

Твердомеры ультразвуковые
Главная страница » Твердомеры
К методам неразрушающего контроля и технической диагностики (МНК и ТД) относится контроль ультразвуковыми твердомерами.
Принцип действия инструмента
Принцип действия ультразвукового твердомера основан на использовании явления затухания колебаний (метод UCI — ультразвуковой контактный импеданс). Суть метода UCI заключается в следующем:
- алмазную пирамидку индентора прижимают к исследуемому образцу;
- обеспечивается постоянное усилие;
- возбуждаются упругие колебания.
По глубине продавливания определяется твёрдость: чем глубже индентор продавливает поверхность, тем меньше твёрдость образца.
Преимущества ультразвуковых твердомеров перед аналогами других типов
Ультразвуковые твердомеры имеют ряд преимуществ:
- производят измерение твердости изделий толщиной от 1мм, что является невозможным для динамических твердомеров;
- на месте проведения испытания (на поверхности изделия) остаётся маленький отпечаток. Поэтому, возможен контроль твёрдости шеек коленчатых валов, зеркальных поверхностей, ножей и т. д.;
- возможны измерения в широком диапазоне показателей твердости;
- комфорт при проведении испытаний.
Инструмент оснащается различными девайсами, позволяющими значительно повышать производительность и качество труда: графический индикатор, устройство контроля уровня заряда аккумуляторной батареи и т. д.
Дадим краткое описание популярных моделей ультразвуковых твердомеров.

Твердомер ультразвуковой «ТКМ-459С».
Твердомеры ультразвуковые «ТКМ-459С», «ТКМ-459М»
Измерительные инструменты предназначены для измерения твердости самых разных металлов. В том числе:
- поверхностноупрочнённых слоёв (например, цементация, закалка ТВЧ, азотирование и т. п.);
- гальванических покрытий (например, хром);
- наплавок и т. п.
Твердомеры монтируются во влагозащищенных (прорезиненных) и ударопрочных корпусах, которые позволяют применять их в самых тяжелых климатических условиях. Информация выводится на цветной графический OLED дисплей. Конструкция сохраняет эксплуатационные характеристики твердомера при отрицательных температурах, а дисплей снижает нагрузку на глаза оператора.
Диапазон измерений:
- по Роквеллу, HRC – 20…70;
- по Бринеллю, HB – 90…460;
- по Виккерсу, HV – 230…940.
Преимущества «ТКМ-459С» перед «ТКМ-459М»:
- на дисплей выводится много полезной дополнительной информации;
- количество результатов измерений, сохраняемых в памяти: ТКМ-459С, шт.: 12 400;
- ТКМ-459М, шт.: 6 000;
статистический анализ результатов измерений и вывод его на дисплей, построение графиков;
яркость дисплея и его цветовая палитра выбирается пользователем.
Твердомер ультразвуковой «МЕТ-У1».
Твердомер ультразвуковой «МЕТ-У1»
Этот инструмент, дополнительно к возможностям «ТКМ-459С» и «ТКМ-459М», измеряет твёрдость по шкале Шора «D» (HSD) и определяет предел прочности на растяжение изделий из углеродистых сталей перлитного класса.
Диапазон измерения:
- по Роквеллу, HRC – 20…67;
- по Бринеллю, HB – 75…650;
- по Виккерсу, HV – 75…1000;
- по Шору, HSD – 23…102;
- измерения предела прочности, Rm – 378…1736.
Ультразвуковой твердомер «МЕТ-УД»
Ультразвуковой твердомер «МЕТ-УД» измеряет твёрдость по описанному выше методу UCI и по методу отскока (Лейба). Второй метод заключается в определении отношения скоростей индентора до и после соударения с поверхностью контролируемого изделия. Конструктивно он представляет собой комбинированный портативный твердомер, состоящий из пластикового электронного блока MET-УД и двух сменных датчиков:
- ультразвукового У1. Работает по методу UCI;
- динамического Д1. Работает по методу Лейба.
Благодаря этому, при помощи инструмента можно оценить изменение твердости закаленного слоя по глубине.
Инструмент экономически целесообразен, т.к. совмещает два твердомера в одном: МЕТ-УД = МЕТ-У1 + МЕТ-Д1.
Твердомер «УЗИТ-3»
Конструкция «УЗИТ-3» даёт возможность измерять твердость крупных и мелких изделий, в том числе, на участках с большой кривизной поверхности, вблизи краев и различных неровностей.
Диапазоны измерений:
- шкала Бринелля, HB: 80…450;
- шкала Роквелла, HRC: 20…70.
Габаритные размеры, мм: 140 х 65 х 25.
Твердомер ультразвуковой «ТКМ-459М».
История
Измерение твёрдости по относительной глубине проникновения индентора было предложено в 1908 году венским профессором Людвигом (Ludwig) в книге «Die Kegelprobe» (дословно «испытание конусом»).
Метод определения относительной глубины проникновения индентора, предложенный Хью и Стэнли Роквеллами, исключал ошибки, связанные с механическими несовершенствами измерительной системы, такими, как люфты и поверхностные дефекты и загрязнения испытуемых материалов и деталей.
Твердомер Роквелла, прибор для определения относительной глубины проникновения, был изобретён уроженцами штата Коннектикут Хью М. Роквеллом (1890—1957) и Стэнли П. Роквеллом (1886—1940). Потребность в этом устройстве была вызвана необходимостью оперативного определения результатов термообработки обойм стальных шарикоподшипников. Метод Бринелля, изобретённый в 1900 году в Швеции, был медленным, не применимым для закалённых сталей, и оставлял слишком большой отпечаток, чтобы считать этот метод методом неразрушающего контроля.
Патентную заявку на новое устройство они подали 15 июля 1914 года; после её рассмотрения был выдан патент № 1294171 от 11 февраля 1919 года.
Во время изобретения Хью и Стэнли Роквеллы (они не были прямыми родственниками) работали в компании New Departure Manufacturing (Бристоль, Коннектикут). New Departure, бывшая крупным производителем шарикоподшипников, в 1916 году стала частью United Motors, а затем — корпорации General Motors.
После ухода из компании в Коннектикуте, Стэнли Роквелл переехал в Сиракьюс (штат Нью-Йорк) и 11 сентября 1919 года подал заявку на усовершенствование первоначального изобретения, которая была утверждена 18 ноября 1924 года. Новый прибор был также запатентован под № 1516207. В 1921 году Роквелл переехал в Западный Хартфорд, в Коннектикуте, где сделал дополнительные усовершенствования.
В 1920 году Стэнли Роквелл начал сотрудничество с производителем инструментов Чарльзом Вильсоном (Charles H. Wilson) из компании Wilson-Mauelen с целью коммерциализации изобретения и разработки стандартизированных испытательных машин.
Около 1923 года Стэнли Роквелл основал фирму по термообработке Stanley P. Rockwell Company, которая существует до сих пор в Хартфорде, в Коннектикуте. Через несколько лет она, переименованная в Wilson Mechanical Instrument Company, сменила владельца. В 1993 году компанию приобрела корпорация Instron.
В чем заключается сущность метода Роквелла?
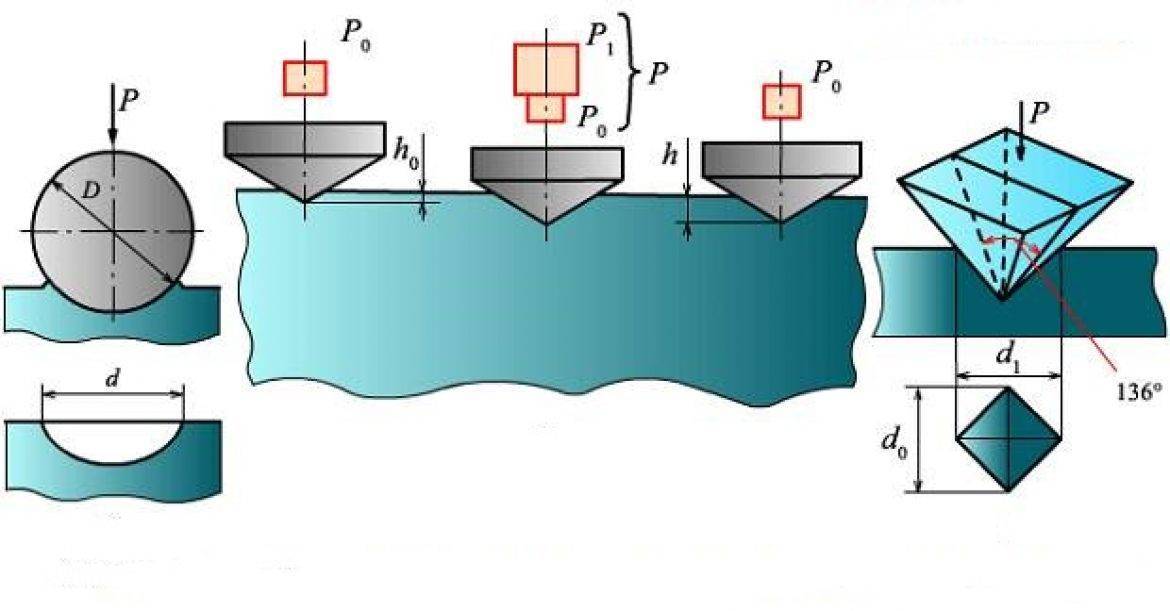
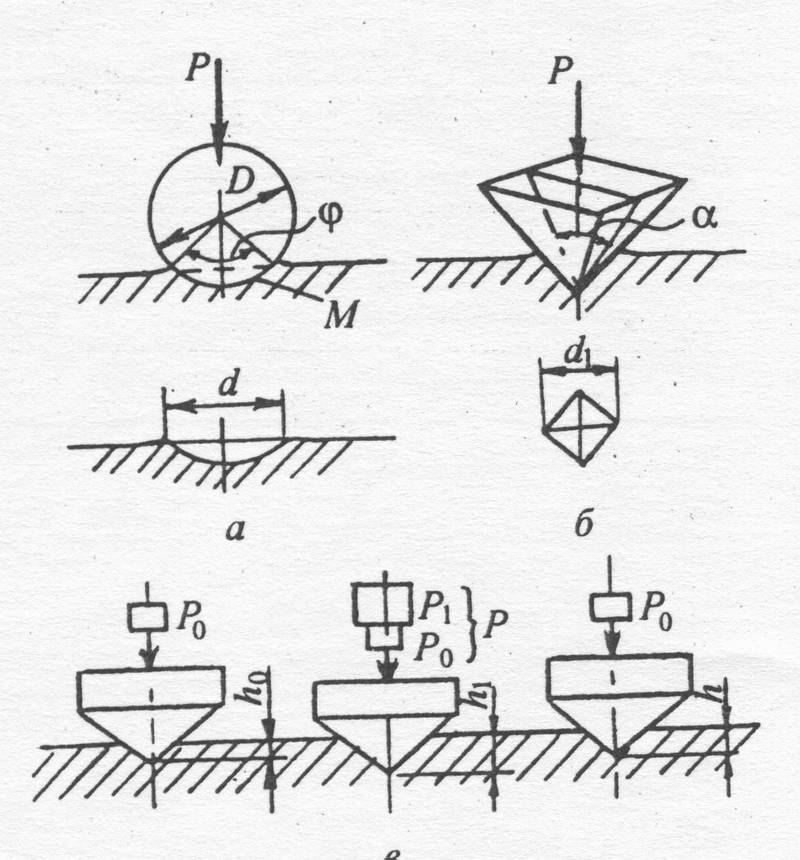
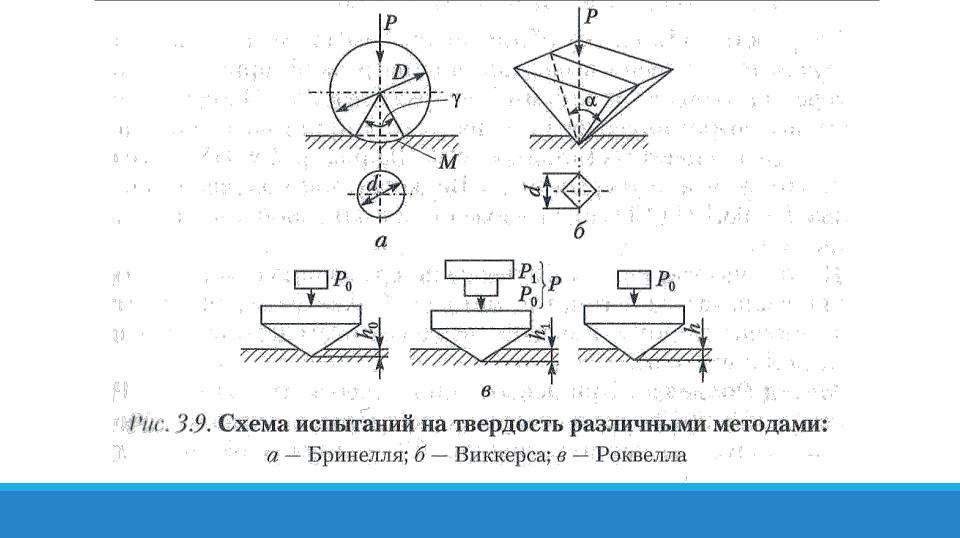
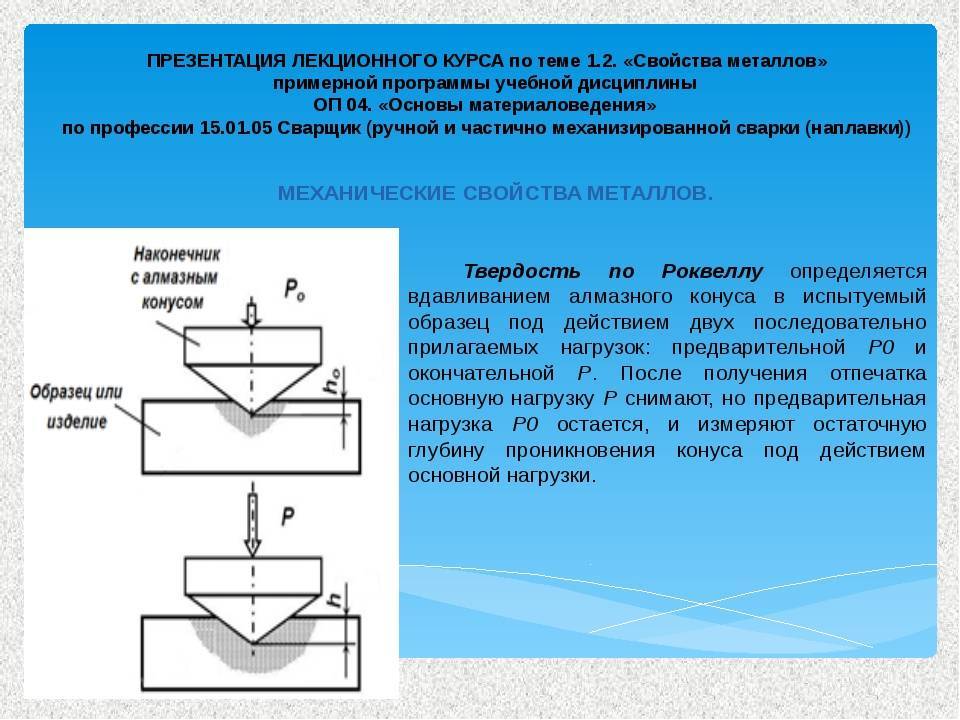
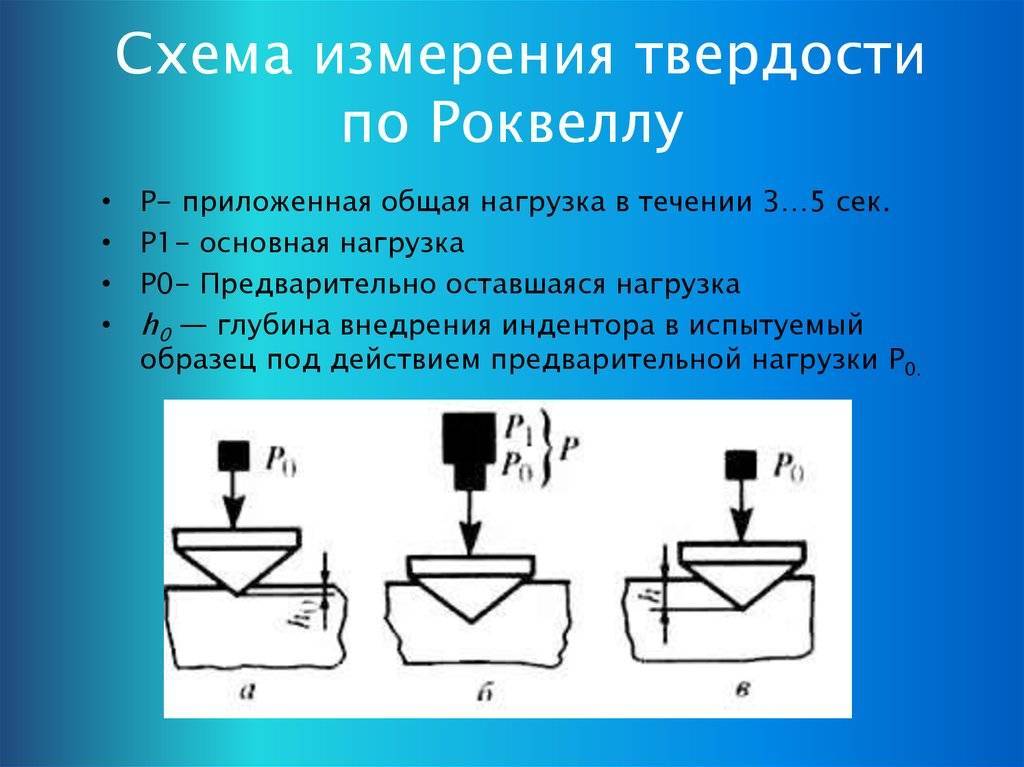
Сущность метода определения твердости по Роквеллу заключается во внедрении индентора в испытуемый образец, c измерением глубины отпечатка во время испытания.
- где:
- Рпр– предварительная нагрузка;
- Росн– основная нагрузка;
- h0 – глубина вдавливания индентора при предварительной нагрузки Рпр;
- h – глубина вдавливания индентора при основной нагрузки Росн;
Это интересно: Измерение твердости металлов — методы Бринелля, Роквелла, Виккерса
Единицы измерения твердости
Каждый способов измерения сопротивления металла к пластической деформации имеет свою методику его проведения, а также единицы измерения.
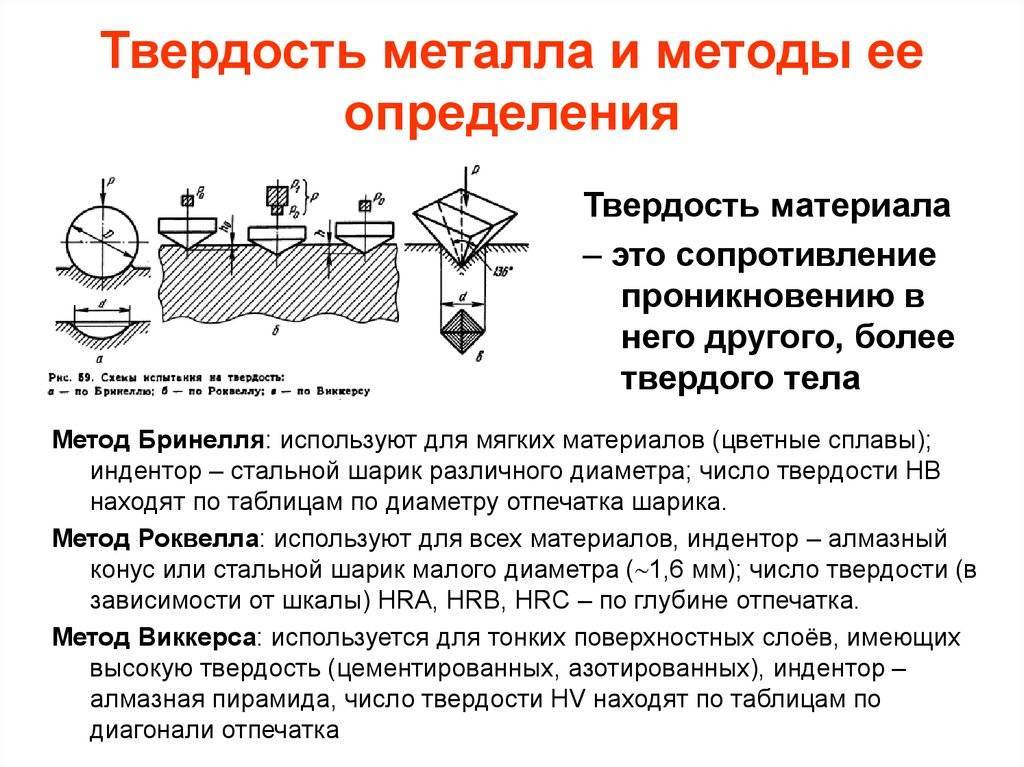
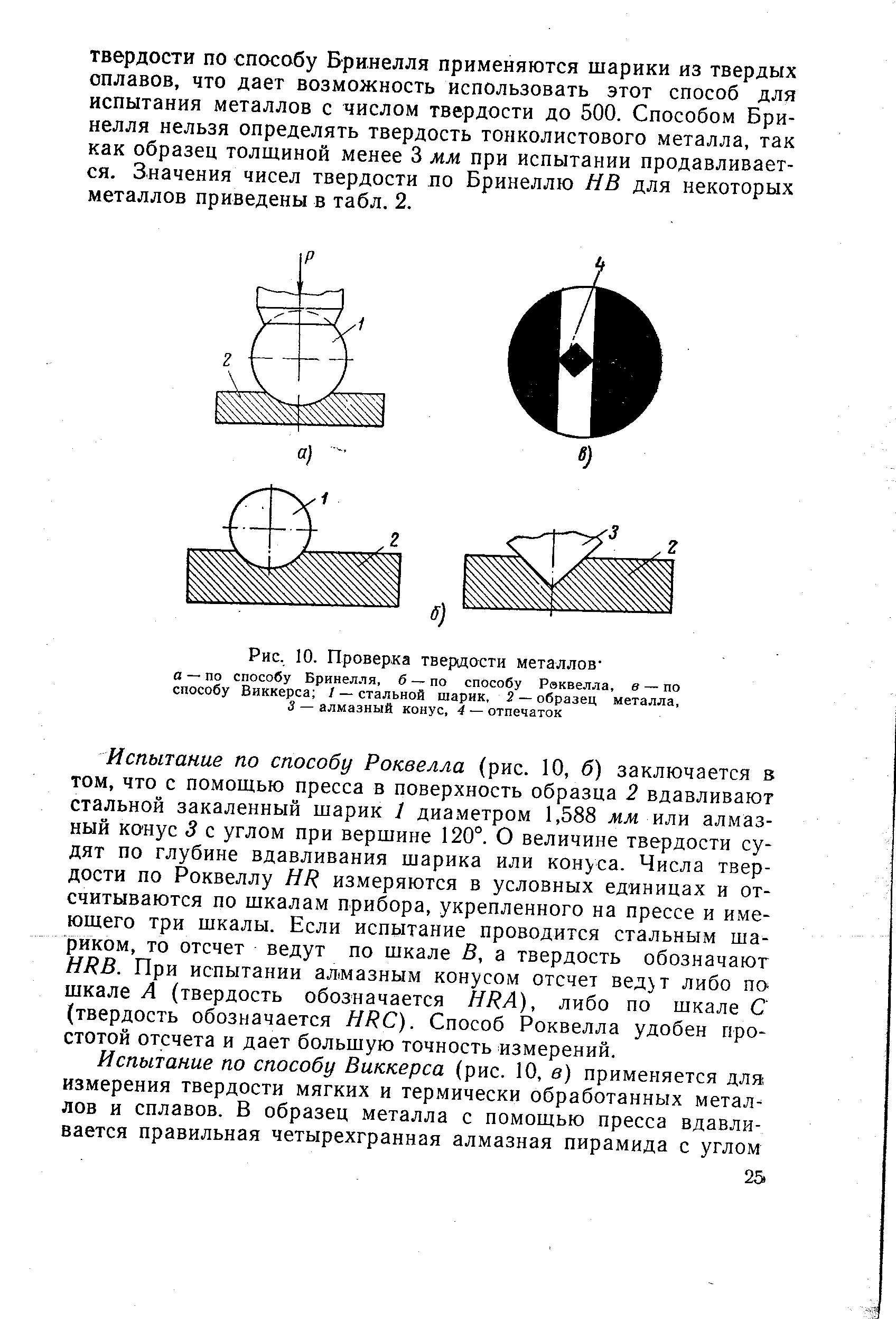
Измерение твердости мягких металлов производится методом Бринелля. Данному способу подвергаются цветные металлы (медь, алюминий, магний, свинец, олово) и сплавы на их основе, чугуны (за исключением белого) и отожженные стали.
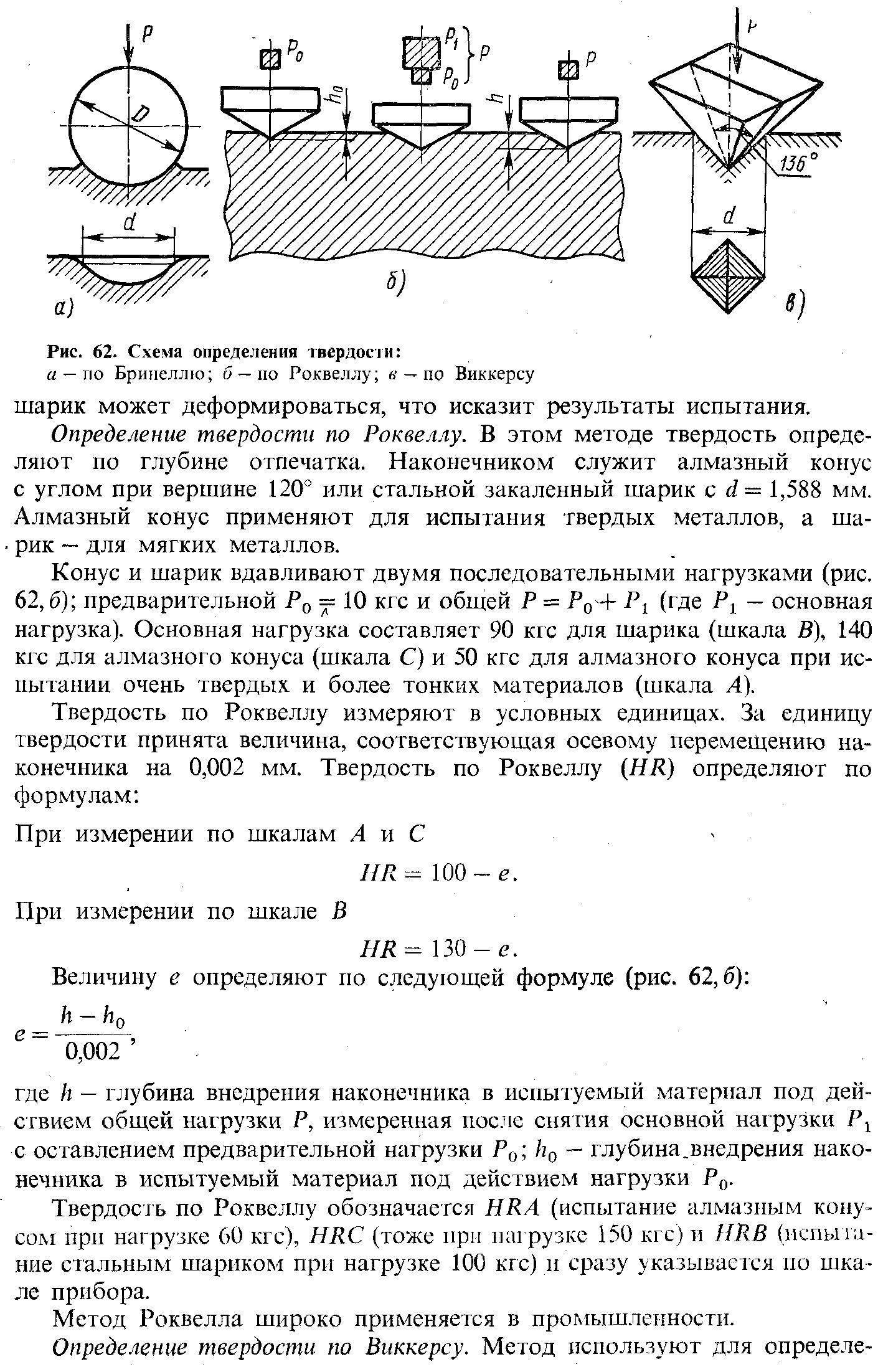
Твердость по Бринеллю определяется вдавливанием закаленного, отполированного шарика из шарикоподшипниковой стали ШХ15. Окружность шарика зависит от испытуемого материала. Для твердых материалов – все виды сталей и чугунов – 10 мм, для более мягких – 1 – 2 — 2,5 — 5 мм. Необходимая нагрузка, прилагаемая к шарику:
- сплавы железа – 30 кгс/мм2;
- медь и никель – 10 кгс/мм2;
- алюминий и магний – 5 кгс/мм2.
Единица измерения твердости – это числовое значение и следующий за ними числовой индекс HB. Например, 200 НВ.


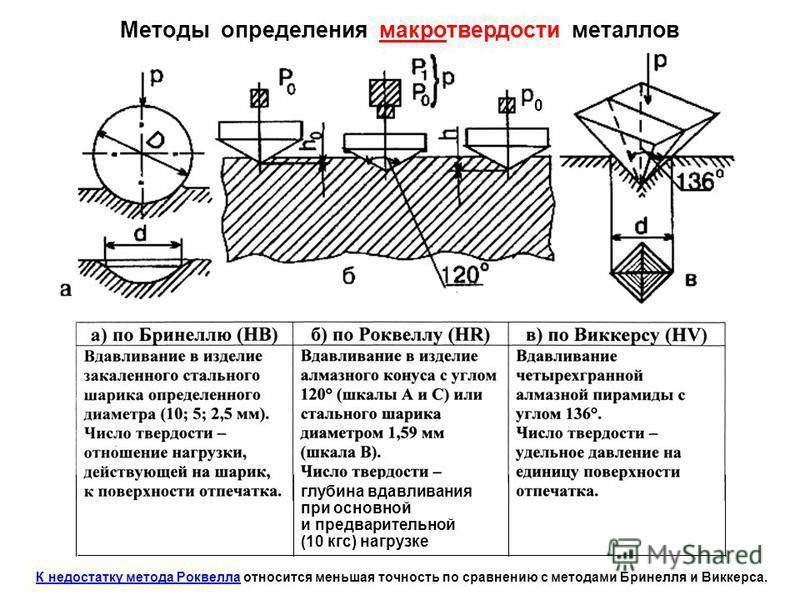
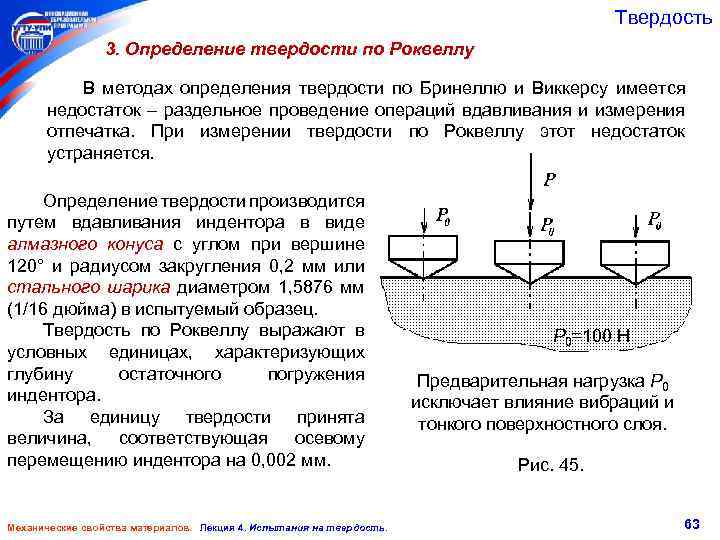
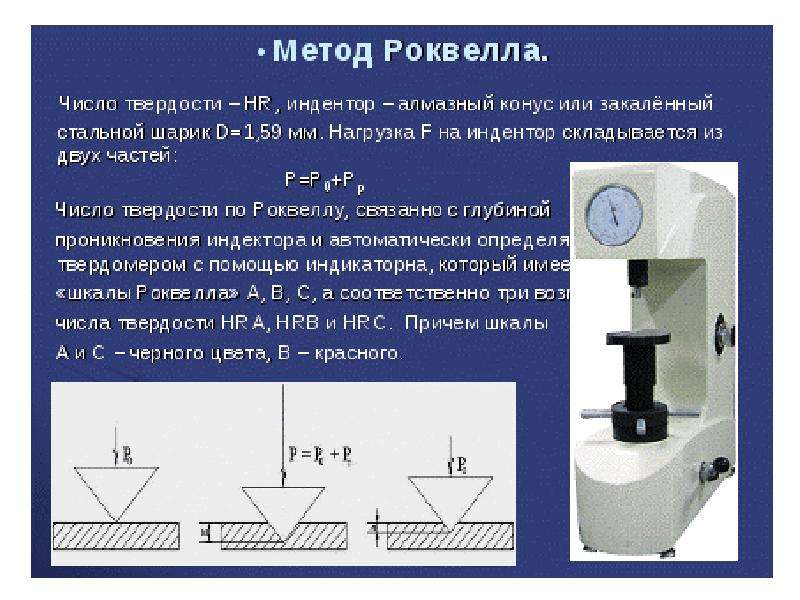

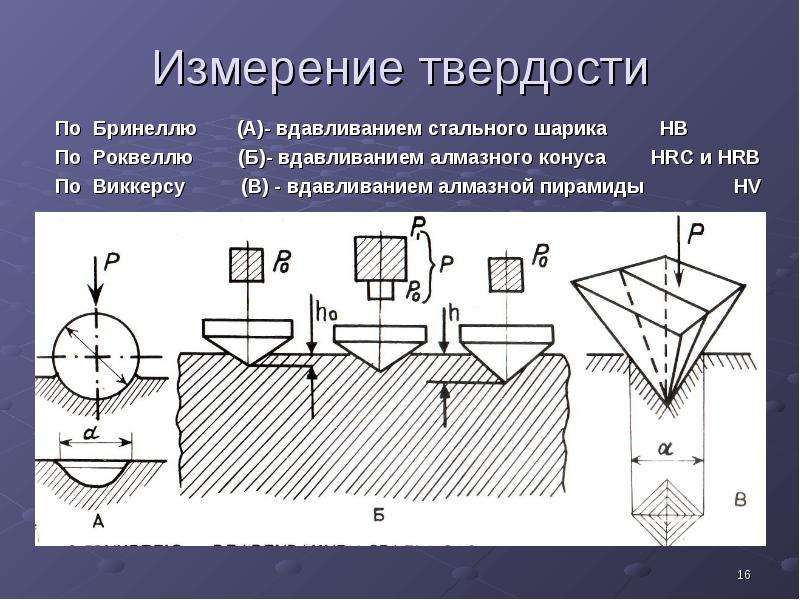
Твердость по Роквеллу определяется посредством разницы приложенных нагрузок к детали. Вначале прикладывается предварительная нагрузка, а затем общая, при которой происходит внедрение индентора в образец и выдержка.
В испытуемый образец внедряется пирамида (конус) из алмаза или шарик из карбида вольфрама (каленой стали). После снятия нагрузки производится замер глубины отпечатка.
Единица измерения твердости – это условные единицы. Принято считать, что единица — это величина осевого перемещения конуса, равная 2 мкм. Обозначение твердости маркируется тремя буквами HR (А, В, С) и числовым значением. Третья буква в маркировке обозначает шкалу.
Методика отображает тип индентора и прилагаемую к нему нагрузку.
| Тип шкалы | Инструмент | Прилагаемая нагрузка, кгс |
| А | Конус из алмаза, угол вершины которого 120° | 50-60 |
| В | Шарик 1/16 дюйма | 90-100 |
| С | Конус из алмаза, угол вершины которого 120° | 140-150 |
В основном, используются шкалы измерения А и С. Например, твердость стали HRC 26…32, HRB 25…29, HRA 70…75.
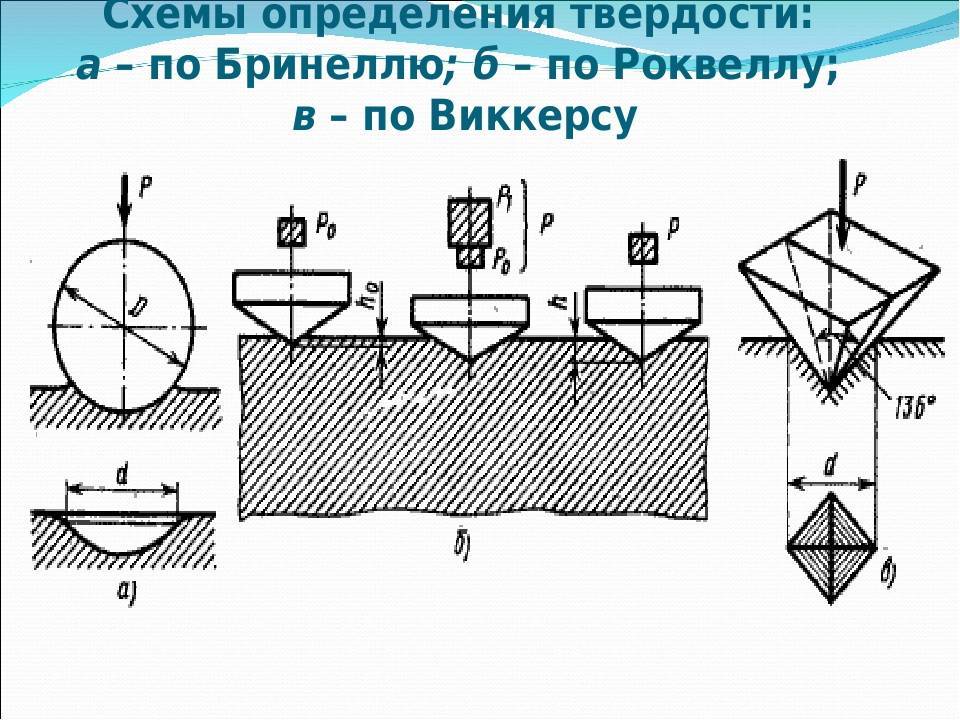
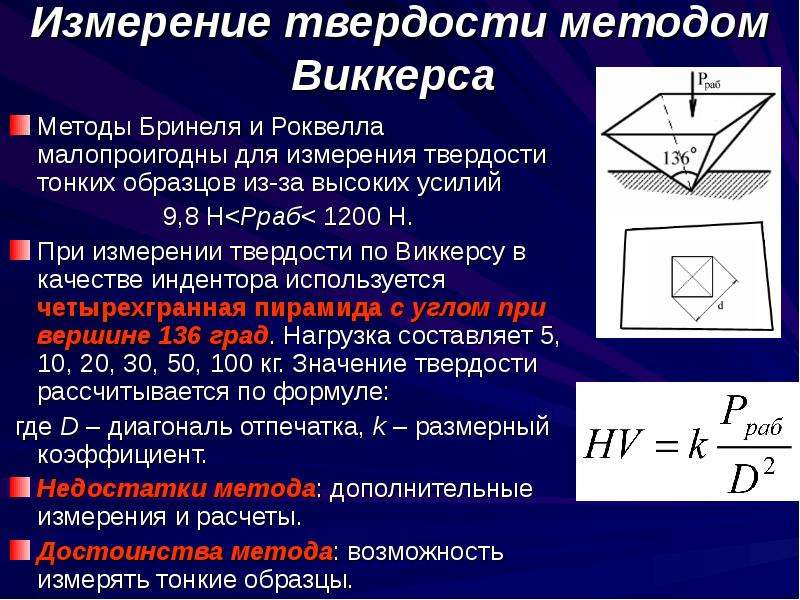
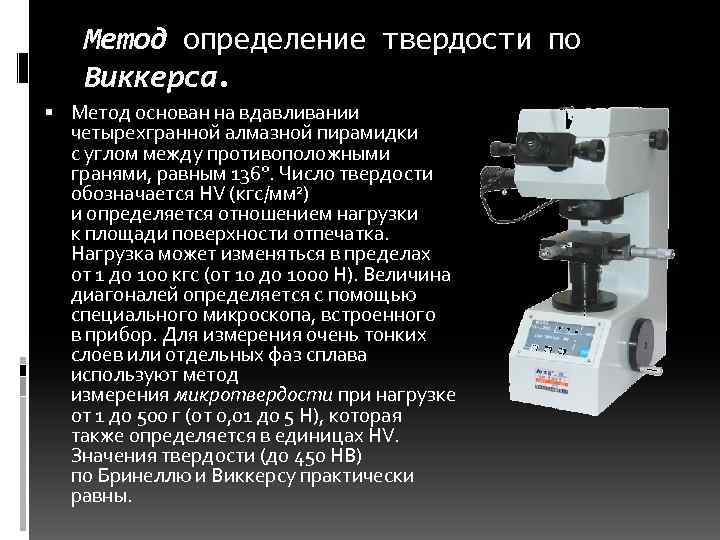
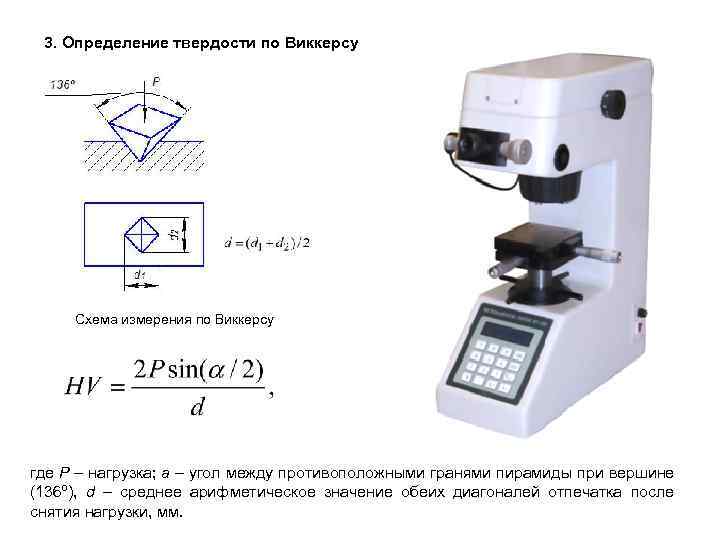
Измерению твердости по Виккерсу подвергаются изделия небольшой толщины или детали, имеющие тонкий, твердый поверхностный слой. В качестве клинка используется правильная четырехгранная пирамида угол при вершине, которой составляет 136°. Отображение значений твердости выглядит следующим образом: 220 HV.
К определению микротвердости прибегают, когда необходимо получить значения мелких деталей, тонкого покрытия или отдельной структуры сплава. Измерение производят путем измерения отпечатка наконечника определенной формы. Обозначение значения выглядит следующим образом:
Н□ 0,195 = 2800, где
□ — форма наконечника;
0,196 — нагрузка на наконечник, Н;
2800 – численное значение твердости, Н/мм2.
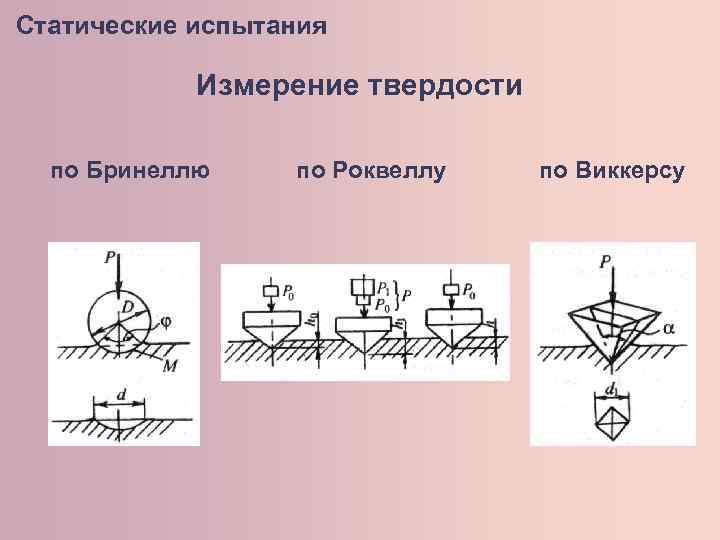
Измерение твердости по Бринеллю
Чаще всего проводится измерение твердости по Бринеллю. Этот метод регламентирован ГОСТ 9012. К особенностям испытания металлов и сплавов подобным методом можно отнести следующие моменты:
- В качестве тела, которое будет оказывать воздействие на испытуемый образец, используется стальной шарик.
- Для тестирования применяется шарик с определенным диаметром, который изготавливается из закаленной стали. К нему прилагается постоянно нарастающая нагрузка.
- Главным условие применения этого метода тестирования металлов и сплавов является то, что шарик должен изготавливается из более твердого материала, чем испытуемый образец.
- После завершения теста проводится измерение полученного отпечатка на поверхности.
- Данный способ позволяет получить данные, которые указываются в HB. Именно это обозначение сегодня встречается чаще других в различной справочной документации.
- Для удобства применения данного способа были созданы специальные таблицы, которые основаны на зависимости диаметрального размера шарика, твердости и полученного отпечатка.
Измерение по методу Бринеллю
Стоит учитывать, что по Бринеллю не рекомендуется тестировать стали и сплавы, твердость которых превышает значение 450HB. Цветные металлы должны обладать показателем ниже 200 HB.
Ещё документы из категории разное:
«Культура России второй половины XVIII века»
«Экономическая теория»
Пушкин а. с. – татьяны милый идеал. ..
Методические рекомендации включают темы, планы семинарских занятий и самостоятельной работы; темы рефератов, список основной и дополнительной литературы. Алфёрова Елена Ивановна, 2008
Методические рекомендации по срс (срсп)
Методические рекомендации по изучению дисциплины и выполнению домашней контрольной работы для учащихся заочников по специальности
«Теория риторической структуры»
Код для использования на сайте:
Чтобы скачать документ, порекомендуйте, пожалуйста, его своим друзьям в любой соц. сети.
После чего кнопка «СКАЧАТЬ» станет доступной!
Кнопочки находятся чуть ниже. Спасибо!
Кнопки:
Обозначение твердости
Как и любая физическая величина, твёрдость имеет свое обозначение. Из-за наличия множества методик измерений, каждая из них требует своего обозначения во избежание путаницы. Следует заметить, что часть методов выдает искомую величину как безразмерную, но по методу Виккерса твердость измеряется как кгс/мм2. В обозначениях размерность не пишут, подразумевая ее наличие.
Твердость по Виккерсу обозначается символами HV, где после символов может стоять значение силы и времени выдержки:
- HV 500 – стандартная нагрузка 30 кгс (294,2 Н) при времени выдержки 10-15 с;
- HV 150 10/40 – нагрузка 10 кгс (98,07 Н) при выдержке 40 с.
Перевод значений, измеренных другими методами, производится при помощи стандартных таблиц, которые входят в комплекты документации на измерительные приборы, а также присутствуют в справочной литературе.
Измерение твердости по Виккерсу
Также выделяют метод измерения твердости по Виккерсу, который регламентирован ГОСТ 2999. Получил он распространение при определении твердости деталей и заготовок, который имеют небольшую толщину. Кроме этого, он может применяться для измерения твердости деталей, имеющих поверхностный твердый слой.
К особенностям этого способа тестирования образца можно отнести нижеприведенные моменты:
- Применяется так называемый алмазный наконечник, который имеет форму пирамиды с четырьмя гранями и равными сторонами.
- Выбирается определенное время выдержки.
- После того, как снимается нагрузка, проводится измерение размеров диагоналей получившегося отпечатка и вычисляется среднее арифметическое значение.
- Величина прилагаемой нагрузки регламентирована, может выбираться в зависимости от типа тестируемого материала.
- Полученные результаты в ходе проведения исследований обозначаются HV.
В некоторых случаях после полученного значения указывается время выдержки и величина прилагаемой нагрузки, что позволяет с большей точностью определить значение твердости.
Измерение твердости по Роквеллу
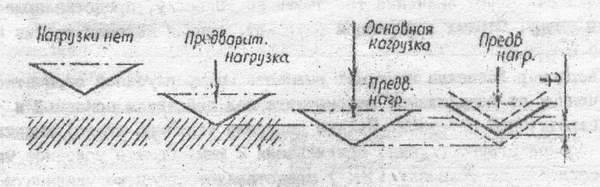
Рис. 3 Положение наконечника при определении твердости по Роквеллу: I-IV последовательность нагружения.

Рис. 4 Схема прибора для измерения твердости по Роквеллу
Твердость измеряют на приборе Роквелла (Рис. 4), в нижней части станции которого установлен столик 5. В верхней части станции индикатор 3, масляный регулятор 2 и шток 4, в котором устанавливается наконечник с алмазным конусом (имеющим угол при вершине 120 и радиус закругления 0,2 мм) или стальным шариком диаметром 1,588 мм. Индикатор 3 представляет собой циферблат, на котором нанесены две шкалы (черная и красная) и имеются две стрелки – большая (указатель твердости) и маленькая – для контроля величины предварительного нагружения, сообщаемого вращением маховика 6. Столик с установленным на нем образцом для измерений поднимают вращением маховика до тех пор, пока малая стрелка не окажется против красной точки на шкале. Это означает, что наконечник вдавливается в образец под предварительной нагрузкой, равной 10 кгс.
После этого поворачивают шкалу индикатора (круг циферблата) до совпадения цифры 0 на черной шкале с большой стрелкой. Затем включают основную нагрузку, определяемую грузом 1, и после остановки стрелки считывают значение твердости по Роквеллу, представляющее собой цифру. Столик с образцом опускают, вращая маховик против часовой стрелки.
Твердомер Роквелла измеряет разность между глубиной отпечатков, полученных от вдавливания наконечника под действием основной и предварительной нагрузок. Каждое давление (единица шкалы) индикатора соответствует глубине вдавливания 2 мкм. Однако условное число твердости по Роквеллу (HR) представляет собой не указанную глубину вдавливания t, а величину 100 – t по черной шкале при измерении конусом и величину 130 – t по красной шкале при измерении шариком.
Числа твердости по Роквеллу не имеют размерности и того физического смысла, который имеют числа твердости по Бринеллю, однако можно найти соотношение между ними с помощью специальных таблиц.
Твердость по методу Роквелла можно измерять:
алмазным конусом с общей нагрузкой 150 кгс. Твердость измеряется по шкале С и обозначается HRC (например, 65 HRC). Таким образом определяют твердость закаленной и отпущенной сталей, материалов средней твердости, поверхностных слоев толщиной более 0,5 мм;
-
алмазным конусом с общей нагрузкой 60 кгс. Твердость измеряется по шкале А, совпадающей со шкалой С, и обозначается HRA. Применяется для оценки твердости очень твердых материалов, тонких поверхностных слоев (0,3 … 0,5 мм) и тонколистового материала;
стальным шариком с общей нагрузкой 100 кгс. Твердость обозначается HRB и измеряется по красной шкале B. Так определяют твердость мягкой (отожженной) стали и цветных сплавов.



При измерении твердости на приборе Роквелла необходимо, чтобы на поверхности образца не было окалины, трещин, выбоин и др. Необходимо контролировать перпендикулярность приложения нагрузки и поверхности образца и устойчивость его положения на столике прибора. Расстояние отпечатка должно быть не менее 1,5 мм при вдавливании конуса и не менее 4 мм при вдавливании шарика.
Твердость следует измерять не менее 3 разна одном образце, усредняя полученные результаты.
Преимущество метода Роквелла по сравнению с методами Бринелля и Виккерса заключается в том, что значение твердости по методу Роквелла фиксируется непосредственно стрелкой индикатора, при этом отпадает необходимость в оптическом измерении размеров отпечатка.
Список используемой литературы
1. Геллер Ю.А. Рахштадт А.Г. Материаловедение. Методы анализа, лабораторные работы и задачи. М.: Металлургия, 1984г.
2. Металловедение и термическая обработка стали: Справ. М.Л Бернштейн, А.Г. Рахштадт М.: Металлургия, 1983г.
Если Вам нужна помощь с академической работой (курсовая, контрольная, диплом, реферат и т.д.), обратитесь к нашим специалистам. Более 90000 специалистов готовы Вам помочь.Бесплатные корректировки и доработки. Бесплатная оценка стоимости работы.
Подробнее
Особенности методики Роквелла
Этот способ измерения был изобретен в 20-х годах XX века, более автоматизирован, чем предыдущий. Применяется для более твердых материалов. Основные его характеристики (ГОСТ 9013-59; гост 23677-79):
- Наличие первичной нагрузки в 10 кгс.
- Период выдержки: 10-60 с.
- Граничные значения возможных показателей: HRA: 20-88; HRB: 20-100; HRC: 20-70.
- Число визуализируется на циферблате твердомера, также может рассчитываться арифметически.
- Шкалы и инденторы. Известно 11 различных шкал в зависимости от типа индентора и предельно-допустимой статической нагрузки. Наиболее распространённые в использовании: А, В и С.
А: алмазный конусный наконечник, угол при вершине 120˚, общая допустимая сила статического влияния – 60 кгс, HRA; исследуются тонкие изделия, в основном прокат.
С: также алмазный конус, рассчитанный на максимальное усилие 150 кгс, HRC, применим для твердых и закаленных материалов.
В: шарик размером 1,588 мм, изготовленный из закаленной стали или из твердого карбидо-вольфрамового сплава, нагрузка – 100 кгс, HRB, используется для оценки твердости отожжённых изделий.
Шарикообразный наконечник (1,588 мм) применим для шкал Роквелла B, F, G. Также существуют шкалы E, H, K, для которых используется шарик диаметром 3,175 мм (ГОСТ 9013-59).
Количество проб, проделанных с помощью твердомера Роквелла на одной площади, ограничивается размером детали. Допускается повторная проба на расстоянии 3-4 диаметра от предыдущего места деформации. Толщина испытуемого изделия также регламентируется. Она должна быть не меньше увеличенной в 10 раз глубины внедрения наконечника.
Пример обозначения:
50HRC – твердость металла по Роквеллу, измерена с помощью алмазного наконечника, ее число равно 50.
Почему важно измерять показатель?
Твердость металлов — это показатель, который означает устойчивость стали к механическому воздействию других более твердых материалов. Оцениваются показатели в единицах твердости, на основе которых делается вывод о состоянии материала.
Твердость металлов важно учитывать в большинстве видов работы с ними. Например, когда на производстве изготавливаются объемные конструкции с большим весом, где применяются несколько типов металлов, важно знать, что они будут оптимально взаимодействовать и успешно выдерживать большую нагрузку. Особо важно учитывать показатель твердости металла в следующих сферах:
Особо важно учитывать показатель твердости металла в следующих сферах:
- Кораблестроительство;
- Изготовление автомобилей;
- Сборка самолетов;
- Изготовление строительных материалов на основе металла и расходников.
В любой из этих областей устойчивость к механическому воздействию определяет безопасность человека, возможность выполнить поставленную задачу и эксплуатационный срок.
Для определения твердости в металл вдавливается индентор — тело, изготовленное из твердого сплава или алмаза, которое обладает наилучшим показателем сопротивления к механическим воздействиям. Чем большую силу вдавливания выдерживает металл, тем его твердость больше.
Назначение твердомера
- Быстрый контроль материалов и деталей, в том числе и сложной формы, контроль качества термообработки, определение твердости различных деталей механизмов при их ремонте.
- Информационный слой для динамического датчика составляет порядка 0,8 мм. Это указывает на возможность разработки методики контроля глубины азотированного слоя до 0,7 — 0,75 мм для изделий из конструкционных сталей (например, марок 38хмюа, 18х2н4ма и др.).
Основные возможности
- Измерение твердости по наиболее распространенным в металлообработке, и в частности в машиностроении, шкалам твердости: Бринелль (HB), Роквелл (HRC), Лейб (HL) и т.п.
- Измерение твердости по дополнительным (пользовательским) шкалам (10 шкал).
- Изменение размера выборки.
- Отброс максимального и минимального значений при вычислении среднего.
- Автоматический учет положения датчика.
- Автоматический учет калибровочных поправок к результатам измерений для учета влияния различных факторов (геометрические и массогабаритные отклонения контролируемого объема).
- Метод калибровочных поправок позволяет расширить номенклатуру контролируемых изделий, исключая необходимость притирки малогабаритных деталей к массивной плите.
- Рекалибровка введенных шкал (коррекцию калибровочной зависимости).
- Сохранение в памяти настроек для различных серийно выпускаемых изделий для минимизации трудозатрат и ошибок при подготовке прибора к работе.
- Сохранение в памяти результатов измерения для серийно выпускаемых изделий с фиксацией номера партии и даты измерения.
- Трехцветная (ниже — норма — выше) пороговая индикация соответствия твердости изделия требованиям технологической документации.
Дополнительные возможности
- Сохранение результатов измерения для партий серийно выпускаемых изделий в памяти прибора и статистическая обработка результатов.
- Калибровка новых (пользовательских) шкал.
- Выход на исполнительное устройство для автоматической сортировки контролируемых изделий в условиях конвейерного производства.
- Вход для сигнала обратной связи от исполнительного устройства для определения момента готовности конвейера к измерению следующего изделия.
- Установка календаря и часов.
- Задание времени работы подсветки, пороговой индикации, времени отображения результата, периода автоотключения, изменять язык интерфейса.
- Просматривать статистику измерений.
Метод Роквелла
Среди всех существующих методов определения твердости сталей и цветных металлов самым распространенным и наиболее точным является метод Роквелла.
Метод Роквелла – определение твердости металла
Проведение измерений и определение числа твердости по Роквеллу регламентируется соответствующими документами ГОСТа 9013-59. Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Методом Роквелла предусматривается возможность применения целого ряда шкал твердости A, B, C, D, E, F, G, H (всего – 54), каждая из которых обеспечивает наибольшую точность только в своем, относительно узком диапазоне измерений.
Для измерения высоких значений твердости алмазным конусом чаще всего используются шкалы «А», «С». По ним тестируют образцы из закаленных инструментальных сталей и других твердых стальных сплавов. А сравнительно более мягкие материалы, такие как алюминий, медь, латунь, отожженные стали испытываются шариковыми инденторами по шкале «В».
Пример обозначения твердости по Роквеллу: 58 HRC или 42 HRB.
Впереди стоящие цифры обозначают число или условную единицу измерения. Две буквы после них – символ твердости по Роквеллу, третья буква – шкала, по которой проводились испытания.
(!) Два одинаковых значения от разных шкал – это не одно и то же, например, 58 HRC ≠ 58 HRA. Сопоставлять числовые значения по Роквеллу можно только в том случае, если они относятся к одной шкале.




Диапазоны шкал Роквелла по ГОСТ 8.064-94:
| A | 70-93 HR |
| B | 25-100 HR |
| C | 20-67 HR |
Слесарный инструмент
Инструменты для ручной обработки металлов (рубка, резка, опиливание, клеймение, пробивка, разметка) изготавливают из углеродистых и легированных инструментальных сталей. Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
| Ножовочные полотна, напильники | 58 – 64 HRC |
| Зубила, крейцмессели, бородки, кернеры, чертилки | 54 – 60 HRC |
| Молотки (боек, носок) | 50 – 57 HRC |
Монтажный инструмент
Сюда относятся различные гаечные ключи, отвертки, шарнирно-губцевый инструмент. Норму твердости для их рабочих частей устанавливают действующие стандарты. Это очень важный показатель, от которого зависит, насколько инструмент износостоек и способен сопротивляться смятию. Достаточные значения для некоторых инструментов приведены ниже:
| Гаечные ключи с размером зева до 36 мм | 45,5 – 51,5 HRC |
| Гаечные ключи с размером зева от 36 мм | 40,5 – 46,5 HRC |
| Отвертки крестовые, шлицевые | 47 – 52 HRC |
| Плоскогубцы, пассатижи, утконосы | 44 – 50 HRC |
| Кусачки, бокорезы, ножницы по металлу | 56 – 61 HRC |
Металлорежущий инструмент
В эту категорию входит расходная оснастка для обработки металла резанием, используемая на станках или с ручными инструментами. Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
| Метчики, плашки | 61 – 64 HRC |
| Зенкеры, зенковки, цековки | 61 – 65 HRC |
| Сверла по металлу | 63 – 69 HRC |
| Сверла с покрытием нитрид-титана | до 80 HRC |
| Фрезы из HSS | 62 – 66 HRC |
Примечание: Некоторые производители фрез указывают в маркировке твердость не самой фрезы, а материала, который она может обрабатывать.
Крепежные изделия
Существует взаимосвязь между классом прочности крепежа и его твердостью. Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
| Болты и винты | Гайки | Шайбы | |||||||||
| Классы прочности | 8.8 | 10.9 | 12.9 | 8 | 10 | 12 | Ст. | Зак.ст. | |||
| d<16 мм | d>16 мм | d<16 мм | d>16 мм | ||||||||
| Твердость по Роквеллу, HRC | min | 23 | 23 | 32 | 39 | 11 | 19 | 26 | 29.2 | 20.3 | 28.5 |
| max | 34 | 34 | 39 | 44 | 30 | 36 | 36 | 36 | 23.1 | 40.8 |
Если для болтов и гаек главной механической характеристикой является класс прочности, то для таких крепежных изделий как стопорные гайки, шайбы, установочные винты, твердость не менее важна.
Стандартами установлены следующие минимальные / максимальные значения по Роквеллу:
| Стопорные кольца до Ø 38 мм | 47 – 52 HRC |
| Стопорные кольца Ø 38 -200 мм | 44 – 49 HRC |
| Стопорные кольца от Ø 200 мм | 41 – 46 HRC |
| Стопорные зубчатые шайбы | 43.5 – 47.5 HRB |
| Шайбы пружинные стальные (гровер) | 41.5 – 51 HRC |
| Шайбы пружинные бронзовые (гровер) | 90 HRB |
| Установочные винты класса прочности 14Н и 22Н | 75 – 105 HRB |
| Установочные винты класса прочности 33Н и 45Н | 33 – 53 HRC |
Требования к образцу
В соответствии с требованиями ГОСТов, испытуемые детали должны соответствовать следующим характеристикам:
Заготовка должна быть ровная, твердо лежать на столе твердомера, ее края должны быть гладкими или тщательно обработаны.
Поверхность должна иметь минимальную шероховатость. Должна быть отшлифована и очищена, в том числе с помощью химических составов
Одновременно, во время процессов механической обработки, важно предупредить образование наклепа и повышения температуры обрабатываемого слоя.
Деталь должна соответствовать выбранному методу определения твердости по параметрическим свойствам.
Выполнение первичных требований – обязательное условие точности измерений.
Твердость металлов — важное основополагающее механическое свойство, определяющее их некоторые остальные механические и технологические особенности, результаты предыдущих процессов обработки, влияние временных факторов, возможные условия эксплуатации. Выбор методики исследования зависит от ориентировочных характеристик образца, его параметров и химического состава





