

Технология правильной заточки сверла на обдирочно-точильном станке.
5.1. Подготовка к заточке
Нанесите маркером на поверхность подручника линию под углом 60 градусов относительно рабочей поверхности абразивного круга (торец круга, который смотрит на Вас).

Это помогает правильно сориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев приблизительно равен 120 градусов. А вообще-то, чем тверже металл для сверления, тем большим должен быть этот угол.
ВАЖНО! Не работайте при заточке в перчатках. Глаза обязательно защищайте очками или прозрачным щитком
Остерегайтесь срыва руки и сильного касания к абразивному кругу.

Руки, пальцы напрягать не следует.
5.3. Движение сверла при заточке.
После установки сверла в исходное положение, медленно подаем его вперед до касания с кругом. Сразу после касания, двигаемся, одновременно в трех направлениях: наконечник вверх, хвостовик вниз, сверло вперед вдоль оси.

5.5.
Поворачиваем сверло вокруг продольной оси на 180 градусов и выполняем пункты 5.2, 5.3, 5.4 для второй задней поверхности.
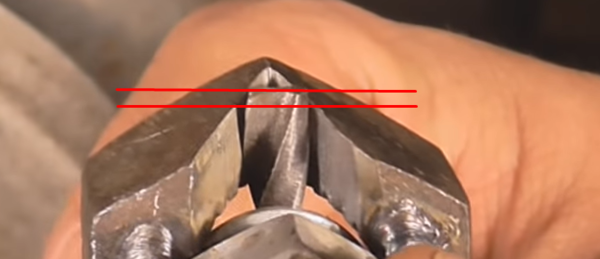
5.6. Что мы должны получить.
Поставьте сверло вертикально, наконечником вверх. В этом положении вся задняя поверхность должна быть ниже режущей кромки. Причем, чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это так и называется – занижение.
Стачивая заднюю поверхность, мы ее занижаем. В результате поверхности металла, который режет сверло, касаются только режущие кромки и перемычка. Отсутствие занижения – самая распространенная ошибка начинающих заточников.
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.

При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера
При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.

Как заточить разные сверла?
Как утверждают специалисты, начинать самостоятельную практику по заточке сверл следует с режущих изделий диаметром более 10 мм. Угол заточки для таких элементов – 120 градусов. После процедуры передняя часть сверла должна иметь симметрию. Если при заточке произошла ошибка, ее сразу можно исправить.
На некотором расстоянии от режущей кромки присутствует так называемая задняя поверхность.Она должна располагаться в пределах 1-1,5 мм относительно режущей кромке по направлению вниз.
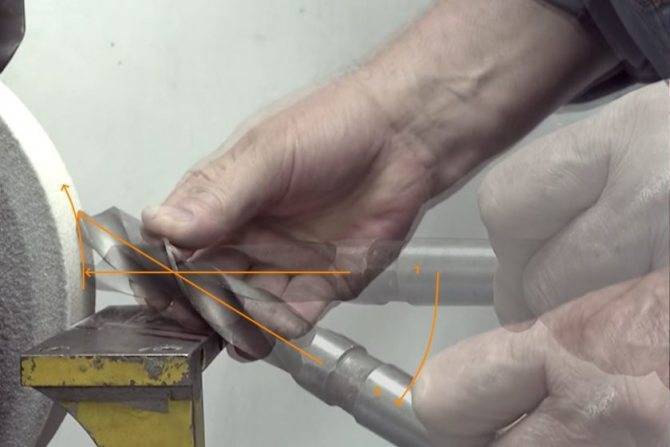
Далее предлагается более подробно ознакомиться с теоретической стороной процесса затачивания своими руками. Прежде всего необходимо провести некоторую подготовку.На поверхности точильного камня черным фломастером следует нанести черту параллельную вращению оси.
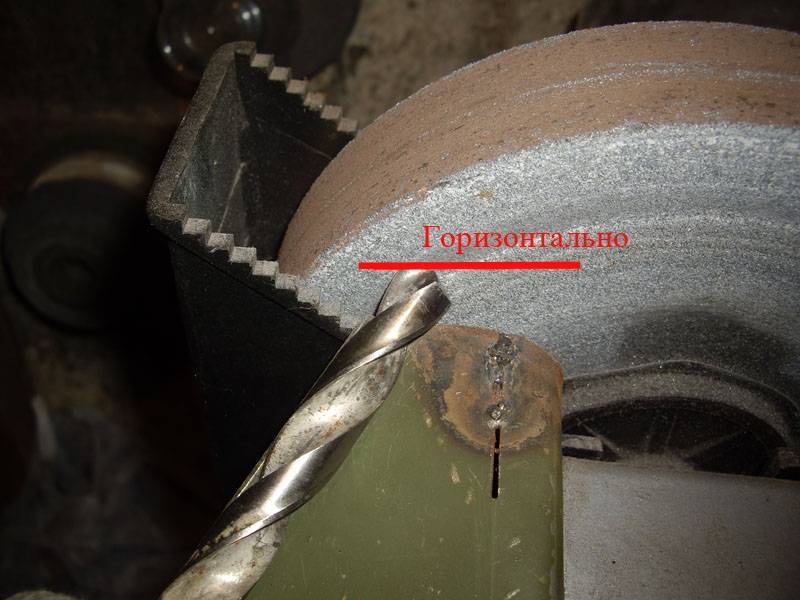
Далее, необходимо правильно разместить сверло. Его нужно держать четко по горизонтали. При этом разметка, сделанная фломастером, будет располагаться немного выше оси вращения. Таким образом, продольная часть инструмента, располагаемая по горизонтали, будет повернута в левую сторону приблизительно на 30 градусов, что обеспечит получение необходимого угла заточки.
Теперь можно перейти от теории к практике.Берется сверло с тупым наконечником.Далее требуется найти правильное положение инструмента. Изначально затачивается одна сторона, а после – другая. Ни в коем случае нельзя торопиться. Работа должна протекать с максимальной аккуратностью. Если вдруг затачиваемая кромка нагревается и становится красной, необходимо окунуть сверло в емкость с водой. Остудив режущий элемент, можно продолжать работу.
Закончив заточку сбитого сверла необходимо проверить результат.Для этого берется дрель, в патрон вставляется заточенный инструмент. После можно попробовать просверлить стальную поверхность, толщина которой составляет 8 мм. Если отверстия просверливаются без труда, значит, процесс заточки прошел правильно.
На самом деле существует много способов заточки режущих элементов.И каждый отдельный метод предполагает обработку сверл для разных материалов. Для алюминия, меди и даже нержавейки используются спиральные сверла, которые точатся по универсальному и двойному «методу». Заточка сверла для точечной сварки делается болгаркой. Маленькие сверла диаметром меньше 4 мм и вовсе точатся исключительно руками. Кстати говоря, при необходимости можно самостоятельно заточить старое сверло под фрезу.
К сожалению,не у всех получается заточить затупившееся сверло с первого раза своими руками. Но проявив немного терпения, удастся добиться положительного результата.
По бетону
В сверлах по бетону заточке подвергается лишь задняя поверхность. Для реставрации следует применять двухплоскостной или конусный метод.
Прежде необходимо ознакомиться с коническим методом заточки.Режущий элемент требуется вставить в призму точильного аппарата, которая движется вокруг своей оси. Далее произвести настройку параметров. Ось конуса должна иметь угол 45 градусов относительно оси сверла. Остается только активировать устройство и дождаться окончания работы. Конический метод применяется для создания резкого прироста заднего угла режущего элемента.
Для автоматизации процесса рекомендуется использовать винтовой метод.Он характеризуется поступательными движениями, согласованными с вращением точильного круга. Что примечательно, данный способ позволяет одновременно затачивать передние и задние углы режущего элемента.
По дереву
Прежде всего необходимо запомнить – данный процесс работы очень сложный. С первого раза никто не может правильно заточить сверло по дереву.Чтобы приступить к самостоятельной реставрации подобного режущего элемента, следует потренироваться на изношенном инструменте.
Основная сложность работы заключается в том, что даже одно неправильное движение может привести к порче сверла.Именно поэтому необходимо четко следовать прописанной инструкции:
рядом с рабочим местом следует поставить емкость с водой;
важно получить угол 45 градусов;
сверла необходимо держать на крайней части диска;
чтобы процесс заточки прошел благополучно, нужно поместить режущий элемент в шайбу;
кромки требуется слегка подвернуть на пару миллиметров и следить за их ровностью;
когда процесс заточки будет приближаться к логическому завершению, необходимо сбавить обороты станка;
в конце работы требуется охладить режущий элемент и проверить его работоспособность.
Виды изделий
Особенность сверла для бетона — наличие особой напайки, выполненной из сплава очень большой прочности, по твердости практически, как алмаз. Такие победитовые инструменты превосходят по прочности все прочие изделия.








Их можно классифицировать как:
- Сверло для дрели. Хвостовик конструкции выполнен в форме цилиндра или многогранника.
- Сверло для перфоратора. Хвостовик имеет форму цилиндра с выемками, а на его поверхности имеется маркировка SDS MAX или SDS PLUS.
Сделать отверстие в железобетоне, с использованием простой дрели, не всегда возможно. Для этого применяется перфоратор, с ударным сверлом для бетона, которое называется буром.
Чтобы представить, чем отличается бур от сверл для разных материалов, стоит познакомиться с тем, как выглядят эти инструменты:
Таблица 2 — сверла:
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения. Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм
Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Схема заточки сверла по металлу на обдирочно-заточном станке (точиле)
Для заточки спиральных сверл по металлу чаще всего используют бытовые обдирочно-заточные станки, которые иначе называют точилом. Для работы потребуется абразивный круг прямого профиля марки 14А (А) или 25А (WA). Они подходят для шлифования изделий и инструментов из углеродистых, легированных, быстрорежущих и нержавеющих сталей.

Станок для заточки сверл по металлу с оснасткой
Рабочая поверхность абразивного круга должна быть ровной, без выбоин и впадин. Если обнаружите на поверхности дефекты, перед работой устраните их правилом. В ходе правки шлифовальный круг должен приобрести необходимую плоскую форму. Для правки шлифовальных кругов используют алмазные и эльборовые карандаши, алмазные правящие гребенки, реже — шарошки и подручные материалы.
На станке должен быть установлен подручник, он необходим для качественной заточки сверла по металлу. Подручник представляет собой металлическую регулируемую платформу, которая устанавливается перед диском и используется как опора и направляющая при работе с наждаком.
Подручник выставляют горизонтально, чтобы его верхняя плоскость находилась на одном уровне с осью вращения абразивного круга. Зазор между кругом и подручником делают минимальным, достаточно 1 мм.
В качестве примера рассмотрим коническую одинарную заточку с подрезанием перемычки, поскольку она относится к наиболее распространенным и используется для восстановления остроты сверл диаметром 3 мм и более.
Важно!
По технике безопасности за обдирочно-заточным станком запрещено работать в перчатках, так как вращающие части создают угрозу наматывания материала и затягивания частей тела.
Ход работы
- Проверьте, что на точиле установлен абразивный круг, а подручник находится на одном уровне с осью вращения абразивного круга, на расстоянии 1 мм от его поверхности.
- Проработайте все действия с выключенным станком. Нарисуйте на подручнике линию под углом 60° к плоскости торца наждачного круга. Это позволит вывести угол при вершине в 120°.

Рисуем на подручнике линию под углом 60°
- Возьмите сверло двумя руками: одной зафиксируйте рабочую часть, второй — хвостовик. Затем положите сверло на подручник таким образом, чтобы боковая грань при взгляде сверху совпадала с линией на подручнике.

Берем сверло в руки и кладем на подручник
- Положите между подручником и сверлом указательный палец, он будет выполнять роль качели при конической заточке. Когда сверло ложится на палец, между ним и наждачным кругом получается угол, равный 7–12°. Это значение необходимо выдерживать на режущей кромке.
- Отработайте движения, которыми будете проводить коническую заточку. Слегка придавите переднюю кромку к наждаку, следя за тем, чтобы кромка находилась в горизонтальной плоскости. Медленно опускайте хвостовик, не ослабляя прижим, пока на плоскости круга не окажется задняя часть задней поверхности. Круг при этом должен повернуться.
Отрабатываем движения для заточки на выключенном точиле
- Отведите сверло назад от круга, переверните его другой режущей кромкой вперед и снова приложите к кругу в аналогичном положении. Повторите колебательное движение хвостовиком так, чтобы наждак снова повернулся. Отработайте это движение с поворотом наждака несколько раз, чтобы выполнять заточку сверла по металлу автоматически.
- Включите точило и приступайте к заточке. Придерживайтесь той же последовательности:
- выровняйте сверло по отметке на подручнике;
- приложите к точилу переднюю кромку, следя, чтобы она сохраняла горизонтальное положение;
- опустите хвостовик, чтобы полностью обработать заднюю грань;
- отведите и переверните хвостовик на 180° вокруг оси;
- повторите весь процесс.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.










Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
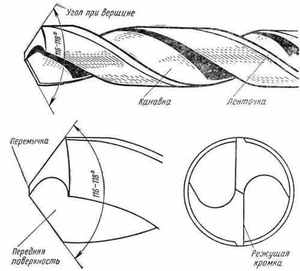
Устройство сверла

Рисунок 1. Заточка сверла по бетону Перед тем, как рассмотреть заточку сверла по бетону, необходимо изучить его устройство.
Состоит оно из следующих частей:
- хвостовик – эта часть предназначена для его надежной фиксации в патроне перфоратора или дрели. Имеет диаметр 10-18 мм. Различные виды буров отличаются не только по диаметру хвостовика, но и по наличию на нем канавок и выступов.
- тело – спиралевидная центральная часть сверла, изготавливаемая из прочной устойчивой к высоким нагрузкам и температурам стали. Предназначена эта часть для удаления из просверливаемого отверстия частиц бетона, измельчаемого режущей головкой.
- режущая головка – рабочий часть сверла, имеющая износоустойчивое алмазное напыление или состоящий из прочных твердосплавных пластинок. Одним из самых распространенных сплавов, используемых в изготовлении режущих головок обычных сверл по бетону, является победит.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Как заточить победитовое сверло: особенности (видео)
И такое прочное сверло, как победитовое, может со временем затупиться. Проявляется это в виде сильного нагрева элемента при работе, плохом результате и сильном визге.

Элементы победитового сверла.
Исправить ситуацию можно 2-мя способами: приобрести новый инструмент или заточить старое своими силами. Однако материал имеет свои особенности, которые необходимо учитывать при выполнении процесса. Так как заточить победитовое сверло?
Что такое победитовое сверло?
Победитовое сверло для твердых камней предназначено для дрелей ударного действия и оптимальны для сверления бетона.
Для просверливания твердых материалов используются сверла, на наконечники которых напаяны пластины из твердосплавных материалов. К таким материалам и относится победит, давший название рабочему элементу.









Победит — это сплав вольфрама и кобальта в пропорции 9:1. Впервые он был получен в 1929 году. За время своего существования не раз был модернизирован. Но все материалы, получаемые тем или иным способом, тоже носят название победит и различаются по маркам.
Победитовое сверло затачивается довольно быстро, поэтому необходимо делать заточку короткими и плавными касаниями.
Заточка победитового сверла
Универсальный заточный станок подходит для всех типов сверел, в том числе и победитовых.
Далее берется заточный станок или электрическое точило. Чтобы качественнее и быстрее провести процесс, количество оборотов в минуту необходимо уменьшить. Связано это с тем, что чем тверже материал, подвергаемый обработке, тем меньше должна быть скорость.
Сверло нужно затачивать аккуратно, короткими касаниями его к наждачному камню. При этом постоянно необходимо контролировать процесс, так как победитовое сверло затачивается за достаточно короткое время.
Если сверло сильно нагрелось, то сразу помещать его в холодную воду нельзя. От резкого перепада температуры оно может треснуть. Поэтому оно должно остыть на воздухе.





