

Как правильно резать ножовкой
Освоить технику резки ножовкой по металлу несложно
Важно придерживаться следующих рекомендаций
Как пилить ножовкой по металлу — 21 век на дворе
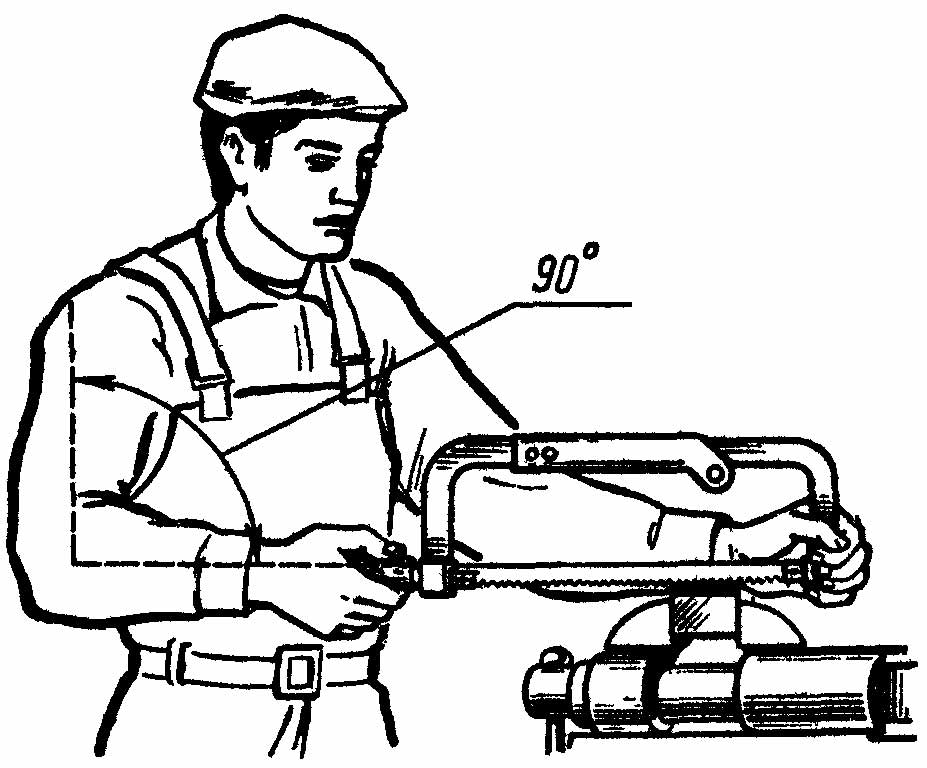
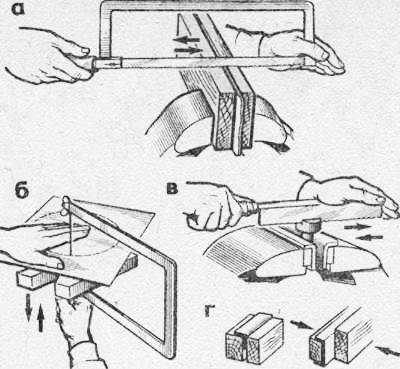
Разрез полотно обеспечивает только при движении вперёд. Поэтому на данных промежутках оказываются физические усилия. При возврате в исходное положение давление на пилу ослабляется, слегка приподнимается рукоять. Такие манипуляция продлевают срок службы полотну.
Для работы следует выбирать инструмент с удобной ручкой. Предпочтение отдаётся П- и Г-образным формам. Рукоятка в виде трубчатой палочки при пилении скользит, не позволяет прочно фиксировать ножовку двумя руками.
Установка полотна осуществляется с учётом расположения зубцов
Они должны направляться в сторону резчика (мастера).
Если используется раздвижная модель, начинать установку режущего элемента нужно с регулировки длины инструмента с учётом размера полотна.
При установке полотна необходимо уделить внимание натяжке. Перетягивание режущего элемента чревато его поломкой при малейшем перекосе
При недостаточной натяжке резать будет невозможно, полотно то и дело будет соскальзывать с поверхности обрабатываемого материала.
Чтобы избежать сильного нагрева, рекомендуется в область разреза нанести несколько капель масла.
При пилении металлической трубы или уголка нет нужды доводить распил до конца. Иногда раскраиваемую деталь попросту ломают путём сгибания провисающей части. Но пройти ножовкой нужно как минимум половину толщины заготовки.
Для получения ровного среза деталь лучше фиксировать в тисках
Это особенно важно при работе с трубами и уголками.
При работе с твёрдым металлом нужно прилагать большие усилия при движении инструмента от себя. Это позволит зубцам быстрее погрузиться в плоть
Степень усилий должна регулироваться в зависимости от плотности используемой заготовки.
Если нужно распилить тонкий листовой металл, его зажимают между двумя брусками, фиксируют в тисках. Высвобождают деталь только после завершения раскроя.
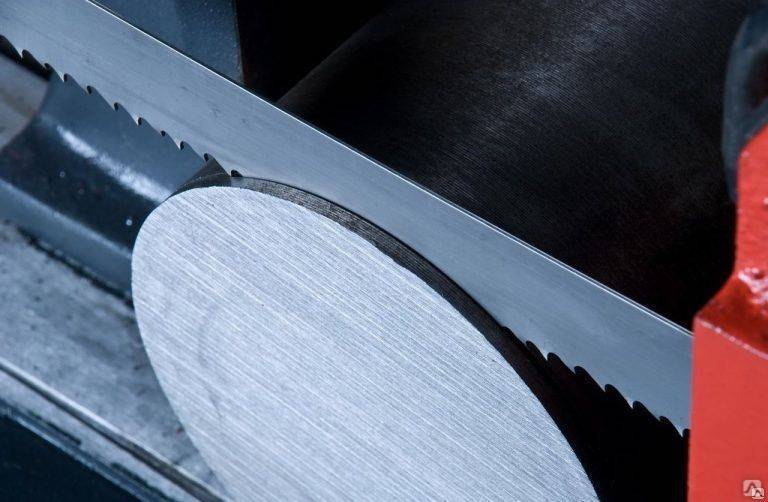
Теоретически раскроить ножовкой можно довольно толстый металл, но для этого потребуется приложить немало усилий, потратить много времени. Поэтому массивные заготовки режут альтернативными способами. А для труб лучше использовать труборез, так как обычное полотно по металлу при проходе по цилиндру соскальзывает, что чревато получением неровного среза. Ручному инструменту посильна работа с толстым листовым металлом, трубами, арматурой, профильным прокатом.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Критерии выбора инструмента
Чтобы правильно выбрать ножовку для работы по дереву, нужно точно представлять, для каких целей она будет использоваться. Если планируется распил в одиночку, то следует выбирать полотно средней длины.
Ширина заготовки для распила должна равняться шагу 3 зубьев. При работе над бревном следует ориентироваться на то, что длина рабочей части должна быть больше в 2 раза, чем диаметр дерева.
Для бытового применения лучше использовать инструмент с низким коэффициентом TPI. Благодаря большому размеру зубьев удается распилить заготовку, но с потерей точности шва
Если важна аккуратность и эстетичность, то обращают внимание на полотно с маленьким шагом
Полотно с калеными зубьями более надежное, но их повторно наточить нельзя. Некаленые элементы при наличии навыка можно повторно обработать.
Выбирая форму изделия, нужно определиться, как часто будет применяться инструмент, и материал какого типа будет обрабатываться. При частом применении в арсенале профессионала должны быть разные виды пил: узкие, классические, с обушком и наградкой, лучковые, а также для продольного и поперечного распила.
Работа зубилом и молотком
Эта пара изделий поможет разделить чугун в труднодоступном месте. Демонтажная работа начинается с удаленных от стояка труб в местах, куда не просунуть болгарку или ножовку. Поскольку чугун — хрупкий материал, он легко разрушается после точечных динамических нагрузок.
Хороший ударный инструмент имеет резиновую либо полимерную насадку, чтобы слегка смягчать удар. Это нужно, чтобы куски чугуна не разлетелись по сторонам, не попали в стояк и не создали засор.
Зубило и молоток прекрасно работают с чугуном советских времен, то есть соединенного серой, алюминием и цементом. По мере движения к стояку свободного места для работы, как правило, становится больше, поэтому далее чугун можно отрезать более эффективным устройством. Как и с болгаркой, при работе зубилом рекомендуется закрывать участки тела, в которые может отлететь чугунный осколок.
Производительность работ крайне мала, но иногда без них никак.
Классификация ножовок по типу ручки
Пилы по металлу могут оснащаться различными типами рукоятки:
- Пистолетного типа
- Прямая
От типа хвата рукоятки зависит как удобство работы с пилой, так и легкость манипулирования пильным полотном. Принято считать, что пистолетная ручка обеспечивает удобство хвата. А ручка прямого типа дает возможность более точно направлять пильное полотно.
Если перед мастером стоит задача обработки заготовок с повышенной точностью, то лучше всего, конечно же, взять пилу с прямой ручкой. Если к точности обработки заготовке предъявляются какие-то особые требования, то лучше всего взять пилу с традиционной пистолетной ручкой.
Разновидности ручных пил по металлу в зависимости от сферы использования
Главным назначением ручной ножовки по металлу является выполнение распила заготовок из прочных металлов, прорезание швов и пазов, обрезка изделий. Данный инструмент также можно применять для распиливания предметов из керамики, дерева, пластика, органики и пенопласта.
В зависимости от сферы использования ручные ножовки по дереву и металлу можно разделить на три типа: бытовые, профессиональные и ножовки-ручки. Первый вариант инструмента предназначен для домашнего применения при решении несложных задач. Модели отличаются простотой конструкции, удобством в эксплуатации. Такие изделия выполнены в деревянной раме, расположенной продольно полотну и совмещенной с ручкой из дерева. Режущий элемент прикручивается к ней посредством винтов.
Ручные пилы профессионального уровня оснащены прочной и удобной прорезиненной рукояткой, благодаря чему инструмент можно использовать длительное время. Режущее полотно установлено под определенным углом, что позволяет осуществлять разрезы необычной формы. Такой тип инструмента дает возможность создавать разнообразные распилы заготовок, отличается высоким качеством исполнения конструкции и долговечностью.
Рама для крепления полотна может иметь разную форму
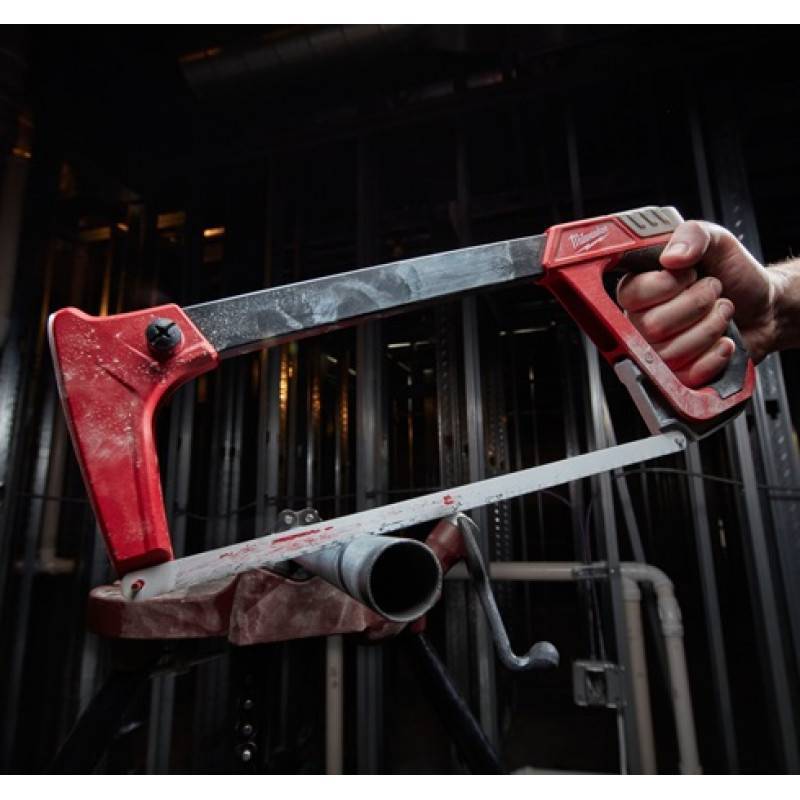
Ножовка-ручка по внешнему виду похожа на скобу. Благодаря такой конфигурации инструментом можно пользоваться в труднодоступных местах, что наглядно показано на фото ножовок по металлу. Такое приспособление идеально подходит для выполнения внутренних распилов. Режущее полотно крепится лишь с одной стороны. Существуют складные варианты мини-ножовки по металлу.







Варианты полотна для ножовки по металлу
Режущие полотна для ручных ножовок по дереву и металлу могут быть изготовлены из разного материала. Самым экономным и легким вариантом является лезвие из углеродистой стали. Такое полотно используется для бытовых моделей пил. Оно имеет низкую стоимость и отличается небольшим периодом эксплуатации.
Более технологичным, износостойким и долговечным вариантом считаются зубчатые полотна с частичной термической обработкой. Быстрорежущими элементами являются лезвия из кобальтовой стали. Такие полотна отличаются гибкостью и довольно хорошей прочностью. Они применяются для реза твердых заготовок. При этом обеспечивается высокое качество и скорость распила. Такой вариант также часто используется для электрических ножовок по металлу.
Для направленных разрезов подходят закаленные лезвия. Их целесообразно применять для осуществления распила под определенным углом.
Режущие полотна для ручных ножовок изготавливаются из различных материалов
Высокой прочностью и надежностью отличаются биметаллические полотна, изготовленные из углеродистой стали, полученной холоднокатаным методом. На ее поверхность электронно-лучевым способом наварена полоска быстрорежущей стали, на которой находятся резцы.
Режущие полотна классифицируются по типу разводки пилы, которая может быть выполнена по полотну или по резцам. В первом случае зубцы отводятся от края пилки поочередно влево и вправо с высотой отгиба 2-3 мм и величиной отклонения 0,25-0,6 мм. Такая разводка характерна для полотен с мелкими резцами.
При разводке по резцам отгибаются в разные стороны зубцы полотна. Чередование выполняется в соответствии с величиной шага. При небольшом его значении осуществляется отведение 2-3 резцов, при среднем – 1 зубца влево и 2 вправо, остальные три находятся на месте. Для большого шага отведение резцов выполняется попеременно.
Полотна бывают односторонние и двухсторонние. В первом случае резцы расположены на одной стороне, а во втором они находятся по обе стороны полотна.
Для работы с твердыми изделиями следует выбирать полотна с маленькими резцами
Изготовление
Самодельную ножовку из металла может сделать любой человек без практических навыков
Важно заранее изучить устройство ручного инструмента, способы соединения основных деталей
Рукоять с дугой можно сделать из проволоки большого диаметра, арматуры, металлических полос, профилированной или пластиковой трубы. Останется продумать крепление полотна.
Ножовка — ручной инструмент для распиливания заготовок из разных материалов. Для создания качественных резов нужно научиться выбирать полотна. Нельзя забывать про правила выбора рамки с рукоятью
Важно, чтобы с инструментом было удобно работать, лезвия надежно удерживались в зажимах
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
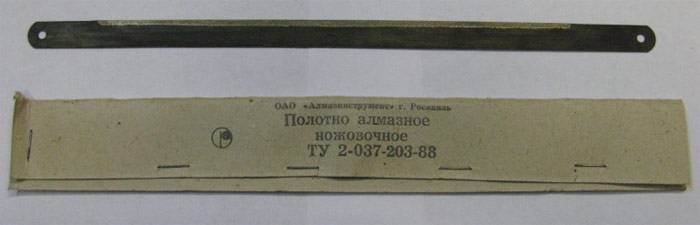
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Текущее обслуживание инструмента
После работы инструмент, особенно пильную шину и воздухозаборник следует очистить от опилок и мусора. Невыполнение этого требования сказывается на экономичности и тяговых характеристиках двигателя, также возможны затруднения с запуском.
Постоянный контроль натяжения и качества , правильная настройка работы системы смазки, позволяет выработать ресурс гарнитуры на все 100%.
Риски травматизма снижаются эффективной работой устройства аварийного торможения и конструкции ловителя порванной цепи. При своевременном обслуживании и грамотной эксплуатации бензопилы, вероятность таких ситуаций практически нулевая.
Пилить надо всегда с внешней стороны раскроя, вплотную к разметочной линии. Это касается как грубых распилов ножовкой, так и точных распилов пилой с мелкими зубьями
Далее очень важно, чтобы распиливаемая заготовка имела устойчивую опору в виде столешницы верстака или обычного рабочего стола. Для крупногабаритных заготовок лучше использовать козлы
В процессе распиливания деталь надо все время крепко придерживать рукой (крупногабаритную заготовку — еще и коленом) — иными словами, двигаться должна только пила.
Распиливание начинают с первых коротких движений под углом от 30 до 45 градусов. Только после того, как полотно пилы вошло в древесину и закрепилось в ней, можно начинать работу пилой на всю длину полотна.
У края разреза пилите только короткими резкими толчками. Это позволит избежать обломов с нижней стороны заготовки.
Пропил вдоль древесных волокон — всегда «критическая» ситуация, особенно если древесина с большой свилью. Пила хочет, естественно, идти по пути наименьшего сопротивления, и если ее не сдерживать, она начнет «гулять». То есть на пилу в таких случаях приходится нажимать сильнее, чем обычно, что, в свою очередь, требует максимально устойчивого положения заготовки.
При больших поперечных распилах обычную ножовку может заклинить. В таких случаях лучше использовать пилу для продольного распиливания с сильно разведенными зубьями. Только надо учесть, что полоса распила будет значительно толще полотна пилы.









Как защитить пилу от повреждений.
Любая пила (особенно ее зубья) не должна во время хранения соприкасаться с другими инструментами. От такого соседства она может быстро выйти из строя.
Если у пилы нет чехла, то защитить ее зубья от повреждений поможет простой способ. В куске шланга делают прорезь нужной длины, после чего шланг насаживают на полотно пилы. Лучше всего для этой цели подойдет жесткий шланг, обтянутый изнутри тканью. Он плотно держится на полотне пилы даже после многократного использования.
Цулага.
При распиливании мелких заготовок большую помощь может оказать цулага, изображенная на рисунках внизу.
Чтобы ее изготовить, потребуется кусок столярной плиты размером примерно 20 х 30 см и толщиной 2 мм, а также две строганые планки, которые надо закрепить на плите так, как показано на рисунке. Чтобы предотвратить искривление и разлом плиты, планки надо расположить поперек направления ее сердцевинного слоя.
- Нижней планкой цулага упирается в край столешницы и таким образом задает правильное направление распилу, укороченная верхняя планка обеспечивает хорошую центровку пилы.
Если вам приходится распиливать длинные доски или планки, то не помешает вторая цулага, которая послужит упором для другого конца заготовки.
Ручную пилу необходимо вести, в противном случаи она начнет «гулять». И понимать это нужно буквально, так как дерево является живым материалом, поведение которого непредсказуемо. Но а сам процесс распиливания может осложниться из – за сучков, трещин, твердых годичных колец, повышенной влажности и высокого содержания смол.
Именно из-за этих причин универсального инструмента способного учитывать все капризы дерева не существует, но можно в этих целях использовать различные специальные пилы. Форма и порядок чередования их зубьев определяются не материалом, из которого изготавливалось полотно пилы, а ее назначением. Какой – то из этих инструментов предназначен для спиливания по прямой, другой напротив, лучше идет по кругу.
Закаленная пила – чем характерна такая ножовка?
Сталь, из которой изготавливается полотно инструмента, должна быть упругой и прочной. Искривление полотна при заклинивании, быстрое затупление зубьев свидетельствуют о низком качестве стали. Чтобы сохранять остроту инструмента как можно дольше, при этом не нарушая упругости полотна, производители прибегают к небольшой хитрости – проводят закалку одних лишь зубьев. В таком случае они приобретают сине-черный цвет, по которому очень легко отличить закаленный инструмент от обычного. Такие пилы особенно удобны при распилке искусственных материалов, таких как фанера, пластик, гипсолит. Однако ее нужно беречь от попадания на гвозди, иначе, испортив такие зубья, восстановить их былую остроту уже не получится.
Если у вас дома в мастерской еще старые отцовские инструменты, выбрасывать их не нужно, просто необходимо знать некоторые особенности ухода за ними. Например, чтобы полотно ножовки не заклинивало при распиле, необходимо регулярно разводить зубья и проводить их заточку.
Слесарная электроножовка
Если вам редко приходится резать длинные листы, то покупка специальных инструментов для резки металла себя не оправдывает.
Иметь обычную электрическую ножовку вполне достаточно. Более удобна машинка с электронным регулированием частоты ходов, позволяющая согласовать скорость резания с материалом и с ножовочным полотном. Большинство имеющихся в продаже электрических ножовок мощностью 300-400 Вт режут заготовки из конструкционной стали толщиной от 5 мм и из алюминия — до 15 мм. При выполнении длинных разрезов ведите машинку по опорной планке.
Берегитесь стружек
Электрические ножовки передвигаются тяговым усилием, то есть толчок(собственно режущее движение) происходит при перемещении полотна вверх. Металлическая стружка летит, следовательно, тоже вверх. Поэтому защищайте глаза предохранительными очками, а руки — рукавицами! Не будьте легкомысленными!
Длинные прямые разрезы хорошо выполнять слесарной ножовкой с электроприводом. Машинку нужно вести медленно и без нажима.
Термические способы
Способы резки, относящиеся к этой группе, можно разделить на такие виды: газовая и газоэлектрическая резки металлов.
В этих способах резки нагрев металла осуществляется газовым (кислородным) пламенем, а источники электроэнергии не используются. Различают три основных способа такой резки:
Кислородная резка металла предусматривает его нагревание. кислородная горячая струя режет металл и удаляет оксиды которые там возникают.
- Кислородная. При этом способе металл в зоне реза сгорает в кислородной струе, ею же выдуваются образовавшиеся оксиды.
- Кислородно-флюсовая. В область разреза поступает порошок-флюс, который облегчает процесс резки благодаря химическому, термическому и абразивному воздействиям.
- Кислородно-копьевая. Высокая температура создается за счет сгорания так называемого копья – трубки, через которую продувается струя кислорода.
- низкая стоимость;
- можно резать толстый слой металла.
- большой расход металла;
- низкая точность;
- необходимость дополнительной обработки деталей;
- малая скорость резки;
- большая толщина реза;
- термическая деформация металла.
При газоэлектрической резке металл нагревается за счет источника электроэнергии, а расплав из зоны реза удаляется газовой струей. Существует два способа этой резки:
- Воздушно-дуговая – жидкий металл из зоны плавления удаляется струей сжатого воздуха.
- Кислородно-дуговая – нагретый в пламени дуги металл сгорает в поступающей струе кислорода, ею же выдувается.
Применяется в основном для исправления дефектов сварных швов. Главный недостаток – науглероживание места разреза вследствие сгорания угольных электродов.
Плазменная резка на сегодняшний день самый совершенный, быстрый и экономически эффективный способ резки металла.
Весьма перспективный и быстро прогрессирующий метод. Разрезаемый металл плавится струей плазмы – ионизированного газа с температурой в десятки тысяч градусов. Плазменная струя создается в особом устройстве – плазмотроне – из обычной электрической дуги за счет ее сжатия и вдувания в зону реакции плазмообразующего газа. Две основных схемы обработки:
- Резка плазменной струей. При этом способе дуга возникает между электродом и наконечником плазмотрона. Обрабатываемая деталь в электрическую цепь не включена.
- Плазменно-дуговая – дуга возникает между неплавящимся электродом из тугоплавкого материала и разрезаемым металлом. Эффективный и более часто применяемый метод.
Преимущества плазменной резки в сравнении с газовыми способами:
- высокая скорость резки;
- универсальность применения;
- возможность резать с высокой точностью и качеством;
- отсутствие необходимости в дорогостоящих газах;
- возможность вырезания деталей сложной формы;
- безопасность и экологичность.
- дороговизна и сложность оборудования и его техобслуживания;
- невозможность резки заготовок толщиной более 80-100 мм;
- ограниченный угол отклонения реза от перпендикулярности;
- повышенный уровень шума.
Остальные термические методы вследствие ряда причин, из которых основная – высокая сложность и стоимость оборудования, пока широкого распространения не получили. Ограничимся лишь их перечислением:
- гидро- и гидроабразивная резка;
- лазерная и газолазерная резка;
- метод электрической эрозии;
- криогенная резка.
Резюмируя все вышесказанное, можно сделать вывод: способов и видов оборудования для резки металлов очень много. Правильно выбрать наиболее подходящие способы можно, лишь взвесив множество факторов, прежде всего финансовые возможности.
Конструктивные особенности
 Инструмент обладает довольно простой конструкцией. Ручные модели напоминают скобу, между концами которой зафиксировано натянутое полотно. В состав инструмента входит рама и полотно с зубьями.
Инструмент обладает довольно простой конструкцией. Ручные модели напоминают скобу, между концами которой зафиксировано натянутое полотно. В состав инструмента входит рама и полотно с зубьями.
У каждого из элементов инструмента есть свои особенности и характеристики:
Рукоять — очень важна в процессе работы. Это касается удобства при длительной эксплуатации. Самые лучшие варианты рукояток — двухкомпонентные, оборудованные специальными вставками из мягкой, но прочной резины. Ручка располагается сверху или сбоку ножовки.
Рама, закрепляющая распилочное полотно. Она может производиться из разных материалов. Для распила твердых изделий используется рама из высокопрочных композитов. Конструкция этого элемента находится в прямой зависимости от условий его применения. Так, если вам регулярно придется пилить металл в труднодоступных местах, то лучше приобрести приспособление с регулировкой наклона режущих полотен или небольшой рамкой.
Полотно представляет собой тонкую стальную ленту. Это самый тонкий и хрупкий элемент инструмента. Потому в процессе работы нужно быть максимально внимательным и аккуратным с крепежом. Неряшливость приведет к поломке полотна. На этой детали расположены клиновидные резцы (зубчики)
Выбирая пилу, следует обратить свое внимание на то, подвергались ли зубчики режущего полотна закалке, позволяющей увеличить срок службы и показатели производительности инструмента. Для резки жестких изделий из металла используются полотна с небольшими зубчиками, мягкие же конструкции обрабатываются крупными резцами
Рекомендуется брать биметаллические или каленые варианты. В раму полотна устанавливаются так, чтобы зубчики находились в противоположном направлении от рукояти.
Термические способы
Ранее мы говорили об оказываемом механическом воздействии, но при всех положительных сторонах процесс можно отметить низкую производительность таких работ. Теперь обсудим варианты, позволяющие моментально нагревать нужную зону до температуры плавления с последующим испарением веществ. Обычно технологи применяются исключительно на крупных производствах, так как они достаточно затратны.
Газовая резка
Процедура происходит так. Абразив – это то, чем можно резать металл. Ими покрыты абразивные диски. Но современные способы помогают подавать воздух или иной газ с таким напором, что содержащиеся в нем частички песка производят ровный разрез. При этом кислород проходит через горелку и нагревается до таких температур, чтобы преодолеть порог пластичной деформации стали.
Газоэлектрическая технология
В станке зажигается электрическая дуга, как во время сварки, которая направлена на определенный участок. Рядом находится трубка (сопло), подводящая струю кислорода к этому месту. Воздух разгоняется до очень большой скорости и просто выдувает расплавленное металлическое вещество.
Плазменная резка
Это наиболее современный и экономичный способ из представленных выше с максимальной степенью точности. Основной элемент – ионизированный газ, который подвергается многоступенчатой обработке и превращается в плазму. Струя очень точно и быстро производит разрез. При этом он настолько тонкий и ровный, что процедура подходит для художественных узоров.
Недостатки плазморезки
Минусы представленной технологии:
- большое количество шума в цеху;
- непростое оборудование – с ним не каждый сможет правильно обращаться, нужда подготовка;
- максимальная толщина заготовки – 10 см;
- дороговизна станка.
Теперь коротко поговорим о способах, применяемых в быту.
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.









Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
пиление идет тяжело и неравномерно; срез получается неровный; полотно часто застревает; становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Цулага
При обработке мелких заготовок большую помощь может оказать цулага, изображенная на рисунках внизу.
Чтобы ее изготовить, потребуется кусок столярной плиты размером примерно 20 х 30 см и толщиной 2 мм, а также две струганые планки, которые надо закрепить на плите так, как показано на рисунке. Чтобы предотвратить искривление и разлом плиты, планки надо расположить поперек направления ее сердцевинного слоя.
Как работать с циркуляркой
Нижней планкой цулага упирается в край столешницы и таким образом задает правильное направление распилу, укороченная верхняя планка обеспечивает хорошую центровку пилы.
Если вам приходится распиливать длинные доски или планки, то не помешает вторая цулага, которая послужит упором для другого конца заготовки.
Куска столярной плиты и двух отрезков планки достаточно для изготовления практичной цулаги.
Перед началом распиливания поставленную под углом пилу надо несколько раз потянуть на себя.
Ножовочные полотна
Для каждого вида металла надо подбирать соответствующее ему ножовочное полотно.
Для резки твердых металлов (например, обычной и нержавеющей стали) выбирают ножовочное полотно с мелкими зубьями, для более мягких металлов (медь, латунь, алюминий) — с более крупными и редкими.
В соответствии с толщиной
Необходимо учитывать толщину разрезаемого материала: для тонких деталей берут ножовку с мелкими зубьями, для толстых — соответственно с более крупными.
При резке в контакте с материалом всегда должно находиться не менее трех зубьев ножовки, чтобы разрез был прямолинейным. Ножовочные полотна изготавливаются из различных материалов, зарекомендовавших себя наилучшим образом. Из высокопрочной быстрорежущей стали делают универсальные полотна, которые хороши в работе, но не терпят перекоса. Быстрорежущая сталь очень упруга и подходит для материалов толщиной до 2 мм. Полотна из инструментальной стали пригодны для мягких материалов. Они стоят совсем недорого. Полотна из биметалла со слоем быстрорежущей стали годятся для резки твердых металлов. Твердосплавная проволока режет стекло и керамику, а вот металл ей поддается с трудом.
Слева направо: твердосплавная проволока; полотна из биметалла, а также высокопрочной быстрорежущей и закаленной инструментальной стали.
Техника безопасности
Для того, чтобы спиливание дерева было безопасным, необходимо соблюдать следующие правила:
Использовать обувь на толстой ребристой подошве – она обеспечит более надежное сцепление с землей и древесным стволом, а также позволит уверенно стоять на лестнице или любых выступах.
Использовать подходящую рубашку или куртку с длинными застегивающимися рукавами и не слишком плотно облегающие штаны, которые заправляют в ботинки или завязывают на манер рукавов. Приступая к работе, необходимо застегнуть одежду на все пуговицы и убедиться, что нигде ничего не болтается, иначе ее может затянуть под цепь бензопилы, что приведет к тяжелым травмам.
При работе с бензопилой необходимо надеть защитные очки или прозрачный щиток, благодаря которым в глаза не попадут неудачно отлетевшие щепки или опилки.
Накануне и во время спиливания не принимать наркотических, психотропных или алкогольсодержащих препаратов, ведь они замедляют реакцию и нарушают координацию движений
Кроме того, многие из них снижают адекватность, поэтому под их воздействием сложно верно оценить состояние дерева и выбрать правильный способ валки.
Не приступать к работам, если есть хотя бы небольшое недомогание, ведь в таком состоянии замедляются реакции, и рассеивается внимание.
При спиливании веток необходимо стоять так, чтобы не оказаться на отрезаемом участке. Прежде, чем отрезать ветку или кусок ствола, необходимо несколько раз просчитать траекторию движения отрезка, и находящимся на земле заранее занять безопасное место.
Если необходимо продвигаться вверх, то страховку нужно крепить в двух местах
Это позволит даже при переносе точки крепления страховки на более высокий участок не оставаться без защиты.
Независимо от сложности валки дерева нельзя выполнять эту работу в одиночку. В случае получения травмы или какого-то нештатного развития ситуации, партнер сможет оказать первую помощь или позвать подмогу.
Если скорость ветра превышает 2 м/с, то нельзя валить большие деревья целиком, если же превышает 5 м/с, то нельзя производить никаких работ, связанных с подъемом на высоту. При скорости ветра в 8 и более м/с нельзя спиливать даже маленькие деревья.
Нельзя спиливать деревья во время перемены погоды или при дожде. В первом случае велика вероятность внезапного появления порывов ветра, а во втором — становятся более скользкими почва и поверхность дерева.
Нельзя выполнять никаких работ в темное время суток, ведь необходимо четко видеть как общую картину, так и каждую отдельную деталь.
Перед спиливанием необходимо уведомить всех, кто проживает в домах рядом с местом работ, чтобы никто из них случайно не оказался в опасной зоне.
Нельзя использовать бензопилу с тупой цепью, особенно опасно одностороннее повреждение цепи. В этом случае инструмент будет резать не прямо, а отклоняясь в сторону более острых зубов — с большой долей вероятности это изменит направление падения ветки или ствола, а также их поведение в момент отделения.





