

Диаметр и глубина отверстий и выступов
Определение диаметры и глубины отверстий в деталях, а также различных выступов и пазов производится с помощью следующих инструментов:
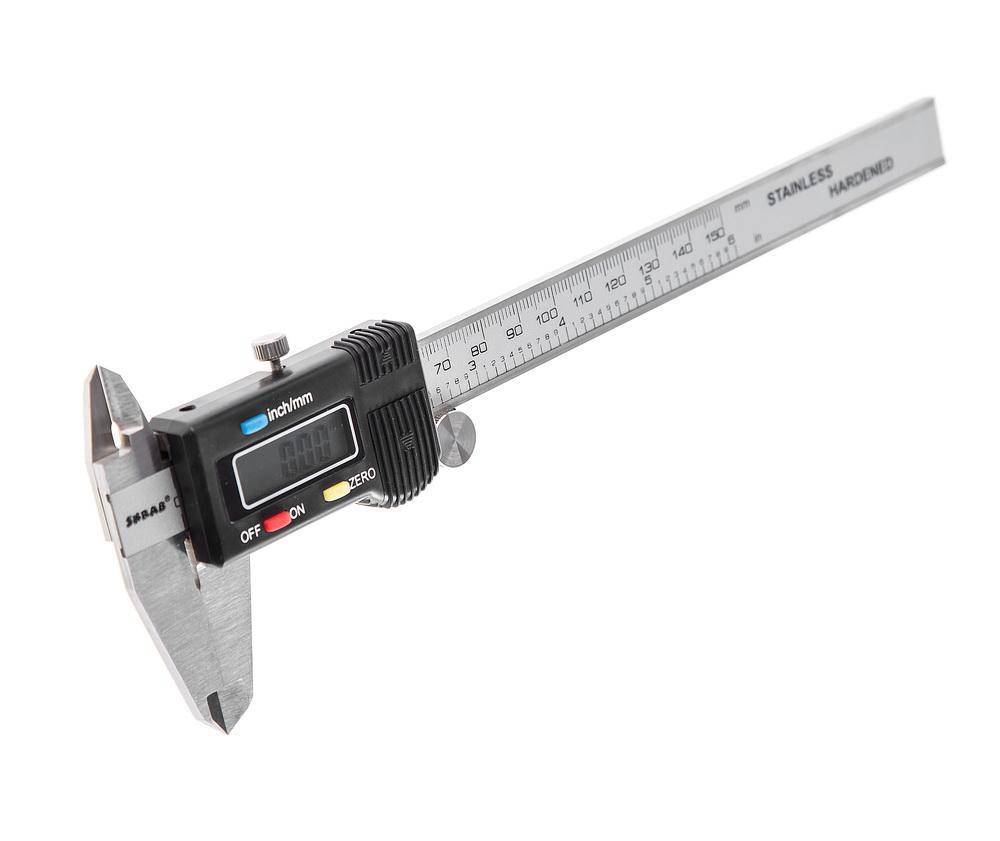
Штангенциркули. Универсальный измерительный инструмент для определения наружных и внутренних размеров деталей с точностью до 0,1 мм. Имеет обычную и нониусную шкалу. Также может быть использовано для замера глубины отверстия при наличии глубиномера.

Штангенглубиномеры. Инструмент, предназначенный для определения глубин пазов и отверстий с точностью 0,05 – 0,1 мм.

Штангензубомер. Предназначен для определения размера зубьев шестеренок и реек с помощью горизонтальной и вертикальной штанг.

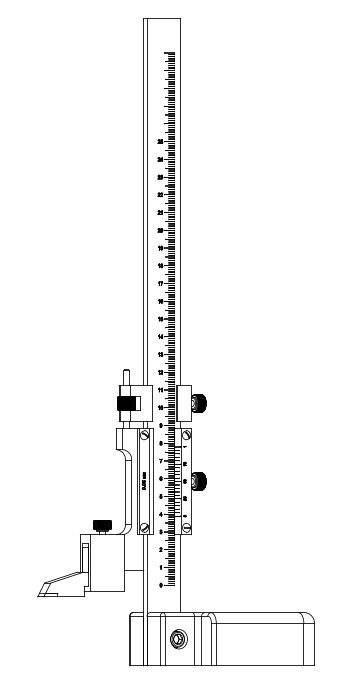
Штангенрейсмас. Ручной прибор, используемый для определения высоты выступа и разметки деталей. Состоит из основания, отсчетной призмы, разметочной ножки, основной и микрометрической рамки, нониуса, винтовой пары, штанги с линейкой и фиксаторов.

Как измеряется диаметр трубы, если она смонтирована
Если труба смонтирована и торец недоступен для обмера, то штангенциркуль прикладывают к боковой поверхности в самом широком её месте. Это возможно сделать лишь в том случае, если длина ножек превышает половину диаметра трубы.

Если трубопровод по каким-либо причинам недоступен для измерений, то контроль диаметра труб проводят способом копирования. Для этого линейку или предмет с известными геометрическими размерами (например, коробок) прикладывают к трубе и фотографируют этот участок. Далее все измерения и вычисления осуществляют по фотографии. Для этого определяют видимую толщину трубы в миллиметрах и переводят полученные данные в реальный размер, учитывая масштаб съёмки.
Контроль размерных параметров труб на производстве
Все поступающие на строительство или на производство трубы должны быть снабжены сертификатом.
 В нём указывают:
В нём указывают:
- номинальные размеры изделий,
- нормативную документацию, согласно которой они были изготовлены,
- номер партии,
- марку материала,
- результаты проведенных испытаний и прочие необходимые сведения.
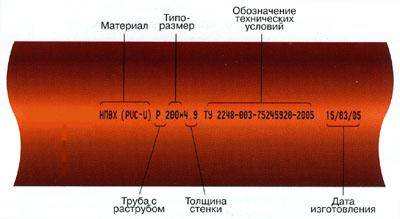
На конце трубы на расстоянии 500 мм от торца должна быть нанесена маркировка. В маркировке указывают: наименование предприятия-производителя, номер плавки, номинальные размеры изделия, номер трубы и дата её изготовления.
Перед началом использования коммуникаций на стройках и в производстве их в обязательном порядке подвергают входному контролю с измерением их геометрических параметров. Длину измеряют рулеткой или проволокой.
Наружныйдиаметртрубной продукциина производствевычисляют по немного усложнённой формуле. Длину окружности трубы делят на число π, и из полученного результата вычитают удвоенную толщину измерительной ленты и 0,2 мм – допуск на прилегание.
Допустимые отклонения наружного диаметра от заявленного для труб диаметром менее 200 мм равны 1,5 мм. Для обмера изделий большого диаметра используется ультразвуковая трубная измерительная установка.
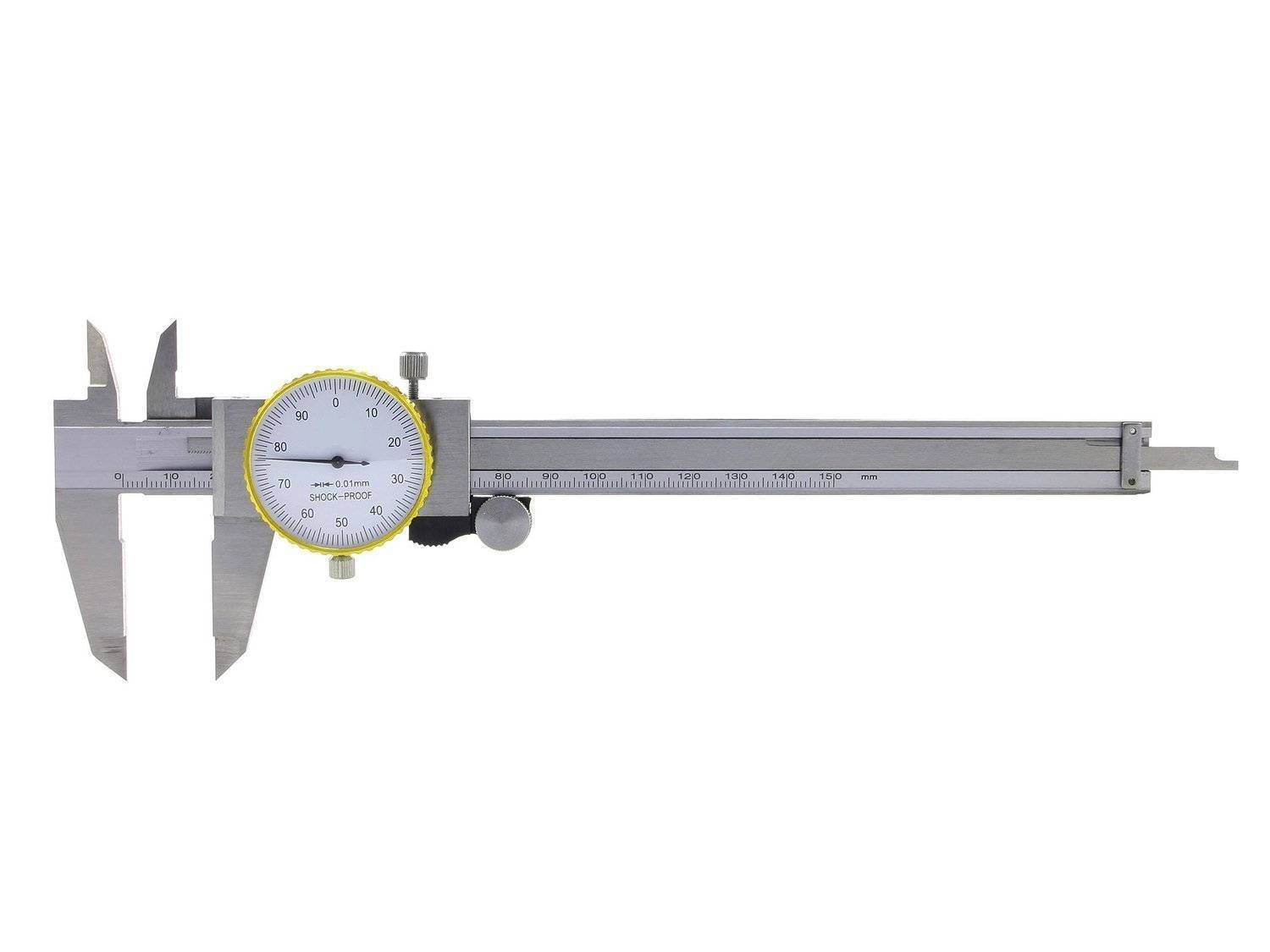
Для измерения толщины стенки на производстве используют штангенциркуль с делениями шкалы – 0,01 мм. Минусовой допуск не должен превышать 5% от номинальной толщины изделия.
Допустимая дефектность труб
Кривизна поступающих труб не должна превышать 1,5 мм на метр длины. Общая кривизна не должна быть более 0,15% от её длины.
Овальность трубы определяется отношением разности наибольшего и наименьшего диаметров к номинальному диаметру, овальность для труб:
- с толщиной стенки менее 20 мм должна составлять не более 1%,
- с толщиной стенки более 20 мм – не более 0,8%.
Для решения вопроса, как измерить овальность трубы, проводят обмер диаметра торцевой части индикаторной скобой или нутромером. Измерения осуществляют в двух взаимно перпендикулярных плоскостях. Определение размерных параметров коммуникаций – мероприятие не сложное и вполне осуществимое собственными силами.
Измерительный инструмент: применение

Любое измерительное устройство имеет первоначально настроенные заводские параметры, которые можно регулировать для достижения идеальной точности
При этом нужно обращать внимание на допустимый диапазон погрешности, который всё равно будет. Этот момент очень важен при изготовлении деталей, которые потом будут соединяться
Ошибки в интерпретации данных приводят к действиям, которые в дальнейшем отражаются в виде преждевременных поломок, перекосов, несостыковок деталей. Также загрязненность, износ мерочных устройств приводит к большим погрешностям в отображении реальных параметров.
Нужно тщательно следить за состоянием всех приспособлений, что применяются для измерений, ремонтировать, чистить, заменять изношенные детали. Цена ошибки высока – жизнь, потерянное здоровье. При изготовлении, испытании, применении высокоточных деталей, конструкций, устройств всегда нужно помнить об этом, не совершать досадных ошибок.
Измерительный инструмент электрика
Перечислю базовый измерительный инструмент необходимый в работе электрика и электромонтажника. Это:
- Рулетка строительная;
- Угольник-линейка;
- Штангенциркуль;
- Уровень с линейкой.
Измерительный инструмент: рулетка строительная

Казалось бы всем знакомая строительная рулетка, что может быть в ней примечательного. Измерительная лента длинной от 3 метров, скручена в рулон в корпусе. При необходимости измерительная лента вытягивается из корпуса, после измерения – втягивается обратно. Чего проще?
Профессиональная строительная рулетка должна иметь:
- Ударопрочный корпус;
- Зацеп на измерительной ленте;
- Кнопку для стопора ленты;
- Хлястик и прищепку для ношения;
- Резиновые накладки против выскальзывания.
Особое внимание нужно уделить надёжности надежности механизма рулетки. Однако это скрытый параметр, который отчасти зависит от марки инструмента
Угольник-линейка

В работе электрика чаще, чем хотелось бы приходится вымерить прямые углы. Например, отрезать под прямым углом электромонтажный лоток или электрокороб или шину. Для этих задач уголок-линейка всегда должен быть под рукой.
Измерительный инструмент: штангенциркуль

Данный точный инструмент не является для электрика инструментом повседневного использования. Однако если нужно точно измерить диаметр жилы провода, а по нему вычислить площадь сечения жилы провода, то штангенциркуль, можно заменить только микрометром.








Ошибки измерений
Даже если пользоваться самым дорогим измерительным инструментом, нельзя исключить возможность ошибки. Основными причинами, приводящими к неточностям измерений, являются неумение пользоваться инструментом, использование поврежденного инструмента (в том числе и со сбитой нулевой отметкой на шкале), загрязнение рабочих поверхностей инструмента и самого измеряемого предмета, измерение нагретой или охлажденной детали
Поэтому очень важно хранить измерительные инструменты в защитных футлярах, своевременно удалять с них загрязнения, проверять соответствие исходной отметки на шкале нулевому значению. Стандартной температурой, при которой проводятся замеры деталей (особенно металлических), принято считать +20°С. Еще одним способом снижения погрешности является проведение ряда замеров одного параметра и вычисление среднего арифметического значения
Такая практика широко применяется при использовании недорогих инструментов, она же не помешает и при измерении профессиональными моделями, погрешность которых крайне мала
Еще одним способом снижения погрешности является проведение ряда замеров одного параметра и вычисление среднего арифметического значения. Такая практика широко применяется при использовании недорогих инструментов, она же не помешает и при измерении профессиональными моделями, погрешность которых крайне мала.
Виды измерительных инструментов
Существует несколько видов классификаций измерительного инструмента. Среди них можно отметить следующие:
- по прямому назначению и сфере использования (слесарный, строительный, поверочный, столярный, промышленный и т.д.);
- по материалу, из которого инструмент изготовлен (сталь, дерево, камень и т.д.);
- по способу, которым устанавливается соответствие определенным требованиям к качеству (ГОСТ или калибровка);
- инструменты универсальные или общего пользования и т.д.
От этих параметров часто зависит окончательная цена измерительного инструмента и его качественные характеристики. Кром прочего, принято выделять:
- инструменты для разметки;
- ручной инструмент;
- механический инструмент;
- инструмент для выполнения различных замеров.
Наш интернет – магазин предлагает в широком ассортименте измерительный инструмент, купить который вы можете на наиболее выгодных условиях и по весьма демократичной цене. Мы гарантируем высокое качество всех изделий, которые предлагаем нашим покупателям, а значит – все нужные вам измерения будут достаточно точными, если вы предпочтете взаимовыгодное сотрудничество с крупным и стабильным поставщиком.
голоса
Рейтинг статьи
Ручной слесарный инструмент
Слесарный инструмент чаще всего применяется в сфере металлообработки и машиностроения и считается наиболее точным. С его помощью удается высчитать максимальные и минимальные размеры с точностью от 0,1 мм до 0,005 мм.
Кроме универсальной линейки и рулетки, слесарю приходится использовать следующие устройства:
- штангенциркуль;
- штангенрейсмасс;
- микрометр.
Штангенциркуль. Этот ручной инструмент состоит из штанги с делениями и двигающейся рамки. Штангенциркуль также снабжен верхними и нижними губками. Верхние губки позволяют производить замеры внутренних частей заготовок, а нижние – внешних.

Штангенрейсмасс. От штангенциркуля это устройство отличается наличием опоры. Штангенрейсмасс позволяет наносить на детали разметку высоты и глубины отверстий, а также расположения других элементов.

Микрометр. Конструкция данного прибора состоит из трубки со шкалой, гильзы и наконечника. Применяют микрометр в том случае, если требуется рассчитать величину с точностью до 0,01 мм. Глубина отверстий в деталях измеряется микрометрическим глубиномером – разновидностью микрометра.

Микрометр механический
Микрометр механический, ЗУБР «ЭКСПЕРТ» МК 125, 34480-125_z01
Механические микрометры, являются универсальным инструментом, для точных измерений контактным методом. Точность измерения микрометров — от 0,002 до 0,05 миллиметра (в зависимости от параметров измерения и класса точности).
Конструкция механического микрометра
Конструктивно, механический микрометр, представляет собой скобу, подковообразной формы.
С одной стороны скобы размещается измерительная пятка, а с другой, собственно механизм микрометра ( стебель).
Стебель состоит из:
- барабан с трещоткой;
- микрометрический винт;
- стопор.
Главные элементы измерительного устройства, это микрометрический винт и микрометрическая гайка.
Винтовая микрометрическая пара преобразовывает угловое перемещение барабана в линейное перемещение микрометрического винта.
Полные обороты отсчитываются по шкале, нанесенной на стебле микрометра, а доли оборота, отсчитывают по круговой шкале нанесенной на барабан.
Из-за трудности изготовления точной винтовой пары на большой длине, оптимальным считается перемещения винта в гайке только на длину не более 25 миллиметров.
По этой причине, для измерения, изготовляют несколько типоразмеров микрометров, с шагом 25 миллиметров:
- 0-25 мм;
- 25-50 мм;
- 50-75 мм;
- 75-100 мм и т.д.
Предельный диапазон измерений самого большого микрометра заканчивается на трёх метрах.
При измерении длин более 25 миллиметров, применяется микрометры со сменными пятками, а установка такого микрометра на ноль производят при помощи концевых мер.
Эксплуатация металлической измерительной линейки
Совпадение нулевой отметки (начало отсчета) с торцом линейки позволяет проводить измерение отверстий, пазов, выступов, ступеней и не требующие высокой точности осевые расстояния.
Простота использования измерительной металлической линейки позволяет производить замеры методом прикладывания. Нередко исследуемый предмет фотографируют совместно с линейкой, чтобы впоследствии ориентироваться в геометрических параметрах.
Для определения межосевого расстояния отверстий с одинаковыми диаметрами ( если конструкция детали позволяет приложить измерительный инструмент к плоскости), линейкой замеряют расстояние одноименных поверхностей ( правые края отверстий, левые края отверстий), стараясь, чтобы измерение происходило через центры.
Приборы, применяемые при центровке валов электрических машин
Кроме перечисленных инструментов, при центровке валов электрических машин применяют индикаторы, уровни, виброметры, вибрографы, а также ряд приспособлений.
Индикатор
Индикаторы используют для измерения биения центрируемых валов, биения соединительных полумуфт, а также для проверки правильности формы названных выше деталей электрических машин. Индикатор (рисунок 6) представляет собой несложный прибор, состоящий из собственно индикатора 1 с измерительным стержнем 2, укрепленного при помощи держателя 3 на стойке 4, которая установлена на штатив 5.
Рисунок 6. Устройство индикатора
Для производства измерения (например, биения вала) индикатор устанавливают на неподвижной опоре, которая не испытывает вибрации, а измерительный стержень – перпендикулярно оси вала и слегка нажимают на проверяемую поверхность. Конструкция индикатора основана на применении зубчатого зацепления, преобразующего поступательное движение измерительного стержня во вращательное движение стрелки индикатора. Индикаторы изготавливают с пределами измерений 0 – 2; 0 – 3; 0 – 5 и 0 – 10 мм и точностью отсчета основной шкалы индикатора 0,01 мм.
Уровень
Уровни применяют при выверке лини валов соединяемых машин, а также для проверки горизонтальности фундаментных плит в процессе установки электрических машин и приводимых ими в действие механизмов. Для указанных целей используют уровни: рамный, с микрометрическим винтом типа «Геологоразведка» и гидростатический.
Рамные уровни выпускаются со сторонами размерами 200 × 200 мм и 300 × 300 мм и с ценой деления от 0,02 до 0,3 мм. Под ценой деления понимается угол наклона ампулы или величина подъема в миллиметрах на 1 м, соответствующие перемещению пузырька на одно деление.
Рабочие поверхности уровня – плоские; на нижней, верхней и одной из боковых поверхностей имеются призматические выемки.
Уровень типа «Геологоразведка» с микрометрическим винтом показан на рисунке 7. Верхняя часть его представляет собой цилиндрическую стеклянную ампулу, заключённую в металлический цилиндр с вырезом. Цилиндр с одно стороны шарнирно соединен с корпусом уровня, с другой стороны его находится микрометрический винт с делительной головкой, поворот которой вызывает подъем или опускание конца цилиндра с ампулой. Цена деления 0,1/1000 мм, то есть одно деление соответствует подъему в 0,1 мм на 1 м.





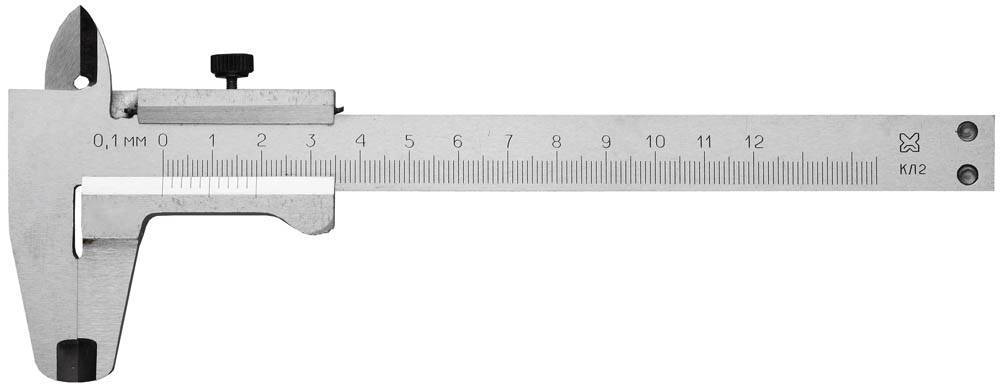




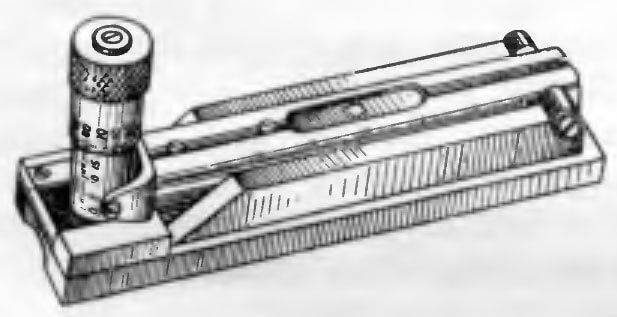
Рисунок 7. Внешний вид уровня типа «Геологоразведка» с микрометрическим винтом
Для определения уклона какой либо поверхности пузырек в ампуле приводится в нулевое положение вращением микрометрического винта, после чего отсчетом на микрометрической головке определяют величину уклона. Для проверки правильности полученных показаний следует повернуть уровень на 180°.
Виброметр
Виброметры (рисунок
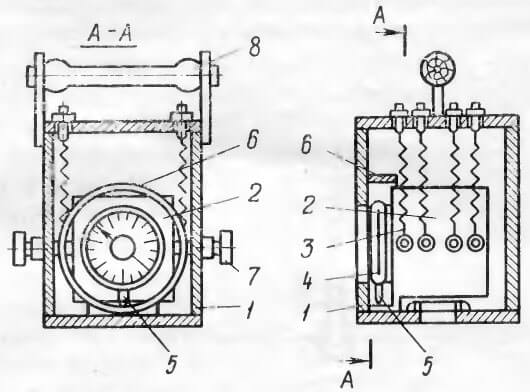
Рисунок 8. Устройство виброметра
Вибрацию следует замерять в трех направлениях; вертикальном осевом (вдоль оси машины) и поперечном (в горизонтальной плоскости перпендикулярно оси машины).
При измерении вибраций от 0,05 до 6 мм у электрических машин с номинальной частотою вращения более 750 об/мин следует применять ручные вибрографы ВР-1.
Виброграф ВР-1
Виброграф ВР-1 (рисунок 9) состоит из передающего рычажного механизма, устройства для передвижения ленты и отметчика времени.
На оси 1 (рисунок 9, а) имеется штифт 2, прикасающийся к вибрирующей поверхности. Ось при помощи шарнира 3 связана со стальным пером 4, которое может поворачиваться вокруг оси рукоятки 5. Пружина 6, натяжение которой можно регулировать, предназначена для получения надлежащего контакта между штифтом и вибрирующей поверхностью. Кривая вибрации записывается острием пера, царапающего на бумажной ленте 7, покрытой слоем воска. Лента передвигается с определенной скоростью при помощи часового механизма с пружинным заводом. Отметчик времени делает отметку на ленте каждую секунду, что дает возможность определить частоту вибраций.

Рисунок 9. Устройство вибрографа
Общий вид вибрографа приведен на рисунке 9, б. Ось 1 со штифтом помещается в направляющей трубке 8. Для регулирования натяжения пружины используется винт 9. Рычажок служит для включения и отключения движения ленты и отметчика времени. Пружину часового механизма заводят рукояткой 5. За движением пера вибрографа наблюдают через лючок в корпусе. Прибор снабжен рычажным увеличителем записи колебаний, надеваемым на направляющую трубку и позволяющим увеличивать записи в 2 и 6 раз.
Ручной строительный инструмент
Рулетка. Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину.
Безусловно, рулетка является универсальной, требующейся для произведения измерительных работ в любых сферах деятельности.
Технические характеристики рулетки
Ватерпас (уровень). С помощью этого устройства определяют ровность горизонтальной и вертикальной поверхностей. Длина уровня может варьироваться от 0,3 м до 2,5 м. Корпус уровня изготавливается из любого легкого материала, например, пластика, и снабжается несколькими окошками.
Через окошки видна стеклянная трубка, частично заполненная специальной жидкостью. Именно эта жидкость и позволяет определять ровность и уровень уклона поверхности.
Отвес. Это самый простой, но незаменимый измерительный инструмент, которым пользуется каждый строитель. Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.
Угольник и малка. Угольник изготавливают из дерева или металла и используют для выведения прямых углов. Малка изготавливается из тех же материалов. Ее конструкция состоит из обоймы и линейки, скрепленных между собой шарниром. Если угольник может применяться в любой сфере строительства, малку чаще всего используют при монтаже стропил.
Магнитный угольник
Измерительный инструмент для контроля параметров металлообработки :: ТОЧМЕХ
Наиболее распространенным инструментом для контроля диаметров цилиндрических поверхностей являются штангенциркули: ШЦ-1 (с точностью измерения до 0,1 мм) или ШЦ-11 (с точностью измерения до 0,05 мм).
Если требуется установить размер с более высокой степенью точности, то используют микрометр, который позволяет определить точность размера до 0,01 мм. При изготовлении больших партий деталей в условиях серийного производства контроль диаметров выполняют предельными калибр-скобами, имеющими две пары выступов, соответствующих наибольшему и наименьшему предельным размерам.
Деталь считается годной, если проходная часть скобы находит на измеряемую поверхность, а через непроходную часть деталь не проходит (рис. 1). Контроль длин ступенчатых валиков производят штангенциркулем с выдвижным глубиномером (типа ШЦ-1), штангенглубиномером, линейкой или шаблоном. Контроль плоскости торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника, если между поверхностями торца и линейки нет зазора, то торцовая поверхность обработана правильно.
Рис. 1. Контроль наружных диаметров: а — штангенциркулем, б — микрометром, в — индикаторной скобой, г — калибр скобой.
Специальные устройства
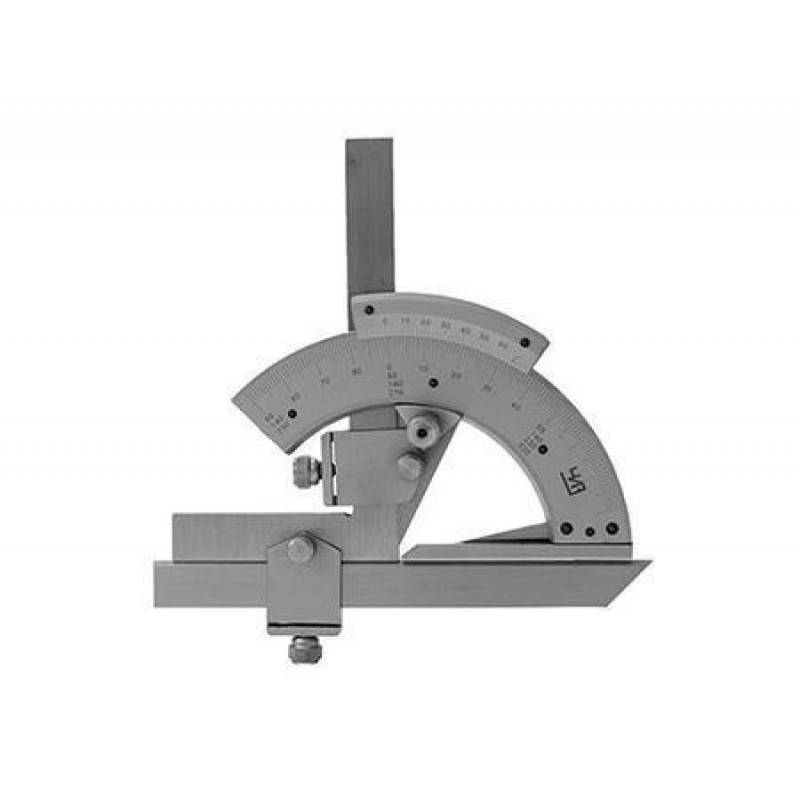
Существует такое известное устройство для измерения под названием угломер.
Его предназначение заключается в измерении углов деталей, а конструкция состоит из следующих элементов:
- непосредственно устройство имеет полудиск с нанесенной измерительной шкалой;
- линейка обладает собственным передвижным сектором, где нанесена шкала нониуса;
- закрепление передвижного сектора линейки осуществляется стопорным винтом.
Процесс измерения таким прибором простой. Деталь прикладывается одной из граней к линейке. Сдвинуть ее надо таким образом, чтобы образовался равномерный и достаточный просвет между гранями и линейками. Затем сектор закрепляется винтом. Снимаются показатели сначала с линейки, а затем с нониуса.
Контрольно-измерительные устройства нашли довольно широкое применение в различных сферах производства, домашнего быта, слесарного дела и строительных работ. Они различаются как по сфере применения, так и по возможности измерения.
Все приборы могут подразделяться по способу преобразования, выдачи информации и виду выходной информации, предназначения и другим критериям. Имея хорошую классификацию, можно отыскать конкретный инструмент для определенных задач и операций.
Но главная цель у них состоит в измерении показаний, их записи и контроле технологических процессов производства. Рекомендуются использовать точные измерительные устройства, однако, устройство становится гораздо сложнее. Это потребует учета большого количества факторов и измерений параметров, чтобы вывести на экран точные показания.
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.

Штангенциркуль
Цена деления нониусов современных штангенциркулей составляет или 0,1, или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.








Штангенрейсмас
Литература
| Линейка на Викискладе |
- Линейка — статья из Большой советской энциклопедии.
- ГОСТ 427-75 «Линейки измерительные металлические. Технические условия»
| Это заготовка статьи об инструменте или приспособлении. Вы можете помочь проекту, дополнив её. |
| Измерительные приборы | |
| |
| Микрометры |
|
Линейка измерительная металлическая
Линейка 1м STAYER «PROFI», 3427-100_z01
Трудно ошибиться, если предположить, что первым измерительным инструментом, с которым знакомится человек, это измерительная линейка, во всех своих проявлениях (портняжный метр, геометрический треугольник и т.д.).
Простота и доступность в использовании, делают её самым распространенным измерительным инструментом, правда для не очень точных значений.
При изготовлении поверхность линейки оснащают одной или двумя измерительными шкалами, а само производство и параметры регламентируются ГОСТом.
Согласно ГОСТа 427-75 от 1975 года (который актуален до сих пор), линейки должны изготавливаться со следующими пределами измерений:
- 150 мм;
- 300 мм;
- 500 мм;
- 1000 мм;
- 1500 мм;
- 2000 мм;
- 3000 мм.
Внимательным ГОСТом, также регламентируется параметры наносимых миллиметровых, полусантиметровых, сантиметровых штрихов, а также диаметр отверстия под гвоздик.
Производят измерительные металлические линейки из стальной холоднокатанной термообработанной ленты с полированной поверхностью группы прочности 1П и 2П, с последующим гальваническим хромированием.
Нулевое значение шкалы ( начало отсчета) совпадает с одним из торцов, тогда как второй скруглен и оснащен отверстием (предположительно, под гвоздик, для удобства хранения).
Каждая пяти миллиметровая риска (в сантиметре), для удобства считывания, изготовляется немного выше, своих миллиметровых собратьев, а десятая делается еще выше и получает цифровое обозначение.
Просвет между поверочной плитой и плоскостью линейки, положенной на плиту шкалой вверх, не должен превышать 0,5 мм для линеек с длиной шкалы 150, 300, 500; 0,7- для линеек с длиной шкалы 1000 мм и 1 миллиметр просвета для линеек более одного метра.
Допускаемое отклонение размеров шкалы метровой металлической линейки- +/- 0,2 миллиметра.
Технические характеристики инструментов для измерения размеров
Все они должны строго соответствовать ГОСТам. Каким именно? Это зависит от типа, конструкции, назначения приспособления. Опираясь на действующие межгосударственные стандарты, производители могут выпускать линейки, щупы и другие приборы по собственным ТУ, при условии, что качество готового изделия будет высоким.
Но у потребителей традиционно больше доверия к ГОСТам, которые стали своеобразным знаком качества, поэтому заводы-изготовители стараются всячески акцентировать внимание именно на них, указывая в рекламе, выбивая на корпусах и тому подобное. В общем же случае требования к устройству и характеристикам определяют:. В общем же случае требования к устройству и характеристикам определяют:
В общем же случае требования к устройству и характеристикам определяют:
- типы измерительных инструментов – назначение, области формы, габариты и возможные допуски с предельными отклонениями;
- материал исполнения для текущего класса, в том числе и наносимые покрытия.
Проверка на соответствие осуществляется в процессе приемки, вместе с порядком упаковки и комплектации, перевозки и хранения, использования и утилизации.
Все рассматриваемые помощники призваны определить габариты заготовки, но они могут давать и неточные результаты – чаще всего из-за неправильного их использования. Приложить линейку не так, как нужно, проще, чем может показаться. Но также погрешности возникают из-за неисправностей, повреждений, дефектов, загрязнений приспособлений.
Эксплуатация инструментов
Осуществляется на основании ГСИ – Государственной Системы Измерений, обеспечивающей единство метрологических приемов и решающей сразу две важные задачи:
- централизованный контроль над поверками, утверждение допустимых средств, лицензирование в области изготовления и ремонта;
- курирование практического использования передовых методик, ввода эталонных значений и других сопутствующих вопросов.
Сама ГСИ является частью структуры Росстандарта, потому именно в региональных подразделениях федерального агентства стоит решать все вопросы, касающиеся аттестации.
Важной задачей любого предприятия, эксплуатирующего механические или цифровые устройства, является поддержание этих приборов в исправном состоянии, а для этого их необходимо регулярно поверять, отдавая на экспертизу в лаборатории





