

Елки из картона
Маленькие настольные картонные елочки – отличный новогодний декор. Чтобы упрочнить поделки, можно сделать их, склеив 2-3 слоя картона. Процесс работы – по тому же принципу, что и с елками из фанеры, только вместо электролобзика или пилы используем ножницы. Украшаем деревца миниатюрными игрушками, ленточками, бантиками, пр.

Обмотка шпагатом – простой декор. На обратную сторону поделки можно прикрепить магнитик.

Елочки из картона, оклеенные мешковиной. Украшения – бусины, кружевные ленточки, букетики искусственных цветов. Треугольник крепим к ровной ветке, которая будет имитировать ствол. Сажаем елочку в горшочек.

Можно обтянуть новогодние деревца тканью любого цвета
Важно, чтобы украшения были контрастными к фону

Вариант декора картонной елочки – ватное папье маше. Все просто: на основу-картонку слоями наклеиваем вату, используя клей ПВА.
Как на токарном станке выточить конус?
Токарный станок позволяет точить детали различной геометрии. Однако лучше всего начинать с создания конуса. Для этого потребуется:
- сам токарный станок;
- упорный резец;
- поворачиваемый суппорт точной продольной подачи.
Естественно, стержень-заготовка (ёлочка) уже должна быть должным образом подготовлена для проточки головки на конус. Работу рекомендуется выполнять на исправном оборудовании. В Интернете можно найти интересные предложения по продаже (цена договорная) — https://stankosib.ru/b-u-stanki-prodazha.
Настройка станка для проточки конуса

В зависимости от ТЗ станок настраивается на конкретный угол. Делается это при помощи ослабления гаек крепления. Как правило, на станке уже имеется необходимые насечки, которые позволят выставлять угол быстро и точно.
После завершения настройки станка гайки необходимо снова максимально затянуть. Это сделать необходимо, так как в противном случае в местах сочленения будут возникать негативные вибрации, которые осложнять процесс изготовления.
Если Вы решили выточить конус на заводском станке, весьма вероятно, что суппорт будет двигаться очень нехотя. Это происходит из-за того, что клинья вставлены в упоры. Опять же подобное решение применяется для минимизации негативных вибраций во время работы станка.
Некоторые технические нюансы

Стоит отметить, что при задании базового угла при помощи резца с отогнутой головкой можно добиться значительной экономии по времени. После того, как на заготовке задан базовый угол, можно только править его, а не протачивать сначала.
После того, как основная часть работы завершена рекомендуется поверхность вновь созданной детали обработать при помощи напильника или крупной наждачной бумаги. Это позволит удалить оставшиеся после резца заусенцы.
Строго говоря, по технике безопасности работы за токарным станком напильник использовать запрещается. Но опытные мастера могут позволить себе незначительное нарушение.
Гораздо важнее соблюдать другие обязательные правила: рабочее место всегда должно быть в чистоте (не допускается присутствие металлической стружки), глаза должны быть защищены при помощи пластиковых очков, токарь обязан работать в спецовке.
Соблюдая эти правила можно минимизировать риски возникновения чрезвычайных ситуаций (снизить уровень травоопасности на производстве).
Узнайте о том, какие виды рельсовых скреплений сегодня имеются на рынке.
Ниже прилагается подробная видеоинструкция создания конуса на токарном станке:
Контроль конических поверхностей
Конусность наружных поверхностей измеряют шаблоном или универсальным угломером. Для более точных измерений применяют калибры-втулки (рис. 4.38), с помощью которых проверяют не только угол конуса, но и его диаметры. На обработанную поверхность конуса карандашом наносят две-три риски, затем на измеряемый конус надевают калибр-втулку, слегка нажимая на нее и поворачивая ее вдоль оси. При правильно выполненном конусе все риски стираются, а конец конической детали находится между метками А и В.
При измерении конических отверстий применяют калибр-пробку. Правильность обработки конического отверстия определяется (как и при измерении наружных конусов) взаимным прилеганием поверхностей детали и калибра-пробки. Если тонкий слой краски, нанесенный на калибр-пробку, сотрется у малого диаметра, то угол конуса в детали велик, а если у большого диаметра — угол мал.
Как сделать шпоночный паз на токарном станке

Обычно токарный станок применяется при расточке, нарезании резьбы, развертывании, зенковании и сверлении, но на этом их возможности не заканчиваются. Я предлагаю рассмотреть способ, как с его помощью продолбить шпоночный паз на втулке. Для этого я применяю токарно-винторезный станок 1К62.
Набор инструментов
Для выполнения работы помимо станка потребуется:
- резец расточной;
- резец долбежный;
- масло для смазки.
Расточной резец может использоваться любой, конечно в пределах возможностей диаметра втулки. Что касается долбежного инструмента, то его сечение подбирается под требуемую ширину шпоночного паза. Смазочное масло потребуется только в тех случаях, если приходится работать с твердым металлом. Для мягких сталей при условии применения качественных резцов оно не обязательно, поскольку расточка фаски и долбление не вызывает критического перегрева, способного ускорить стирание режущей кромки инструмента.
Подготовительный этап
Втулка устанавливается в трехкулачковый патрон. Перед выполнением долбления необходимо сначала подготовить ее внутреннюю и наружную фаску расточным резцом. Они делаются только с той стороны, с которой будет входить долбежный инструмент. Это простейший процесс знакомый даже токарю любителю, потому не требует отдельного рассмотрения.
https://www.youtube.com/watch?v=50sBwjKbZxk
После подготовки фасок на станке нужно поставить минимальную скорость, чтобы предотвратить прокручивание шпинделя. У многих станков кулачковый патрон может под нагрузкой давать люфт, поэтому в этом случае необходимо поставить распорку. Для этого под него ставится подходящий по высоте болт с гайкой. При ее выкручивании длина упора увеличивается, поэтому он плотно прижимается к патрону, тем самым убирая качение.



Долбежный резец слегка зажимается в резцедержателе. Он выставляет по центру втулки, после чего необходимо провести точную регулировку. Для этого он заводится во втулку, двигаясь продольно с суппортом по салазкам. Получаемая в результате царапина должна идти вдоль отверстия втулки от одного края до второго. В порезанной линии не должно оставаться участка без царапины. Если он есть, то это говорить о наличии перекоса. Когда резец выставлен правильно, его нужно очень крепко зажать, поскольку нагрузка при долблении намного выше, чем при выполнении стандартных токарных работ.
Процесс долбления
Поскольку внутри втулка имеет свой радиус, то перед началом отсчета глубины паза необходимо его срезать, чтобы получить ровную площадку, которая будет нулевой точкой отсчета. Для этого с помощью суппорта двигаю резец вовнутрь втулки по продольным салазкам, снимая тончайшую стружку металла. После его возвращения в изначальное положение приближаю режущую кромку уже по поперечным салазкам к телу втулки на 0,1 мм. Снова делаю продольное движение по каретке. Процесс повторяю до тех пор, пока желоб не утратит радиус. Как только он уйдет, это и будет нулевая точка для отсчета.
Теперь приступаю к долблению шпоночного паза. В моем случае его глубина должна составлять 2,6 мм. Используя шаг по 0,1 мм потребуется сделать 26 движений резца, чтобы достичь такой глубины.
После углубления паза на 2,6 мм нужно не меняя настройки на лимбе сделать еще несколько повторных движений резца, чтобы подчистить плоскость от мелких заусениц. Далее втулка извлекается из патрона. Ее второй торец довольно грубый, но это легко решается. В резцедержатель снова устанавливается расточной резец, и снимаются аккуратные фаски. После этого втулку можно использовать по предназначению.
Долбление на токарном станке продолжительный, хотя и не сложный процесс. В моем случае продольное движение суппорта моторизировано, поэтому все делается относительно быстро. Продолбить паз возможно и на бюджетных станках с ручным приводом, но в этом случае времени понадобится значительно больше.
Как выточить конус на токарном станке
Токарные станки применяются для точения заготовок во время ее точения путем использования специальных резцов. При наличии определенного опыта выточить можно не только детали обычной формы, но и, к примеру, коническую поверхность. Для создания конуса следует иметь определенные навыки работы на токарном станке.
Точение конуса
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой. Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
- Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке. Обработка конических поверхностей может проводиться со скоростью, которая выбирается в зависимости от стойкости режущей кромки и твердости материала. Если точных данных, которые позволяют рассчитать скорость резания нет, следует идти испытательным путем – от меньших значений к большим.
- Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
- Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
- Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.
Подобным образом можно провести создание конических поверхностей без использования специального приспособления.
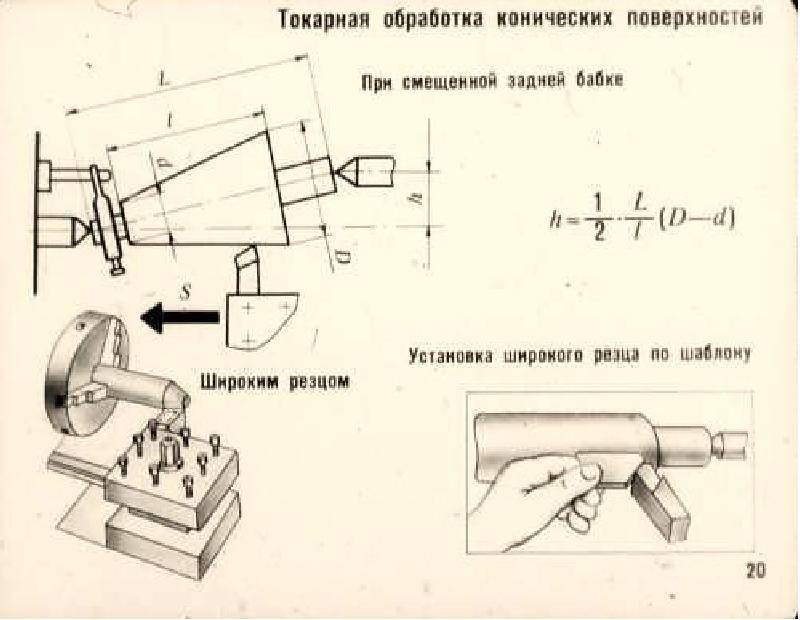
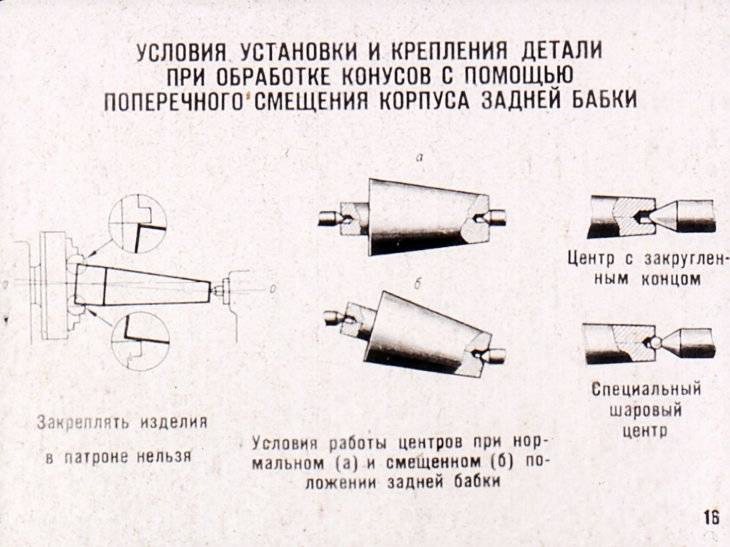
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
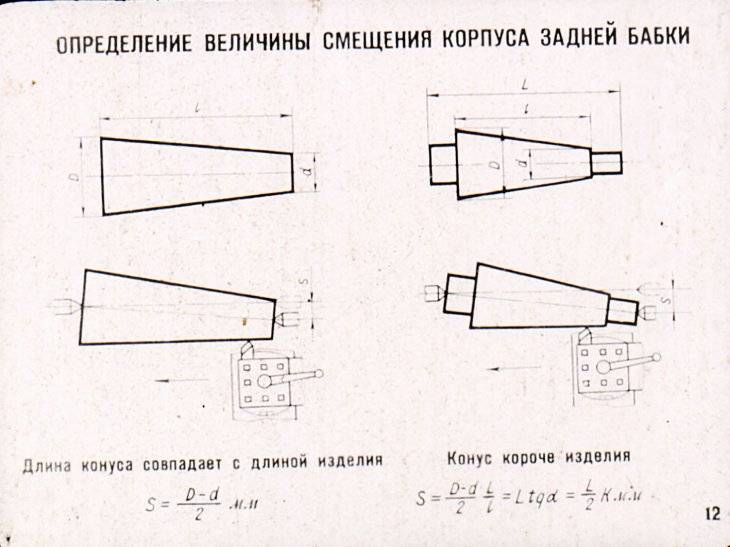
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
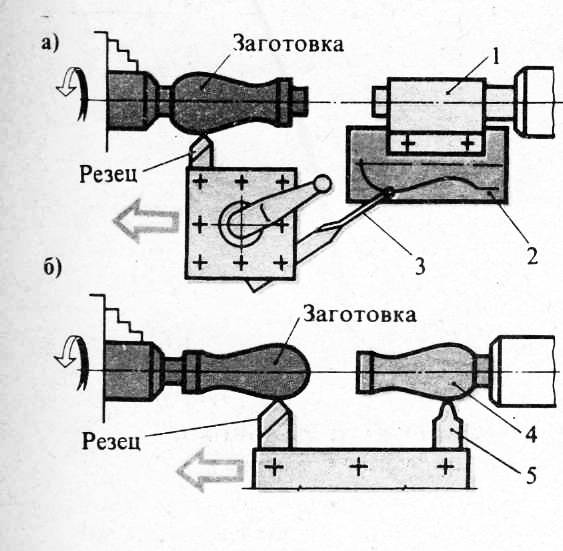
Конусная линейка
Некоторые токарные станки оснащаются специальными конусными линейками. Подобное приспособление позволяет проводить обработку наружных и внутренних поверхностей, когда угол наклона не превышает 12 градусов. Сделать конусную форму в этом случае можно путем сочетания продольной и поперечной передачи.
https://youtube.com/watch?v=HysW_hx6pZ0
При использовании линейки можно подобрать угол, который будет создан при одновременном движении суппорта в продольном и поперечном направлении. Правильный угол выдерживать на протяжении всего времени позволяет специальная линейка.
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
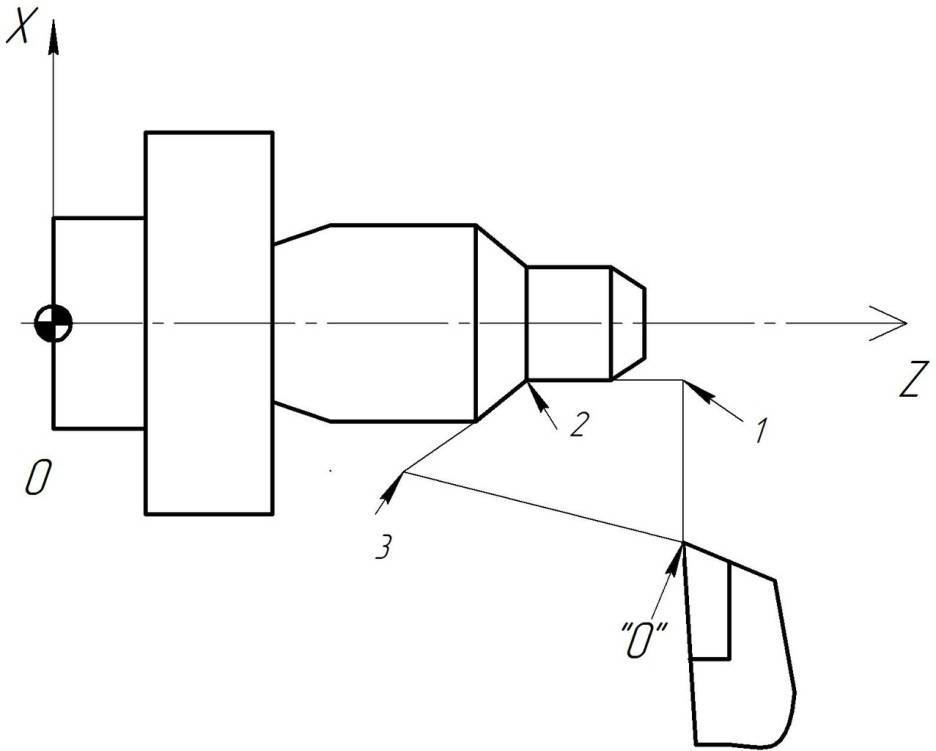
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Читать также: Не является составной частью металлического рубанка
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.


Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
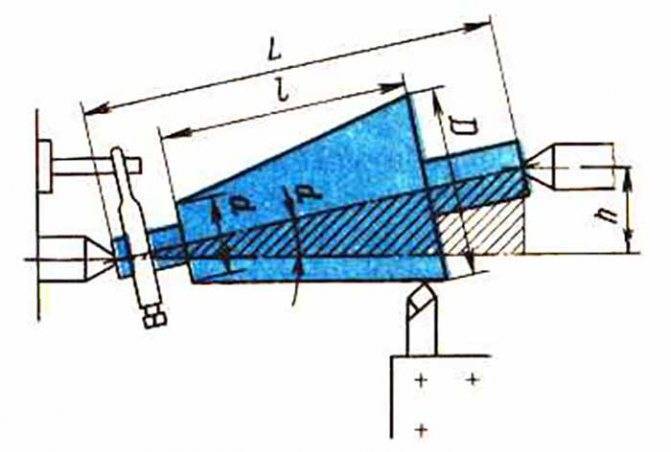
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Разновидности станков для обработки дерева
Для обработки древесины допустимо использовать металлорежущий станок. Предварительно следует убрать масляные подтеки, чтобы к ним не прилипали опилки, закрыть все щели, отверстия, ведущие к мотору (если таковые имеются).
Техника безопасности
Приступать к выполнению работ можно только в защитной спецодежде.
- Нельзя подходить к инструменту с распущенными длинными волосами, висящими украшениями.
- Перед включением агрегата необходимо проверять заземление.
- Эксплуатация механизма возможна только после проверки состояния оборудования, тестирования холостого хода.
- Нужно надежно фиксировать заготовку для избежания ее срыва.
- Технология точения древесины на токарном станке не подразумевает силовых воздействий на деталь. Все движения должны быть плавными, осуществляться только на полном ходу вала.
- Нельзя передавать предметы через работающий станок.
- Нельзя прикасаться к работающим механизмам.
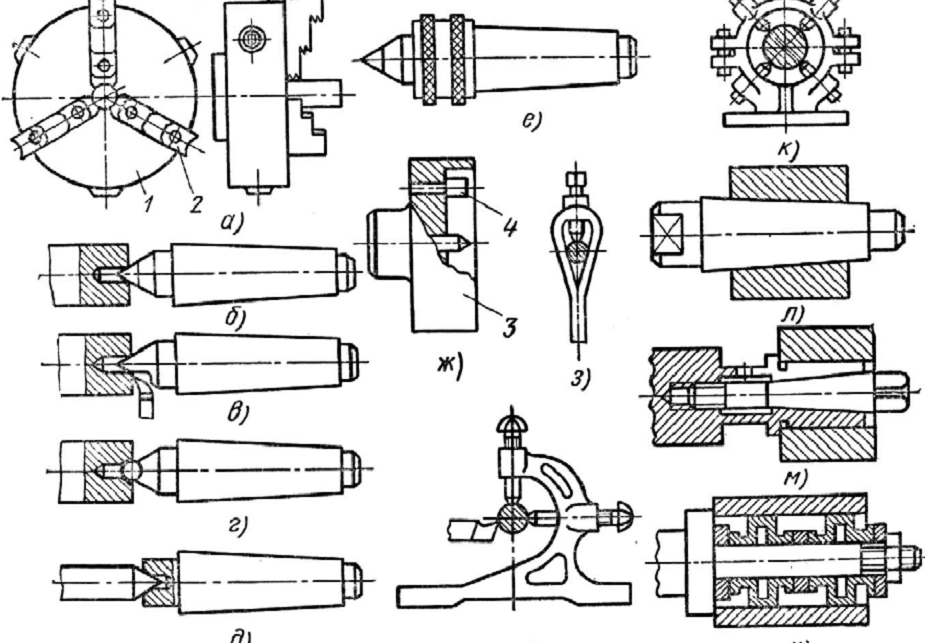
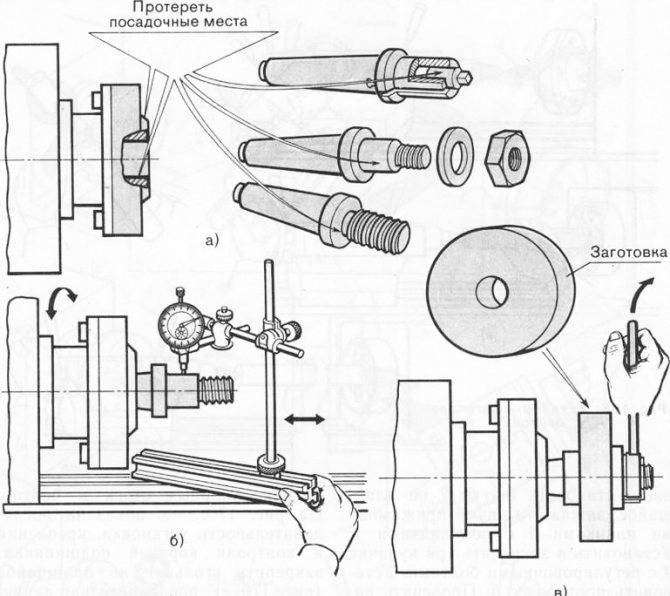
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
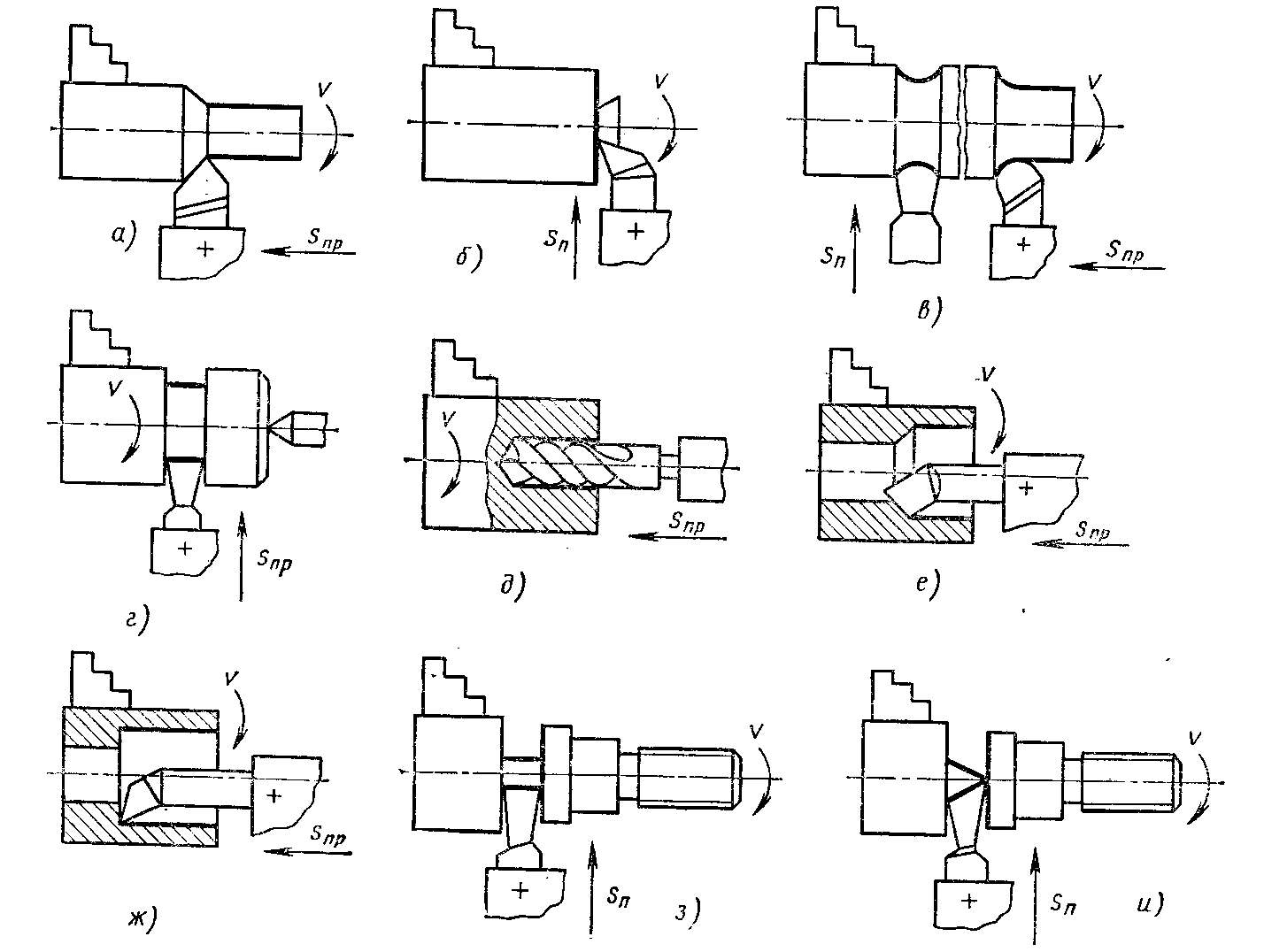
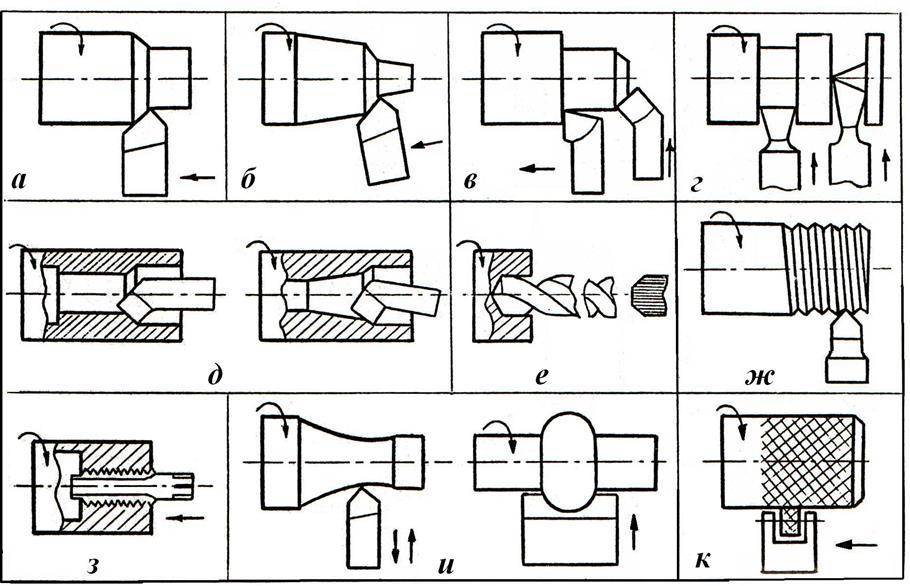
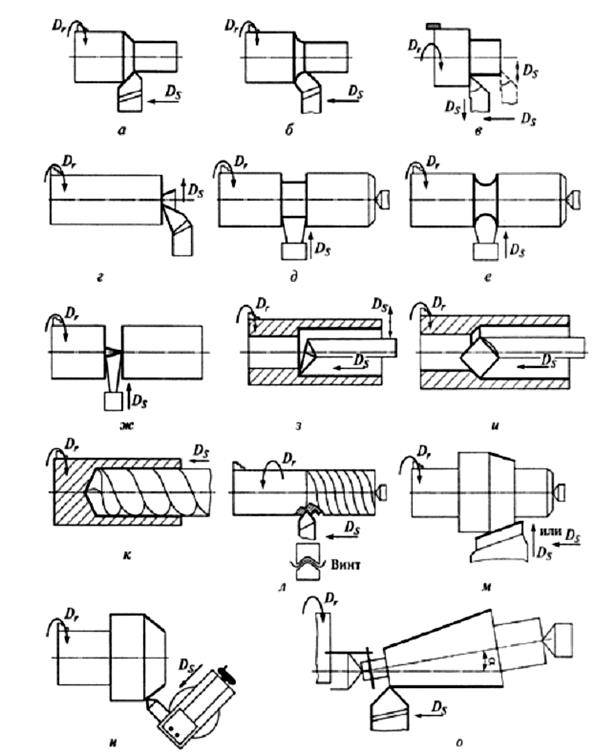
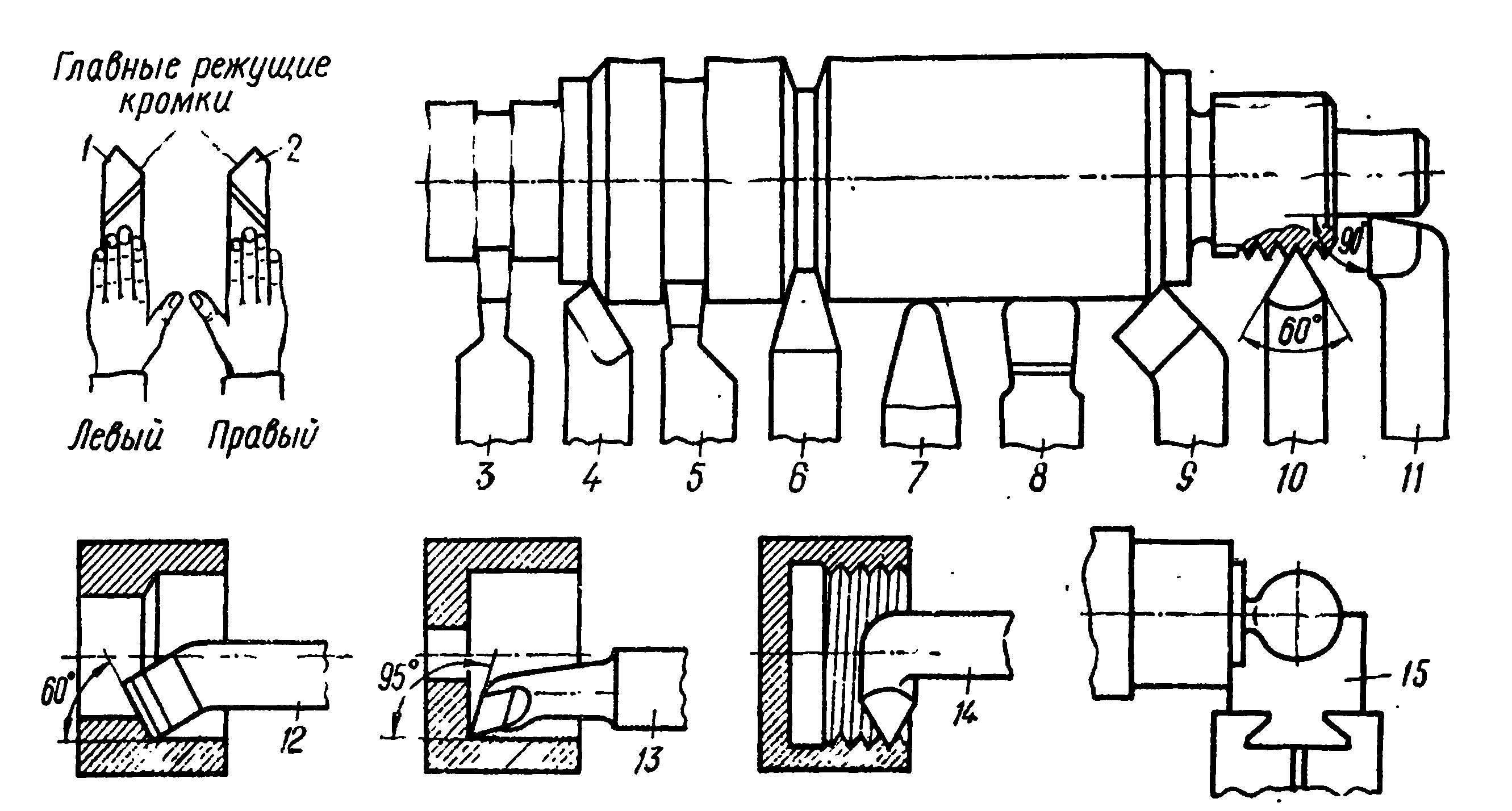
Обработка конической поверхности широкими резцами – Обработка конических поверхностей на токарном станке – Комплексные работы
Широкими резцами обрабатывают конусы длиной до 20 мм на жестких деталях. При этом добиваются высокой производительности, но чистота и точность обработки невысокие.
Обрабатывают конусную поверхность так. Заготовку зажимают в патроне передней бабки.
| Обработка конической поверхности широким резцом |
Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки. Главную режущую кромку резца при помощи шаблона или угломера устанавливают под нужный угол конуса. Обтачивать конус можно при поперечной и продольной подачах.
При выступании конуса заготовки из патрона больше 20 мм или длине режущей кромки резца свыше 15 мм возникают вибрации, которые делают невозможным обработку конуса. Поэтому этот способ применяют ограниченно.
Запомните! Длина конуса, обрабатываемого широкими резцами, не должна превышать 20 мм.
Вопросы
- Когда обрабатывают конус широкими резцами?
- В чем заключается недостаток обработки конусов широкими резцами?
- Почему конус заготовки не должен выходить из патрона более 20 мм?
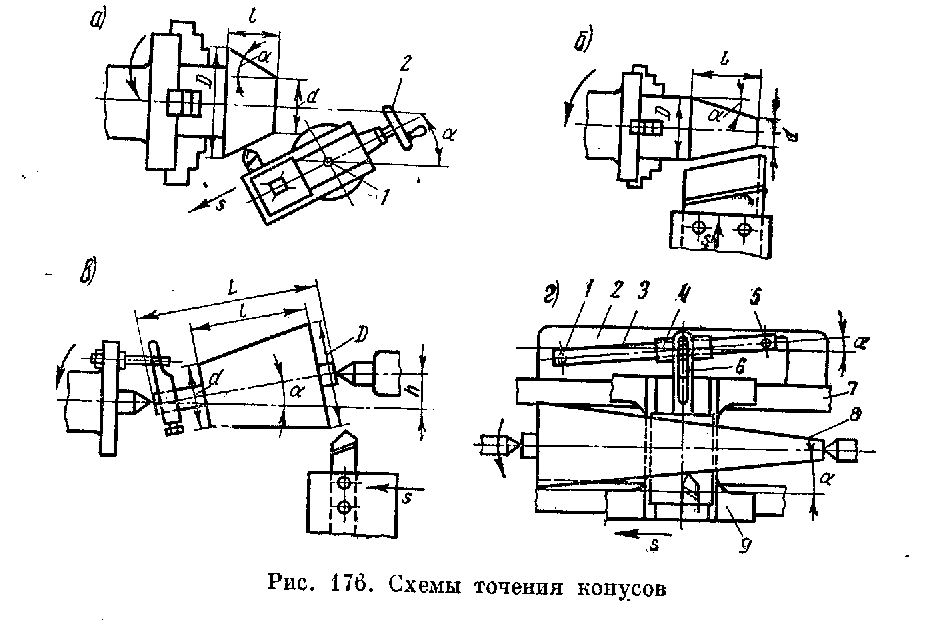
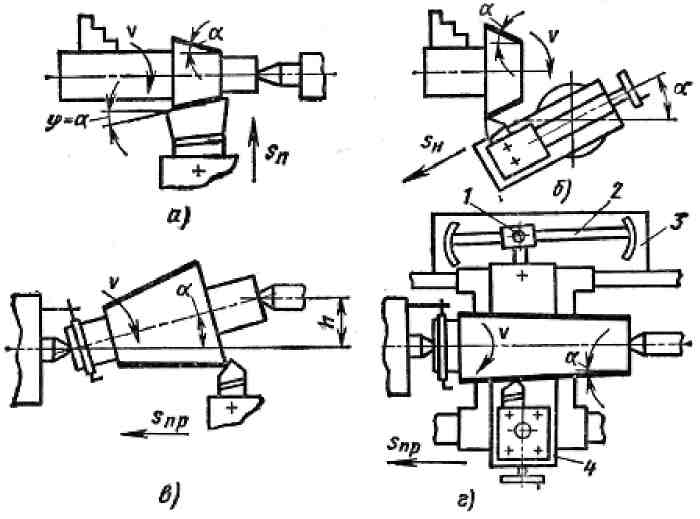
Обработка конической поверхности путем поворота верхней части суппорта
Для обтачивания на токарном станке коротких наружных и внутренних конических поверхностей с углом уклона конуса α = 20° нужно повернуть верхнюю часть суппорта относительно оси станка под углом α.
| Обработка конической поверхности путем поворота верхней части суппорта |
При таком способе подачу можно производить от руки, вращая рукоятку винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Если угол а задан, то верхнюю часть суппорта повертывают, используя деления, нанесенные обычно в градусах на диске поворотной части суппорта. Устанавливать минуты приходится на глаз. Таким образом, чтобы повернуть верхнюю часть суппорта на 3°30′ нужно нулевой штрих поставить примерно между 3 и 4°.
Недостатки обтачивания конических поверхностей с поворотом верхней части суппорта:
- снижается производительность труда и ухудшается чистота обработанной поверхности;
- получаемые конические поверхности сравнительно короткие, ограниченные длиной хода верхней части суппорта.
Вопросы
- Как нужно установить верхнюю часть суппорта, если угол а уклона конуса задан по чертежу с точностью до 1°?
- Как установить верхнюю часть суппорта, если угол задан с точностью до 30′ (до 30 минут)?
- Перечислите недостатки обтачивания конических поверхностей с поворотом верхней части суппорта.
Упражнения
- Настройте станок для точения конической поверхности под углом 10°, 15°, 5°, 8°30′, 4°50′.
- Изготовьте кернер по технологической карте, помещенной ниже.
Технологическая карта на изготовление кернера
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич





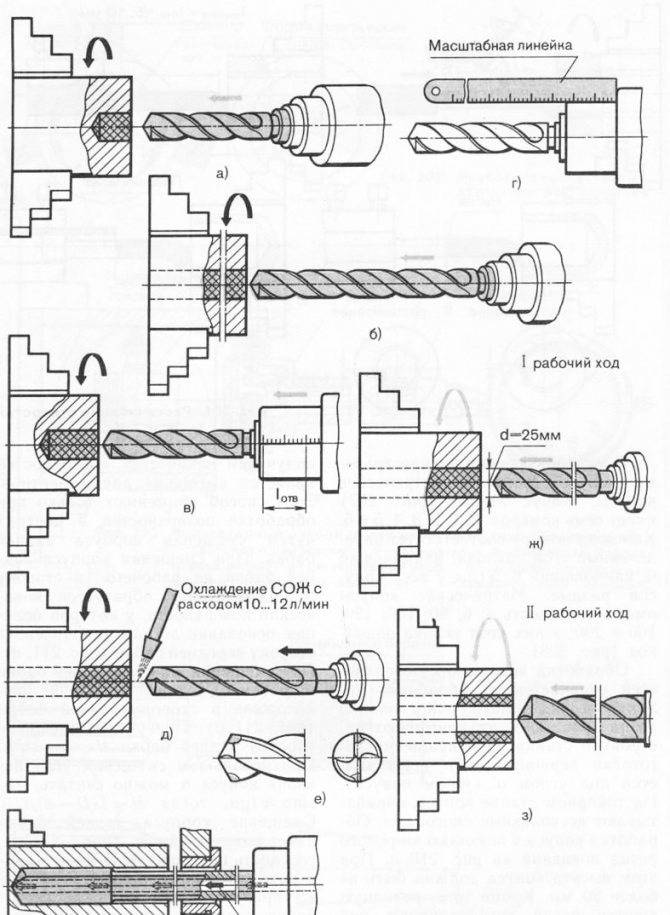
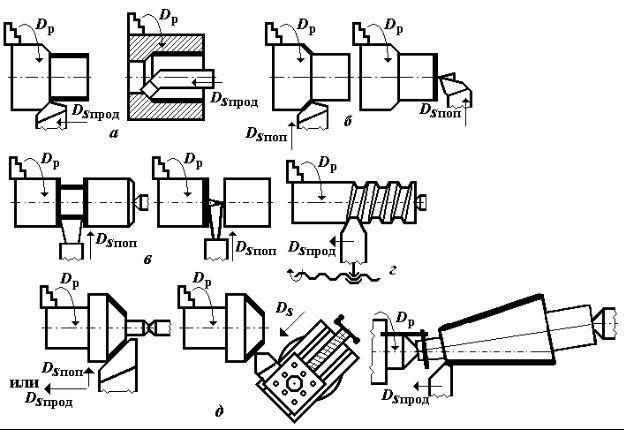
В шестом и седьмом классах вы познакомились с различными работами, выполняемыми на токарном станке (например, наружное цилиндрическое точение, отрезание деталей, сверление). Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки)….
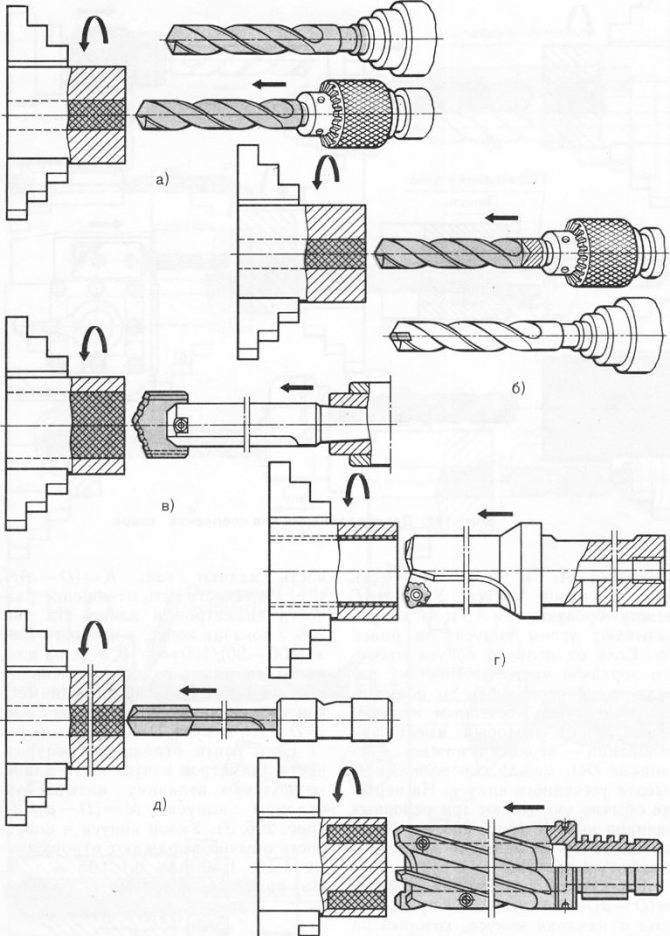
Конические отверстия с большим углом при вершине обрабатывают следующим образом: заготовку закрепляют в патроне передней бабки и для уменьшения припуска на растачивание отверстие обрабатывают сверлами разного диаметра. Сначала заготовку обрабатывают сверлом меньшего диаметра, затем сверлом среднего диаметра и, наконец, сверлом большого диаметра. Последовательность сверления детали под конус Растачивают конические отверстия обычно путем поворота верхней части…
При обработке конических поверхностей возможны следующие виды брака: неправильная конусность, отклонения в размерах конуса, отклонения в размерах диаметров оснований при правильной конусности, непрямолинейность образующей конической поверхности. Неправильная конусность получается главным образом из-за неточно установленного резца, неточного поворота верхней части суппорта. Проверив установку корпуса задней бабки, верхней части суппорта перед началом обработки, можно предотвратить этот вид…
Контроль резьбы
Шаг резьбы определяют резьбовым шаблоном, представляющим из себя пластинку 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической либо дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Корректность выполненной на детали внутренней и внешней резьбы комплексно оценивают при помощи резьбовых калибров (рис. 4.47). Резьбовые калибры делят на проходные, имеющие полный профиль резьбы и являющиеся вроде бы макетом детали резьбового соединения, и непроходные, контролирующие только средний поперечник резьбы и имеющие укороченный профиль.
Для измерения внешнего, среднего, внутреннего поперечников и шага резьбы используют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, надлежащие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а потом настраивают по шаблону либо образцу.
Перед контролем проверяемые детали нужно очистить от стружки и грязищи
В процессе контроля следует осторожно обращаться с калибрами, чтоб на их рабочей резьбовой поверхности не появились забоины и царапинки
Методы получения резьб
Резьбовые соединения употребляются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали устройств и конструктивные элементы при строительстве средством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предусмотрены и для передачи усилий либо движения в механизмах типа домкрат, редуктор, пресс, станок.
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках: токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
READ Как нарезать резьбу клуппом вручную
Резьба — это винтовая леска, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.
- Направление винтовой косильной лески:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
упорную; круглую; трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.





