

Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
US10345042B2 (en) | 2019-07-09 | Drying chamber, drying unit, drier of recycled abrasive and method for drying wet recycled abrasive |
JP4676245B2 (ja) | 2011-04-27 | 再生細骨材の製造方法、並びに、再生細骨材 |
KR100497318B1 (ko) | 2005-06-28 | 건설 폐기물을 이용한 재생 세 골재 제조방법 및 장치 |
KR20020042569A (ko) | 2002-06-05 | 폐 콘크리트를 이용한 재생 골재 제조방법 및 장치 |
SU663321A3 (ru) | 1979-05-15 | Способ промывки щепы и установка дл его осуществлени |
RU2701017C1 (ru) | 2019-09-24 | Способ рециклинга отходов гранатового песка от гидроабразивной резки |
KR101464647B1 (ko) | 2014-11-24 | 골재-미분말 선별 생산 장치 |
CN1212638A (zh) | 1999-03-31 | 合理分类处理下脚料的方法和设备 |
PT99187B (pt) | 1999-02-26 | Processo e aparelho de tratamento de desperdicios |
RU2728001C1 (ru) | 2020-07-28 | Технологическая схема регенерации отработанного гранатового песка от гидроабразивной резки |
KR100506369B1 (ko) | 2005-08-11 | 건설폐기물의 파/분쇄및 선별장치 |
JP5311329B2 (ja) | 2013-10-09 | アスファルト舗装発生材の再材料化装置、アスファルト舗装発生材を原料とした骨材、アスファルト及び微粒材の製造方法 |
US20020121463A1 (en) | 2002-09-05 | Method and apparatus for removing lightweight particulates during processing of a primary material |
KR200298430Y1 (ko) | 2002-12-16 | 폐 콘크리트를 이용한 재생 골재 제조방법 및 장치 |
US1829039A (en) | 1931-10-27 | Process for producing mica powder |
JP2010155745A (ja) | 2010-07-15 | コンクリート用砕砂製造方法および砕砂製造システム |
RU2571112C2 (ru) | 2015-12-20 | Мобильная установка для очистки сыпучего материала |
US1930247A (en) | 1933-10-10 | Method of treating clay |
FR2670135A1 (fr) | 1992-06-12 | Procede de broyage de matieres cassantes comportant pour la mise en óoeuvre du procede une desagglomeration selective et installation. |
KR200302005Y1 (ko) | 2003-01-24 | 건설폐기물의 파/분쇄및 선별장치 |
KR200311094Y1 (ko) | 2003-04-26 | 건설 폐기물을 이용한 재생 세 골재 제조장치 |
US20210146376A1 (en) | 2021-05-20 | Method and apparatus for washing and grading sand |
JPH10338558A (ja) | 1998-12-22 | コンクリート骨材再生方法 |
Kmec | 2012 | Environmental approach to abrassive recycling for AWJ |
KR20110030749A (ko) | 2011-03-24 | 잔골재, 미세모래, 이물질제거 습식 분급장치 |
Как заказать гидроабразивную резку
Для получения консультации и оформления заказа можно обратиться к специалистам. Сделать это можно по телефонам +7 (495) 601-94-03 +7 (495) 601-92-59 или отправить заявку через форму на сайте.
Правильность выбора в качестве партнёра очевидна, это:
- прекрасная производственная база;
- наличие собственного материла;
- возможность транспортировки изделий;
- оптимизация заказа — специалисты предприятия помогут в выборе материала, предложат оптимальный раскрой листа;
- минимальная пороговая стоимость заказа составляет 5000 рублей;
- приём заявок ведётся в любом графическом формате.
Ценовая политика компании выстроена на индивидуальном подходе к заказчику. И главное ― во главе всего стоит персонал высочайшей квалификации, способный принять самое непосредственное участие в чётком выполнении заказа.
Гидроабразивная резка — услуги в Москве
Принимаем заказы на услуги гидроабразивной резки (фигурная резка и раскрой) различных материалов (все виды стали и сплавы, мрамор, гранит, керамика, стекло, резина, изоляционные материалы, труднообрабатываемые материалы). Цены на услуги гидроабразивной резки формируются, исходя из количества времени работы оборудования. При установке цен производится индивидуальный расчет стоимости услуг в каждом конкретном случае ввиду того, что при помощи гидроабразивной резки может обрабатываться большое количество различных материалов.
Определить стоимость услуг по гидроабразивной резке Вам помогут наши специалисты после заполнения заявки, которая будет рассмотрена нашими специалистами в течение 24 часов с позиции максимального удовлетворения Ваших требований.
Резка металлов
Абразивная струя позволяет резать все типы металлов. При этом на поверхности кромки не остается заусенцев, процесс проходит без оплавления края материала, образования шлама и выброса в воздух пыли и вредных газов. Отсутствие зоны термического влияния позволяет резать пластичные металлы (например, повсеместно использующаяся нержавеющая сталь марки AISI304) без малейших деформаций.
Инновационные сплавы, такие как Инконель, с трудом поддающиеся машинной обработке, без труда разрезаются данным методом без искажений, появления трещин, разрушений, изменений свойств и прочности.
Резка композитных материалов
Режутся армированные материалы, включая Кевлар. Процесс их раскроя проходит на высоких скоростях, результатом является готовая деталь с ровными и гладкими краями.
Резка стекла
Используются при резке широкого спектра изделий из стекла, начиная от ультратонких панелей для смартфонов, толстых многослойных бронированных панелей для транспортных средств и зданий и заканчивая оконными витражами. Данная технология позволяет использовать малое давление струи при прорезании отверстий с последующим увеличением давления.









Резка бетона и камня
Применяется для получения изделий из всех типов камня. Этим способом производят гранитные столешницы, кварцевые заготовки для зеркал, мраморные мозаичные напольные панно, декоративные стеновые панели и прочие элементы декора из камня.
Резка керамогранита
Применяется при изготовлении настенных или напольных декоративных панно. Она позволяет создавать из керамогранитной плитки уникальные мозаичные композиции со сложным сюжетом. При составлении декоративных композиций используют элементы различных форм, размеров и цветов.
Резка керамики
Если твердость обрабатываемого материала превышает твердость гранатового песка, использующегося в качестве абразива, т.е. находится в диапазоне 7,5-8,5 по шкале Мооса, применение гидроабразивной резки будет экономически нецелесообразным.
Гидрорезка резин, тканей, продуктов питания, картона
Тонкие материалы, продукты питания, мягкие и пористые резины можно легко резать чистой водяной струей без примеси абразивного материала. Для резки более твердых и армированных резин применяется абразивно-жидкостная струя.
Оборудование гидроабразивной резки
Станок гидроабразивной резки – сложное и энергоёмкое оборудование, содержащее следующие узлы:
- Инструментальную головку, оснащаемую функцией поворота резака под определённым углом, что позволяет обрабатывать с заданной скоростью поверхности сложной конфигурации.
- Насосную установку для прокачки воды с системой её фильтрации.
- Компрессорную станцию подачи абразивных фракций под давлением.
- Рабочий стол с устройством трёхкоординатного позиционирования (для небольшого оборудования эту работу выполняет своими руками оператор установки).
- Ванну с водой, которая конструктивно связана со станиной оборудования.
- Рабочие ёмкости для воды и абразива.
- Управляющее устройство ЧПУ, или пульт для ручного позиционирования заготовки своими руками.
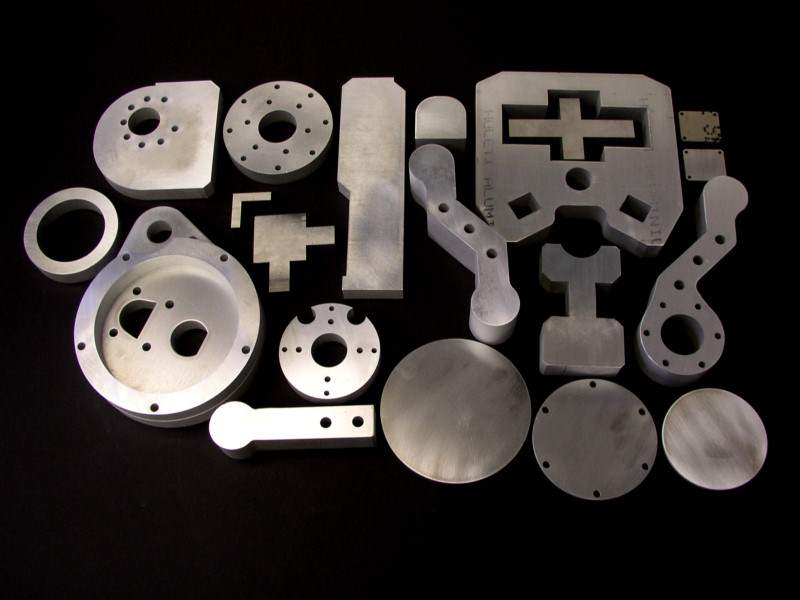
Пример продукции, которую изготавливают на оборудовании ГАР
Наибольшей популярностью пользуются аппараты гидроабразивной резки итальянской фирмы WaterJet Cоrp. Inc., которая выпускает оборудование консольного и портального типов. Первое предназначено для резки относительно небольшой по размерам продукции, второе, отличающееся повышенными точностью и жёсткостью, подходит для обрабатываемых изделий большей толщины.
WaterJet Cоrp. Inc производит не только сами силовые установки, но и насосное оборудование к ним. Ходовой портал аппаратов фирмы оснащается автоматизированным позиционированием, и позволяет одновременно выполнять разделение материалов, разных не только по своему химическому составу, но и по толщине – качество, невозможное в принципе для оборудования термической резки.

Массовая резка деталей на станке ГАР
Гидроабразивная резка во многих случаях считается единственным способом получения пространственных деталей. Например, только рассмотренной технологией возможно производить разделение практически без нагрева заготовки (максимальное повышение температуры кромки составляет 600 °С, а при обработке в водяном баке – и того меньше). Подобным оборудованием можно выполнить разделение толстолистового стекла, керамики, твёрдых сплавов – материалов, которые весьма чувствительны к повышенным температурам. Хорошее качество конечного результата исключает потребность в последующих переходах, а весьма малая толщина струи – до 0,8 мм – минимизирует потери материала. Высокие давления, создаваемые в зоне разъединения, не вызывают появление остаточных напряжений в заготовке, и способствуют последующему повышению её эксплуатационной долговечности.
Сущность способа и варианты его практической реализации
Разъединение материалов при гидравлической резке происходит вследствие воздействия на поверхность раздела узконаправленного потока жидкости — воды — высокого давления. При этом для интенсификации процесса в технологическую зону может одновременно подаваться мелкодисперсная абразивная среда (чаще всего с этой целью применяют различные виды песка). Соединяясь, эти два потока образуют чрезвычайно жёсткую струю, давление в которой (благодаря повышенной скорости движения) локально превышает предел прочности разрезаемого материала. Если перемещать инструментальную головку, в которой происходят все вышеописанные механические процессы, по определённой траектории, то можно с требуемым качеством и точностью получать весьма сложные конфигурации контура.
Гидроабразивная резка металла с применением воды обычно производится при следующих рабочих характеристиках:
- Давление — 2000…5000 ат (меньшие значения – для более мягких преимущественно тонколистовых материалов).
- Скорость водного потока – до 1000…1200 м/с.
- Расход абразива – до 50 г/с
- Средний размер абразивной частицы в плане – 100…600 мкм (с увеличением этого параметра точность разъединения материалов снижается).
- Расход воды – до 4 л/мин.
- Гидроабразивная обработка осуществляется в следующей последовательности. Разрезаемый материал укладывается в ванну, заполненную водой, и фиксируется по трём координатам относительно инструментальной головки. Это может выполняться своими руками на неавтоматизированной установке, а на оборудовании с ЧПУ – при помощи предварительно набранной программы разъединения материала.
Далее инструментальная головка погружается в ванну, после чего включается интенсивная подача воды соответственных значений скорости и давления. Жидкость, проходя через сопло резака, смешивается там с тангенциально подаваемым потоком абразива. Обе струи смешиваются, и через отверстие в нижнем торце сопла направляются на поверхность разъединяемого материала. Вручную или программно происходит сближение сопла, в результате чего результирующее давление струи резко увеличивается, производя размерное разрушение краёв.
Частицы материала увлекаются в образовавшийся зазор, после чего, теряя свою скорость, попадают на дно ванны, откуда откачиваются специальным насосом, предусмотренным конструкцией рабочей установки. В процессе откачки происходит отделение фракций абразива от воды, с последующей его фильтрацией и сушкой. Ввиду достаточной ёмкости баков для воды гидроабразивная резка может производиться непрерывно, и с увеличенными скоростями струи.

Пример резки металла на установке ГАР
Ванна оборудования, в которой производится гидроабразивная обработка, выполняет две функции:
- Снижает уровень шума при разрезании (до 78…80 дБ против 130…140 дБ в случае обработки вне водяной среды);
- Гасит энергию и скорость струи воды.
Строение сопла ГАР для резки чистой водой Строение сопла ГАР для резки водой с абразивом
Сущность технологии
Гидроабразивная резка металла не является инновационной технологией, использовать ее начали еще в 1960-х годах. Первой станки для выполнения такой резки начала применять американская авиастроительная компания. Именно руководство этой компании сделало официальное заявление о данном методе, описав его преимущества и рекомендовав применять его для резки металла и других материалов, обладающих высокой твердостью. С этого момента абразивная резка металла с использованием воды стала активно применяться предприятиями и завоевывать все большую популярность.
Суть данной технологии заключается в том, что в зону реза под большим давлением подается вода, в состав которой включены абразивные вещества. Любая установка гидроабразивной резки работает по следующей схеме.
- В смеситель аппарата из специальной емкости подаются вода и абразивный материал, в качестве которого преимущественно используется мелкий песок.
- После смешивания вода с абразивом поступает в сопло установки.
- В сопле формируется тонкая струя гидроабразивной смеси, которая под большим давлением подается в зону резки.
Принцип действия гидрообразивной резки
Технология, реализуемая по подобной схеме, позволяет не только выполнять резку быстро и с высоким качеством, но и значительно экономить на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что по скорости выполнения абразивная резка с помощью воды сопоставима с плазменной технологией, а по качеству получаемого реза – с лазерной.
Принцип работы гидроабразивной резки
Применение станков водно-абразивной резки не ограничиваются только возможностью раскроя металлопроката, все же основная доля оборудования продолжает применяться непосредственно в этой сфере производства. Работа гидроабразивной резки основана на технологии подачи воды с определенным содержанием абразивного вещества под давлением, на поверхность материала. Что происходит во время резки?
- Вода подается из специального резервуара под давлением в смеситель.
- Одновременно в смеситель направляется абразивная смесь, обычно состоящая из мелких частиц песка.
- После смешивания с абразивом, вода подается на сопло для резки металла гидроабразивной струей воды.
- Тонкая струйка направляется на поверхность обрабатываемого материала и разрезает его.
Такой принцип работы позволяет существенно увеличить скорость обработки металла и качество его реза. Единственный расходный материал, который потребуется заменять, это сам абразивный порошок. Понадобится время от времени добавлять абразивный порошок в специальные резервуары.
Скорость гидроабразивной резки металла может сравниться с той, которая есть у плазменных автоматических станков. Но качество проведения работ может сравниться только с разрезанием с помощью лазера.
Сферы применения
Данная технология имеет серьезные отличия от всех остальных методов разделения листового металла. При использовании такого метода поверхность обрабатываемого металла не испытывает давления и механического воздействия другого типа. Благодаря этому в зоне резки отсутствует трение, соответственно, исключен нагрев инструмента и поверхности детали, что положительно сказывается на качестве обработки и значительно расширяет область применения такой технологии.
Чаще всего абразивная резка с участием воды применяется для разделения листового металла, но в последнее время такой метод все активнее используют для обработки других материалов, к которым относятся:
- природные камни (гранит, мрамор и др.);
- керамическая плитка, листовое стекло;
- углеродистая и нержавеющая сталь, титан и другие металлы;
- железобетонные конструкции;
- различные полимерные материалы и резина.
Использование технологии гидроабразивной резки позволяет минимизировать расход материалов, что является ее весомым преимуществом. Кроме того, резка с использованием абразива и воды – это единственно возможный способ разделения металла на предприятиях с высокой пожаро- и взрывоопасностью.










Характерная область применения технологий резки водой
| Гидрорезка | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
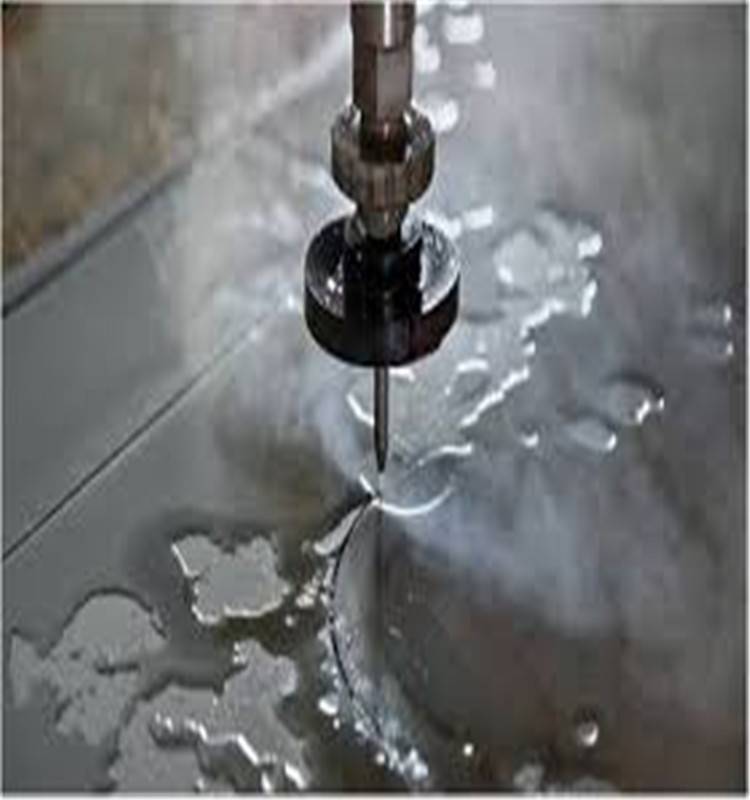
Гидроабразивная резка
Гидрорезка (водоструйная резка) – вид резки, при котором материал обрабатывается тонкой сверхскоростной струей воды. При гидроабразивной резке для увеличения разрушительной силы водяной струи добавляются частицы высокотвердого материала – абразива.
Если взять простую воду и сжать под давлением около 4000 атмосфер, после чего пропустить ее через отверстие диаметром менее 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Такая струя воды, направленная на изделие, становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.
Рис. 10. Гидрорезка
Технология резки
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Рис. 11. Схема гидроабразивной резки
При гидрорезке (без абразива) схема упрощается: вода под давлением вырывается через сопло и направляется на разрезаемое изделие.
Техника гидроабразивной резки
Принцип работы гидроабразивных станков заключается в следующем:
Вода, сжатая одним из основных компонентов системы – насосом высокого давления до давления 4000 бар или более, проходит через водяное сопло, образующее струю диаметром 0,2-0,35 мм, которая попадает в смесительную камеру. В смесительной камере происходит смешивание воды с абразивом (гранатовым песком) и далее она проходит через второе, твердосплавное сопло с внутренним диаметром 0,6-1,2 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1000 м/сек и попадает на поверхность разрезаемого материала, тем самым разрезая ее.
Таблица 5. Характерная область применения технологий резки водой
В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия. Также не стоит забывать, что более твердый абразив быстрее изнашивает узлы режущей головки.
Таблица 6. Типичная область применения некоторых абразивных материалов при резке
Преимущества и недостатки.
С помощью водно-абразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- очень высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Водно-абразивная струя способна разрезать материалы толщиной до 300 мм и больше. Гидроабразивная резка может быть выполнена по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. Данный вид резки эффективен по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
Водно-абразивная резка имеет ряд недостатков:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Оборудование:
При гидроабразивной резке используется такое оборудование, как станок для гидроабразивной резки.
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
- корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря нему, он достаточно массивный;
- емкость для воды – крупная, обычно не меньше двух кубических литров, но может быть больше;
- мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
- прочные шланги – соединяют все узлы;
- отсек для хранения и подачи абразивных частиц;
- смеситель;
- инструмент – он регулирует мощность струи, ее ширину, направление;
- плоскость, на которой расположена заготовка и будет происходить работа;
- блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях, начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость быстро набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также у нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Сферы применения
Ранее в статье мы неоднократно говорили, что гранатовый песок обладает великолепными свойствами, главное из которых – высокая прочность. Благодаря этому он широко применяется в самых различных сферах деятельности.

Материал используют:
- в машиностроении;
- газовой и нефтяной промышленности;
- процессе реставрации мостов, зданий и сооружений;
- деревообрабатывающей отрасли;
- процессе обустройства теннисных кортов;
- кораблестроении;
- дизайне;
- системах фильтрации различных жидкостей;
- процессе производства керамических изделий;
- автомобилестроении.
Область применения гранатового песка довольно обширная.
На сегодняшний день гранатовый песок занимает лидерские позиции среди абразивных материалов. Уже давно, к примеру, для чистки днищ кораблей или фасадов зданий не используют кварцевый песок, применяют именно гранатовый. Что касается очистки и фильтрации воды, то специалисты утверждают, что использование данного абразива способствует улучшению свойств жидкости.

Ещё одно направление деятельности, в котором гранатовый песок стал незаменимым материалом – это гидроабразивная резка.

Применение гранатового песка даёт возможность обрабатывать:
- различные металлы;
- элементы, изготовленные из жаропрочных и нержавеющих материалов;
- природный и искусственный камень;
- стеклянные и резиновые детали;
- бетонные и железобетонные конструкции;
- керамику и пластик.

Существует технология гидроабразивной резки с применением гранатового песка. Материал определённой фракции под высоким давлением смешивают с водой, создавая идеальную режущую машину.

На видео ниже показан простой способ проверки качества гранатового песка.
Гранатовый песок для гидроабразивной резки, водоабразивной и пескоструйной обработки
Абразивный гранатовый песок относится к твёрдым абразивам (твёрдость 7-8 по Моосу), занимающим диапазонную промежуточную позицию между кварцем с 7 классом и топазом с 8 классом минералогической шкалы (для сравнения, сверхтвёрдый абразив из оксида алюминия электрокорунд имеет 9 класс, соответствующий минералу корунду). Код граната как материала по РћРљРџР” 2 – категория 08.99.22.150 «Гранат природный»; дополнительный код РћРљРџР” 2 для гранатового абразива (уточнение по применению) – категория 23.91.11.190 «Изделия абразивные прочие, не включенные в другие группировки» (соответствует по переходному ключу к устаревшему РћРљРџ коду 39 8880 «Материалы абразивные природные»).










Зернистость гранатового песка – размер основной фракции, преобладающий по массе и традиционно выраженный в мешах (mesh). Обычно обозначается числовой дробью (слэшем), у которой числитель соответствует размеру стороны ячейки верхнего сита, а знаменатель – размеру стороны ячейки нижнего сита. Например, обозначение зернистости 100/120 mesh будет означать, что частицы гранатового абразива при ситовом анализе проходят через сито 100 mesh (у сита 100 отверстий на один линейный дюйм, равный 2,54 см) и задерживаются на сите 120 mesh (у сита 120 отверстий на линейный дюйм). Для гидроабразивной резки (ГАР) используются, как правило, гранатовые пески 80 и 120 mesh с максимальным размером частиц до 0,3 мм. Любые фракции гранатовых абразивов в зависимости от решаемых задач и размеров сопла пескоструйного аппарата могут использоваться для пескоструя поверхностей (в данном случае песок должен быть сухим и его, соответственно, требуется хранить только в сухом закрытом помещении, т. к. при увлажнении или намокании абразив может оказаться непригодным для выполнения этого вида работ). Гранатовый песок с размером песчинок крупнее 60 mesh помимо пескоструйного и гидроструйного использования может применяться для фильтрации воды.
Обогащённый дроблёный горный гранатовый песок имеет более остроугольную форму зёрен по сравнению с окатанными в природных условиях зёрнами намывных аллювиальных гранатовых песков речного, морского или озёрного происхождения. По этой причине горный обычно предпочтительней для гидроабразивной резки и определённых видов пескоструйной очистки, т. к. обработка гранатовым песком с остроконечными угловатыми песчинками будет эффективней. С точки же зрения минеральных сортов гранатов, составляющих абразивный песок, предпочтение в первую очередь отдаётся альмандину, затем с учётом фактора более дешёвой цены – пиропу. Отнесение смешанного природного состава к тому или иному минеральному сорту определяется по преобладающему минералу в гранатовом песке.
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества – низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
https://youtube.com/watch?v=78FBX3-l8I8
Оборудование для гидроабразивной резки металла
Станки для гидроабразивной резки являются достаточно сложными и отличающимися повышенной энергоемкостью. Машина состоит из таких элементов, как:
- Головка инструментальная, которая может поворачивать резак на определенный угол. Это дает возможность работать с поверхностями, имеющими сложную конфигурацию.
- Насос, с помощью которого происходит прокачка и фильтрация воды.
- Компрессор, подающий абразивные частицы под давлением.
- Рабочее место, снабженное аппаратурой трехкоординатного позиционирования. При работе с оборудованием небольшого размера мастер проводит данные действия сам.
- Гасящая остатки энергии ванная, наполненная водой. Она жестко связана с остовом аппаратуры.
- Специальные емкости, в которые помещается абразивное вещество и вода.
- Устройство ЧПУ либо пульт, используемый оператором для позиционирования изделия.
Самой популярной является аппаратура для гидроабразивной резки компании WaterJet Cоrp. Inc. (Италия). Фирма производит оборудование портативного и консольного типа. Последнее используется для обработки изделий небольшого размера. Портативное же, имея большую жесткость и точность, предназначено для резки толстых изделий.
Компания изготавливает силовые установки для оборудования и насосы. На ходовой портал устанавливается система автопозиционирования, которая дает возможность проводить одновременную резку различных по составу и толщине материалов. Это качество отличает его от аппаратуры термической резки.
История
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР и США. В 1979 году специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР. Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции – не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.





