

Пошаговая инструкция
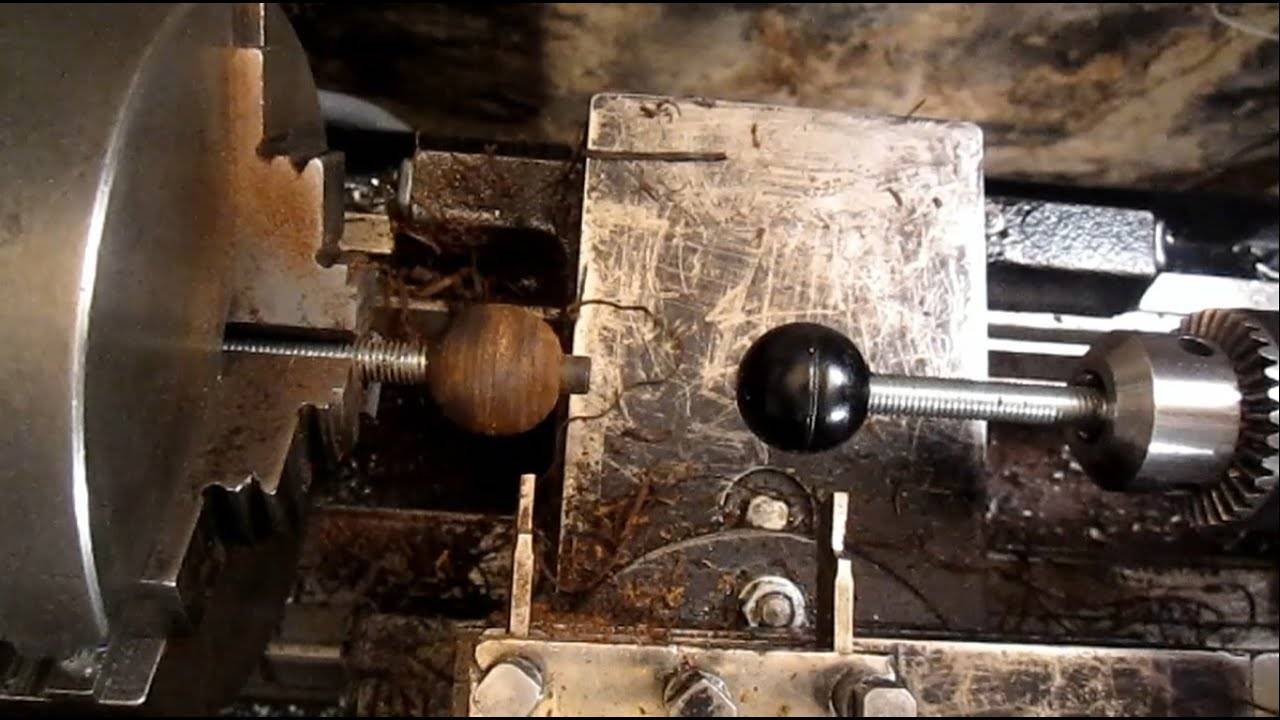
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Важно!
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
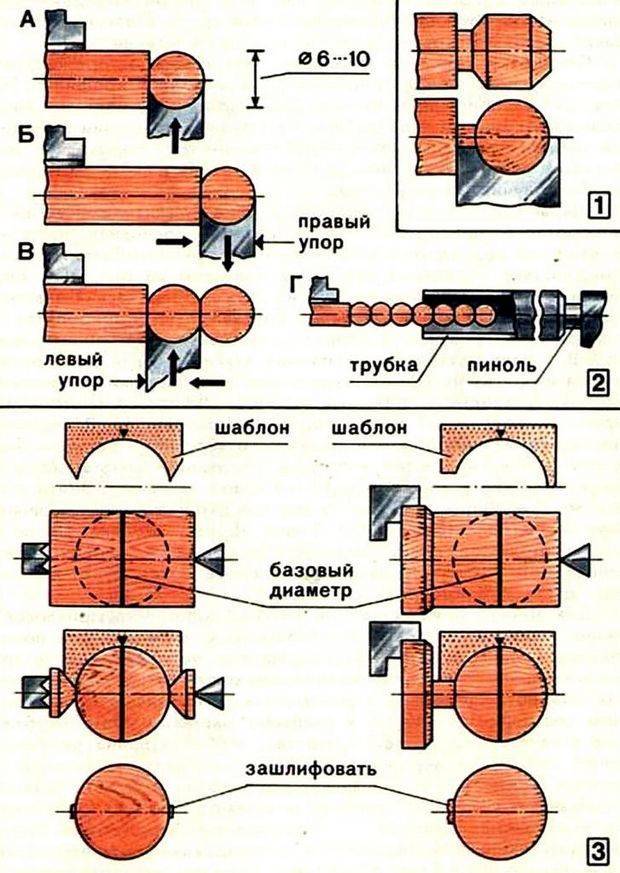
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
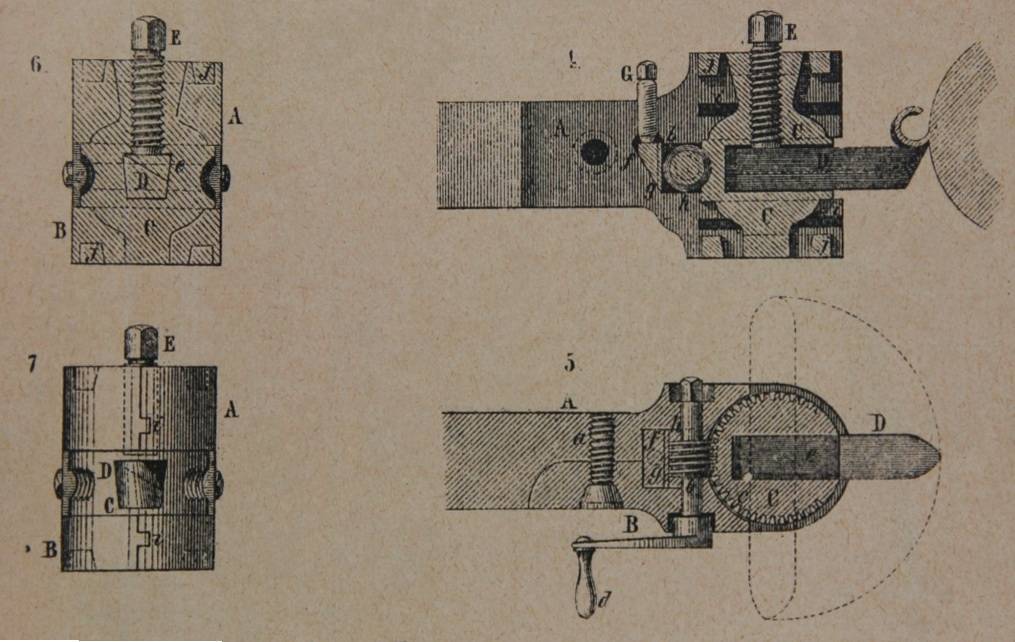
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Важно!
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Как сделать идеальный деревянный шар на токарном станке
Как сделать идеальный шар из дерева на токарном станке? Какие самые необходимые и лаконичные действия нужны для этого? То есть как предварительно обрезать деревянную чурку, как мягко срезать слой за слоем и другие вопросы в этом видеуороке.
Основательный метод
Сначала он выравнивает поверхность в качестве черновой обработки. Удаляет неровности на скорости 1400 оборотов в минуту. Доводит чурку до нужной толщины, равной диаметру шара.
Следующий шаг — очерчиваем центр. Теперь эта маркировка центра должна быть сохранена до конца работы. Далее разметка диаметра будущего шара по бокам чурки. Далее вырезает по краям, оставляя размер немного больше нужного диаметра. Точную настройку можно сделать позже. Наконец, снимает слои, все время делая поверку диаметра. Шлифует, срезает края, которые закреплены в бабках. Окончательно проводит шлифовку.
Лучший способ
После просмотра дорогостоящей установки токарного станка с ЧПУ с резаком, как дырокол, который вы используете на дрели. Я решил попробовать что-то подобное. Я сделал простые салазки с фиксированными бегунами, чтобы держать мою беспроводную дрель. С отверстием, установленным в патроне (снято пилотное сверло) и вращающимся токарным станком, я подал его в токарный станок. Результат — довольно хорошая сфера. Тем не менее, он оставляет грубую отделку и требует немного шлифования. Эта установка звучит пугающе, и, хотя я очень легко справился с первой попыткой, это было не так уж плохо. До тех пор пока салазки не является безопасным, не играть в бегунов и коронка подается в медленно, то все должно быть в порядке. Но вы должны делать это только в том случае, если вам это нравится, и вы делаете это на свой страх и риск.
Эта установка звучит пугающе, и, хотя я очень легко справился с первой попыткой, это было не так уж плохо. До тех пор пока салазки не является безопасным, не играть в бегунов и коронка подается в медленно, то все должно быть в порядке. Но вы должны делать это только в том случае, если вам это нравится, и вы делаете это на свой страх и риск. Требуется меньше минуты, чтобы сделать каждый шар, а затем несколько минут шлифования. Это должен быть самый простой способ сделать их, но у него есть ограничения. Я сделал два дюйма шариков, поскольку это был размер моих самых больших отверстий. Я не думаю, что ты мог бы пойти намного больше.
Требуется меньше минуты, чтобы сделать каждый шар, а затем несколько минут шлифования. Это должен быть самый простой способ сделать их, но у него есть ограничения. Я сделал два дюйма шариков, поскольку это был размер моих самых больших отверстий. Я не думаю, что ты мог бы пойти намного больше. Я решил сделать некоторые из них, склеив чередующиеся цветные сегменты, чтобы сделать пустой. Когда я закончил, я вкрутил в проушину, затем привязал ленту, чтобы украсить елочку.
Я решил сделать некоторые из них, склеив чередующиеся цветные сегменты, чтобы сделать пустой. Когда я закончил, я вкрутил в проушину, затем привязал ленту, чтобы украсить елочку.
Так вот, это простой и быстрый способ сделать деревянные шары.
Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Можно ли это сделать?
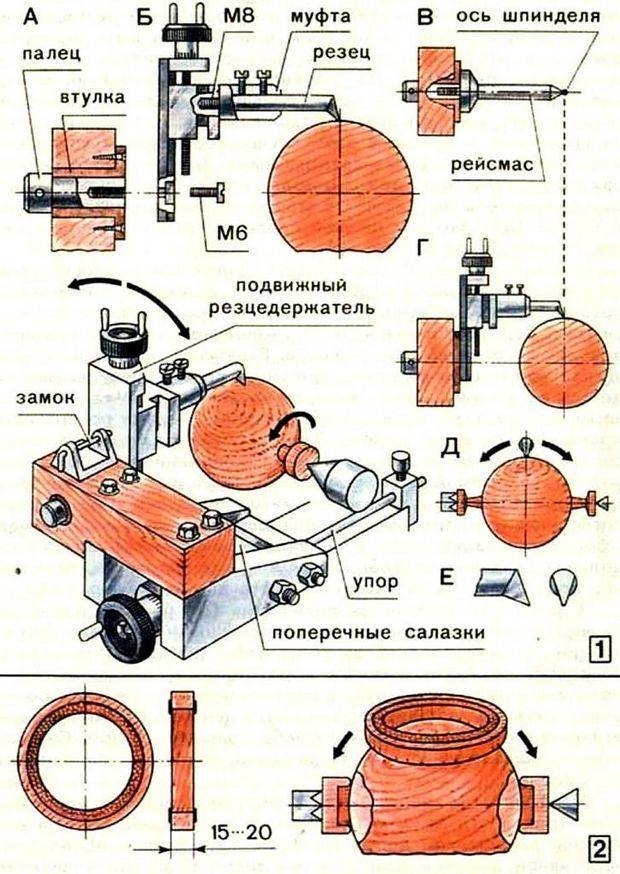
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
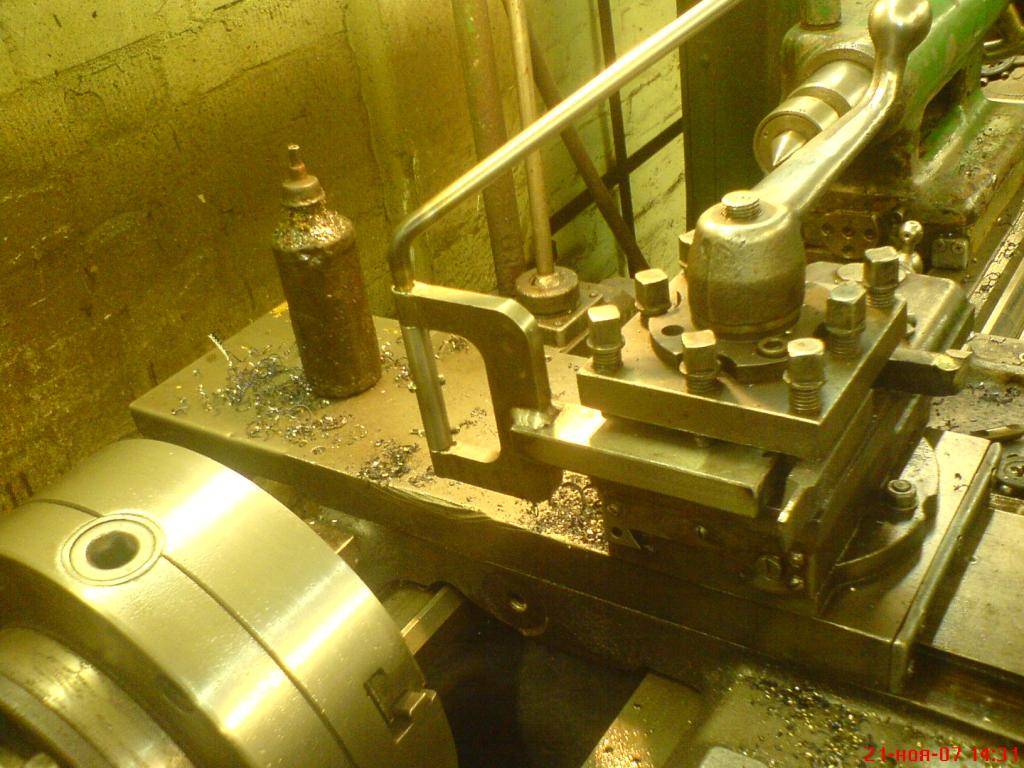
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.





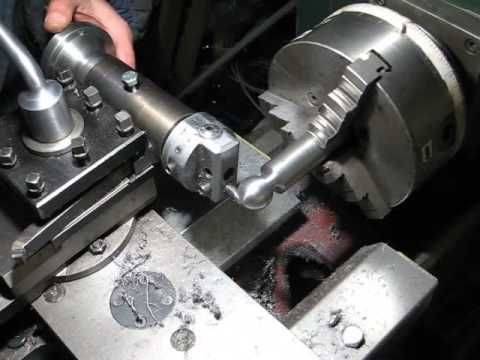


Точение деревянного шара.
Искал информацию по домашним токарным станкам, и наткнулся на это видео. Меня прям заворожила красота и простота исполнения.
Красиво, но о технике безопасности он не слышал

Долго работает, опытный. Страх пропадает уже. У нас так в цеху уже несколько человек пальцев лишились. Кто на ленточной пиле, кто на фрезе, кто кромочник решил почистить, не отключая станка. А станок что, фотоэлементы увидали что то, фрезой чик. Они же не думают, что там в щель во время работы кроме кромки что то могут сунуть. За 7 лет человек 5 пальцы себе так порезали. Один погрузчика не боялся. Сел вместе с грузом на вилы и даже не держится. Груз упал. грузчик тоже. Ноги по частям собирали, ходить уже не будет, пацану лет 25. Ох уж это игнорирование техники безопасности.
Парень рассказывал. На заводе электриком работал в штамповочном цехе. Надо если мусор стряхнуть с пресса, рабочие многие прямо рукой сметают. Щеточками специальными не пользуются, не отключают пресс предварительно, ни ногу с педальки не убирают. Нажать только и все. Руки не будет. Пара сотен тонн расплющит. У половины по одному пальцу как минимум нет.И продолжают же лезть.
Надо везде вводить защиту от долбоёбов. От дурака уже не работает ) Вот хороший пример: https://youtube.com/watch?v=dFYAt_1E-Vo
и не стоит недооценивать идиотов, они же уберут этот механизм, что бы он случайно не сломался)
В том то и дело, что нет. Многотонные барабаны останавливают вмиг, а такие пилы для них и вовсе пушинка.
Я тоже думал, что это полезное ноу-хау, пока умные люди не переубедили. Что всё давно изобретено и не одноразовое
У меня например на ЧПУшном фрезере фреза с 24к оборотов в случае чего останавливается мгновенно. Хотя не думаю, что ей это на пользу идет. Но это если станок например потерял связь с сервоприводами или с самим пантографом. Предполагает, что что то отвалилось и нужно блокировать любой ценой. А если просто зайти в рабочую зону, отработают фотоэлементы и остановка настроена на 4 секунды. Хотя можно и уменьшить.
Внутри типа тормозных дисков и колодок на пружинах. Включая двигатель электромагниты убирают тормоз, если внештатная ситуация, то электромагниты отключаются и пружины давят колодки на диск. Но это упрощено, там что то посложнее. Тормозные муфты или как там они правильно называются, не помню.

У этого Мастера опыта по работе на станках столько, что он знает как и где опасно, а где просто деревяшка крутится. зовут его Александр Кутузов. найди в нете, прежде чем обсуждать его умения.
Все его знания где опасно и где нет тут не причем. на фото явно видно, что там полный пзидец. Длинные манжеты возле крутящегося барабана.
Я не осуждаю его умения, я осуждаю его соблюдение техники безопасности.
Я как опытный столяр-краснодеревщик со всеми пальцами(тфу-тфу) с 17 летним стажем, а так-же инженер-технолог деревообработки, зная лично этого мастера, заявляю! на видео нет нарушения техники безопасности.
Советую по новой прослушать курс техники безопасности. А то, что все пальцы целы — это хорошо, хорошо бы что бы так и оставалось. Но несоблюдение техники безопасности не шутки. Боле спорить не намерен.
Советую не советовать людям, которые знают и умеют многое в своей стихии. Смотрим с 2.20 и видим что рукава как и положено застёгнуты, чтоб стружка не попадала. ТБ знаю наизусть и в своё время школоту учил по ТБ. Плохо что дилетанты пытаются рассуждать о том, в чем не разбираются.
Сколько я уже видел когда профи пренебрегают техникой безопасности. 12 лет назад работал на заводе, человек не застегнул спецовку на пуговицы. Жарко ведь, а он столько лет работает, профи. Край одежды попал под ленту транспортера, намотало вмиг, одни ноги торчат. Смертельный случай. Другой так же профи, ограждения мешают убирать рабочее место, нафиг их. Упал в окорочный барабан, за секунды мешок с костями, шансов выжить не было. Сварщик лет 30 работал, профи, демонтировал старый транспортер, высота метров 5. Отвлексязапизделсязадумался, отрезал арматуру, на которой сидел — инвалид. В пилоточке Ваня тоже лет 30 работал, опыт так и прёт, убрал концевик на откидном козырьке, мешает, с ним мало места, а он же профи. Закусило нож и как гильотиной по пальцу, вырвало кусок, до кости. Палец удалось спасти, но почти не гнется.
На новой работе, как я уже писал выше, в основном пальцы оставляли, переломные ноги, один палец придавленный пневмозажимами. И всё из-за того, что ебали они все ТБ, профи же.
На фото явно видны манжеты рукавов и барабан, это нарушение. Я так понимаю ты просто выгораживаешь его, потому что знаком с ним. Лучше бы посоветовал ему быть повнимательнее, что бы и дальше радовал красивыми поделками.
Строение токарного станка
Универсальный центровой токарный станок является самым распространенным токарным станком. Название токарного станка происходит от двух точек, между которыми по центру зажимается заготовка.
Конструктивные элементы токарного станка можно разделить на 5 основных групп:
- Станина в виде массивного литого основания;
- Передняя и задняя бабки;
- Устройство подачи;
- Продольный или поперечный саппорт;
- Набор сменных шестерней;
- Коробка передач.
Станина токарного станка
Это основная часть токарного станка, она имеет форму балки и изготовлена, как правило, из серого чугуна. Станина должна быть достаточно жесткой и прочной, чтобы выдерживать вес других частей токарного станка, не гнуться и выдерживать силы, возникающие при токарной обработке.
- Станина токарного станка обычно устанавливается на двух корпусных ножках.
- Левая ножка в основном скрывает двигатель и коробку передач, правая служит ящиком для инструментов.
- Вверху станины есть направляющая для опоры и задней бабки.
- Устройство подачи скользит по внешним направляющим поверхностям, а задняя бабка — по внутренним направляющим поверхностям.
Из-за возможных повреждений на нее не ставят инструменты, полуфабрикаты, для этого предусмотрены отсеки для хранения.
Передняя бабка токарного станка
Это полый вал, установленный в подшипниках, конструктивно выбранных для предотвращения изгиба шпинделя и поддержания давления, создаваемого во время обработки.
- Передний и задний коренные подшипники (скользящие) воспринимают давление перпендикулярно оси шпинделя.
- Эти давления также называются радиальными давлениями.
- Давление в направлении оси шпинделя (осевое давление) воспринимается подшипником качения.
- Шпиндель и бабка не должны вибрировать во время работы.
Правый конец шпинделя выступает из передней бабки и имеет на внешнем конце резьбу, к которой прикручен зажим для зажима заготовки. Основная часть бабки — шпиндель.








Шпиндель
Шпиндель приводится в движение двигателем, который, как уже упоминалось, установлен в левой стойке токарного станка. На валу двигателя имеется ведущий шкив с канавками для приводных ремней, передающих движение на ведомый шкив и на редуктор.
- Коробка передач имеет несколько передач, и перемещение скользящих шестерен изменяет передачи и, следовательно, скорость ведущего шкива.
- Движение от ведущего шкива передается широким плоским ремнем на шкив в передней бабке.
- Шкив закреплен на корпусе, установленном на двух шарикоподшипниках.
Шпиндель свободно проходит через корпус и может быть соединен с ним с помощью муфты или шаблона шестерни.
Устройство подачи
Во время токарной обработки нож перемещается вручную или механически, в радиальном и осевом направлении относительно заготовки. Подающее устройство приводится в движение валом и сменными шестернями. Движение передается на шестерни в редукторе подачи.
Переключение передач изменяет скорость подачи ножа при повороте.
- В подающем механизме шестерни разделены на три группы I, II, III. В части I шестерни переключаются путем перемещения скользящих шестерен с помощью маховика.
- В части II представлена шестерня Нортона, которая приводится в движение промежуточным валом, на котором закреплена широкая шестерня, с которой шестерня постоянно находится в зацеплении, установленная на поворотном рычаге.
Кроме того, широкое применение находит обработанная древесина. Вы можете оборудовать или дополнить его обычным мебельным производством, он также послужит практичным аксессуаром в интерьере и экстерьере.
Альтернативные способы изготовления основы для топиария
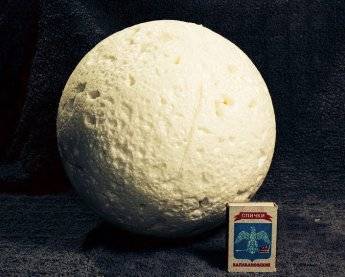
Монтажная пена
В полиэтиленовый пакет выдавливаем монтажную пену, чтобы получилась заготовка — фигура, приближенная к форме сферы, но обязательно больше необходимого диаметра шара. Ждем, пока герметик полностью затвердеет, снимаем пакет, канцелярским ножом придаем массе нужную форму — не только шар.
Пенопластовый шар своими руками
Вместо монтажной пены можно использовать заготовку из пенопласта, например, упаковку от бытовой техники либо склеить несколько листов между собой — для получения необходимой толщины.

Но пенопласт неоднородный и сильно крошится: сделать шар для топиария правильной формы сложно, мусора остается очень много. Из пенопластового листа можно также вырезать основу для плоского топиария.
Техника папье-маше
Надуваем воздушный шарик до нужного размера, поверхность промазываем ПВА, клеим листы бумаги (можно туалетной), фрагменты старых газет или салфетки. Продолжаем наращивать массу, обильно промазывая каждый слой клеем, набираем толщину минимум 7-10 мм.
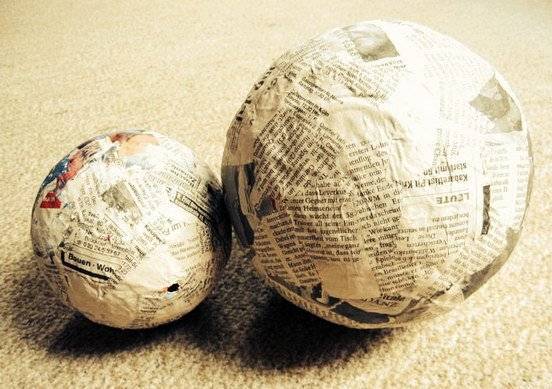
После полного высыхания заготовки воздушный шар аккуратно сдуваем и вытягиваем, каркас остается. Получился хрупкий, но оригинальный шар для топиария в технике папье-маше. Способ трудоемкий, основа долго сохнет.
Вязальные нитки
Способ в точности имитирует технику папье-маше, но вместо бумаги используются вязальные нитки: получается каркас, подходящий для легкой кроны. Не рекомендуем использовать бечевку вместо пряжи: материал дорогой и сильно впитывает клей.

Процесс работы при креплении между двумя центрами
Одним из наиболее популярных способов работы на токарном станке является вытачивание детали, закрепленной между передней и задней бабкой. Подобным методом можно изготавливать различные изделия, в том числе достаточно большого размера. Помимо универсальности, этот способ отличается безопасностью, его рекомендуют для обучения работе на токарном станке по дереву начинающих токарей.
Обтачивание до цилиндрической формы
Используя полукруглый резец с ровной режущей кромкой, выполняют выравнивание детали. Начиная с одного конца заготовки, без сильного нажима, медленно и аккуратно снимают избыточный материал. Не надо гнаться за скоростью, эта работа не терпит суеты. В результате с поверхности должны исчезнуть все плоскости, а заготовка должна обрести форму правильного цилиндра требуемого диаметра.
Выравнивание плоским резцом
После того как болванке придана форма правильного цилиндра, токарный станок отключают. Поскольку в процессе работы было снято некоторое количество материала, заготовка стала тоньше, следовательно, нужно пододвинуть подручник ближе.
Дальнейшее выравнивание выполняют с помощью косого плоского резца. Это простой и эффективный прием. Полотно резца упирается на подручник, его поддерживают одной рукой, второй держат за ручку, немного приподымая инструмент для противодействия вращению заготовки.
Время от времени станок отключают, с помощью штангенциркуля контролируют диаметр детали.
Использование отрезного резца
Данный тип резцов применяют в случае необходимости отрезать заготовку из дерева определенной длины. Он оставляет идеально ровный срез, практически не требующий последующей шлифовки.
Чтобы срез получился точным, рекомендуется предварительно поставить пометку на детали. Для этого подойдет обычный карандаш. Удерживая резец перпендикулярно заготовке, с легким нажимом его вдавливают в древесину. Срез делают не на полную глубину, оставляют тонкую шейку, которую впоследствии срезают ножом или пилой.
Выполнение декоративных элементов
Основные декоративные элементы, которые изготавливают на токарном станке, – это валик и желобок. Чаще всего между ними оставляют цилиндрический поясок. Комбинируя эти три несложные детали, можно вытачивать самые разные изделия из дерева: от карнизов до элементов мебели.
Работать будет проще, если выполнить предварительную разметку. Для этого достаточно линейки и простого карандаша. Пометки делают при выключенном станке, а когда заготовка начнет вращаться, их наводят с помощью того же карандаша. Достаточно поднести грифель к вращающейся поверхности, линия получится отчетливой и контрастной.
Работу начинают с того, что резцом проделывают канавку чуть в стороне от намеченной линии. Глубина канавки примерно 3 мм. Наклоняя режущую часть в одну сторону и в другую, расширяют канавку.
Остается придать валику правильную форму, для этого резец устанавливают точно посредине канавки и медленно проворачивают ручку, позволяя режущей кромке снимать лишнюю древесину. Точно так же делают другую сторону валика.









Создавать желобки удобно с помощью полукруглого резца. Медленно передвигая его по заготовке между пометками, снимают лишнюю древесину, постепенно увеличивая глубину выемки. Придать законченность желобку можно с помощью косого резца. Им формируют переход от желобка к валику или цилиндрическому пояску.
Как выточить конус на токарном станке
Токарные станки применяются для точения заготовок во время ее точения путем использования специальных резцов. При наличии определенного опыта выточить можно не только детали обычной формы, но и, к примеру, коническую поверхность. Для создания конуса следует иметь определенные навыки работы на токарном станке.
Точение конуса
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой. Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
- Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке. Обработка конических поверхностей может проводиться со скоростью, которая выбирается в зависимости от стойкости режущей кромки и твердости материала. Если точных данных, которые позволяют рассчитать скорость резания нет, следует идти испытательным путем – от меньших значений к большим.
- Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
- Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
- Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.
Подобным образом можно провести создание конических поверхностей без использования специального приспособления.
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Конусная линейка
Некоторые токарные станки оснащаются специальными конусными линейками. Подобное приспособление позволяет проводить обработку наружных и внутренних поверхностей, когда угол наклона не превышает 12 градусов. Сделать конусную форму в этом случае можно путем сочетания продольной и поперечной передачи.
https://youtube.com/watch?v=HysW_hx6pZ0
При использовании линейки можно подобрать угол, который будет создан при одновременном движении суппорта в продольном и поперечном направлении. Правильный угол выдерживать на протяжении всего времени позволяет специальная линейка.
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





