

Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.

Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.

3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.

Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.

6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.

Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Общие характеристики
Как правило, шкив для редуктора мотоблока бывает разных размеров. Самые распространенные варианты – это шкив для мотоблока диаметра 20 мм и 19 мм (для мотоблока). Материалы, из которых изготавливаются данные детали, также бывают самыми разнообразными. Обычно используется дюраль, сталь, чугун или алюминий. Эти материалы имеют важные преимущества:
- они прочные;
- они минимально подвергают износу резиновые ремни.
В продаже, безусловно, встречаются шкивы и из других материалов, например, из фанеры, пластмассы и текстолита. Их качество будет намного ниже алюминиевых или чугунных изделий.

Опытные агрономы стараются перед тем, как покупать шкивы ведомые для мотоблока, сначала приобрести новые ремни. И только после этого выбирать детали, ориентируясь на габариты ремня.
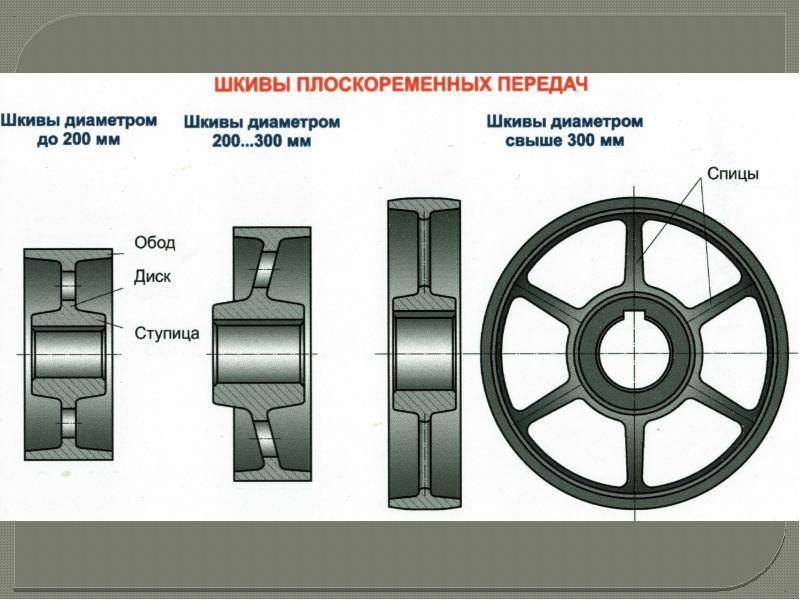
Для электродвигателей подходит три типа конструкций. Они стандартизированы. Это:
- дисковые (до сорока сантиметров);
- со спицами (до ста сантиметров);
- монолитные – например, шкив с диаметром 25 мм, трехручейный (до десяти сантиметров).
Форма посадочного отверстия может быть двух видов – в форме конуса или цилиндра. Нормальное число канавок – это восемь штук. Поверхность канавки нужно непременно шлифовать, чтобы резиновые ремни не так быстро изнашивались.
Изготовление изделия дома
Есть несколько способов, как сделать шкив своими руками, и мы расскажем вам некоторые из них.
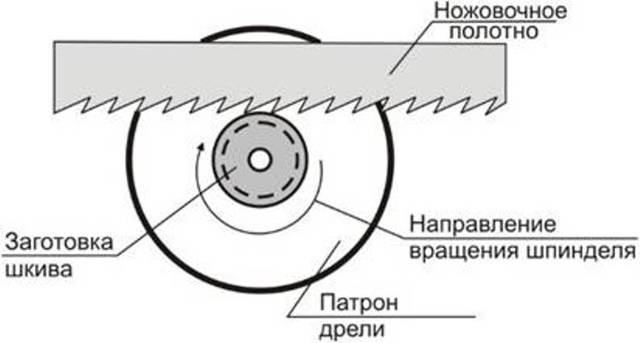
Самый простой способ изготовления в домашних условиях — с помощью токарного станка. Необходимо подобрать подходящую заготовку и просто по размерам выточить деталь.
Для второго способа изготовления вам потребуется фанера толщиной не менее 20 мм, ручные фрезер и лобзик, дрель.
Для начала необходимо изготовить из фанеры диск нужного диаметра. С помощью циркуля рисуем круг и делаем отверстие в центре него. Далее с помощью лобзика выпиливаем диск с запасом 2-3 мм от черты.
Для того чтобы диск имел безупречную круглую форму, мы зажимаем его в дрели через центральное отверстие с помощью болта и гайки и шлифуем на наждачной бумаге, обрабатывая все неровности.
Следующим этапом будет формирование посадочного места для ремня. Для этого используем ручной фрезер. Закрепляем диск на верстаке с помощью саморезов и, подобрав подходящую фрезу, выбираем канавку для ремня. Итак, шкив готов. Вам необходимо будет измерить посадочный диаметр шкива на оси двигателя и просверлить необходимое отверстие.
Самодельный шкив крепится на ось двигателя с помощью фланца.
Если вы не имеете под рукой токарного станка, эту деталь можно заказать у знакомого токаря, но шкив ведомый для мотоблока имеет внушительные размеры, и чаще всего заготовку такого диаметра для вытачивания найти очень сложно. Поэтому мы рекомендуем изготовить его своими руками, а фланец заказать.
Шкив на двигатель мотоблока: учимся изготавливать своими руками
Для того, что выполнить эту непростую на первый взгляд сложную задачу в домашних условиях и обойтись без покупки этой детали, есть ряд способов. Мы остановимся на нескольких – самых простых и универсальных, которые помогут заменить изношенный шлицевой шкив как на мотоблоках серии «Нева», так и других – типа «Салют» и «Кентавр».
1-й метод
Хитрость первого метода заключается в непосредственном вытачивании детали по выполненной ранее заготовке на токарном станке. Отсутствие дома токарного оборудования – не помеха удачному выполнению проекта, поскольку в любой момент токарное изделия можно заказать у специалистов. Если шкив крупного диаметра, могут быть трудности с поиском заготовки.
2-й способ
Требует большей сноровки и усидчивости.
Материально-технической базой самоделки послужат:
- листовая фанера;
- электроинструменты – дрель, лобзик, фрезер.
Рассмотрим последовательность работ:
- определяемся с диаметром – информацию о величине шкива можно узнать из инструкции по эксплуатации к мотоблоку или непосредственно измерив снятый с него шкив;
- отмеряем раствором циркуля необходимую длину, равную радиусу шкива;
- ставим его на заготовку и очерчиваем круг;
- берем электролобзик и вырезаем окружность;
- для устранения шероховатостей круг шлифуем наждачной бумагой;
- намечаем отверстие для внутреннего диаметра шкива и сверлим его дрелью. Для расширения используем боли, надетый на сверло;
- фрезеруем место, куда будет надеваться ремень. С этой целью окружность саморезами прификсируют к верстаку, выбирают фрезу для ручного фрезера и делают канавку для ременной передачи;
- перед монтажом шкива делаем промеры его посадочного места непосредственно в моторном отсеке. Только после этого можно приступать к сверлению окружности;
- закрепляем шкив на редуктор мотоблока посредством фланца.






Шкив для мотоблока – характеристики и области применения
Шкив на мотоблок – это элемент редуктора, основная функция которого заключается в передаче усилия мотора, благодаря чему сельскохозяйственная машина может передвигаться вперед или назад. Для этого шкив монтируется на центральный вал двигателя мотоблока. По сути, данная деталь представляет собой колесо, передающее крутящее усилие мотора на другое колесо посредством каната или ремня.
Размеры имеющихся в продаже шкивов могут быть разными. Помимо размеров, шкивы отличаются между собой по материалу, из которого они изготавливаются. Чаще всего в продаже встречаются элементы, для производства которых используется алюминий, сталь, чугун и дюраль. Детали из этих материалов обладают высокой прочностью, к тому же, они не подвергают износу ремни и канаты, посредством которых они связаны с другими элементами мотоблока. Нередко в продаже можно найти шкивы, изготовленные из пластмассы, фанеры или текстолита. Их качество гораздо ниже стальных и алюминиевых деталей для мотоблока.
Прежде, чем приобрести шкив на редуктор мотоблока, крайне важно заранее купить новый ремень. Только после этого можно выбирать новый шкив, учитывая размеры купленного ремня
Для монтажа на мотоблок подходят шкивы трех типов:
- дисковые детали – их наружный диаметр составляет от 80 до 400 мм;
- шкивы со спицами – наружный диаметр таких элементов составляет порядка180–1000 мм:
- монолитные – в этой группе находиться двухручейный шкив, диаметром 25, и трехручейный шкив, диаметром 100 мм.
В продаже можно найти шкивы, обладающие цилиндрической или конусообразной формой посадочного отверстия. И те, и другие детали имеют по 8 канавок, которые необходимо регулярно шлифовать, чтобы не поддавать износу ремни, используемые для передачи крутящего момента на мотоблоке.
Конструкция
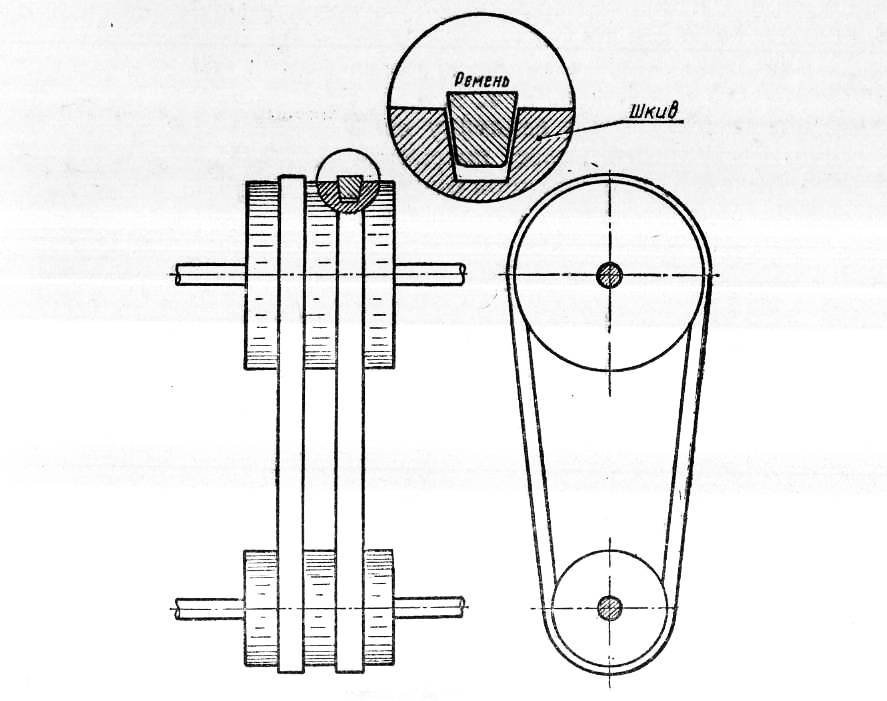
В шкивах можно выделить ступичный узел, диск (для цельных) или спицы (для составных шкивов) и обод. Углубление в ободе называют ручьём ремня. Обод может иметь реборды.
Шкивы в зависимости от конструкции могут выполняться:
- цельными;
- составными.
Составные шкивы при клиновой форме ручья могут служить для регулировки натяжения ремня (удалением дисков или накручиванием резьбы в половинках диска).
Особым видом составного клинового шкива является вариаторный шкив — у него управление сечением ручья позволяет бесступенчато изменять передаточное отношение передачи. Управление сечением ручья может быть механическим, гидравлическим, электромагнитным. Такие ременные вариаторы широко распространены у мопедов.
По технологии изготовления:
- литые;
- кованные;
- штампованные;
- полученные механической обработкой;
- полученные 3D-печатью.
По форме обода:
- Форма обода шкива (ручей): 1 — плоский, 2 — клиновой, 3 — полукруглый, 4 — поликлиновый.
- Гладкие (плоский, клиновой и полукруглый) и зубчатые шкивы
- Плоский литой шкив с выпуклым ободом
Составной штамповано-сварной шкив (выступает в роли блока, т.е. свободно вращается на оси)
- Вариаторные клиноременные шкивы с управляемым сечением ручья
Гладкие шкивы используют для передачи вращательного момента без требований к кинематическому соответствию, поскольку им присуще проскальзывание.
Зубчатые шкивы применяют при требованиях к кинематическому соответствию (например, в газораспределительном механизме ДВС, в приводе головки принтера и т. д.).
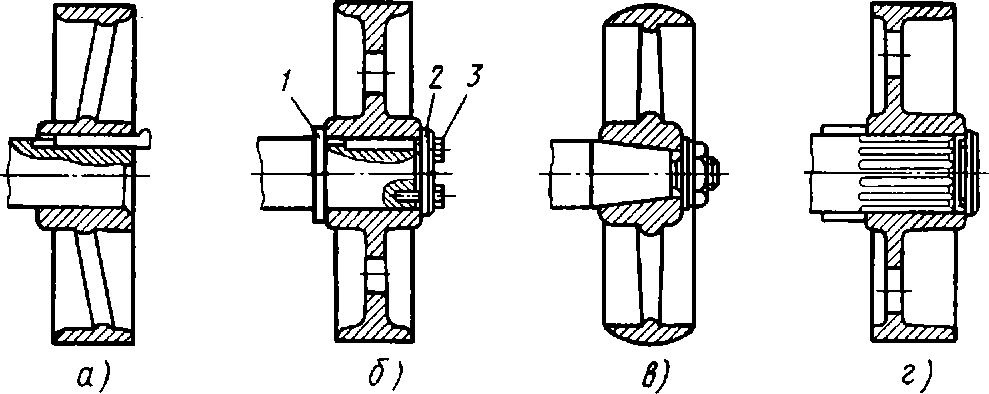
По способу фиксации ступицы:
Клиновидные:
Это ручьевые шкивы, которые обычно находят применение в работе со стандартными ремнями. Могут быть с 1, 2, 3, 4, 5, 6 и даже 10 ручьями. Обычно используются для силового оборудования (передачи), в котором нет установленного обозначения. Они помогают ремню проскальзывать, если вдруг усилиться нагрузка. В этом случае ремень не порвется.
Основные неисправности
Регулировка и размеры ремня
Для мотоблока Нева МБ-2 используется приводной ремень А-1180. В данной модели используется один ремень, обеспечивающий передний ход.
В других модификациях модели Нева МБ-2 используют два ремня привода. Задний ход производится в самом редукторе.
Замена ремня для мотоблоков МБ-2 производится в такой последовательности:
- Снимается щиток, а затем защитный кожух шкива.
- Снимается пружина от тяги мотоблока для ослабления ремня.
- Поворачиваются винты крепления кронштейна.
- Кронштейн разворачивается в такое положение, в котором ограничительные штыри не препятствуют снятию детали со шкива.
- Производят регулировку шкивов, а затем устанавливают новый ремень.
- Натягивают ремень на шкив редукторного вала, а затем на шкив мотора.
- В обратном порядке размещают остальные детали на их места.
Замена сальников редуктора
Замена сальников в мотоблоке Нева МБ-2 производится в случае обнаружения протекания масла. Подобное состояние опасно тем, что редуктор мотоблока может остаться без масла, а это приведет к быстрому износу агрегата.
Последовательность замены сальников следующая:
- Снять фрезы с вала, очистив от грязи вал и крышки от загрязнений и остатков масла.
- Открутить болты крышки, обстучав с нее масло и мусор, снять крышку с редуктора.
- Старый сальник заменяется новым, протирается насухо.
- Крышка возвращается на место (при необходимости она кладется на герметик) и фиксируется болтами.
Регулировка и настройка карбюратора Нева МБ-2
От стабильной работы карбюратора зависит функциональность и долговечность двигателя мотоблока
Вот почему его регулировка и настройка имеют такое важное значение. К тому же при неправильной настройке карбюратора у бензинового мотоблока может наблюдаться повышенный расход топлива
Регулировка карбюратора мотоблока Нева МБ-2 производится так:
- Винт полного газа и малого газа выкручивается до предела.
- Оба винта отворачивают на 1-1,5 оборотов.
- Далее идет запуск и прогрев мотора.
- Рычаг управления дроссельной заслонкой ставят в положение, на котором двигатель будет работать в режиме минимальных оборотов.
- Устанавливают минимальные обороты на холостом ходу до устойчивой работы агрегата.
- Обороты холостого хода ставят на максимум.
- Производится корректировка минимальных оборотов холостого хода.
- Действия 6 и 7 выполняют до бесперебойной (более ровной на слух) работы двигателя на холостых оборотах.
Для долгосрочной и бесперебойной работы мотоблока необходимо регулярно выполнять диагностику работы двигателя, следить за периодичностью замены масла, а также соблюдать условия эксплуатации и временные промежутки плановых ТО.
Регулировка клапанов
Регулировка клапанов — достаточно простая процедура, для выполнения которой понадобятся гаечные ключи, отвертки и щуп. Процесс регулировки клапанов нужен для установления оптимальных и технически правильных зазоров между клапанами двигателя мотоблока. Регулировка клапанов на примере мотоблока Нева МБ-23 (принцип один и тот же для всех)
Самостоятельное изготовление
В случае невозможности приобретения готового шкива профессиональные мастера советуют изготовить данную деталь самостоятельно.
Для изготовления шлицевого шкива в домашних условиях необходим токарный станок и металлическая заготовка. За помощью можно обратиться в токарные мастерские, где профессиональные токари обязательно помогут выточить необходимую деталь.
В случае невозможности достать металлическую заготовку специалисты советуют использовать кусок фанеры.
Необходимые инструменты:
- электрический лобзик;
- фрезер;
- циркуль;
- электрическая дрель.
Этапы изготовления:
- приобретение необходимой заготовки;
- вычерчивание круга нужного диаметра;
- высверливание центрального отверстия;
- выпиливание лобзиком круга строго по намеченной линии с отступом от черты на 20-25 мм;
- шлифовка полученной заготовки мелкой наждачной бумагой;
- вырезание канавки для ремня с помощью фрезы необходимого размера;
- установка готового изделия в мотоблок;
- устранения всех дефектов и неточностей.
Данная деталь из фанеры имеет короткий срок эксплуатации и требует постоянной проверки и замены в случае необходимости.
Устанавливать самодельные детали можно только на те мотоблоки, в которых данная манипуляция предусмотрена разработчиками.
Специалисты рекомендуют прибегать к самостоятельному изготовлению шкива только в самых крайних случаях и при возможности сразу заменить деталь, изготовленную в промышленных условиях на специальном оборудовании.
Для продления сроков эксплуатации мотоблока специалисты рекомендуют знать и применять несколько основных правил ухода за шкивом:
- регулярная проверка и очистка защитного кожуха от камней, частиц пыли, земли и другого мусора;
- постоянная проверка надежности крепления детали к оси для предотвращения износа резьбы;
- соблюдения всех правил и норм эксплуатации электрического устройства;
- проверка соосности лазерным уровнем;
- проверка устройства на наличие механических повреждений, а также трещин и царапин.
Для предупреждения развития коррозийных процессов после эксплуатации необходимо мотоблок поставить в сухое и проветриваемое помещение, защищенное от попадания различных осадков.
Для того чтобы снять шкив и исправить биение стартера, надо сначала уменьшить ход, снизить скорость, а потом полностью остановить аппарат.
Перед началом процесса выполнения запланированных работ надо обязательно проверить исправности всех элементов мотоблока для предупреждения возникновения неприятных ситуаций, которые могут привести к поломке всего мотоблока.
Специалисты рекомендуют регулярно проводить комплексную проверку всего аппарата, которая обязательно окажет влияние на сроки эксплуатации всех частей, в том числе и шкивов.
Основные мероприятия комплексного технического осмотра:
- регулярная чистка всех рабочих узлов;
- проверка воздушных фильтров;
- регулярная замена деформированных деталей;
- проверка свечей зажигания;
- смена масла;
- смазка деталей системы управления;
- регулировка сцепления;
- смена глушителя;
- регулировка натяжения ремней.
Мотоблок – универсальный аппарат, который используется не только фермерами, но и обычными жителями, имеющими приусадебные участки. Данный агрегат является многофункциональным прибором, дающим возможность убирать снег, косить траву и газоны, перевозить грузы, качать воду и убирать улицы. Для выполнения различных видов работ достаточно просто поменять навесное оборудование. Данный процесс занимает небольшой отрезок времени и имеет несложную технологию. Стабильную работу аппарата обеспечивает большое количество различных деталей. Одним из наиболее важных элементов в мотоблоке является шкив. Простая деталь круглой формы является связующим звеном между мотором и движущимися элементами. Именно от работы шкива зависит весь процесс выполнения работ.






О том, как заменить шкив редуктора и передней сцепки на мотоблоке «Нева» МБ-2, смотрите в видео ниже.
https://youtube.com/watch?v=6PK-0N7Z2Zw
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Для того чтобы подобрать в магазине или в сети шкив для мотоблока, вам необходимо знать несколько параметров этого изделия. Шкив ведомый предназначен для передачи вращательного движения двигателя к навесному оборудованию мотоблока посредством ремня. С помощью этой детали можно увеличить или уменьшить число оборотов механизмов мотоблока.
Самостоятельное изготовление шкива
Шкив является одной из наиболее важных запчастей и для сверлильного, и для токарного станка. Он представляет собой деталь, предназначение которой заключается в регулировке скорости и мощности работы двигателя. Конечно, заводские шкивы обладают высокой степенью надежности и спроектированы под свой станок, к которому идеально подходят.
Но со временем шкив, как и множество других деталей, выходит из строя и требует замены. В этой статье мы расскажем, как сделать шкив своими руками. Качественно сделанная вручную деталь может и не уступать по надежности заводским аналогам.
Общие рекомендации
Существует несколько взглядов на изготовление шкивов для станков в домашних условиях. Большинство споров ведется на тему материала, из которого следует изготавливать эту деталь. Специалисты утверждают, что выполнять шкив из дерева – плохая затея. Дело в том, что во время эксплуатации станка на шкив припадает довольно серьезная термическая и физическая нагрузка. Деревянная деталь в таких условиях проработает не слишком долго.
Лучше всего в тяжелых условиях повседневной работы проявляют себя шкивы, сделанные из металла, но их изготовление требует специального оборудования и высоких навыков токаря. Средней по качеству и сложности создания (по сравнению с металлом и деревом) является самоделка, выполненная из фанеры. Такую деталь можно использовать и при ремонте заводского станка, и в процессе создания собственного аппарата.
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры.
Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик
В ходе работ особое внимание обратите на качество разрезов и целостность заготовок.
Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов.
Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра.
Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок.
Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя.
Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу.
Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
: как сделать шкив?
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
Расплавленный алюминий выливаем в форму.
Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
Делаем в нашем шкиве отверстие дрелью.
Делаем самодельный шкив в домашних условиях из металла и дерева
Шкив — важная деталь ременной передачи. Она передает вращение ведущего вала на ведомого, а также позволяет менять число оборотов.
Ременная передача распространена среди бытовой техники, станков малой и средней мощности, в различных двигателях внутреннего сгорания.
Для самодельных конструкций шкив можно изготовить самостоятельно, для этого понадобится домашняя мастерская и навыки работы с деревом, пластиком, металлом.
Как изготовить фанерный шкив в домашних условиях
Эта конструкция –наиболее простая в изготовлении. Она состоит из следующих деталей:
- тело шкива;
- щеки шкива;
- крепеж-саморезы по дереву.
Количество деталей зависит от ширины приводного ремня. Если она больше, чем толщина фанерного листа, тело приводного колеса придется изготовить из нескольких фанерных кругов.
Диаметр заготовки щек должен быть больше диаметра тела на высоту ремня.
Последовательность изготовления фанерных шкивов следующая:
- разметить заготовки;
- выпилить их из фанеры лобзиком, просверлить центральное отверстие;
- если тело состоит из двух или более кругов, скрепить их столярным клеем или ПВА, следя за совпадением осевых отверстий;
- стянуть круги саморезами;
- обработать боковую поверхность диска наждачной бумагой, напильником или шлифмашиной до получения гладкой ровной поверхности;
- снять фаски с внутренней поверхности щек, их уклон должен равняться уклону поперечного сечения ремня;
- закрепить щеки на теле с помощью клея и саморезов, следя за тем, чтобы не попасть в уже закрученные;
- аккуратно рассверлить центральное отверстие.
При выполнении последней операции нужно сделать диаметр отверстия на полмиллиметра меньше, чем диаметр вала. Это позволит насадить детальна ось в натяг. Шкив из дерева готов.
Места для саморезов следует разметить заранее. Они должны находиться на одной окружности, а также на равных угловых расстояниях друг от друга. Если саморезов четыре- угол должен быть 90°, если 5 — 72°, если шесть — 60°. Тогда радиальную вибрацию удастся свести к минимуму.
Как изготовить алюминиевую деталь
Изготовление литого алюминиевого шкива пройдет существенно сложнее, но прочность и долговечность такой детали будут намного выше. Следует очень внимательно подходить к каждому шагу, точно соблюдать размеры, следовать рекомендациям.
В качестве сырья будет использован кусок алюминия. Понадобится также:
- плавильный тигель, стальной или керамический;
- муфельная или индукционная печь;
- мелкий песок, глина для формовочной смеси;
- пенопласт для модели.
Последовательность операций следующая:
подготовить формовочную смесь из глины, воды и песка; вырезать ножом из плотного пенопласта точную модель будущего шкива; наполнить сделанную из листового металла или досок форму смесью до половины, утрамбовать; положить модель, покрыть смесью, снова утрамбовать; оставив отверстие для выхода литейных газов; расплавить в тигле алюминий, осторожно вылить его в отверстие; после остывания отливки очистить ее от остатков смеси, сточить литник, отшлифовать. Такую деталь можно крепить на валу шпоночным либо шлицевым соединением
Он будет сидеть намного прочнее, сможет передавать значительно большие крутящий момент и скорость вращения
Такую деталь можно крепить на валу шпоночным либо шлицевым соединением. Он будет сидеть намного прочнее, сможет передавать значительно большие крутящий момент и скорость вращения.
Изготовление шкивов самостоятельно
В сети опубликовано много статей о том, как сделать шкив из дерева или металла своими руками.
Перед тем, как повторять ту или другую конструкцию, нужно иметь ввиду ряд моментов. Для деревянных конструкций диаметр оси двигателя должен быть немного больше отверстия.
В конструкции должен быть предусмотрен развал внутренних поверхностей щек с углом, равным уклону сечения приводного клинового ремня. Это позволит намного повысить передаваемую мощность за счет сцепления не только внутренней, но и боковой части ремня.
До начала изготовления детали, особенно если диаметр колеса большой, чертеж или хотя бы эскиз просто обязателен. Нужно также будет сделать расчет передаточного числа- оно будет равно отношению диаметров ведущего и ведомого диска.
Следует понимать, что фанерные шкивы могут долго прослужить лишь в конструкциях с ограниченной передаваемой мощностью и малыми угловыми скоростями.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Делая какое либо самодельное устройство на ременной передаче, часто сталкиваешься с проблемой недостающего шкива нужного диаметра. Поиск его на рынке или по знакомым, занимает уйму времени, и еще не факт, что он будет – найден. Да и знакомый токарь есть не у всех. Я же, в большинстве случаев – эту проблему решаю самостоятельно.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.

Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.



![Шкив для мотоблока [особенности и как сделать своими руками]](https://labequip.ru/wp-content/uploads/4/b/b/4bbf1230c40a4e1d059852ed8f0fd90e.jpeg)




- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.

После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Изготовление изделия дома
Есть несколько способов, как сделать шкив своими руками, и мы расскажем вам некоторые из них.
Схема устройства шкивочно-шатушечного механизма.
Самый простой способ изготовления в домашних условиях — с помощью токарного станка. Необходимо подобрать подходящую заготовку и просто по размерам выточить деталь.
Для второго способа изготовления вам потребуется фанера толщиной не менее 20 мм, ручные фрезер и лобзик, дрель.
Для начала необходимо изготовить из фанеры диск нужного диаметра. С помощью циркуля рисуем круг и делаем отверстие в центре него. Далее с помощью лобзика выпиливаем диск с запасом 2-3 мм от черты.
Для того чтобы диск имел безупречную круглую форму, мы зажимаем его в дрели через центральное отверстие с помощью болта и гайки и шлифуем на наждачной бумаге, обрабатывая все неровности.
Следующим этапом будет формирование посадочного места для ремня. Для этого используем ручной фрезер. Закрепляем диск на верстаке с помощью саморезов и, подобрав подходящую фрезу, выбираем канавку для ремня. Итак, шкив готов. Вам необходимо будет измерить посадочный диаметр шкива на оси двигателя и просверлить необходимое отверстие.
Если вы не имеете под рукой токарного станка, эту деталь можно заказать у знакомого токаря, но шкив ведомый для мотоблока имеет внушительные размеры, и чаще всего заготовку такого диаметра для вытачивания найти очень сложно. Поэтому мы рекомендуем изготовить его своими руками, а фланец заказать.
Токарный станок по дереву – воплощаем опыт тысячелетий в домашней мастерской
Официальная история гласит, что первый токарный станок по дереву был создан в 650 г до н.э. За последние несколько тысячелетий машиностроительная промышленность прошла большой путь, и современные устройства выполняют десятки задач. Однако нас интересуют самодельные станки и аксессуары для домашней мастерской.
Токарный станок остается одним из самых востребованных механизмов. Он предназначен для придания округлых форм и узоров деревянному пустому пространству.
У большинства частей есть понятные названия. Но во время сборки мы объясним, за что отвечает тот или иной элемент. Но поскольку машинка самодельная, оставим только основные механизмы:
- Электропривод;
- Кровать;
- Хвост и бабка;
- Ассистент.
Размеры станка оставим стандартными для заводской продукции:
- Длина — 800 мм;
- Ширина — 400 мм;
- Высота — 350 мм.
Такие габариты устройства позволяют работать с заготовками диаметром 250 мм и длиной 200 мм. Конечно, габариты не впечатляют, но это наша первая машина. Сборка начинается с изготовления станины — к ней крепятся остальные механизмы.
В качестве материала каркаса рекомендуется использовать толстостенные швеллеры: два длиной 80 см и два длиной 40 см нарезаются болгаркой, а затем с помощью сварки собираются в прямоугольную конструкцию.
Следующий элемент — электродвигатель. Самоделки советуют использовать для этих целей электродвигатели от старых стиральных машин. Такой агрегат имеет приемлемую мощность и готовое устройство управления (болты и крепеж — преимущество). Центральные монтируются на отдельной пластине и крепятся к кровати (иногда их делают съемными).
Передняя бабка: удерживает и вращает деталь. Сделать его можно самостоятельно из листового металла или толстой фанеры. Но безопаснее использовать заводской шпиндель с несколькими штифтами. В заводских машинах он подключен к силовой установке через ременную передачу. Устанавливаем уплотнительное устройство прямо на вал двигателя.
Задняя бабка: используется для поддержки и вращения детали, установленной в станке. Лучше всего для этих целей использовать металлическую головку от электродрели. В дальнейшем его используют как самостоятельный крепеж или для установки перьевого сверла. Задняя бабка крепится к тележке из углов или швеллеров, перемещаясь по станине.
На выходе у нас должно получиться что-то вроде этого:





