Какой зуб выбрать
Режущая плоскость по металлу выполняется с разным размером зуба и с разным шагом.
Параметры взаимосвязаны: чем больше промежутков, тем меньше зубцов, а чем меньше зубцов, тем больше они в размерах.
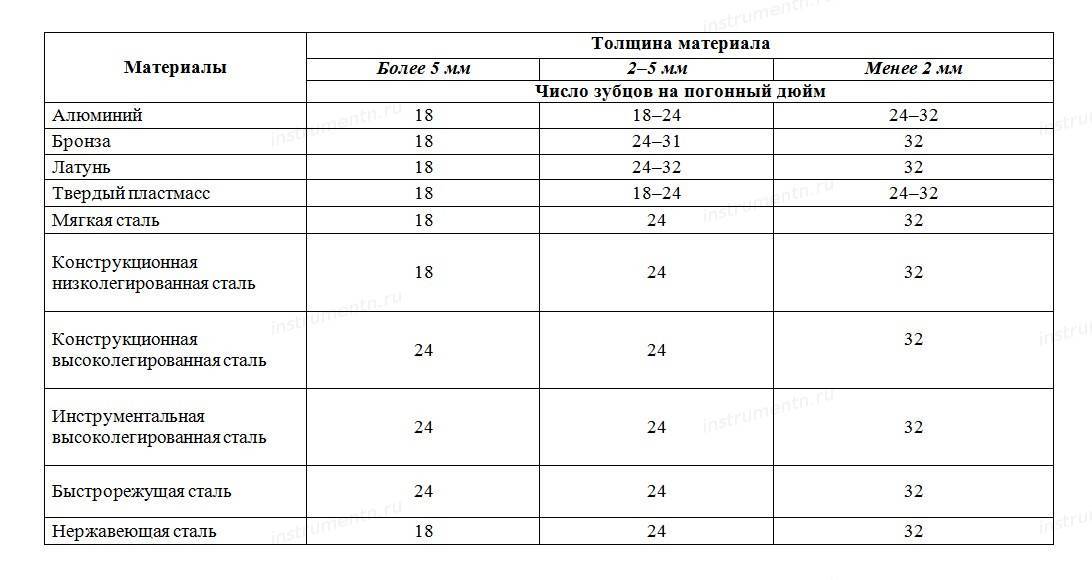
Определяющим параметром является количество зубцов на погонном дюйме (25 мм).
Выпускается изделия с 18, 24, 32 зубцами.
Чем больше зубцов, тем меньше они в размерах, тем более твердый металл может распиливать лезвие.
Для обработки материалов разной твердости рекомендуется использовать пилки с определенным числом зубцов.
Еще один нюанс – материал зубцов.
Каленые зубья намного прочнее, долговечнее, распиливают более твердые материалы.
Однако со временем они тоже теряют остроту.
Увы, заточить их уже нельзя.
Обычным зубцам возвращают остроту с помощью специального напильника для пилы, к полотнам по металлу это не относится.
Нож из ножовочного полотна
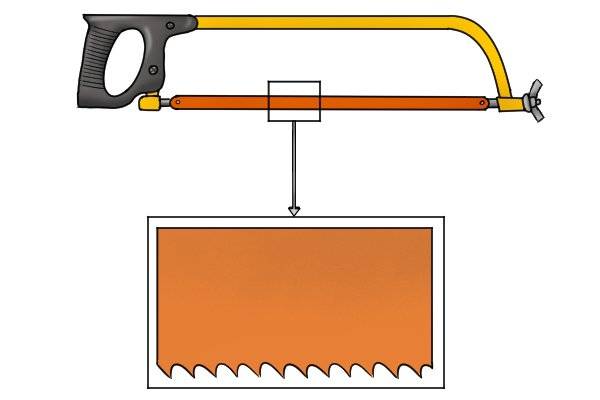
Если в качестве металлической заготовки решено использовать полотно от ножовки, то необходимо брать полотно от маятниковой пилы. Эта пила выполняет работы по металлу большой толщины (например, рельсы) и соответствует требованиям жесткости и прочности. Размер у таких полотен колеблется в рамках длина/ширина/толщина, 400-500:30-40:2 мм. Цвет определяется типом производственной обработки, которой подвергалась пила, и может быть черный или серый.
Перед началом изготовления лезвия ножа необходимо проверить целостность металла. Это можно сделать на слух, но для этого необходим определенный опыт и навык. Целое полотно издает звонкий звук, поврежденное – глухой. Если на слух затруднительно это сделать, то осмотреть тщательно металлическую заготовку необходимо обязательно.
Угол наклона лезвия должен быть равен 20 градусам.
При этом это должно быть не только лезвие, но и припуск, который затем будет спрятан в рукоять. После этого на металлообрабатывающем станке (или тщательно закрепленной болгарке с кругом) необходимо постепенно и аккуратно снять лишнее.
Делать это нужно не спеша, так как металл может нагреваться. Чтобы его охладить и продолжить работу, берут ведро с водой. Этой емкости должно хватать, чтобы заготовка помещалась полностью в воду. Этим же станком выполняются контуры лезвия. Следует иметь в виду, что особенностью этой стали является то, что при резком изменении температуры металла в нем могут образоваться мельчайшие трещины. Это может привести к тому, что даже при маленьком усилии нож ломается. Поэтому нельзя допускать перегрева металла в процессе его обработки. Особенно внимательно следует выполнять острие, ведь при уменьшении толщины металл нагревается быстрее.
Обзор возможных неисправностей электропил
- Если пила не врубается, необходимо проверить наличие питания, целостность проводов и соединений.
- Если в сети питания все в порядке, нужно проверить тормоз цепи, который перекрывает работу инструмента. Для устранения этой проблемы нужно передвинуть щиток тормоза в другое положение.
- Если и описанные выше меры не включили пилу, то необходимо проверить целостность кабеля и штепселя.
- Если снизилась мощность пилы, свалилась производительность, нужно поменять угольные щетки, которые, видимо, износились.
- Достаточно нередко цепь начинается останавливаться не сходу, а через некий просвет времени. Чем подольше эксплуатируется пила, тем больше становится этот временной просвет. Чтоб избавиться от этой задачи, нужно поменять ленту тормоза пилы, которая износилась по истечении времени.
- Нередко в работе пилы возникает противный, режущий ухо звук. Таковой звук часто возникает из-за недочета масла в механизме либо из-за загрязнения проводящих его бороздок. Цепная электропила – это пила, Как смастерить кормушку для птиц своими руками. Убрать неисправность просто – залить масло и прочистить борозды.
- Принципиально использовать при ремонте только уникальные запчасти, которые рекомендованы производителем. Если использовать запчасти от посторониих компаний, это часто приводит к поломкам инструмента либо возникновениям небезопасных ситуаций.
- Если имеются повреждения корпуса, то ради своей безопасности пилу нужно сдать в ремонт.
- Нельзя подменять режущие части инструмента, которые не рекомендованы производителем либо не подходят по конструкции.
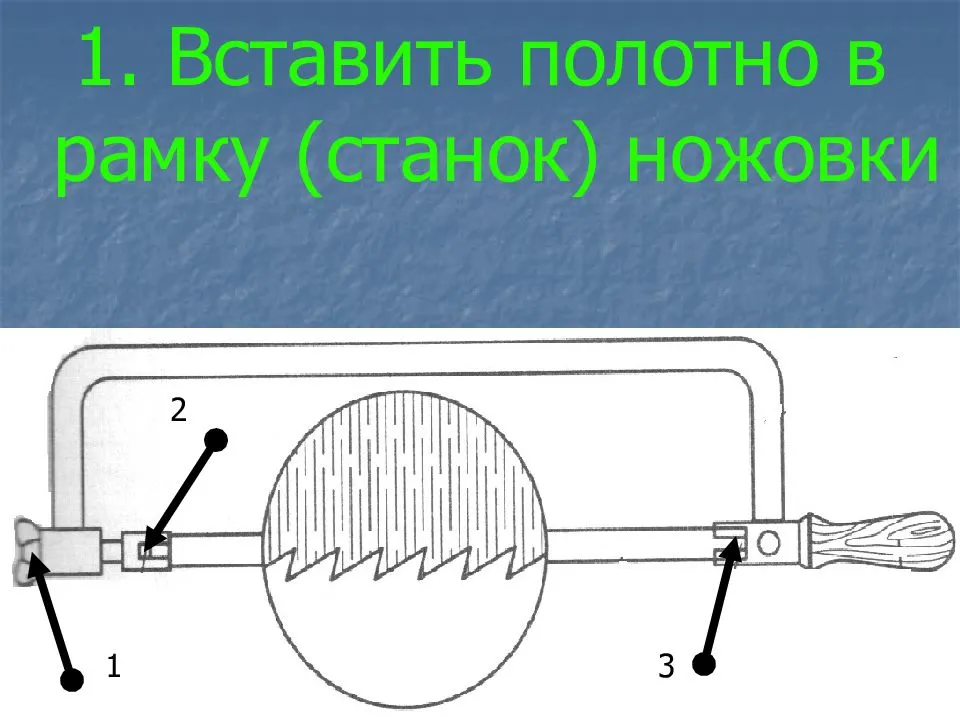
Как установить полотно на ножовку по металлу?
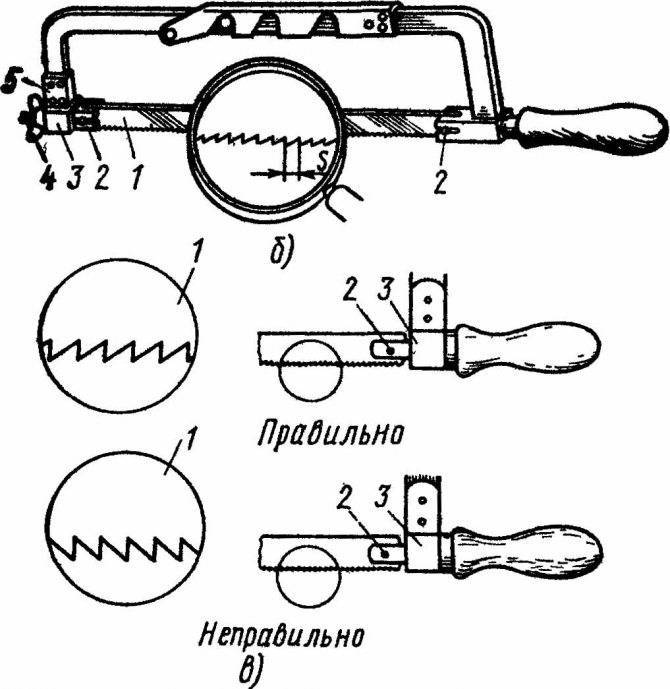
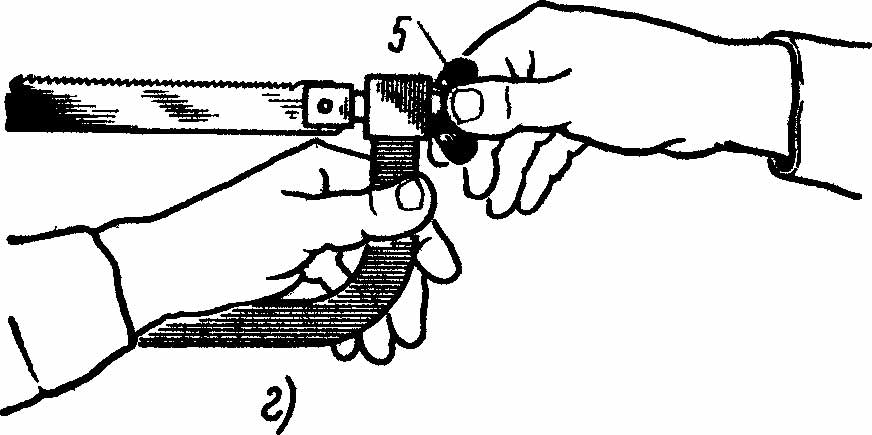
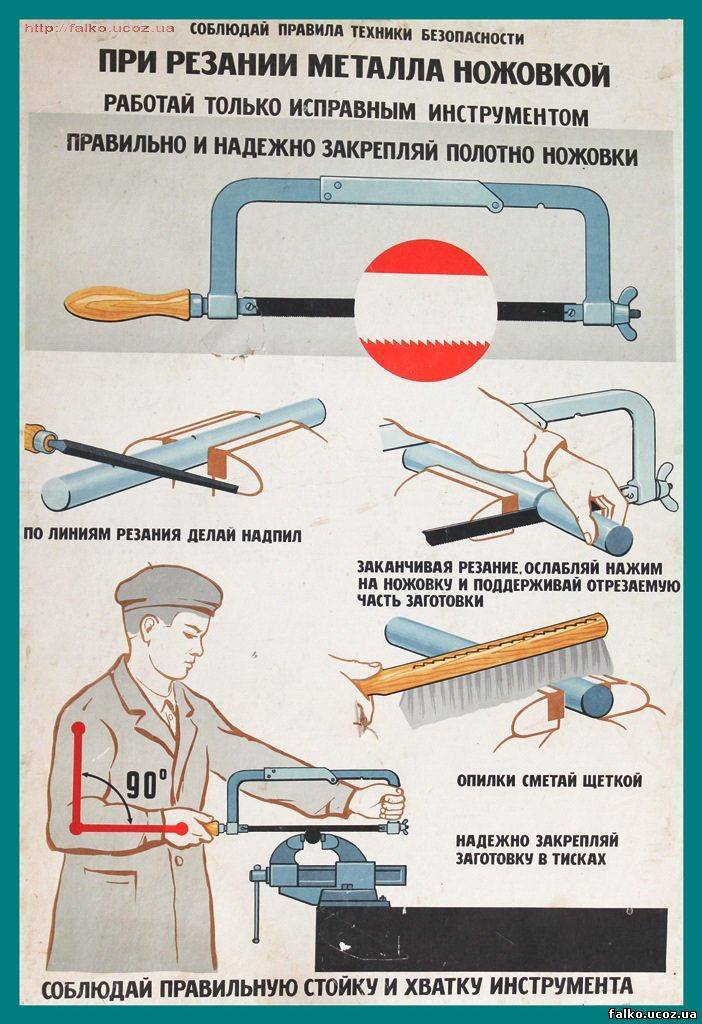
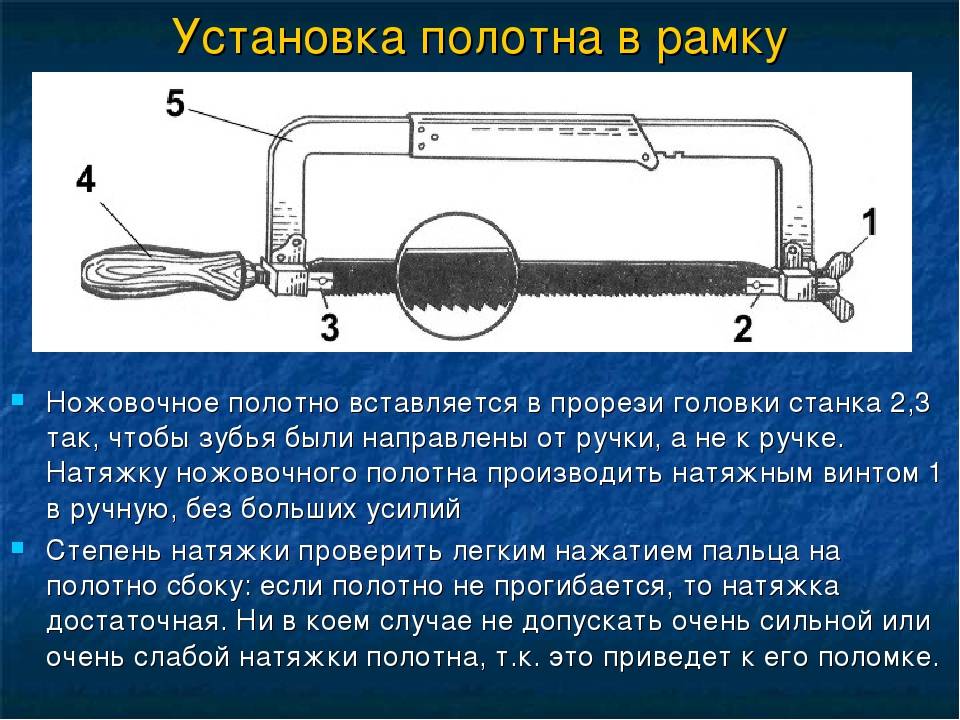
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
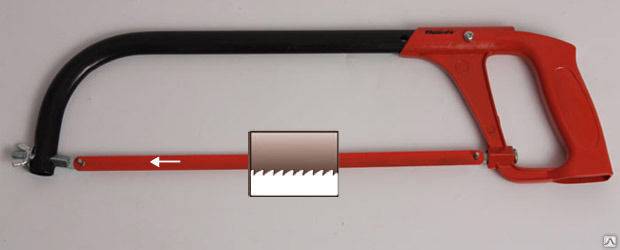
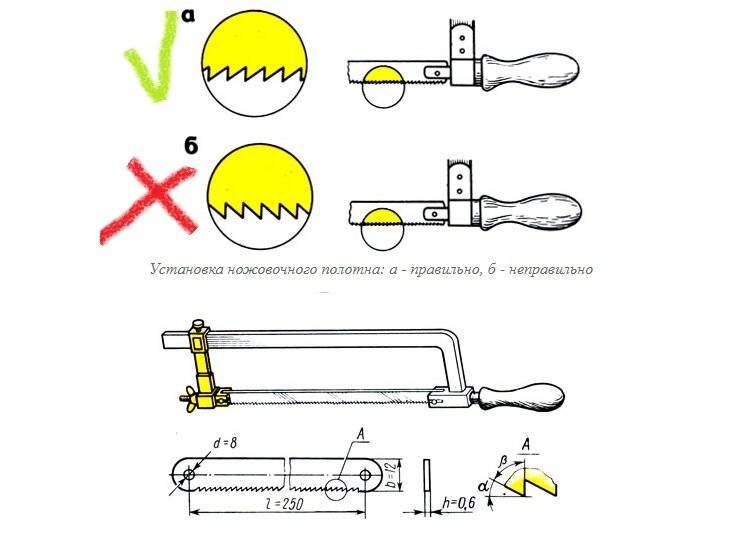
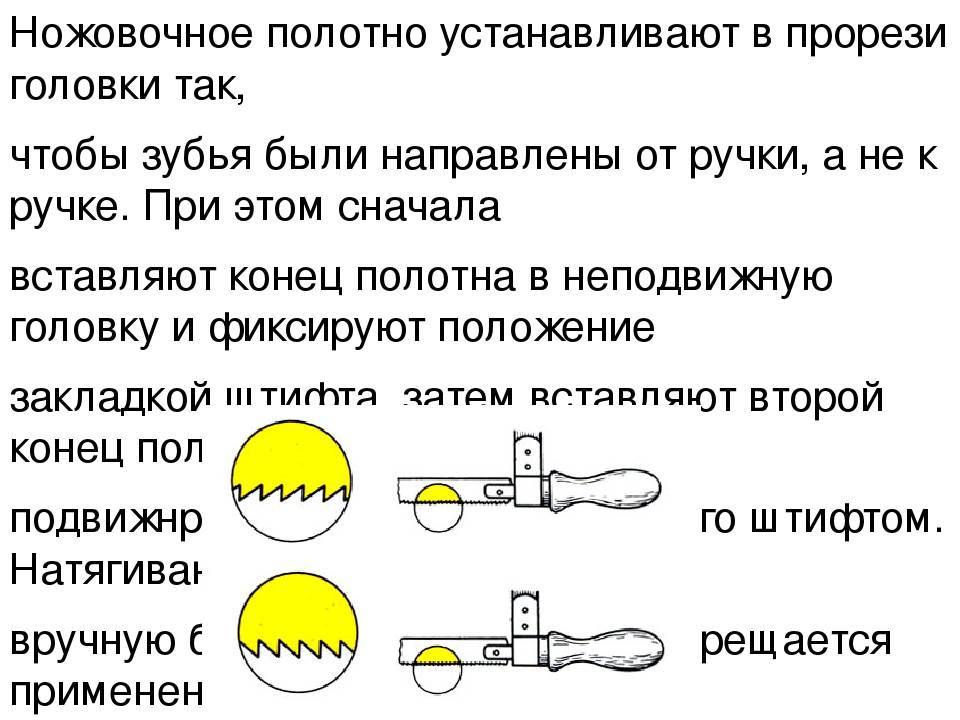
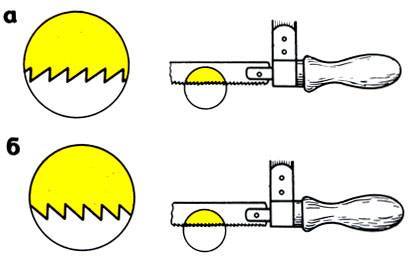
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки
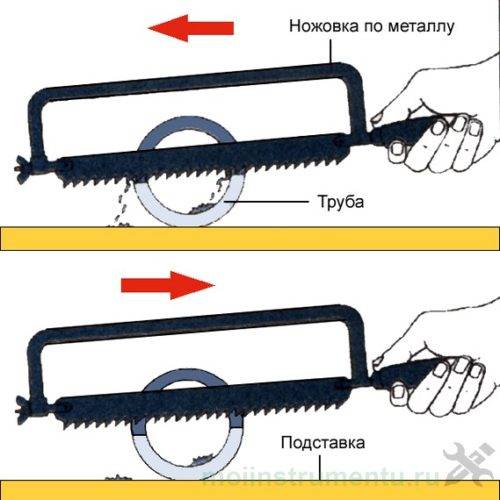
Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
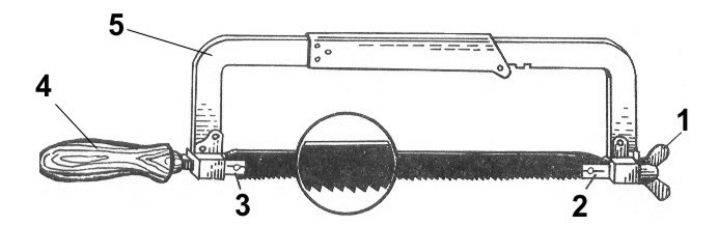
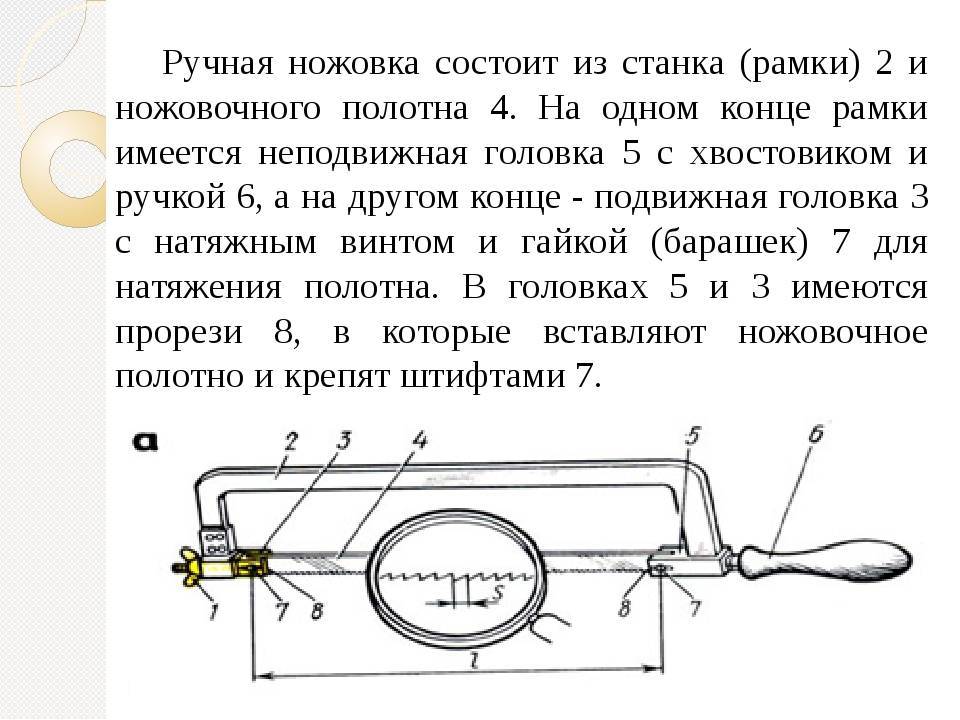
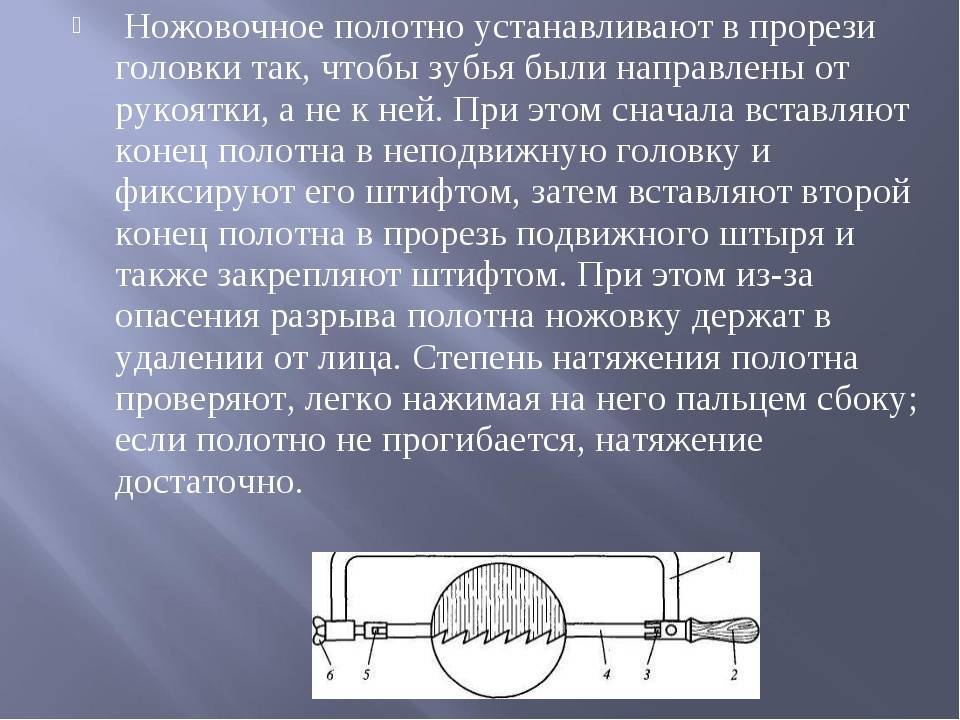
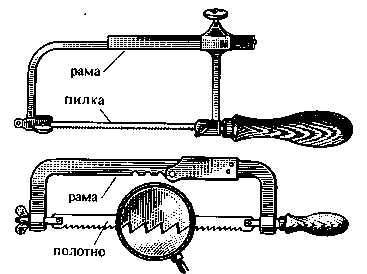
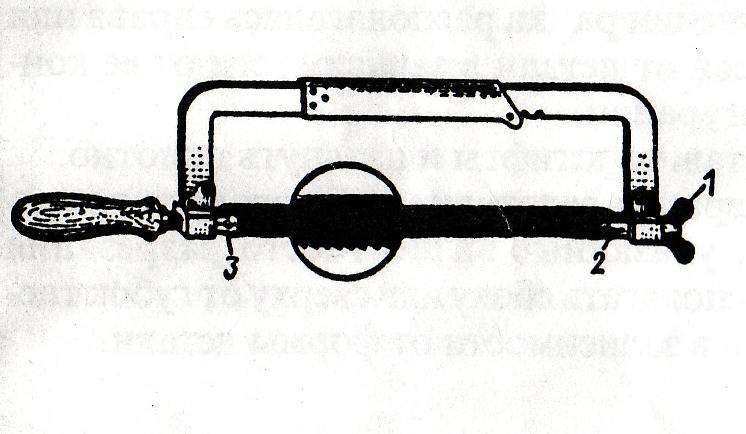
Ножовка применяется для создания сквозных пропилов на плотных материалах, выполненных из металла, прорезания шлиц, обрезки контурных изделий. Слесарный инструмент выполнен из ножовочного полотна и станка основания. Один конец рамы оснащен статичной зажимной головкой, ручкой для удержания инструмента, хвостовиком. Противоположная часть состоит из подвижной головки и винта, натягивающего режущую пластину. Головки ножовок для металла оснащены прорезями, в которые устанавливается рабочее полотно, фиксирующееся штифтами.
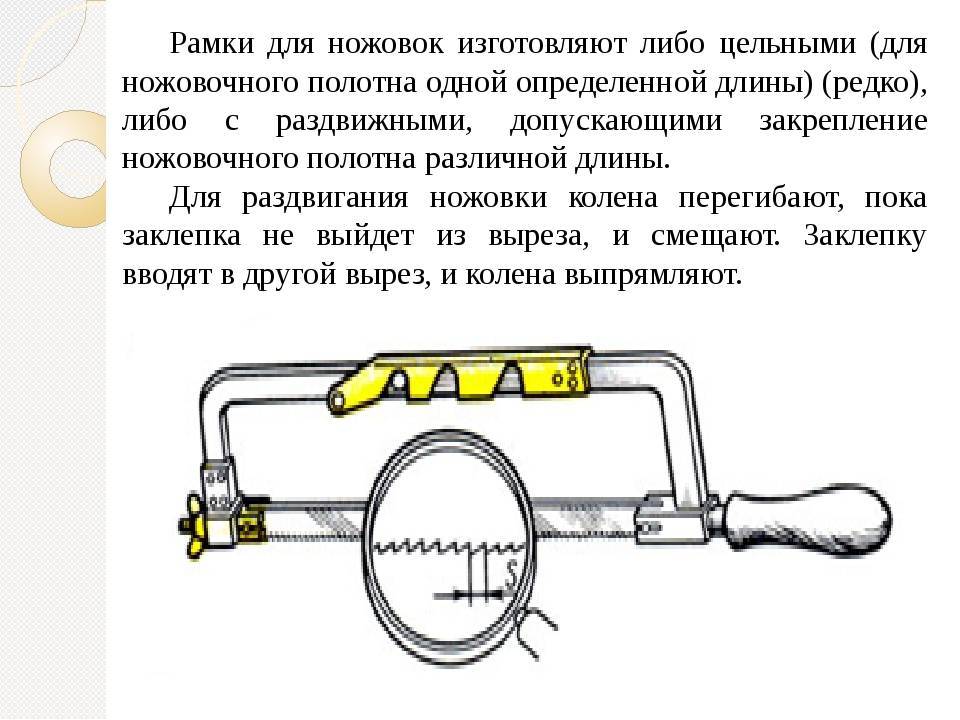
Рамки выполняются в двух формах: раздвижные, позволяя закреплять рабочее полотно любой длины, и цельные.
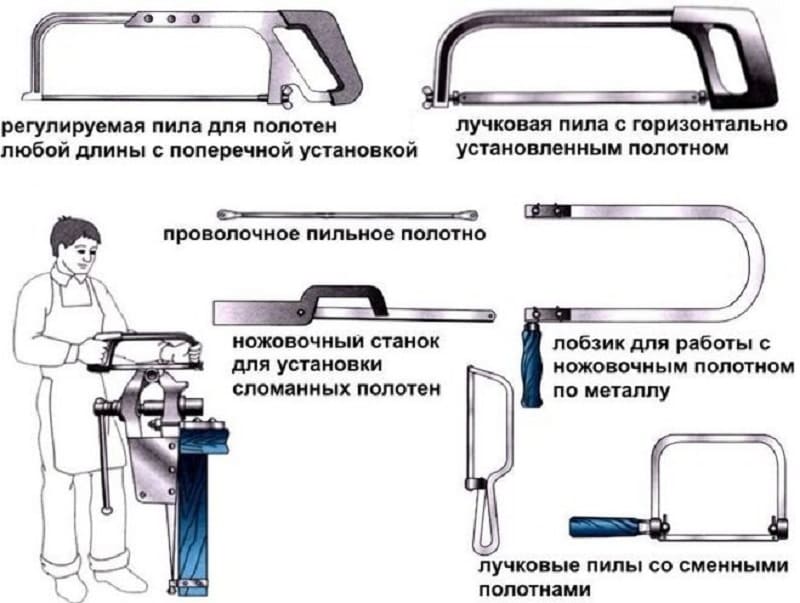
Разновидности ножовок
Среднему потребителю трудно разобраться везде обилии ножовок и пил, представленных в рыночных условиях. Но, вопреки всему, они делятся на три типа, зависимо от назначения инструмента:
- Ножовки по дереву. Данный инструмент представляет из себя столярную ножовку, которая служит для распиловки бревен, досок, деревянных заготовок, листов ДСП и ДВП. Ножовка по дереву, Вы, обладает широким скошенным ножовочным полотном, по краю которого размещается режущая часть. Рез происходит по прямой полосы, благодаря разведенным на право и на лево зубьям. А прямые зубья необходимы для удаления стружки, что упрощает прохождение полотна.
- Ножовка по металлу. Это узенькая пилка, которая имеет тонкие зубчики. Полотно крепится к с-образной раме с 2-ух концов, а сила его натяжения регулируется при помощи специального винта. Положительный момент в том рамы находится прорезиненная либо пластмассовая ручка для комфортного хвата.
- Ножовка по бетону. Данный инструмент имеет конструкцию, что такая же как устройство пилы по дереву, но имеет более большие зубья. На неких зубьях конечно находиться напайки из твердосплавного металла, что позволяет распиливать пенно- и пескобетонные блоки.
Важнейшими чертами ножовок являются последующие характеристики. У ножовок различных видов длина полотна состоит 300. 700 мм. Зависимо на сколько правильно Вы сможете подобрать студию, какая величина заготовки будет распиливаться, и выбирается ножовка с подходящим полотном в длину.
Шаг зубьев необходимо знать, потому что по этому показателю определяют, с какими по толщине и твердости материалами будет управляться полотно ножовки. К примеру, зубья с шагом в 3,5 мм подходят для распила мягенького дерева, в 5 мм – для жестких пород. Также ножовки бывают двух- и трехсторонними для регулировки остроты режущей части.
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.


ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
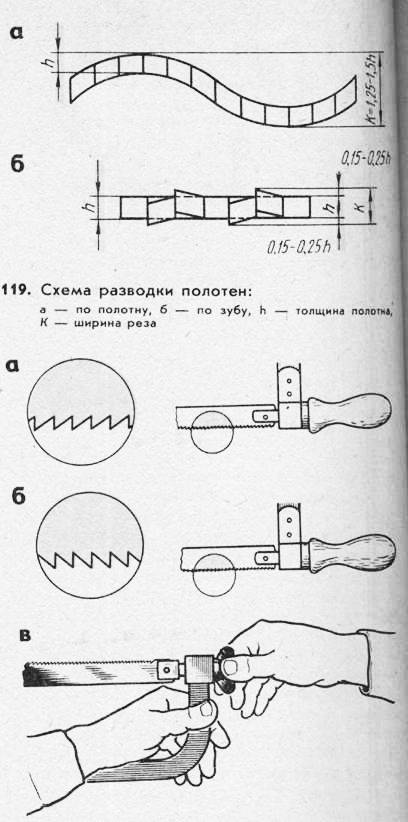
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.
Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
Изготовление пилы-ножовки
Хочу рассказать о самодельной ножовке, которой пользуюсь уже 16 лет. Часто в тайгу, на рыбалку хожу один. Понятно, что брать одному с собой палатку и спальник накладно, да и поздней осенью и зимой не спасет от холода. Ночую у костра, укрываясь куском брезента. Для ночного костра нужно много хороших дров. Двуручной пилой одному работать несподручно, а топором много не натюкаешь.
Ножовка изготовлена из куска двуручной пилы. Длина режущей части 450 мм, ширина 60 мм. Ручка изготовлена из загнутого отрезка дюралевой трубки (старая раскладушка). Вес ножовки 300гр. Конечно, размеры могут отличаться от указанных. Ножовка почти не занимает место в рюкзаке, а польза ощутимая: трудоемкая заготовка дров занимает меньше времени и сил. Длинные зубья обеспечивают большую производительность, чем у обычной ножовки. Летом в 2-3 дневные выходы достаточно взять с собой хороший нож и эту ножовку. Такая ножовка удобна при сплаве по заваленным речкам. Иной раз бывает легче перепилить бревно, чем обносить лодку.
READ Что Можно Делать Торцовочной Пилой
Для человека, мало-мальски знакомого со слесарными инструментами, изготовление ножовки не составит большого труда. По той же технологии можно переделать обычную двуручную пилу в облегченный туристический вариант. У меня такая пила длиной 860 мм и шириной 90 мм. Вес 800 гр. Замечательно пилит бревна разумных диаметров.
Как аккуратно просверлить древесину
Дерево — один из самых «простых» материалов при работе с дрелью. Однако и здесь есть свои тонкости.
Скорость сверления напрямую зависит от породы дерева. Рыхлые, не слишком твердые сорта древесины будут под силу даже маломощному аппарату. Конечно же, роль играет и предполагаемый диаметр отверстия — чем он больше, тем мощнее нужна дрель.
Для того, чтобы сделать отверстия большого размера, надо использовать специальные сверла-коронки. Их диаметр может превышать 120 мм. Что до глубины, то в среднем коронки годятся для материалов толщиной до 20-22 мм, но есть и специальные модели, способсные справиться с толщиной более 60 мм.
Если нужно сделать глухое, а не сквозное отверстия, то для этого отлично подойдут сверла Форстнера, которые выпускаются диаметром от 1 до 5 см.
Отдельно стоит поговорить о сверлении бруса. Хотя его удобно фиксировать для дальнейшего сверления, большая толщина материала создает определенные трудности. Сверление бруса для дальнейшего закрепления в отверстиях шкантов. Для стандартного бруса толщиной в 18 см лучше всего будет взять сверло диаметром в 25 мм и длиной в 36 см. Сверлить надо будет не торопясь, на низких оборотах. В плане мощностей, отлично подойдет дрель на 1300-1500 Вт. Если брус не очень длинный, то хватит двух отверстий с каждой стороны. Если же длина бруса под шканты достаточно велика, то необходимо будет сделать дополнительное отверстие по центру. После того, как отверстия будут сделаны, можно забивать в них шканты при помощи молотка или кувалды небольшого размера.
Фото ножовок по металлу



































Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Метчики для нарезания резьбы
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.


Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Как установить полотно на ножовку по металлу?
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки
Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
Быстрорез для стекла. Необычная «швабра» стекольщика
Ленточная пила по металлу. «Болгарка» для серьёзных работ!
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.