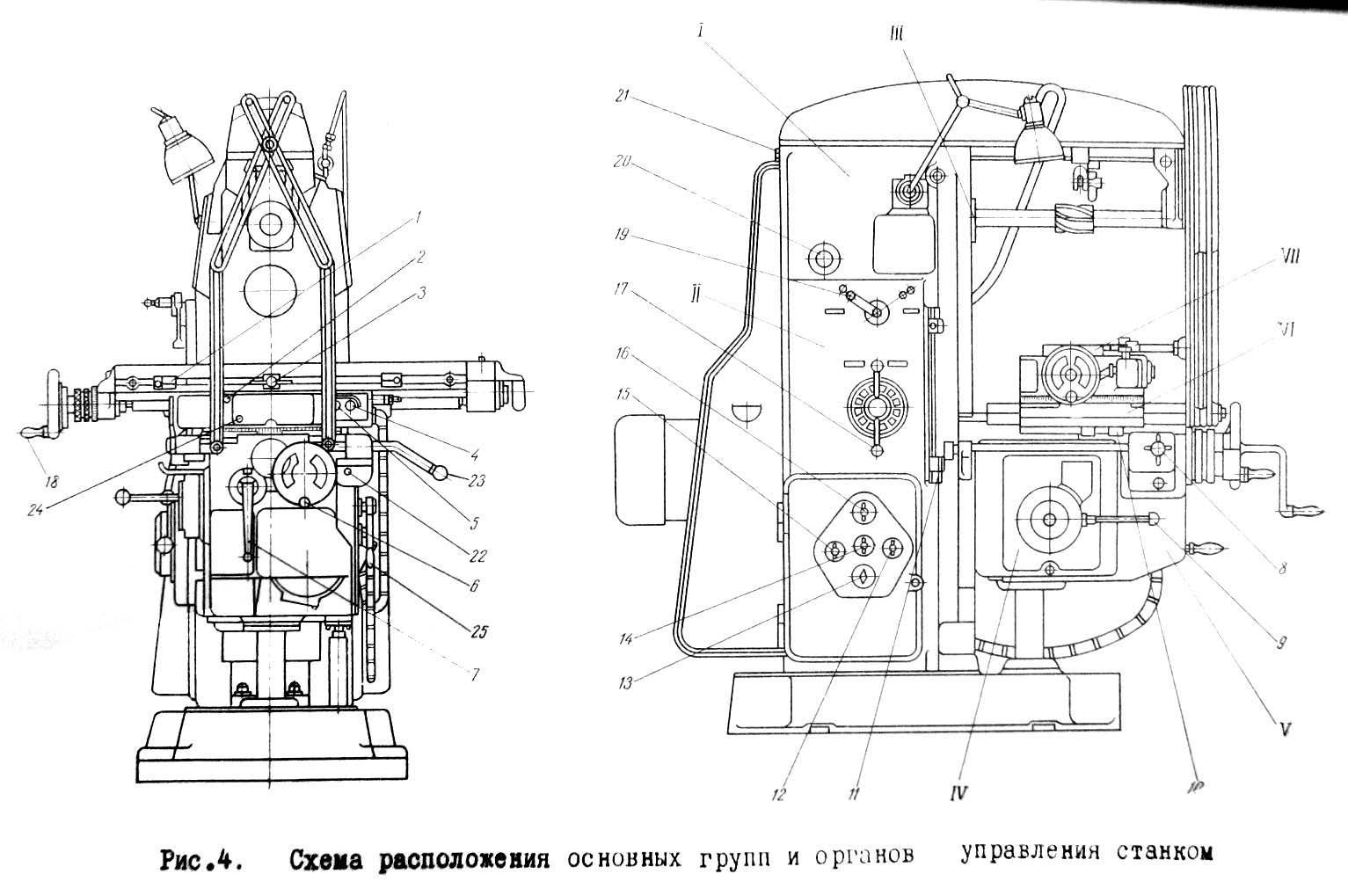
Схема размещения электрооборудования на станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи — конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и РН. Н.О. контакты РН включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ.
При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4КА. Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи «1КА», для вертикальной и поперечной подач — 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск» 1КУ, 2КУ и «Стоп» ЗКУ, 4КУ.
Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки «Быстро», включающей пускателем ПЕ электромагнит ЭВ быстрого хода.
Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения РН служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 В при напряжении сети 220 В и 55 В при напряжении сети 380, 400, 415, 440 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2, 1КА-4 и 2КА-2, 2КА-4.
При автоматическом управлении переключатель ПУ должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА.
Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы.
Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43-26 конечного выключателя 3КА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка 3а на звездочку 2 (положение 2 на диаграмма), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя 3КА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя ПП осуществляется через контакты 43-25 конечного выключателя 3КА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
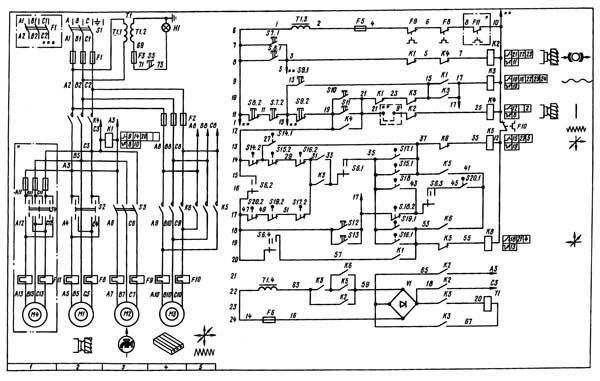
Принципиальная электросхема 6Р82
Фрезерный станок 6Т82Г

Фрезерный станок 6Т82Г
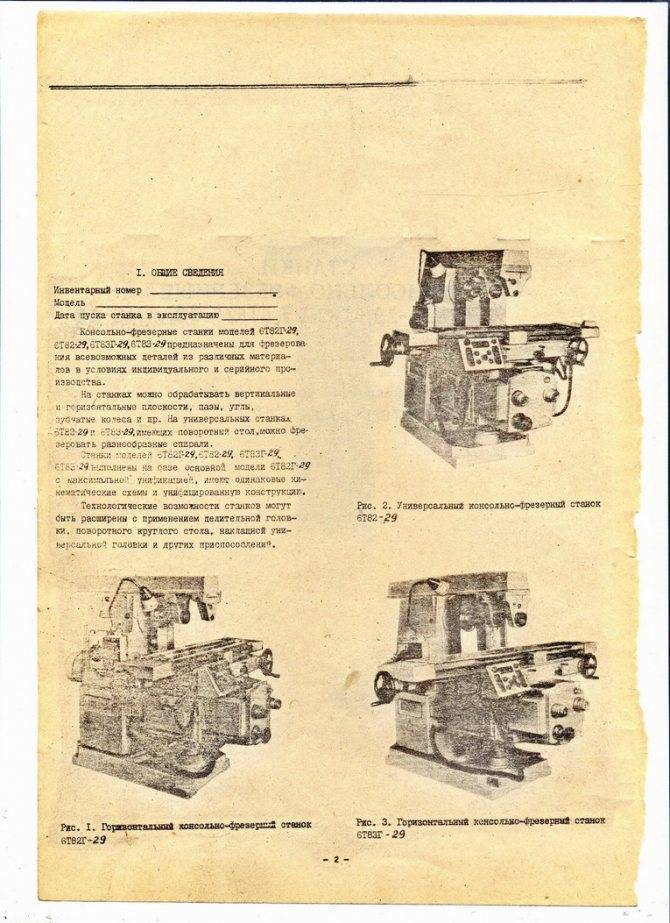
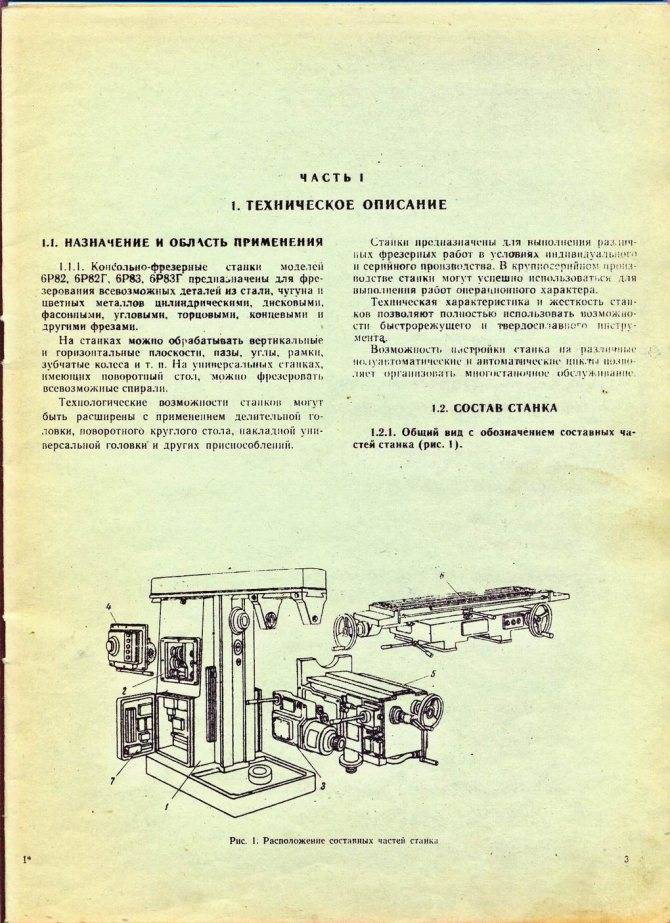
Горизонтально фрезерный станок 6Т82Г предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Высокая жесткость станков позволяет применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Станки моделей 6Т82, 6Т82-27 и 6Т83, 6Т83-27 оснащены столом, поворачивающимся вокруг вертикальной оси на угол ±45°, что обеспечивает возможность нарезания косозубых зубчатых колес, червяков и других деталей, имеющих обрабатываемую поверхность в виде спирали.
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола. Станки выпускаются в различных исполнениях по напряжению и частоте питающей сети. Поставляются запасные части.
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
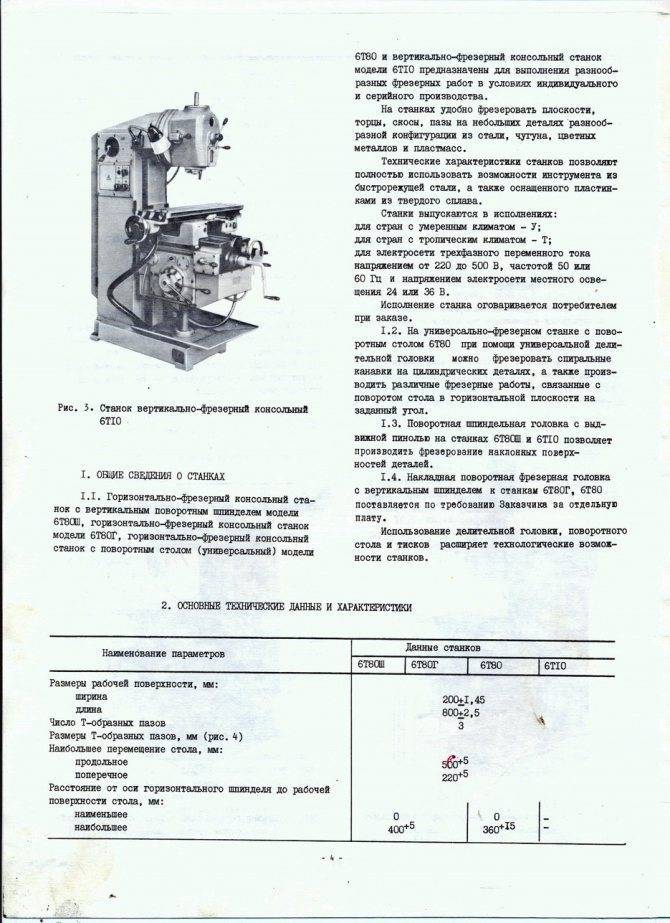
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
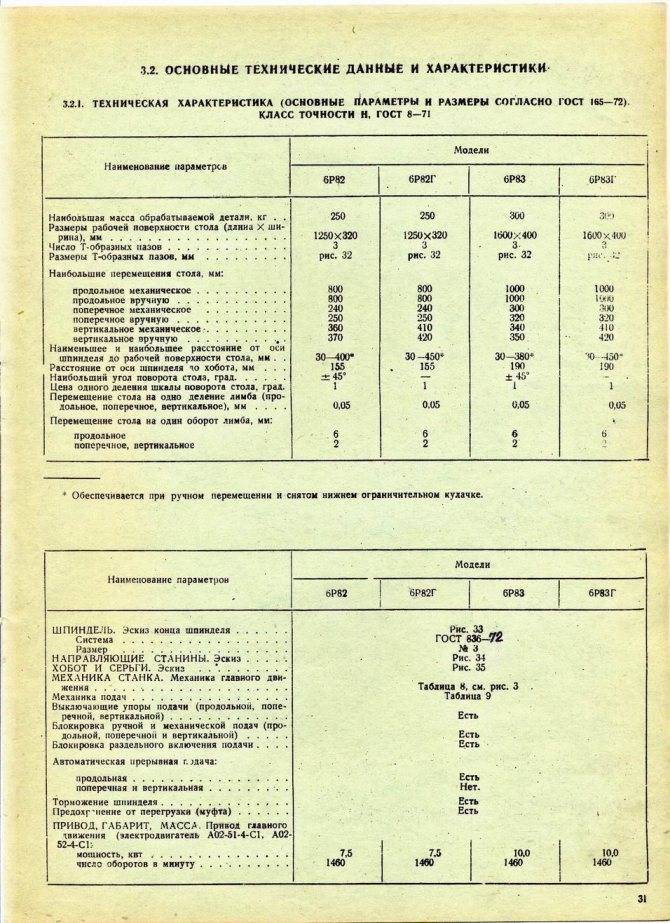
Технические характеристики
Базовая модель оборудования обладает следующими эксплуатационными возможностями:
- Габаритами стола для заготовок в плане, мм: 1250×320.
- Промежутком между шпинделем и столом, мм: 30 – 450.
- Технологическим вылетом стойки, мм: 260 – 820.
- Расстоянием от шпинделя до хобота, мм: 155.
- Регулировкой положения инструментальной головки, мм: 35 – 535.
- Ходом рабочего стола, мм: 420 – 800.
- Наибольшей осевой нагрузкой на рабочий стол, кг: 250.

- Практическим диапазоном интенсивности подачи, мм/мин: 25-1250 (в горизонтальном направлении), 8,3 – 418,6 (в вертикальном направлении).
- Частотой оборотов шпинделя инструментальных головок, мин -1 : 50 – 1600.
- Наибольшим крутящим моментом, кН·мм: 1,07.
- Наибольшим диаметром применяемых фрез, мм: 160 (предварительное фрезерование), 100 (окончательное фрезерование).
- Суммарной установочной мощностью при водных двигателей, кВт: 12,25.
- Габаритами в плане, мм: 2470×1850.
- Массой в сборе, кг: 3300.
Разные производители могут вносить в характеристики станка непринципиальные изменения, которые не ухудшают технологические возможности.
Сообщения о таких изменениях вносятся в паспорт оборудования. Данные, касающиеся производительности и скорости выполнения всех необходимых рабочих перемещений деталей и узлов приведены при условии использования соответствующих марок смазочно-охлаждающих рабочих сред, и при строгом соблюдении правил регламентного обслуживания универсально-фрезерного станка 6Р82Ш.

Технические характеристики широкоуниверсального фрезерного станка 6Р82Ш
Описаны состав узлов, технологическое применение, эксплуатационные характеристики, особенности конструкции, порядок управления универсальным станком 6Р82Ш.
Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
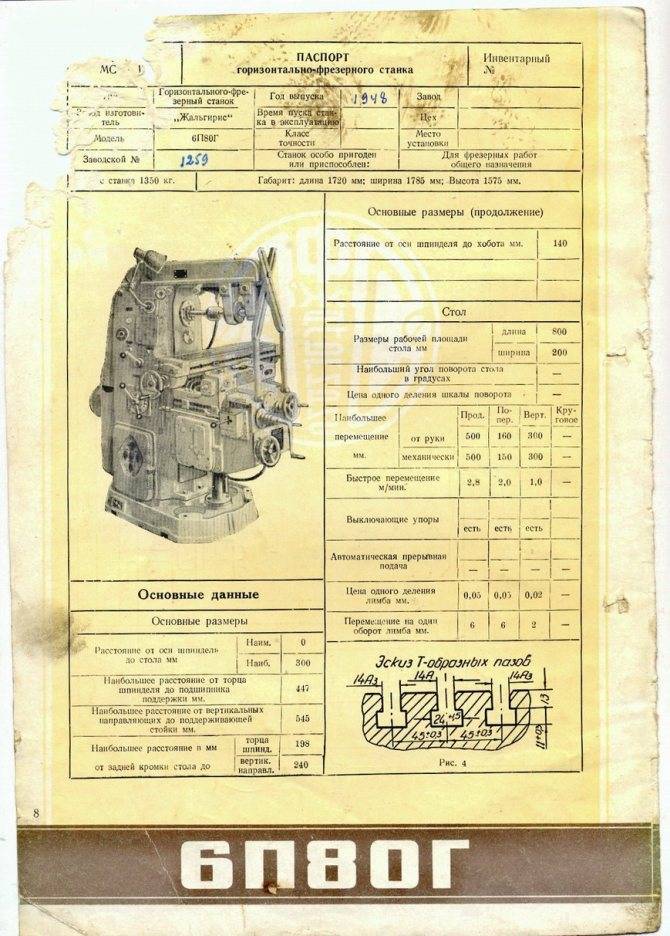
История горизонтального консольного фрезерного станка 6Р82г
Модели горизонтально фрезерные начали выпускать с 1932 года — через год после открытия предприятия. В 37 появились прототипы — варианты серии 6Б, который были оснащены столами с размерами 320 на 1250 миллиметров. В 51 году началось производство вариаций 6Н. Одни из приборов — 6Н13ПР — был положительно воспринят общественностью и принят к рассмотрению ведущими европейскими специалистами. В 1956 году, то есть через пять лет после создания, конструкторов наградили в Брюсселе за эту разработку.
В 1960 году появляются варианты серии 6М, станков такого типа было выпущено семь моделей. Они были удобны, но все еще присутствовала проблема недостаточной безопасности.
Модель 6Р82 появилась одновременно с еще одной популярной 6Р83 — в 1972 году. Консольные вариации понравились специалистам, которые настояли на том, что ассортимент необходимо расширять. Так появились в 1985 году другие линейки станков с маркировкой Т-1 — 6Т82 и 6Т83. Принципиальных различий у оборудования нет. В 1991 году показали разработки серии Т — станков представлено десять видов.
Многие вариации оборудования выпускаются до си пор. Не стоит думать, что ранний год изготовления говорит о плохом качестве или недостаточном функционале. На самом деле приборы раннего производства могут подойди предприятиям лучше, чем выполненные во времена миллениума — дело в том, насколько они подходят для конкретного выполняемого вида работ.
Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.
Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.
Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
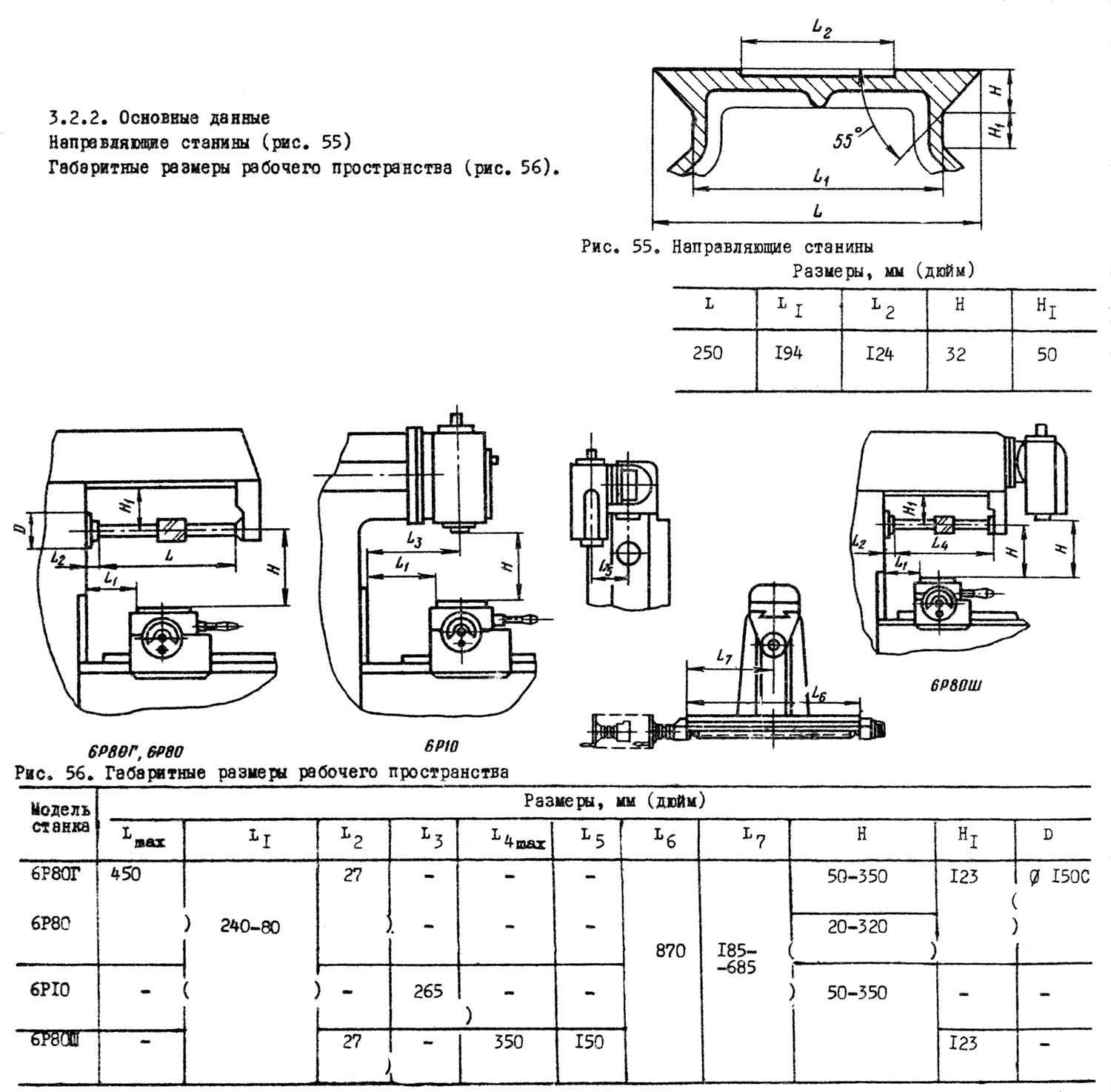
Габаритные размеры рабочего пространства
Форм-фактор меньшие, чем у модели 83. Учитываются фазы стола и шпиндель. В стандартной схеме указывается, что даются параметры не менее 128,57 сантиметров по длине. Круговым элементом определяется размеры (учесть стоит и поворот на 45 градусов). Диагональ составляет 101 сантиметр, не учитывая угол поворота.
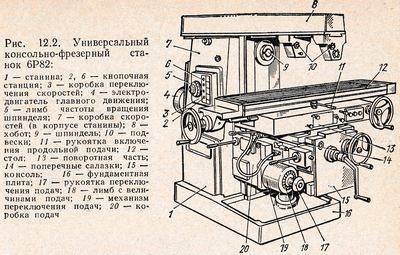
Узлы консольно-фрезерного станка 6Н82
Коробка скоростей универсально-фрезерного станка 6Н82
Коробка скоростей фрезерного станка 6Н82 в разрезе
- Маховик
- Шпиндель
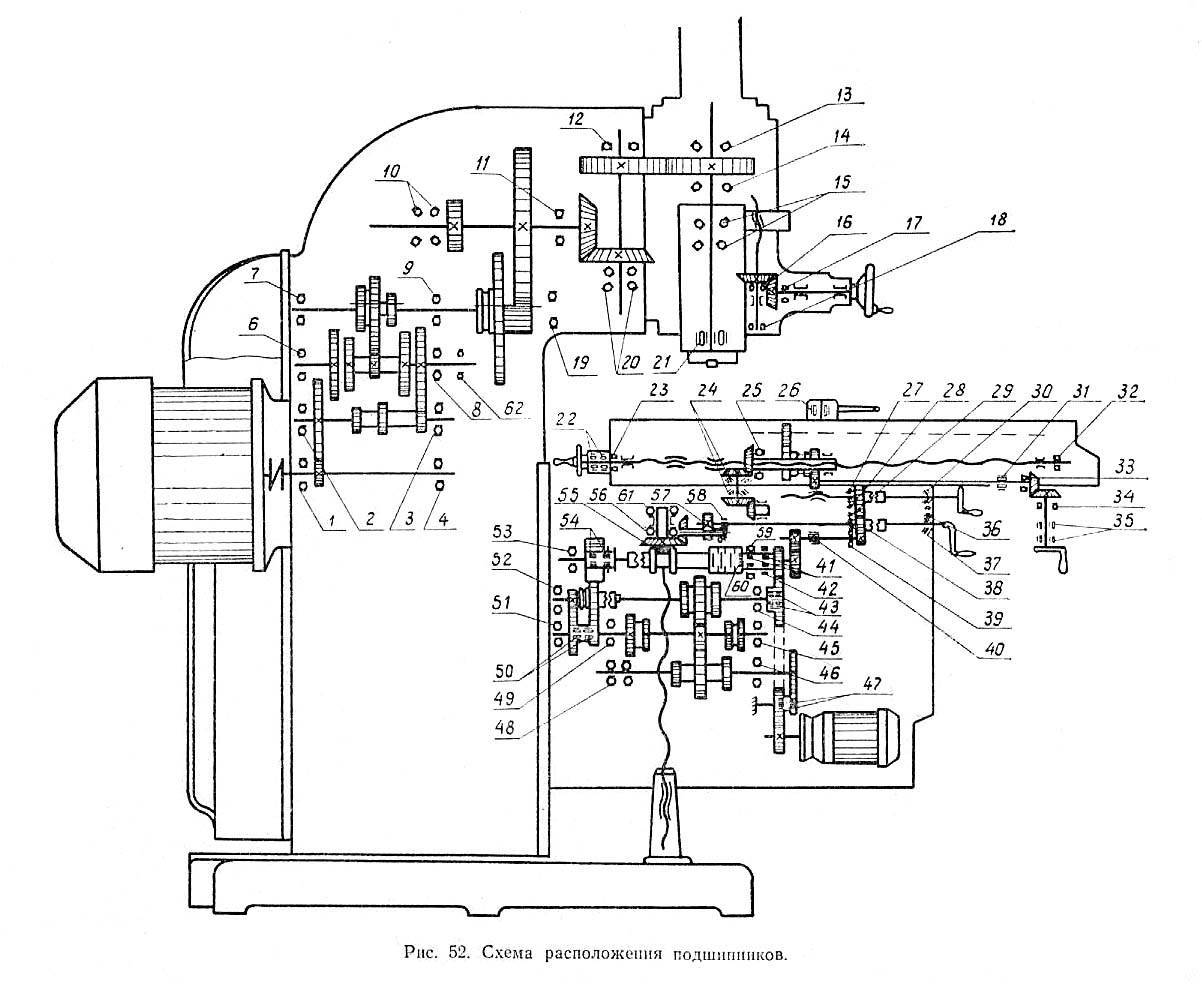
- Конические роликоподшипники
- Зубчатые колеса
- Электродвигатель
- Шлицевые валы
- Шарикоподшипники
- Станина
Возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя.
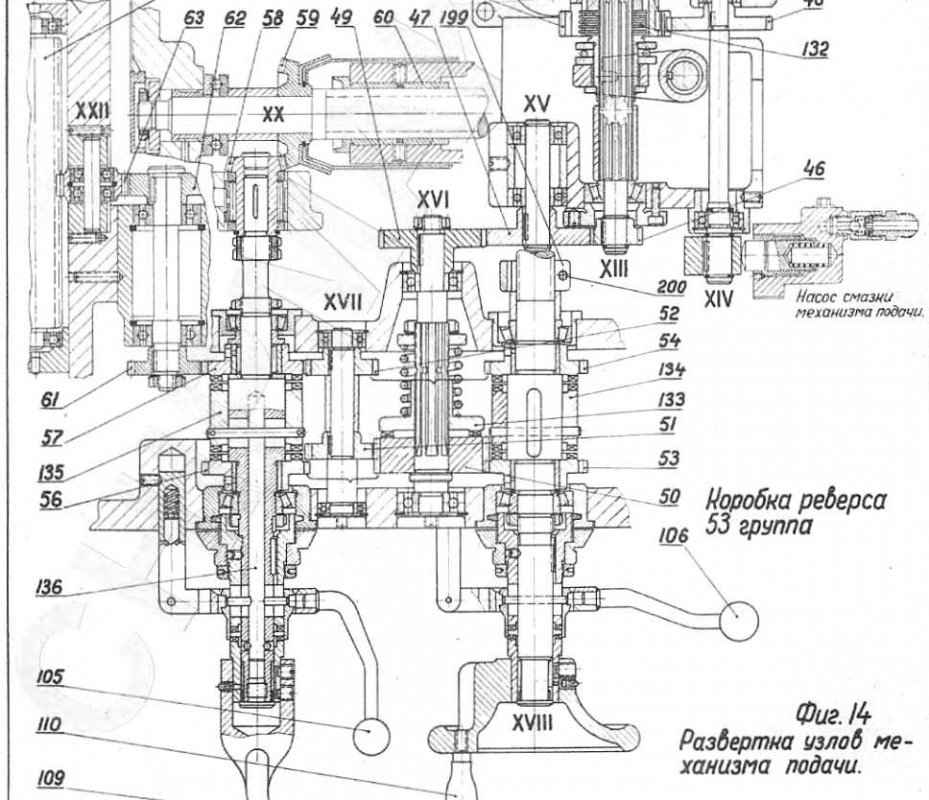
Механизм переключения подач станка 6Н82
Схема механизма переключения подач фрезерного станка 6Н82
- Лимб механизма переключения подач
- Рукоятка переключения
- Фиксатор положения диска
- Диски переключения
- Рейки зубчатые
- А, В, С — передвижные блоки
Переключение блоков А, В, С производится с помощью вилок, закрепленных на соответствующих рейках. Рейки 5 получают перемещение от двойного диска 4 с отверстиями, закрепленными на одной оси с рукояткой переключения 2.
Возможные положения блоков зубчатых колес коробки подач, соответствующие 18 ступеням чисел оборотов шпинделя.
Цепь подач. Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещения стола сообщаются 18 различных подач в пределах от 23,5 до 1180 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8 до 390 мм/мин.
Вал I коробки подач приводится во вращение непосредственно электродвигателем, от него вращение передается валу II зубчатой парой 26:44, валу III зубчатой парой 24:64, валу IV зубчатыми парами 18:36, или 27:27, или 36:18, валу V зубчатыми парами 18:40, или 21:37, или 24:34 и далее валу VI через перебор 13:45; 18:40 или непосредственно зубчатой передачей 40:40.
С вала VI движение передается:
- винту продольной подачи стола по цепи 28:35; 18:33; 33:37; 18:16 и 18:18
- винту поперечной подачи стола по цепи 28:35; 18:33 и 33:37; 37:33
- винту вертикальной подачи стола по цепи 28:35; 18:33; 22:33 и 22:44
В табл. 10 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи в три раза меньше.
При ускоренном (быстром) перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26:44; 44:57; 57:43 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечного перемещений составляет 2300 мм/мин, вертикального перемещения — 770 мм/мин.
Для лучшего понимания кинематической схемы цепи подач на рис. 116 приводится разрез коробки подач. Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков 6Н82, 6Н82Г и 6Н12.
На рис. 116 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 111. От электродвигателя (на рис. 116, а не показан) через зубчатое колесо 2 = 26 вращение передается на вал II при помощи зубчатого колеса 2=44, а от него через зубчатые колеса 24:64 на вал III, затем при помощи трех блоков зубчатых колес на валы IV, V и VI. Вал VI, называемый фрикционным, обозначен на рис 116, а цифрой 14. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 116, а не показан) передается через зубчатое колесо 2=26, промежуточные зубчатые колеса 2=44 и 2=57, минуя коробку подач, на зубчатое колесо 16 (2=43), получающее постоянное число оборотов (870) в минуту.
Фрикционный вал 14 передает вращение, полученное им от зубчатых колес 2=40 или 2=57, на вал VII (см. рис. 111) при помощи зубчатых колес 2=28 и 2=35 для осуществления либо рабочих подач, либо быстрых перемещений.
На фрикционном валу 14 (см. рис. 116, а) расположены две муфты — кулачковая 6 и фрикционная многодисковая 13. Для 1 Разверткой называется условное изображение узла или механизма, при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Электрооборудование станка 6Р83Г
Схема электрическая фрезерного станка 6Р83Г
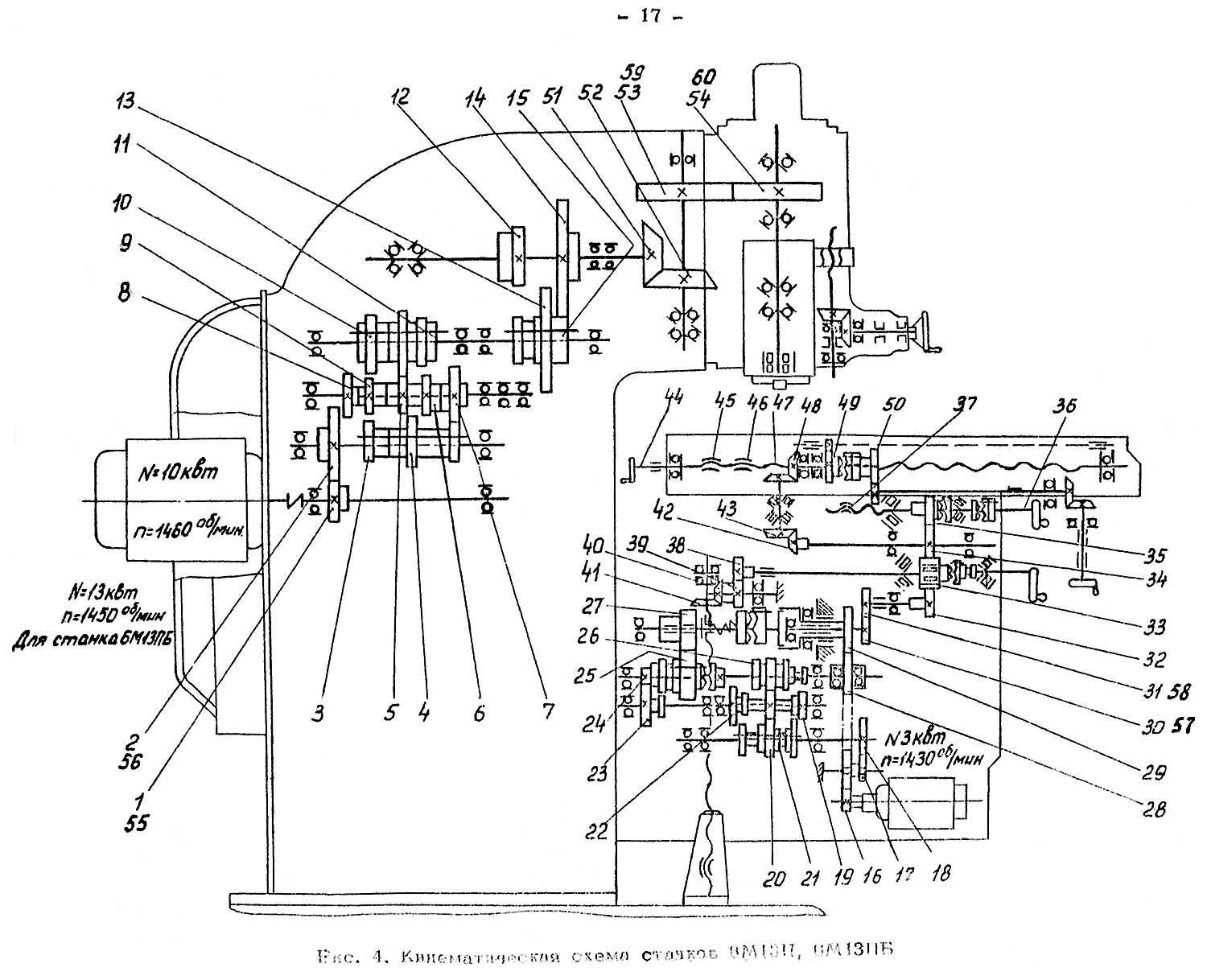
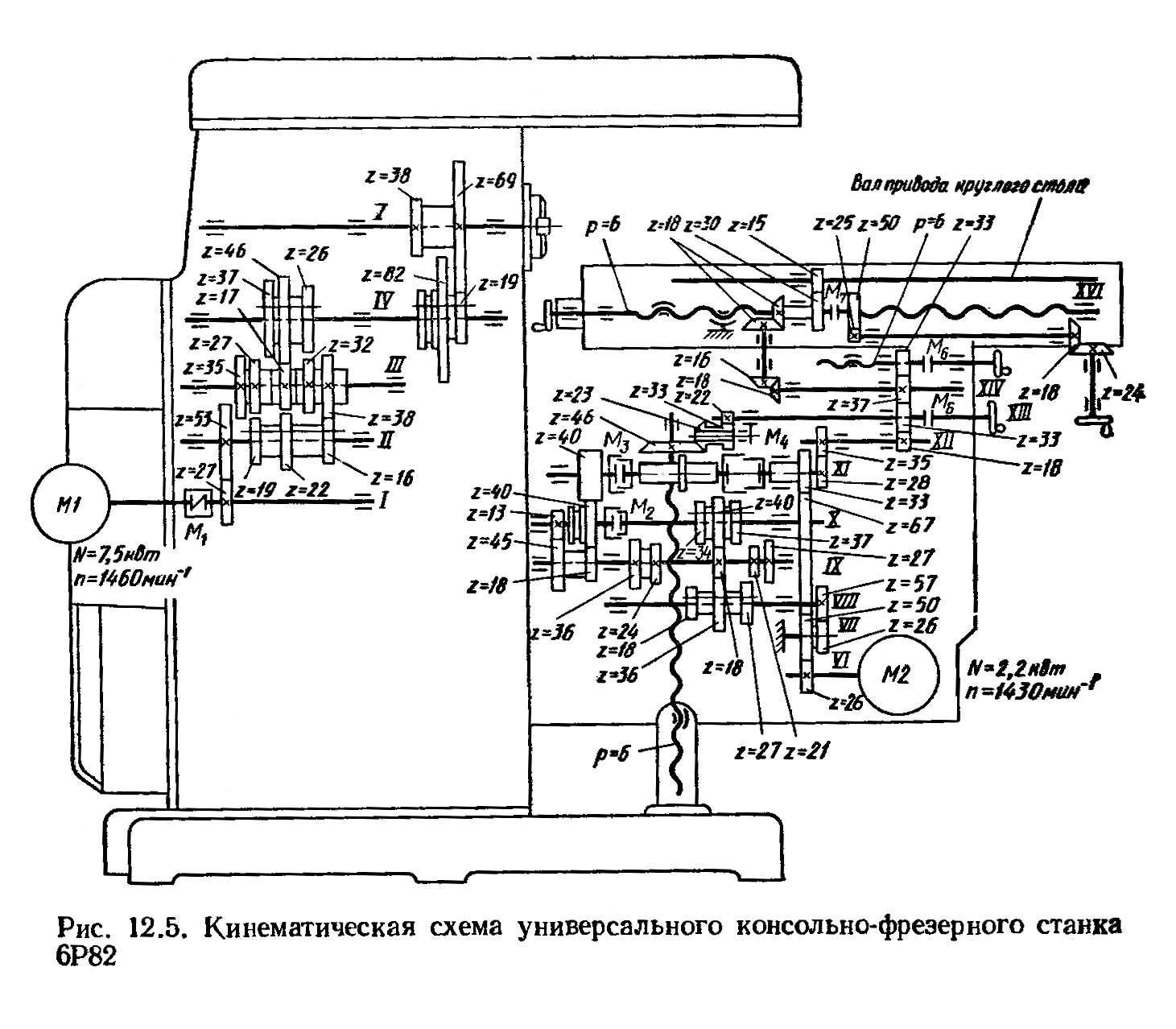
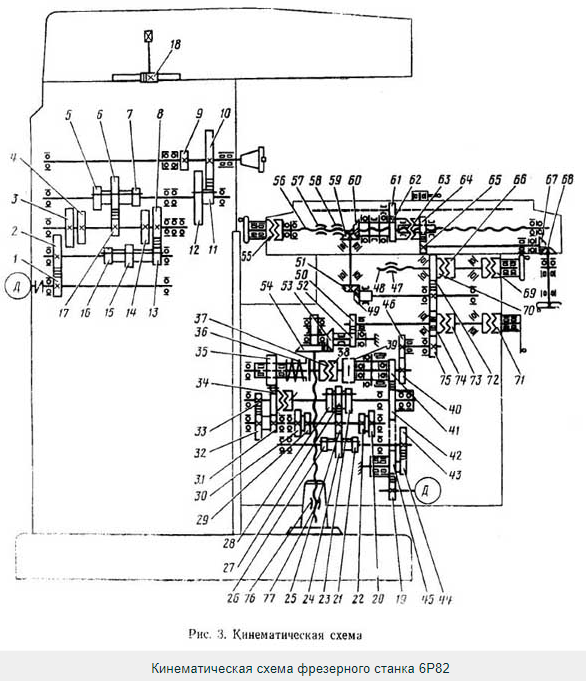
Кинематическая схема фрезерного станка 6р83г
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.

Что известно о производстве станка
Горизонтально-фрезерный станок 6Р82 был разработан в 70 годы прошлого столетия. После испытаний и доработок был запущен в массовое производство на Горьковском заводе фрезерных станков в 1970 году. Модель несколько раз модернизировалась, на нее устанавливали ЧПУ.
В настоящее время завод на Волге продолжает выпускать современные модели фрезерного металлообрабатывающего оборудования на базе 6Р82. Станки старого образца перекочевали в домашние мастерские и на небольшие предприятия и продолжают изготавливать планки, столы и рейки с высокой точностью.
Справка! Горьковский завод фрезерных станков был введен в строй в 1931 году по сталинской программе индустриализации страны. До конца XX столетия он был практически единственным производителем фрезерных станков разного типа на территории страны. Сейчас оборудование завода выпускается под маркой ФЗС.
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
Читать также: Ручная аргонно дуговая сварка
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

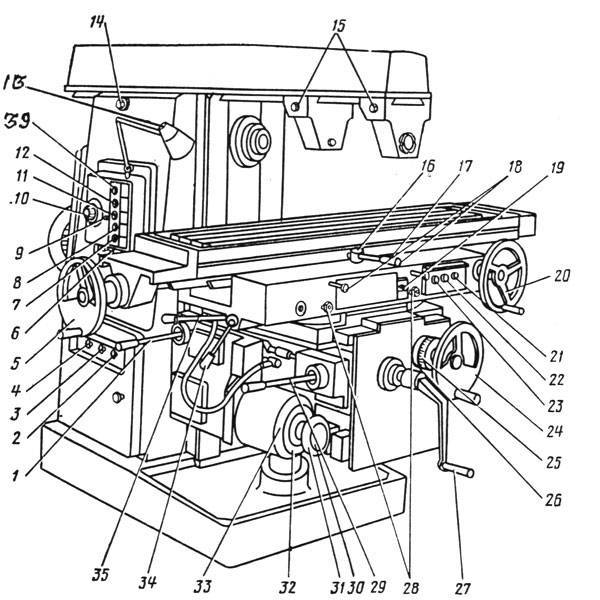
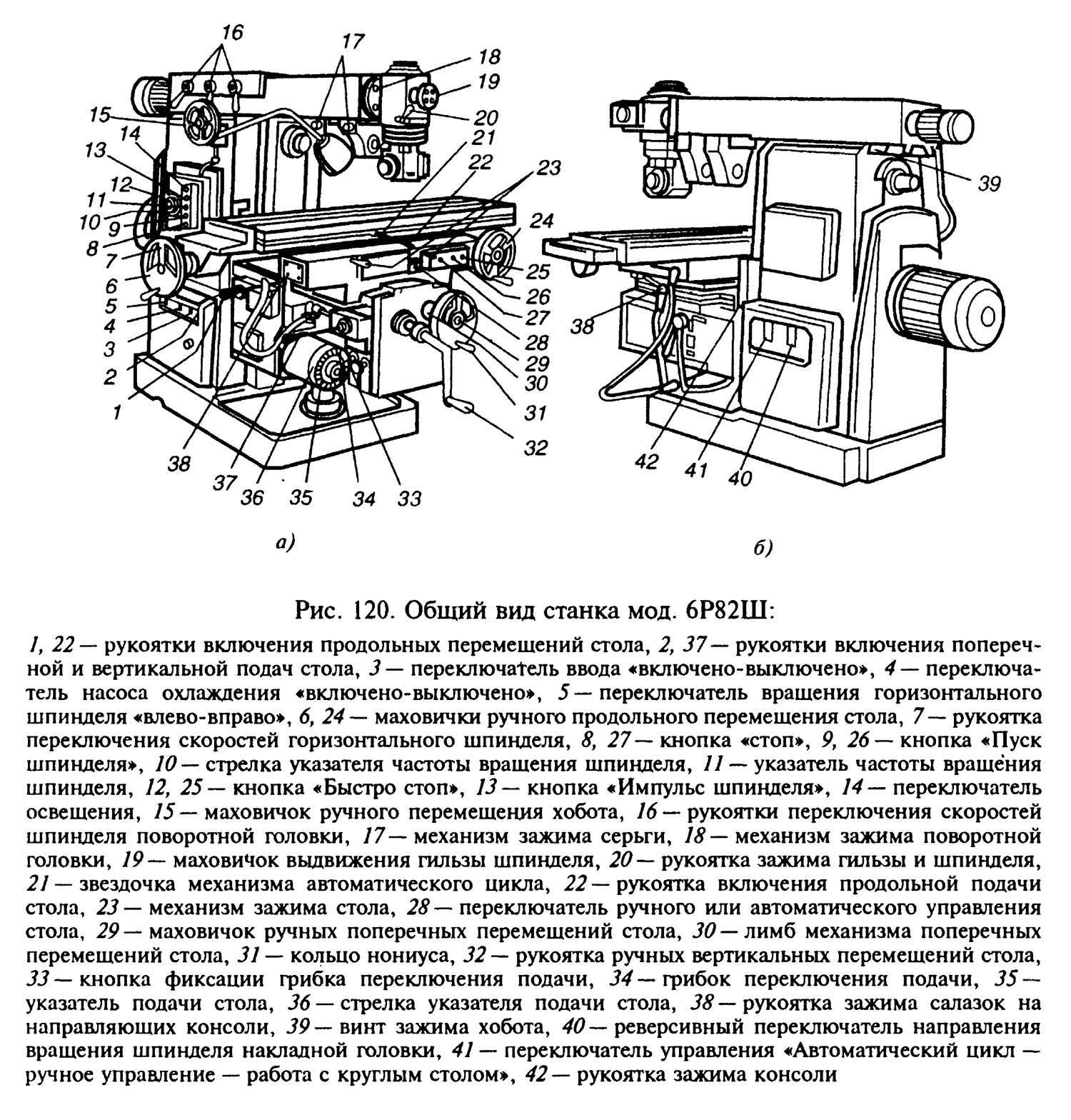
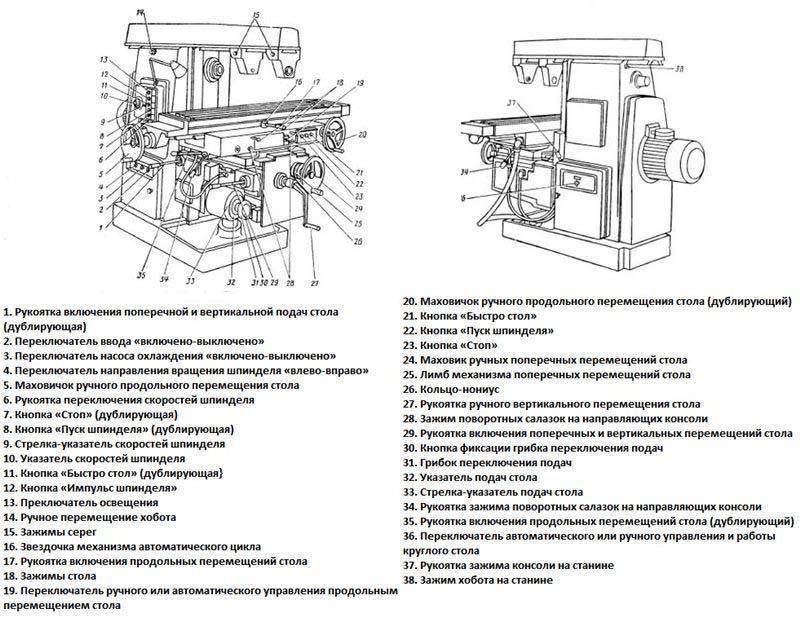
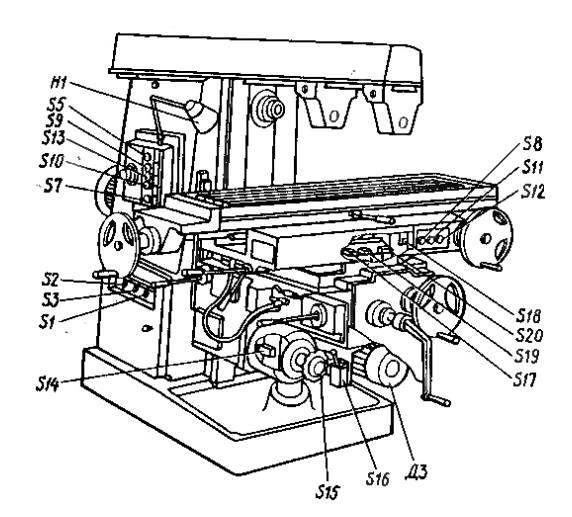
Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
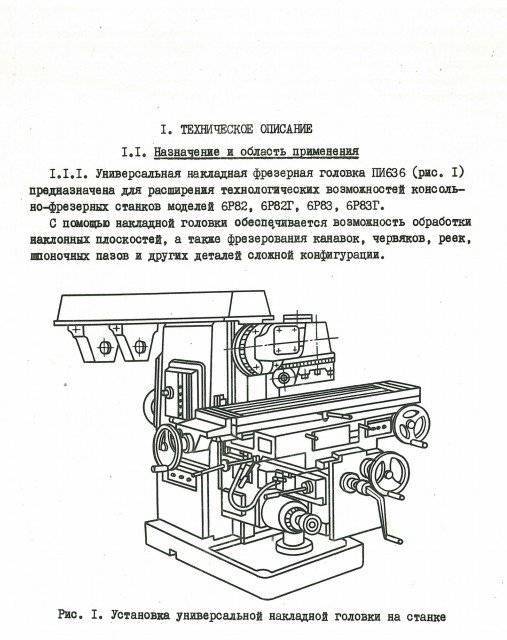
Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.

Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Форма плоскостей, с которыми работают на оборудование, не ограничивается. Используется различные вертикальные и горизонтальные вариации. Без труда можно работать колеса из зубцов, пазы, рамки или углы. Поэтому станок типа 6Р82 и 83 считается одним из лучших вариантов для серийного производства, требующего больших мощностей, но вместе с тем нуждающемся в оборудовании с разноплановыми резцами.
Дополнительный плюс — функционал станка расширяется при помощи круглого стола, докупают делительную или накладную головку, которая расширяет диапазон возможностей.
Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.


Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
Технические характеристики широкоуниверсального фрезерного станка 6Р82Ш
Описаны состав узлов, технологическое применение, эксплуатационные характеристики, особенности конструкции, порядок управления универсальным станком 6Р82Ш.
Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой);
- Поперечно (на 260мм рукой и на 240 механически);
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.

Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.
Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения – до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты;
- Не более 75% мощности + низкие обороты.






