

Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
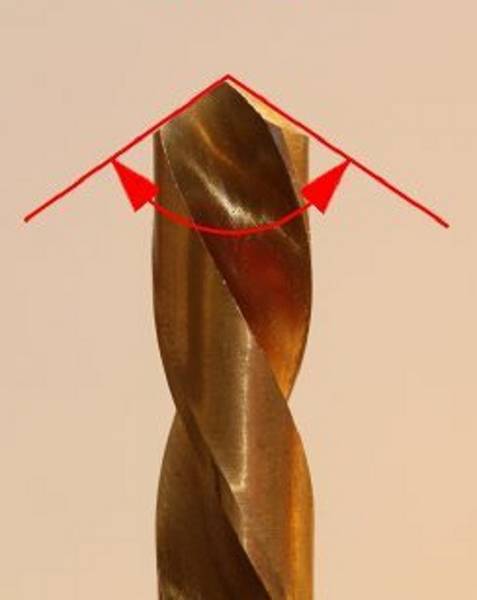
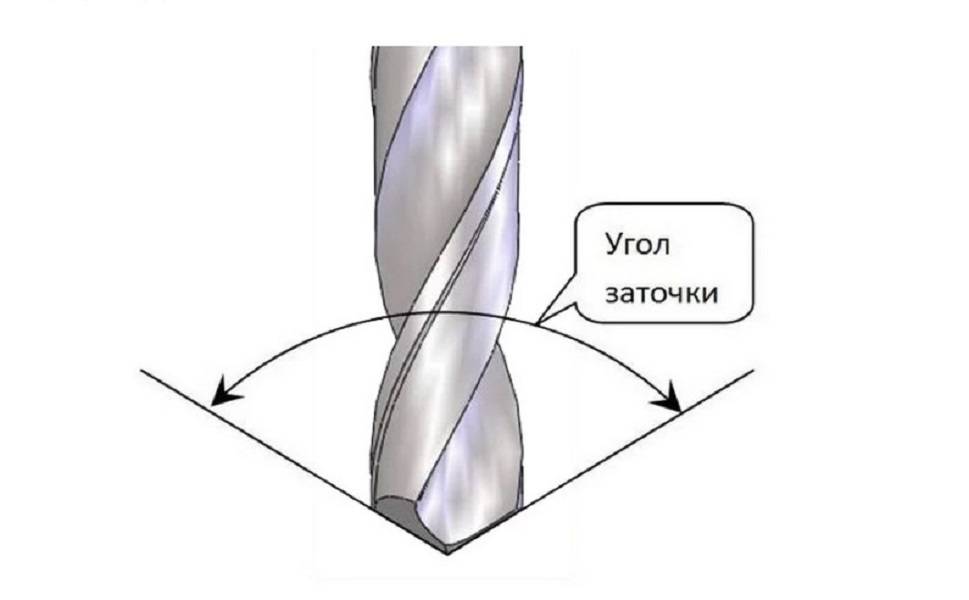
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Как правильно сверлить
При наличии острого инструмента можно выполнить высверливание отверстия в заготовке металла толщиной не больше 4 мм. Для правильной работы рекомендуется следовать следующей последовательности действий:
- Место, в котором необходимо высверлить отверстие, отметить посредством использования керна.
- Во время сверления инструмент необходимо держать перпендикулярно по отношению рабочей поверхности металлической заготовки.
- Болгарка (шуруповерт) должны работать на небольших оборотах. Их величина зависит от диаметра: с увеличением диаметра, уменьшается скорость вращения инструмента.
- В результате сверления повышается рабочая температура рабочей поверхности. Для ее понижения рекомендуется применять тонкий слой масла для смазки инструмента.
Нарушение процедуры работы может привести к его быстрому затуплению.
Важно не только придерживаться рекомендаций эксплуатации инструмента, но и его правильный выбор. Качество сверла во многом зависит от цвета металла, из которого оно изготовлено
Например:
- Стальной с оттенком серого. Свидетельствует о то, что готовый инструмент не повергался термообработке. Такой буравчик прослужит недолго.
- Черный. После изготовления сверло подвергалось обработкой посредством применения горячего пара. Благодаря этому увеличивается и прочность металла.
- Золотистый. Такой цвет буравчика означает, что металл избавлен от напряжения. Это увеличивает его качество и прочность.
- Ярко-золотистый. Такой цвет говорит о высоком показателе износостойкости. При создании такого инструмента используется металл, содержащий в себе примеси нитрид титана. Они отличаются высокой стоимостью и длительным сроком эксплуатации.
При правильном использовании и выборе ступенчатого буравчика, инструмент прослужит верно и долго.
Приступаем к процессу заточки
Сначала рассмотрим, как правильно заточить сверло самому при помощи наждачных материалов.
Основной процесс ложится на заднюю часть. Включаем приспособление с наждаком и, крепко держа сверло по металлу, подносим его к кругу так, чтобы режущая часть была направлена на точило.









У нас получится параллельное расположение сверла относительно механизма. Заточив, таким образом, инструмент — мы получаем качественное сверло по металлам.
Такая простая заточка подходит для сверл с диаметром не больше 10 миллиметров.
Если он будет увеличиваться, то можно добавить общее время заточки, уделить повышенное внимание передней стороне и так далее. Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок
Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок.
Такое приспособление позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Видео:
Кроме того, если Вам нужно постоянно иметь возможность заточить свои инструменты, то собственный станок будет как нельзя кстати.
Особенно выгодно устанавливать такое приспособление дома, если нужно заточить твердосплавные сверла по металлу.
Есть определенные требования, согласно которым заточки следует проводить только на станке:
- если мы работаем со сверлами, которые используются для работы в глухих отверстиях, со снижением осевого усилия резания;
- работа с универсальными инструментами, имеющими большую прочность, что дает возможность обрабатывать прочные металлы;
- работа с подточкой меньшей толщины, если требуется сверление на значительную глубину.
Основная задача, которую должен исполнять станок – не просто затачивать, а правильно ориентировать сверло по металлу относительно круга. Поэтому в его конструкции есть опорная плита.
На нее устанавливают и сам станок, и двигатель, вал которого позволяет проводить точение. Там же подсоединяем поворотную колонку, на которой будет крепиться сверло.
Она поворачивается в удобном для нас положении – еще один плюс в возможности располагать инструмент.
Как наточить правильно
В принципе, затачивать сверла по металлу возможно и без «помощников», при должной сноровке.
Чтобы правильно затачивать сверла по металлу, не помешает мерка для наклона.
Болгаркой
Элементарный инструмент для заточки – болгарка и шлифовальный диск. Обычные отрезные не подойдут – они слишком тонкие. Так как нагрузка поперечная, диск может лопнуть. Учитывая, что защита будет снизу, осколки полетят прямо в лицо или тело. В остальном, заточить сверло болгаркой можно быстро и без навыков слесаря.

Чтобы правильно точить сверла по металлу, действуйте по инструкции:
- Хвостовик зажимается в струбцину или тиски. Будет проще, если сразу выставить наклон 120 градусов, чтобы болгарка выводила ровную плоскость.
- Болгарку нужно держать параллельно полу и понемногу снимать металл с кромки.

Через каждые несколько проходов, кромка «пробуется» ногтем. Если он срезается – значит сверло наточить получилось.
Нужно учитывать, что быстрорез, из которого делаются расходники, очень капризный. Перегревать его нельзя, поэтому болгаркой увлекаться не стоит. Следует регулярно поливать кромку холодной водой и работать не дольше 3 секунд.
На наждаке
Это уже специальный инструмент для заточки, поэтому работать с ним проще. Для работы со сталями HSS и Р6М5 нужны средние обороты.
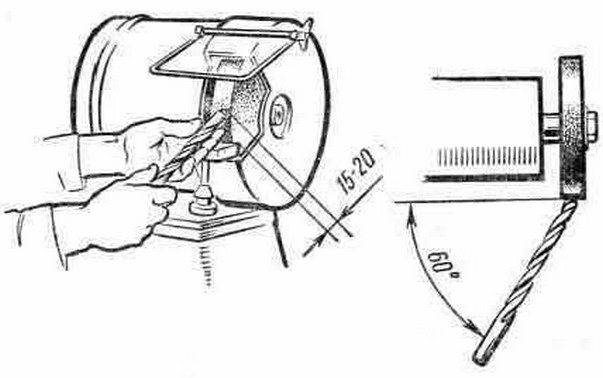
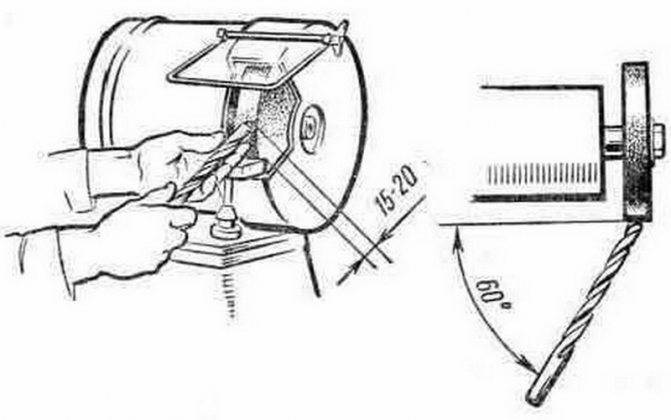
Итак, заточной станок можно подготовить. На «столике» возле круга можно заранее отмерять 60 градусов, чтобы ориентировать на него. Рядом поставить стакан с водой и периодически макать туда сверло.

Теперь можно приступать:
- По отметке в 60 градусов выставляется сверло.
- Теперь, не перемещая центр, нужно его аккуратно поворачивать по оси. Левой рукой придерживаем спираль возле кромки, а правой проворачиваем хвостовик.
- Каждые 15 секунд макая в стакан с маслом, нужно снять затупившуюся кромку.
На этой
можно наглядно посмотреть градус.




Способы
При сверлении твердых материалов с ними должны контактировать только кромки. Именно поэтому проводится заточка задней поверхности под определенным углом. В результате этой операции между кромкой и дном отверстия появляется зазор.
Использование конической заточки
Сверло вставляется в специальную призму точильного станка, которая перемещается вокруг своей оси. Призма по отношению к точильному кругу располагается под определенным углом. По форме задняя часть сверла напоминает конус. Она располагается в том месте, где пересекается рабочая поверхность заточного круга с осью качания.

Для того чтобы правильно заточить сверло, нужно предварительно провести настройку параметров. Ось конуса заточки должна располагаться под углом в 45 градусов по отношению к оси самого сверла. Конусная заточка может выполняться с применением двух методов:
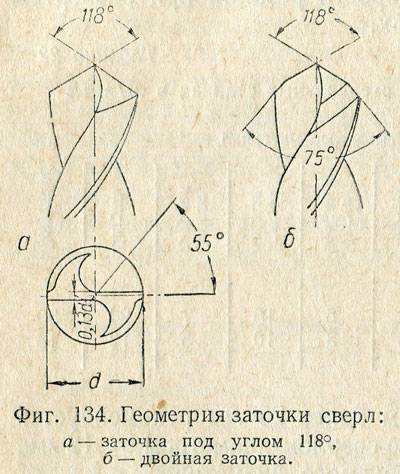
- Вершина конуса, которую будут затачивать, должна располагаться ниже вершины конуса заточки. Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.
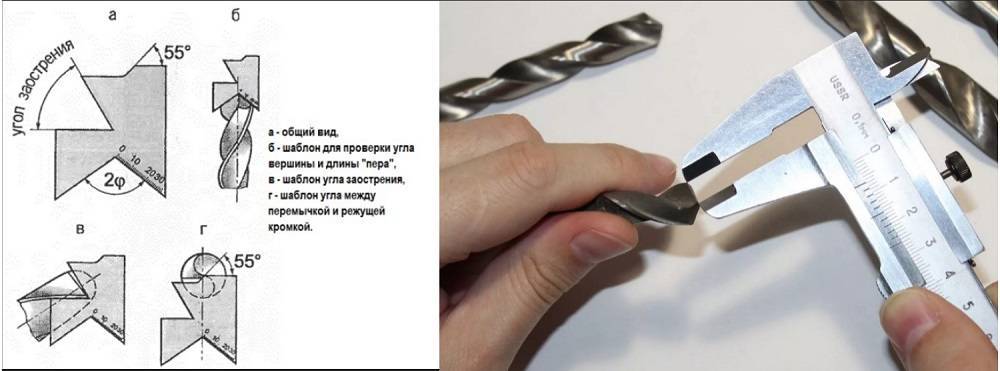
- Для того чтобы обеспечить задний угол для периферической точки, нужно обеспечить показатели – а-5-7 градусов, угол 2ф – от 116 до 118 градусов. режущая поперечная кромка должна находиться под углом в 55 градусов.
Использование винтовой заточки
Если возникает необходимость автоматизировать процесс заточки сверл, то рекомендовано применение винтового метода. Он заключается в том, что поступательные движения согласованы с вращениями точильного круга. С его помощью можно проводить одновременную заточку передних и задних углов.
При винтовой заточке задние углы рабочей части увеличиваются по приближению к центру. При использовании этого метода наблюдается снижение прочности поперечной кромке сверл, что приводит к их поломке при сверлении чрезмерно твердых материалов.
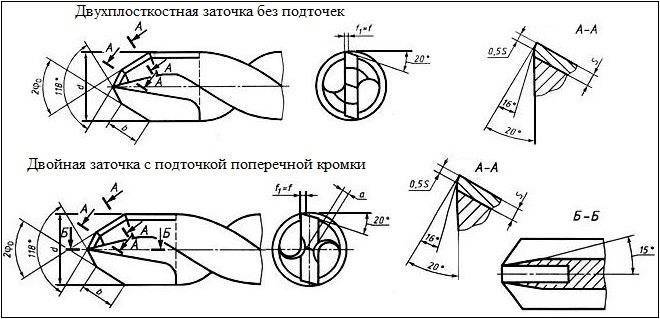
Двухплоскостная заточка

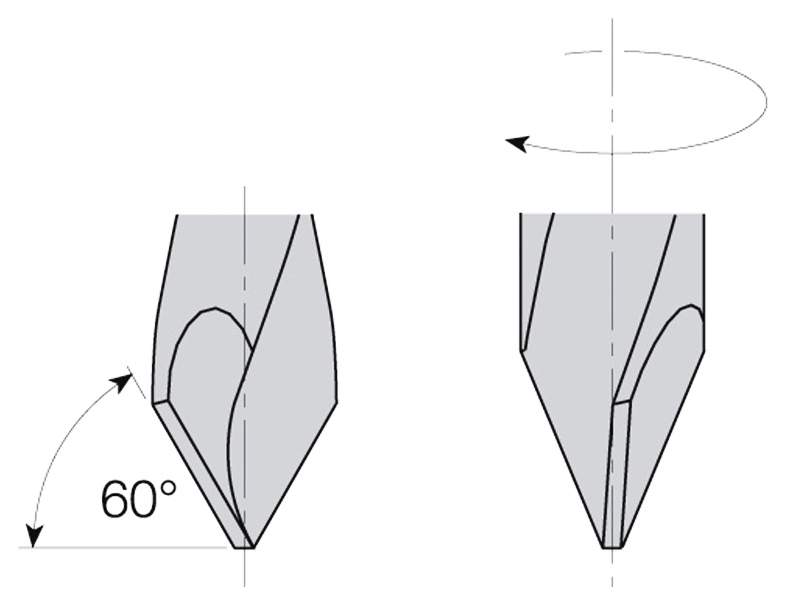
С помощью этого метода рекомендовано проводить заточку сверл, которые предназначены для сверления нетвердых материалов. Если диаметр мм сверла составляет менее 3, то рекомендовано применение этого метода заточки. С применением этого метода оттачиваются сверла под углом 60 градусов. Благодаря этому методу усовершенствуются изделия, а не исправляются погрешности.
Как выполнить заточку спирального сверла
По краям режущего инструмента значение скорости резания является минимальным, но нагрев режущих кромок происходит до максимальной величины. Предусмотреть отведение тепла от углов кромок довольно проблематично. В связи с этим у приспособления начинают затупляться в первую очередь углы, а далее вся режущая кромка. В последствии происходит истирание задней части, наблюдается возникновение штрихов и рисок, которые идут от режущей кромки. При постепенном износе штрихи сливаются, образовывая одну полоску, которая идет по всей длине кромки, сужаясь к центру сверла. Поперечные кромки при превышении порога износостойкости могут попросту смяться.
В случае затупления сверла начинают моментально издавать скрипящий звук. Если не провести своевременное заострение режущей части инструмента, то будет возникать усиленный перегрев, который в кратчайшее время приведет конструкцию к износу.
Чтобы облегчить контроль над геометрией приспособления следует поработать над созданием шаблона. Благодаря ему легко можно будет узнать в какой части инструмента требуется дополнительный съем металла
Для соблюдения симметрии, важно проводить затачивание каждого участка сверла с одинаковым нажимом к поверхности точила
Для работы необходимо предусмотреть наличие следующих компонентов:
- шлифовального круга;
- втулок;
- воды;
- соды;
- алюминиевых, медных или стальных листов.
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.







Заточка сверл – подготовительные мероприятия
Домашних мастеров часто огорчает невозможность дальнейшей реализации замыслов из-за того, что затупилось сверло. Как заточить его самому? Ведь в условиях производственных предприятий для решения такой задачи применяется специальное оборудование. Оно позволяет обеспечить повышенную точность, надежно фиксирует режущий хвостовик и восстанавливает состояние режущей кромки за ограниченное время. Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Подойдет следующее оборудование:
- шлифовальная машинка;
- точильный станок;
- электрическая дрель.
Следует тщательно продумать, что понадобится для выполнения работ, чем дополнительно укомплектовать электроинструмент.
 Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Заточка сверл своими руками должна производиться с использованием дополнительных принадлежностей:
точильных кругов, имеющих различную твердость. Зернистость круга подбирается в зависимости от твердости обрабатываемого материала;
емкости, предназначенной для охлаждающей жидкости. По эффективности охлаждения машинное масло обеспечит больший эффект, чем обычная вода;
фиксирующего приспособления, позволяющего гарантировать необходимый угол заострения
Важно обеспечить надежную фиксацию при обработке режущей части.
Для обеспечения неподвижности может использоваться сложное приспособление с регулируемым углом или простая точилка для сверл на дрель.
Для заточных мероприятий понадобятся:
- защитные очки. Они предохранят слизистую оболочку глаз от засорения стружкой и пылью, а также попадания искр при механической обработке;
- рукавицы. Надежно защитят кожу рук от порезов при касании остро заточенной кромки и разлетающихся фрагментов металлической стружки.
Подготовив все необходимое для выполнения работ, следует изучить, как заточить сверло правильно в домашних условиях. Это позволит избежать ошибок и значительно ускорит выполнение заточных мероприятий.
 Работа изношенным сверлом является не только неэффективной, но и небезопасной
Работа изношенным сверлом является не только неэффективной, но и небезопасной
Конструкция приспособления

сверлильным станком
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы
Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов





