

Зависимость от типа сварочного шва
Существует несколько вариантов сцепления металлических элементов в единую конструкцию. По расположению соединяемых деталей различают следующие виды сварных швов:
- Стыковой — наиболее рациональный, т. к. концентрация напряжения в шве при таком методе минимальна. Свариваются торцы деталей, в результате одна часть изделия продолжает другую.
- Угловой — соединяемые элементы располагаются перпендикулярно друг другу. Прочность здесь во многом зависит от верно рассчитанного предельного усилия.
- Тавровый — похож на угловой с той лишь разницей, что детали свариваются торцами. Такая дорожка прочная, экономичная и простая в выполнении.
- Нахлесточный — края сцепляемых деталей несколько находят друг на друга. Такой тип позволяет укрепить соединение и применяется там, где нужно сварить металл толщиной не более 5 мм.
Прежде чем начинать вычисление прочности будущего сцепления, нужно рассчитать площадь его поперечного сечения. Для этого длину сварного соединения умножают на его толщину.
Соединение листов внахлест
Для расчета напряжения среза используют формулу:
где:
- P — нагрузка на шов, Н;
- ’ср — допускаемое напряжение на срез, Па;
- 0,7k — толщина шва в наиболее опасном сечении, см;
- l — длина сварной дорожки, мм.
При соединении внахлест разделка кромок не требуется.
Значение нагрузки P таково:
При расчете учитывают минимальную площадь сечения сварной дорожки в поперечнике. Это связано с тем, что сварочные материалы по прочности могут превышать основной металл.
Угловые конструкции
Такие соединения рассчитываются на основании их поперечного сечения, причем наименьшего, т. е. в наиболее опасном месте дорожки. Показатель устойчивости простого углового шва на изгиб, когда он нагружен лишь моментом M, вычисляется так:
где:
- Wc — момент сопротивления опасного сечения дорожки (шва);
- M — изгибающий момент.
Угловые конструкции рассчитываются на основании их поперечного сечения.
А напряжение простого углового соединения на срез запишется таким образом:
где:
- M — нагружающий момент на срез;
- Fc = 0,7kl — площадь сечения дорожки в опасном месте, мм²;
- P — допустимая нагрузка на дорожку.
При расчете угловых сварных швов на срез применяется общепринятое выражение:
где:
- N — максимальная нагрузка, давящая на линию сцепления;
- с — коэффициент условий рабочей среды, значение указано в стандартизированных таблицах;
- ßf, ßz — постоянные величины, не зависящие от марки металла, ßz = 1, ßf = 0,7;
- Rwf — сопротивление срезу, табличная величина для разных материалов;
- Rwz — сопротивление на линии стыка; стандартные, постоянные табличные величины;
- kf — толщина дорожки, измеряется по линии сплавления;
- Ywf — для стыка материала с сопротивлением 4200 кгс/см² составляет 0,85;
- Ywz — 0,85 для всех марок стали;
- lw — общая длина стыка, уменьшенная на 10 мм.
В определении длины сварочного сцепления на отрыв обязательно учитывают силу, направленную к центру тяжести. При этом площадь сечения выбирают в самом опасном месте дорожки, т. е. наименьшую.
Тавровые швы
Условие прочности сцепления втавр, выполненного встык и работающего на растяжение Р и момент M, выглядит так:
Формула для такого же, но не стыкового, а углового шва:
Тавровые швы могут быть односторонними и двусторонними.
Если тавровое соединение будет нагружено изгибом и крутящим моментом, то применяется уравнение:
Крутящая и изгибающая сила соответственно определяются следующими формулами:
и
Сварка на стыке
Расчет шва встык, который будет работать на сжатие либо на растяжение, выполняется по уравнению:
где:
- l — длина сварочной дорожки, мм;
- P — нагрузка, действующая на стык, Н;
- s — толщина соединяемых деталей, мм;
- ’ р1сж1 — допускаемое для сцепления напряжение на растяжение либо сжатие, Па.
Допустимая действующая нагрузка P составит:
Стыковое сцепление, работающее на изгиб, рассчитывается по формуле:
где:
- М — это изгибающий момент, Н/мм;
- Wc — момент сопротивления расчетного сечения.
Если напряжение шва возникает и от изгиба М, и от сжатия либо растяжения Р, то оно определяется уравнением:
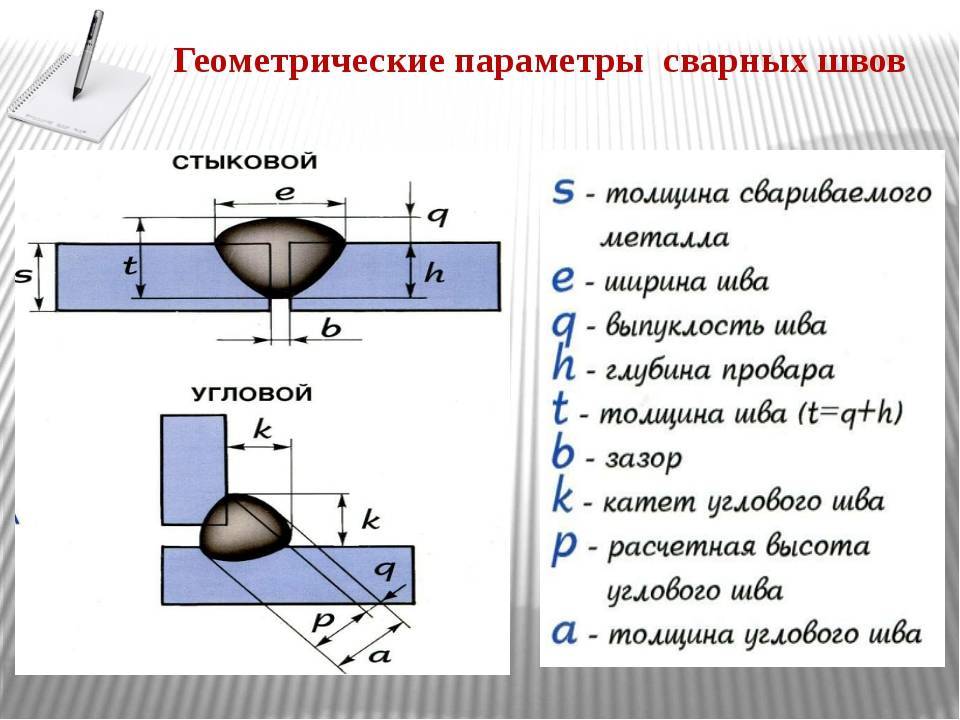
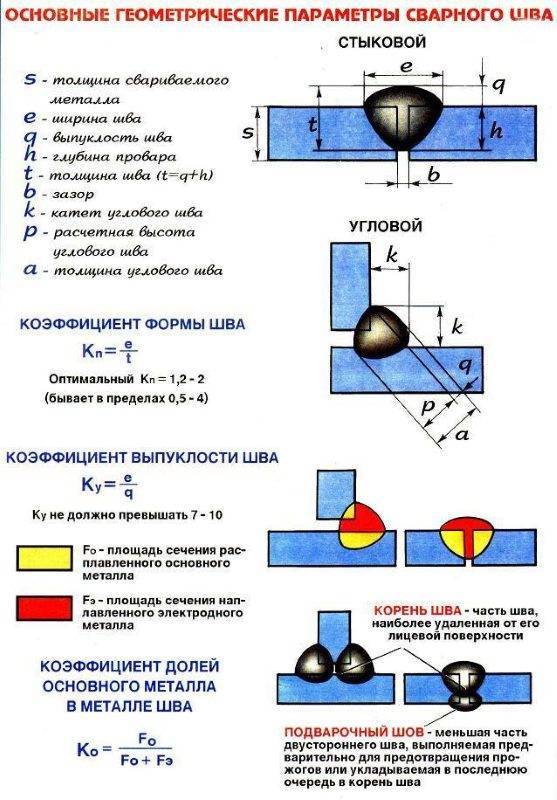
Геометрия сварного шва
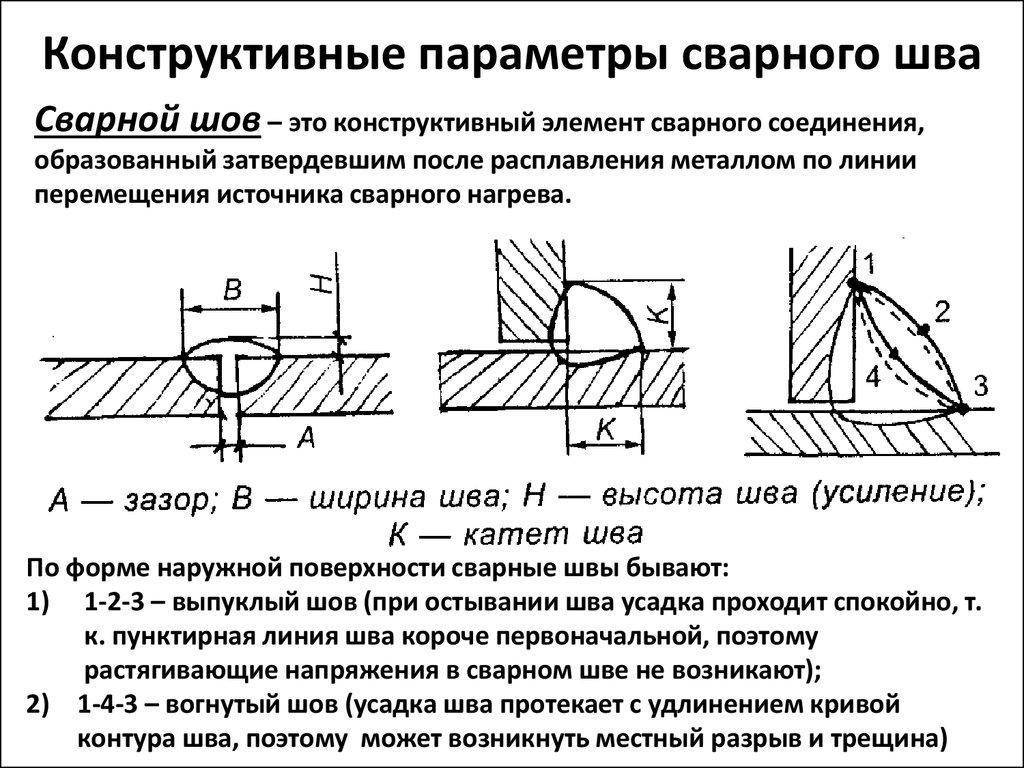
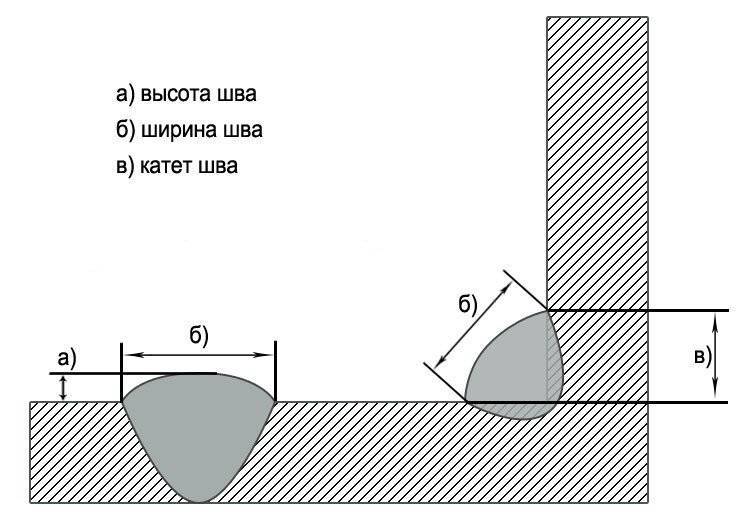
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
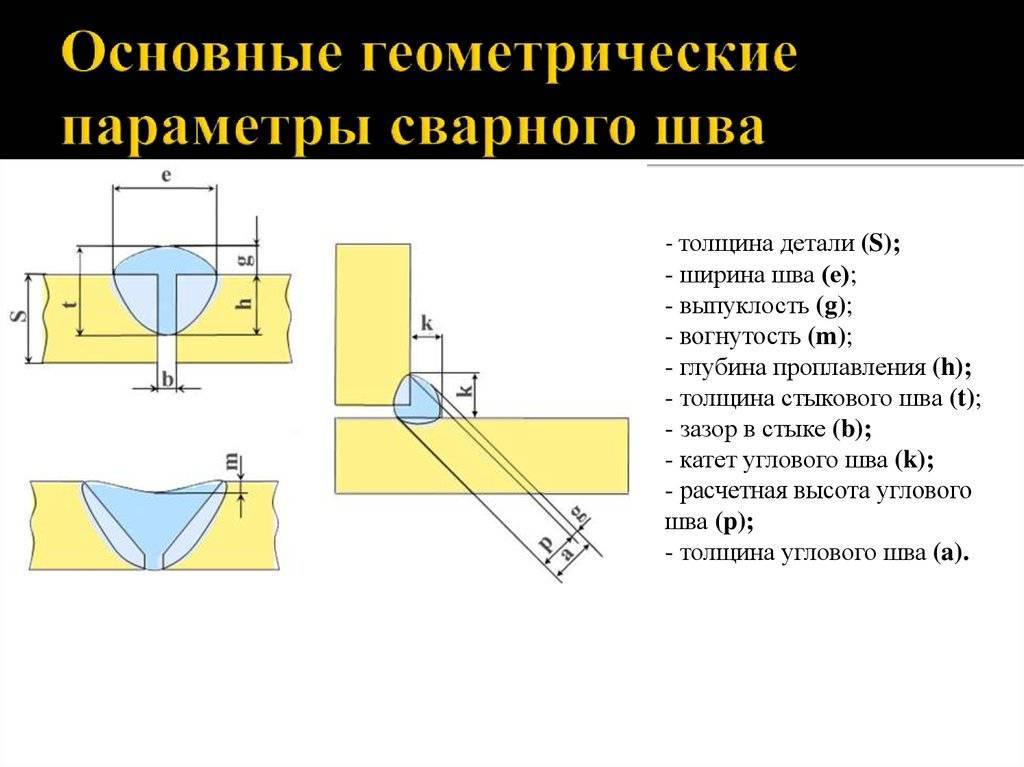
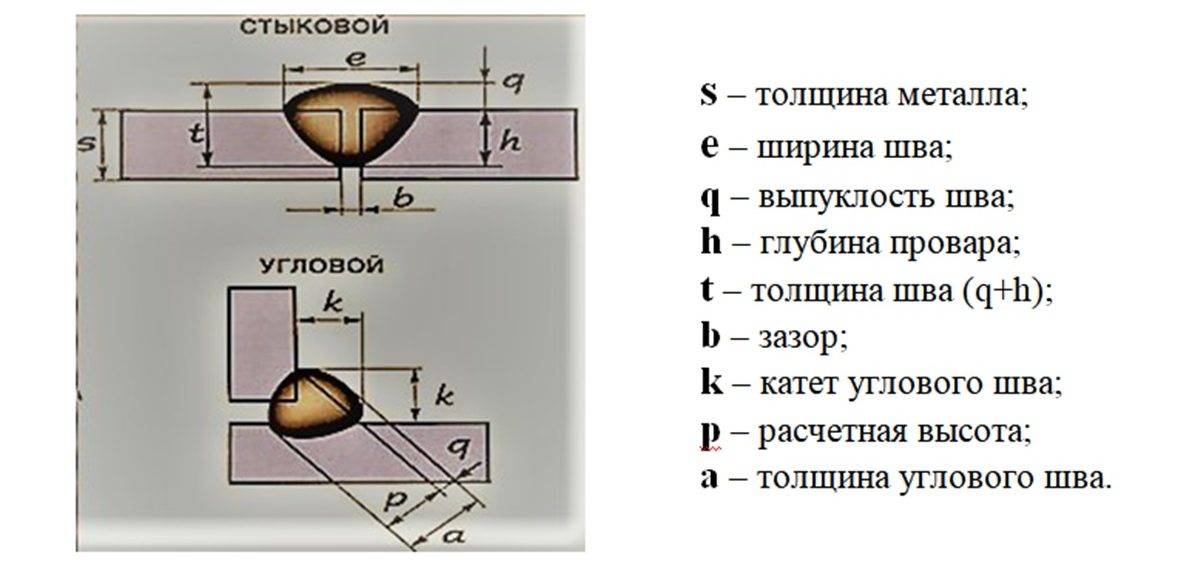
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
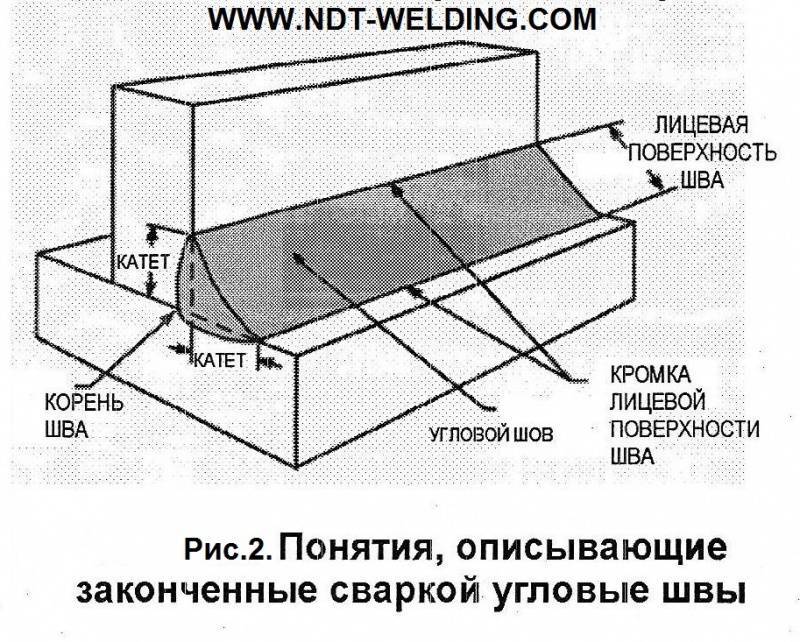
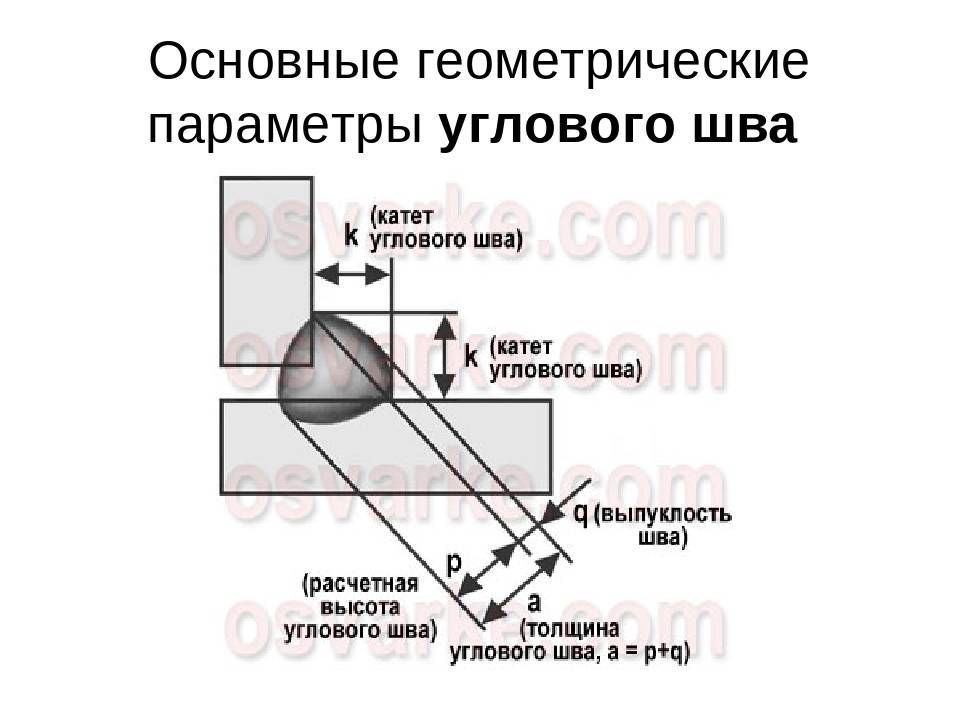
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение
Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
![Катет сварного шва - [4 правила сварки деталей]](https://labequip.ru/wp-content/uploads/e/f/c/efca9f90a857a9e8067ee14de5d0d974.jpeg)
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
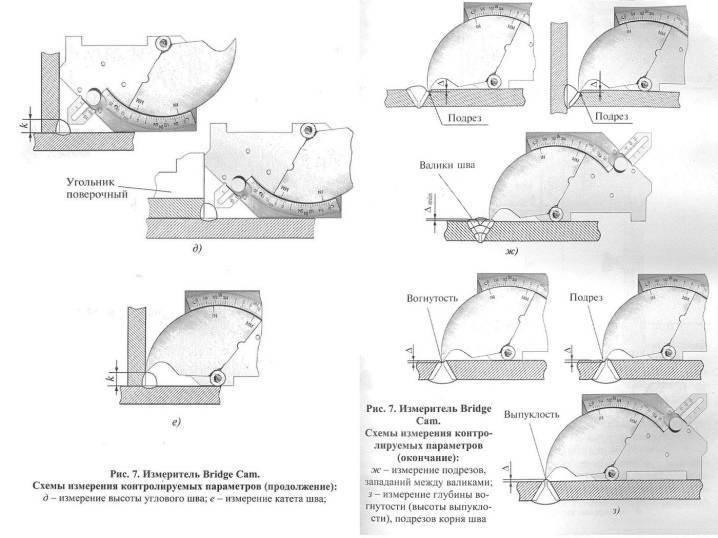
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
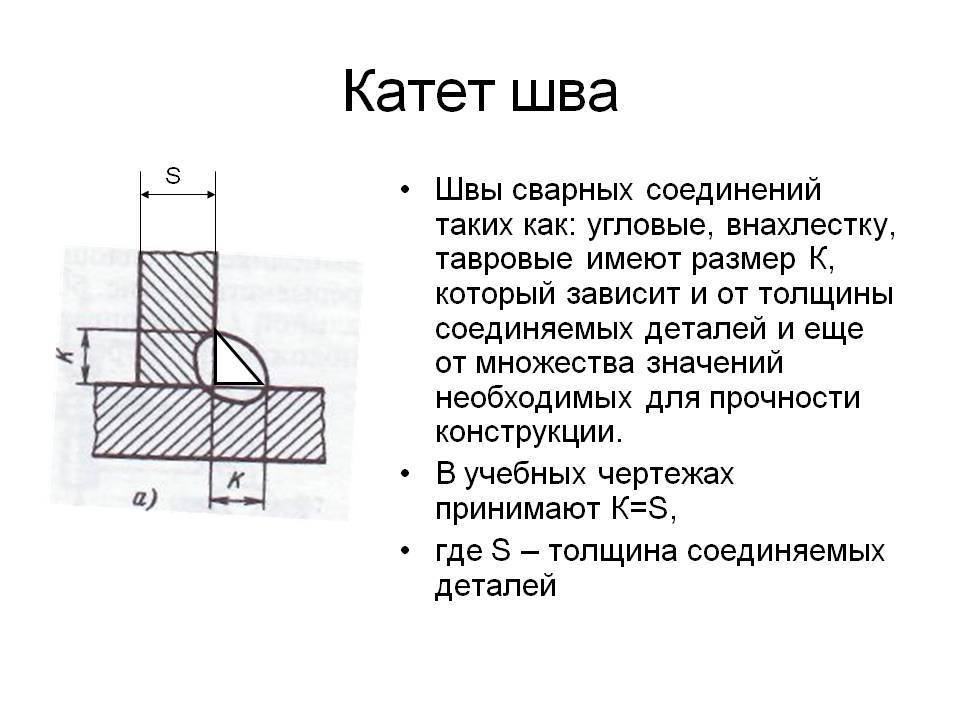
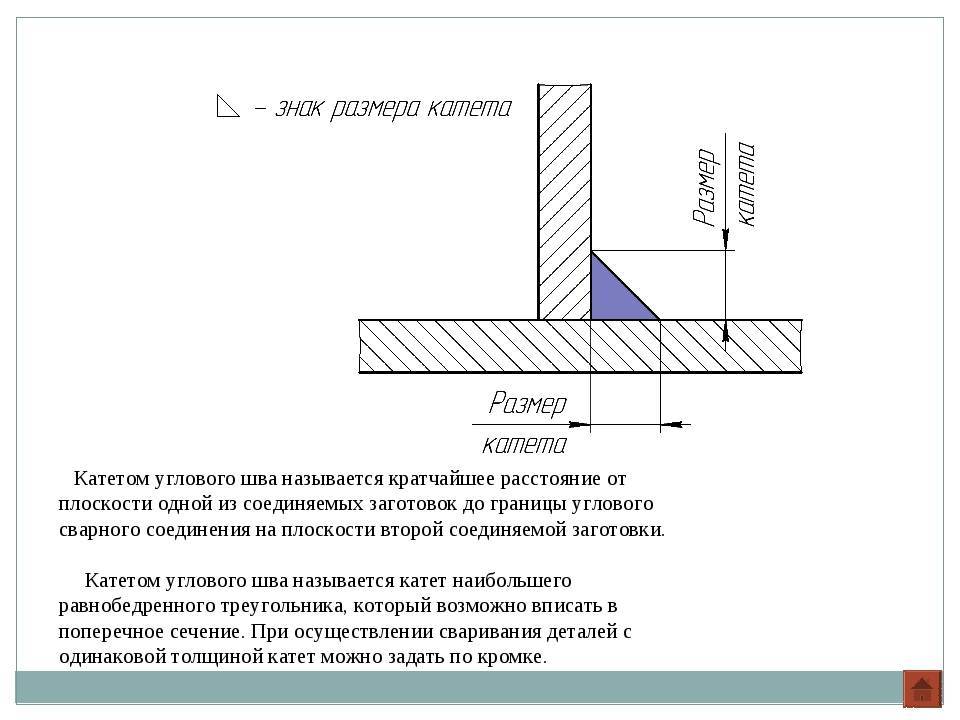
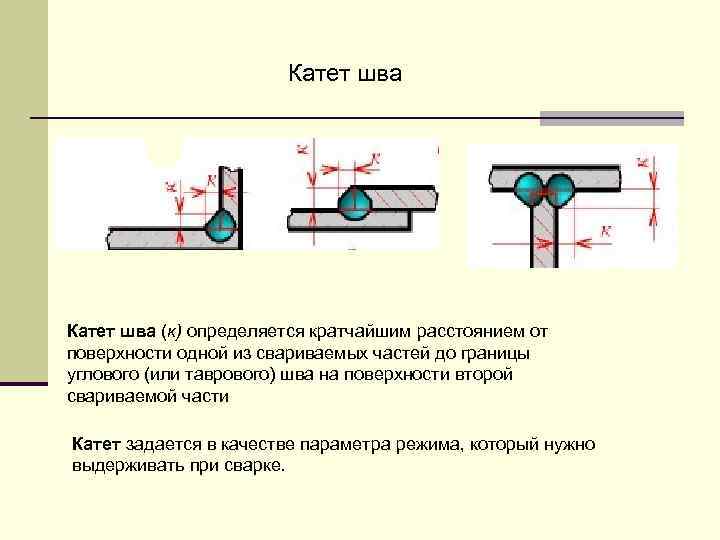
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
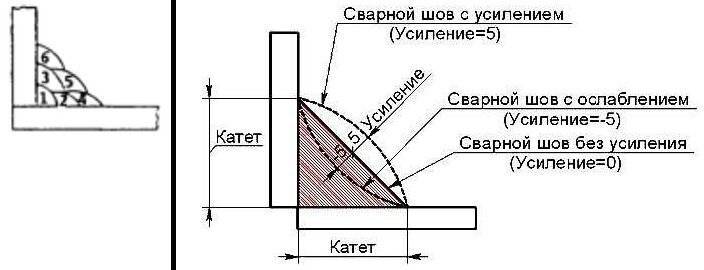
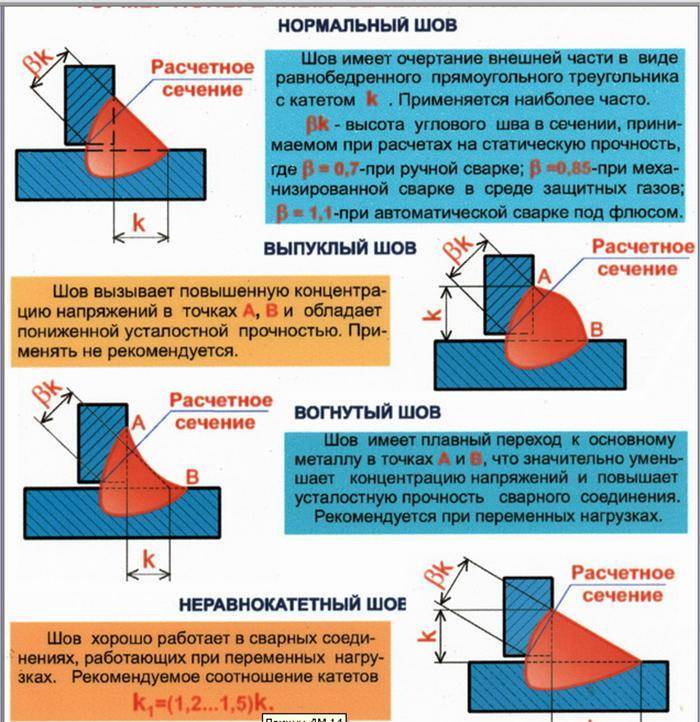
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение
Тем не менее, важность из значения не становится меньше. Здесь выделяют:. Схема углового соединения
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.

Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
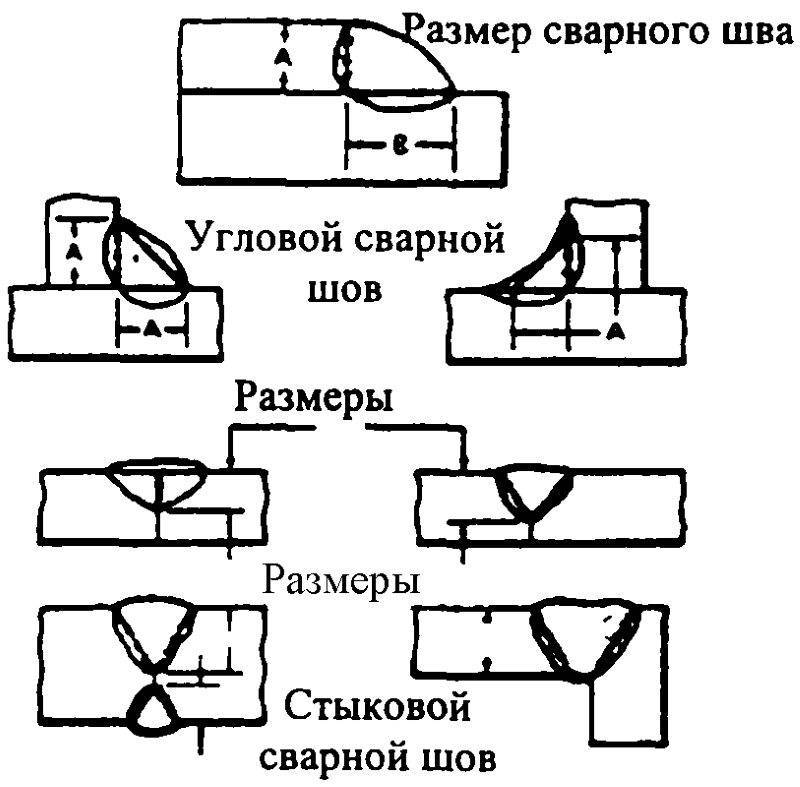
Типы сварных соединений
Участок стыковки двух элементов, полученный в процессе кристаллизации металла после расплавки, называется сварным швом (линией). Выбирают вид сварочной стыковки в зависимости от конфигурации готовой конструкции. В конечном варианте изделие должно иметь нужную форму, хорошую работоспособность и не поддаваться разрушениям.
Сварные швы бывают двух типов:
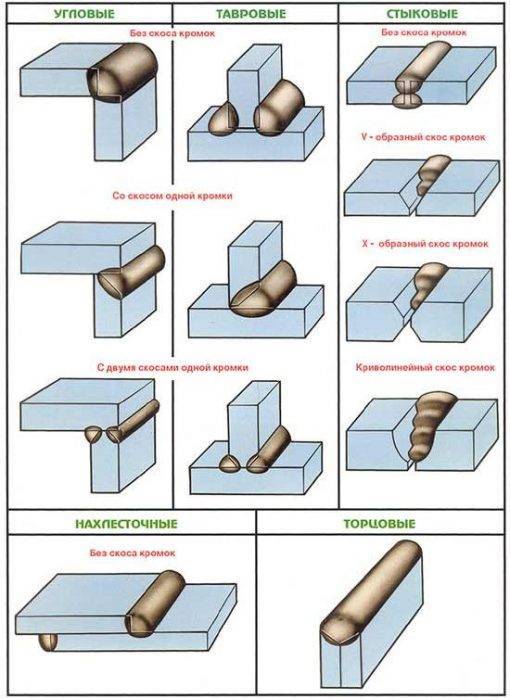
Типы сварных швов
- угловой;
- стыковой.
Угловой выполняется в случаях, когда необходимо получить тавровую, крестовую или непосредственно угловую форму. В сечении такие стыки выполняются с односторонней или двухсторонней разделкой кромок (здесь играют роль габариты конструкции). По виду продольного сечения стыковочные линии бывают непрерывными или прерывистыми (в зависимости от толщины металла).
Стыковой – это самый распространенный вариант сложения двух изделий торцами, внахлест или со скосом кромок. Чаще такие элементы свариваются по горизонтали, а линия сваривания отличается сплошностью стыка. Соединение встык проводят без разделки кромок, но с разделкой торцов деталей. При этом края могут быть как прямыми, так и криволинейными. Металлические листы, соединяемые без разделки кромок, имеют толщину более 8 мм. При меньшем размере детали укладывают с нахлестом 2 мм.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
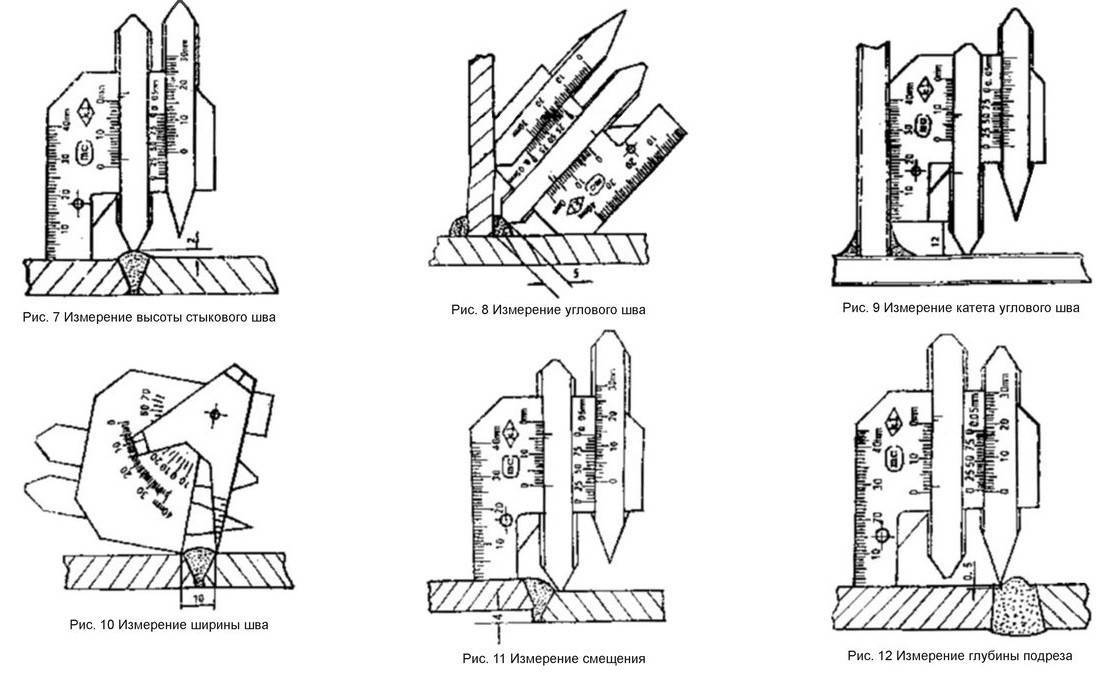
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, .
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Основы дуговой сварки
Катеты угловых сварных швов определяют их размер и расчетную толщину
В тяжелом машиностроении, судостроении и строительстве огромные несущие конструкции со сложными углами часто состоят из сварных соединений протяженностью во множество километров. Среди них, угловые сварные швы используются для соединений углов, Т-образных стыков и нахлесточных соединений, так как они более экономичны по сравнению со швами с разделкой кромок. Дело в том, что угловые сварные швы легче выполняются с точки зрения подготовки кромок и сборки.
Прочность углового сварного шва основывается по расчетам на производной от (фактическая площадь шва: T x W) теоретической толщины (расчетной толщины) и фактической длины шва, как показано на Рис.1. Катеты углового сварного шва определяют его размер. Размер углового сварного шва измеряется по длине катетов самого большого прямоугольного треугольника, который может быть вписан в продольное сечение шва.
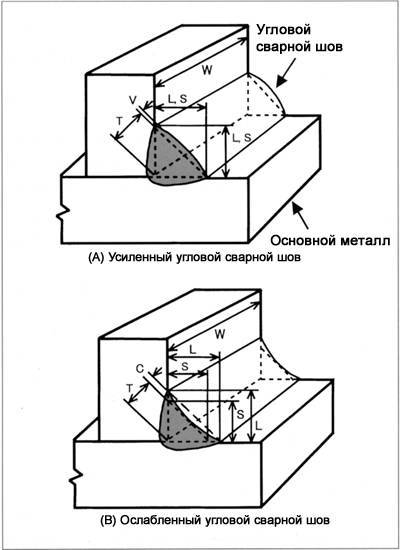
Рис. 1 —Измерения углового сварного шва: L: Длина катета, S:Размер углового сварного шва, T: Расчетная толщина, V: Усиление, C: Ослабление, W: Фактическая длина
Катеты углового сварного шва определяют его расчетную толщину. На Рис. 2 показан результат для случая, когда равнобедренный прямоугольный треугольник может быть вписан в поперечное сечение углового сварного шва: S x cos45° = 0.7S.
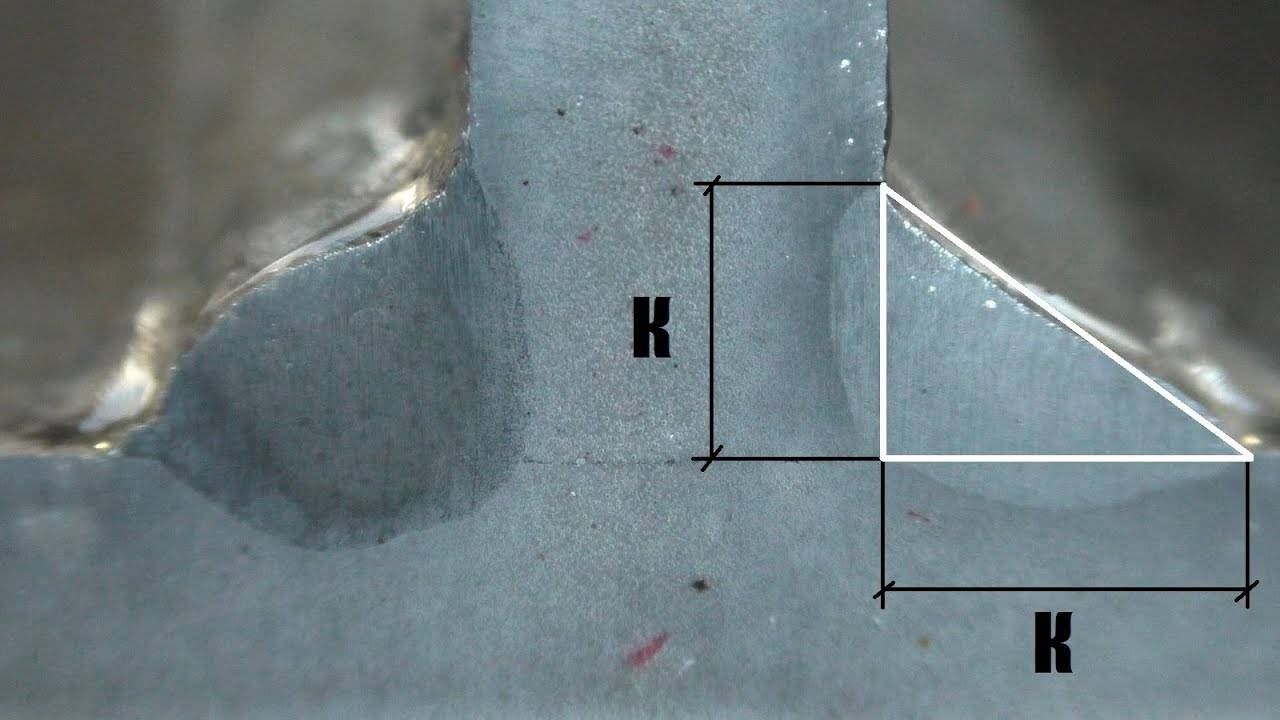
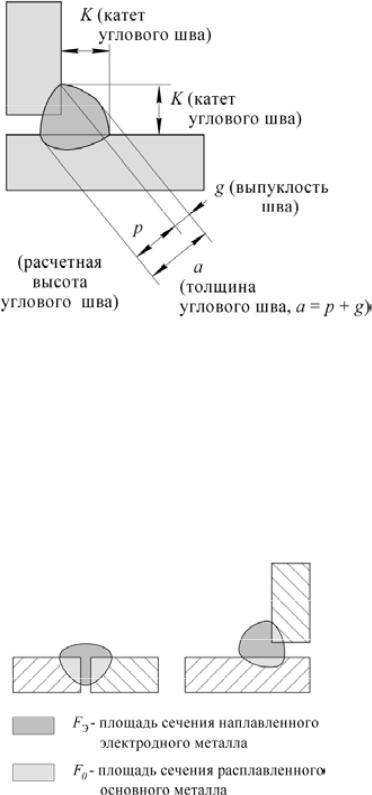
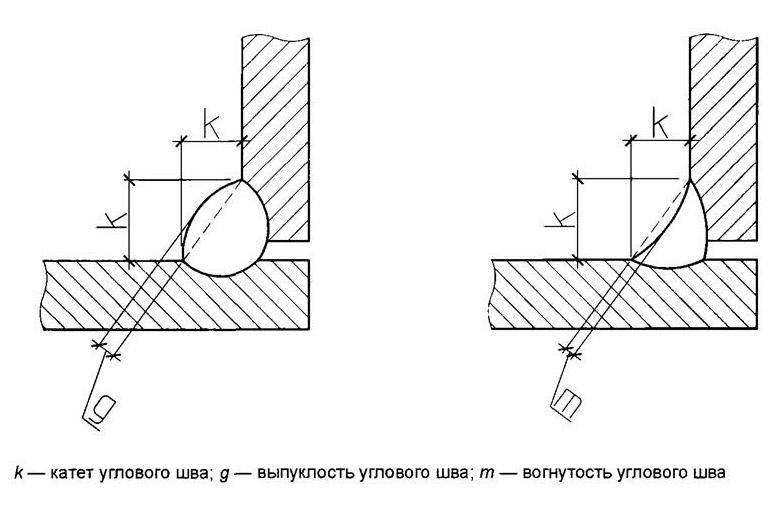

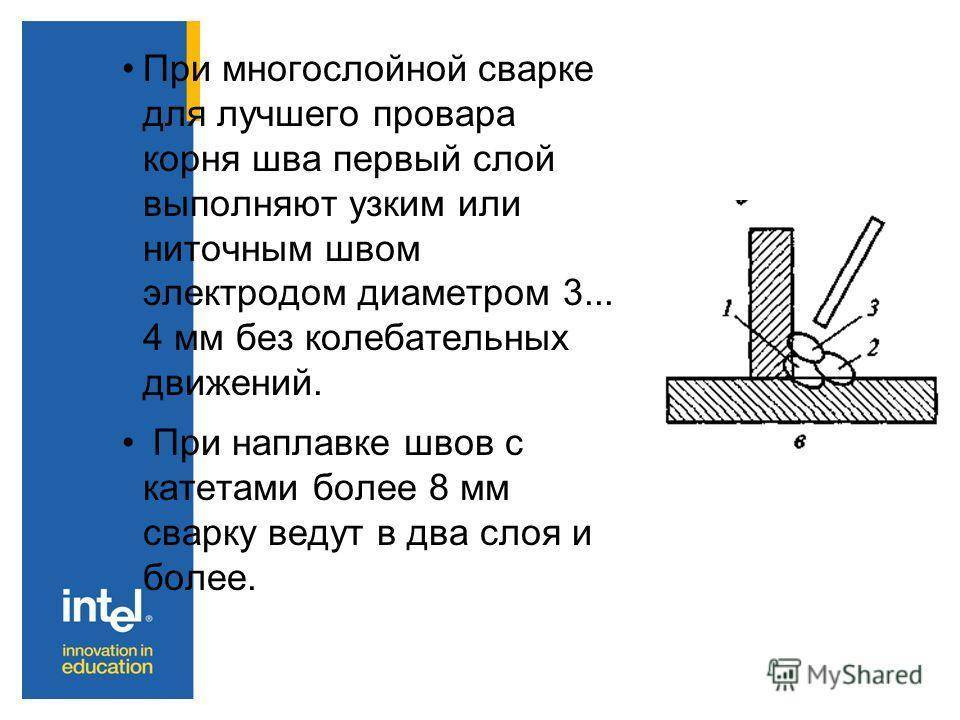
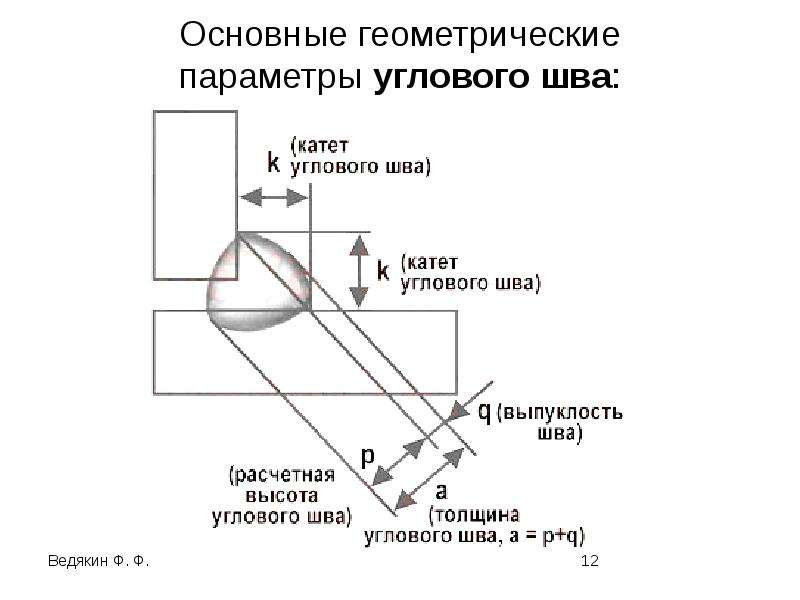
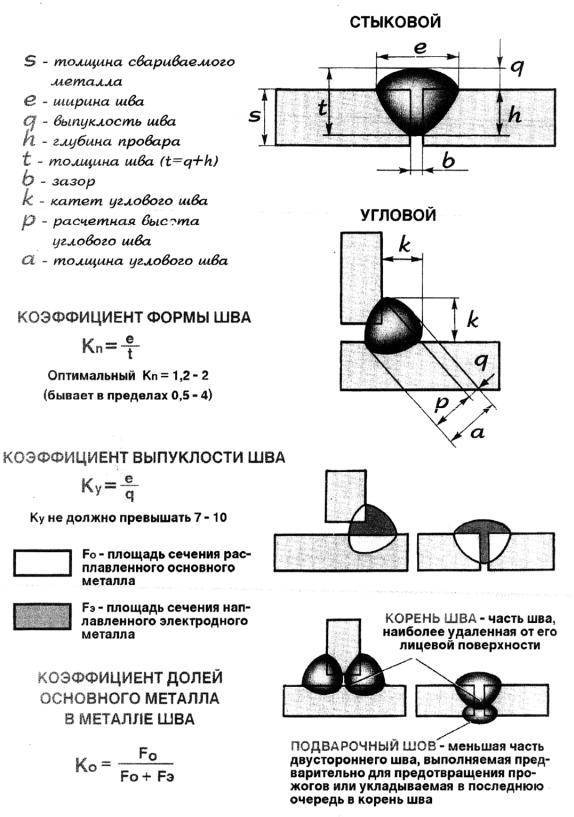
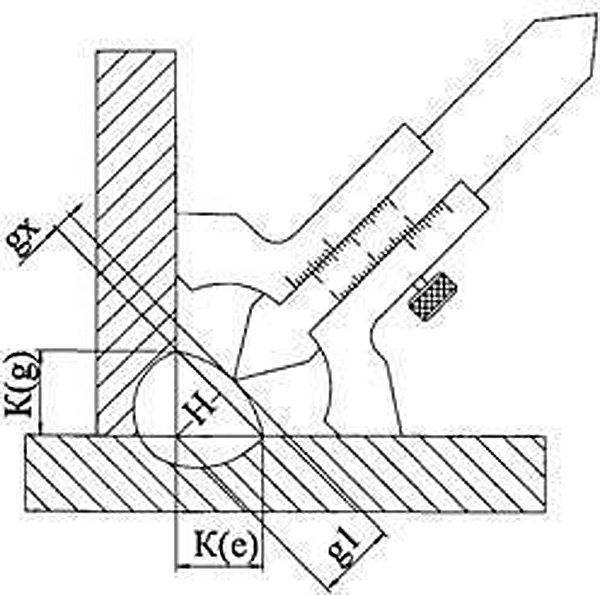
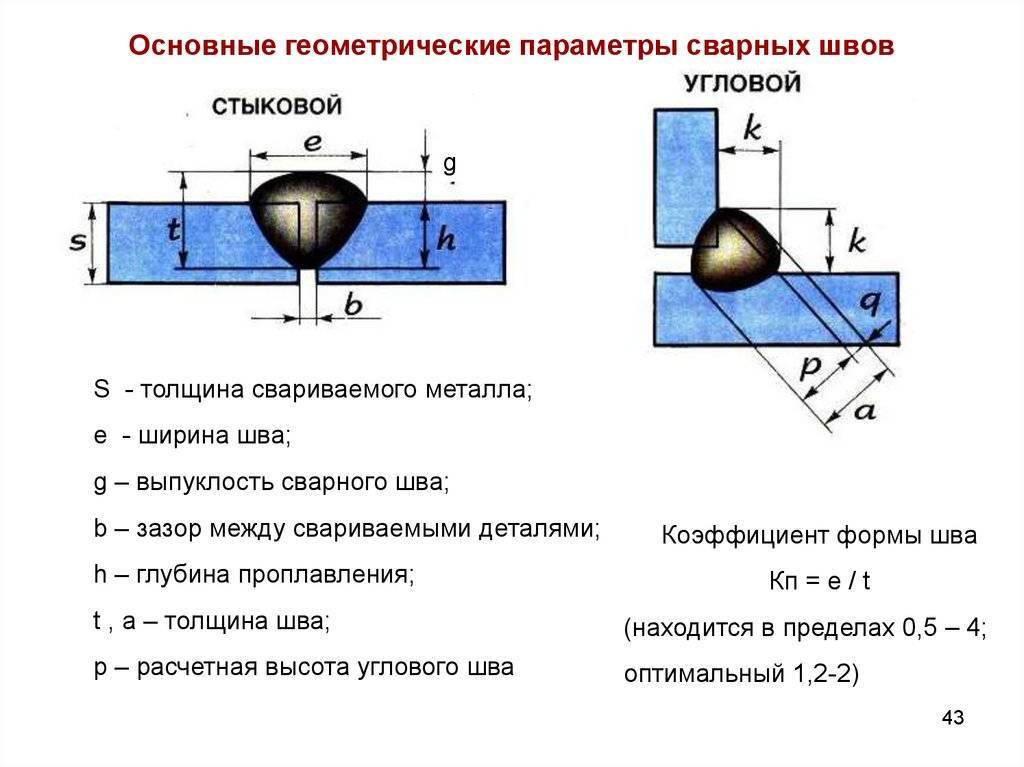
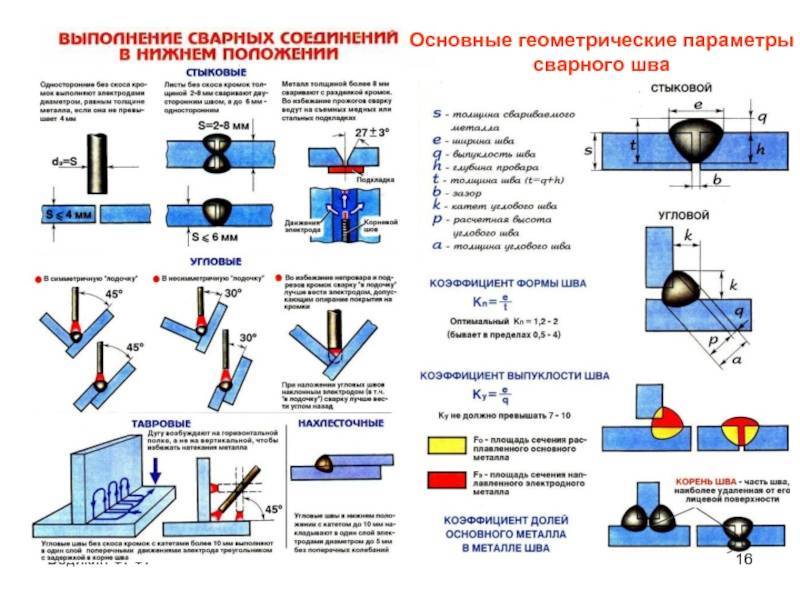
Рис. 2 — Как рассчитать теоретическую толщину углового сварного шва
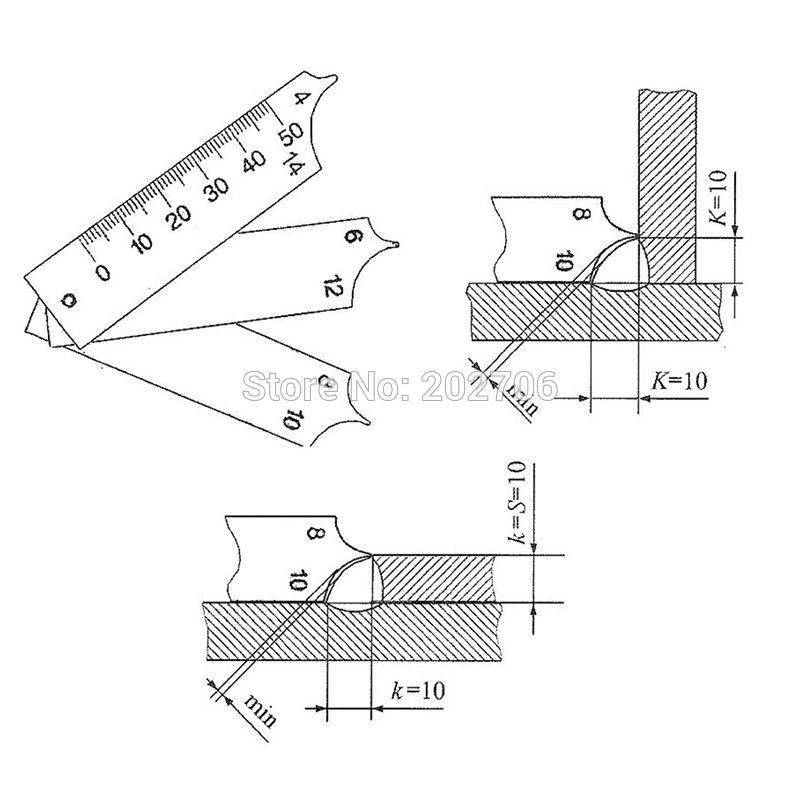
Катеты угловых сварных швов должны быть достаточно большого размера, чтобы они могли выдерживать приложенную нагрузку, но при этом их конкретные размеры не должны быть излишне большими, чтобы свести к минимуму сварочные деформации, а также стоимость. Стандарт AWS Dl.l (Нормы и правила выполнения сварки строительных конструкций — Сталь) приводит минимальный размер катета углового сварного шва для разной толщины основного металла: в частности, катет в 6 мм для металла толщиной от 12,7 до 19 мм. AWS Dl.l также приводит максимальное усиление шва, так как излишнее усиление может вызвать концентрацию напряжений на концах углового шва, что, в свою очередь, может вызвать преждевременное разрушение сварного соединения. В процессе контроля качества угловых сварных швов на реальных изделиях катет или размер, толщина, усиление и ослабление инспектируются с помощью сварочных шаблонов нескольких типов. На Рис.3 показано измерение катета углового сварного шва с помощью сварочного шаблона.

Рис. 3 — Измерение катета углового сварного шва с помощью универсального сварочного шаблона.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.

Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.





