Доставка по России и СНГ
Стоимость от 2 000 Р
- Доставка по Нижнему Новгороду автотранспортом нашей компании;
- Ведущими транспортными компаниями по Нижегородской области, России и странам СНГ;
- Самовывоз продукции с нашего склада.
По вопросу приобретения конвейера с доставкой обращайтесь по телефону +7 831 515-98-41 или в офис компании по адресу в разделе «Контакты»
- О компании
- Конвейеры
- Ленточные конвейеры
- Конвейеры пластинчатые (цепные)
- Многоручьевые
- Накопительные
- Поворотные
- Прямые
- Однорядные
- Конвейеры с модульной лентой
- Роликовые конвейеры (рольганги)
- Сетчатые конвейеры
- Накопительные столы
- Системы динамического взвешивания (чиквейеры)
- Комплектующие
- Ленты конвейерные ПВХ, черные резинотканевые ленты
- Замки для конвейерных лент (устройства скрепления)
- Ролики конвейерные (стальные, ПВХ)
- Роликоопоры
- Тефлоновые ленты и сетки
- Мотор-редукторы
- Модульные ленты
- Стальные конвейерные сетки
- Шкафы управления и частотные преобразователи
- Пластинчатые цепи (ленты)
- Направляющие и компоненты
- Упаковочное оборудование
- Заклейщики гофрокоробов
- Паллетообмотчики (Паллетоупаковщики)
- Формирователи(формовщики) гофрокоробов
- Скачать опросный лист
- Скачать каталоги
- Контакты
- Конвейер ленточный
- Конвейер пластинчатый
- Рольганги
- Сетчатые ковейеры
- Конвейер c модульной лентой
- Накопительный стол
- Комплектующие
- Система динамического взвешивания
- Упаковочное оборудование
Менеджеры компании с радостью ответят на ваши вопросы, произведут расчет стоимости и подготовят индивидуальное коммерческое предложение.
Область применения конвейерных роликов
Конвейерные ролики используются
в разричного рода конвейерном оборудовании.
Конвейерное оборудование
представляет собой подвижное или стационарное транспортное
средство, необходимое для перемещения продукции и
материалов, сыпучих грузов и т.д. Область применения
конвейерного оборудования чрезвычайно широка: от электроэнергетики,
горнорудной промышленности, предприятий нефтегазового
комплекса, черной и цветной металлургии до строительной
индустрии, складского оборудования и железнодорожных
станций.
В зависимости от конструктивных особенностей,
обусловленных объемом и характером груза, различается
конвейерное оборудование разных видов:
стационарные ленточные конвейеры, катучие ленточные
конвейеры, передвижные ленточные конвейеры, телескопические
ленточные конвейеры. В комплект конвейерного оборудования,
как правило, входят приводные, натяжные, предохранительные
и очистительные устройства.
Как не ошибиться при выборе
Конвейерные ролики
на современном рынке представлены в широком ассортименте. К сожалению, не каждый изготовитель способен дать стопроцентную гарантию качества выпускаемой им продукции. Предложения приобрести комплектующие по достаточно низкой цене – далеко не редкость. Но именно этот момент в первую очередь должен насторожить потенциального покупателя. Следует понимать: сомнительная экономия на приобретении дешевого товара может стать причиной неоправданной траты средств в связи со скорым выходом из строя недавно купленных изделий. Поэтому предпочтение нужно отдавать только качественной продукции от проверенных изготовителей, которые уже успели себя зарекомендовать на мировом и отечественном рынках. Если же выбор самостоятельно сделать не предоставляется возможным, рекомендуется обратиться за помощью к квалифицированным экспертам.
Классификация ленточных конвейеров
Существуют некоторые признаки, по которым условно данные устройства можно разделить на несколько групп:
- по области применения: бывают общего назначения, специальные и подземные (транспортировка людей, катучие, а также передвижные);
- по форме трассы: простые (с прямолинейным участком), сложные (с наклонной ломаной трассой), а также криволинейные или пространственные (изгиб в плоскости грузонесущего органа);
- по направлению движения груз: подъемные и спускные;
- по форме ленты и размещению груза: бывает плоская и желобчатая лента в различных модификациях;
- по углу наклона трассы: горизонтальные, наклонные, крутонаклонные (угол более 22 градусов) и вертикальные.
Стоит понимать, что, помимо этого, схема ленточного конвейера предусматривает использования различного тягового и грузонесущего органа. Ленты бывают резинотканевыми, резинотросовыми, проволочными, а также стальными. Тип ленты выбирается исходя из того, в каких условиях она будет работать. К примеру, стальные тяговые органы применяются для работы при высоких температурах (до 850 градусов), точно так же, как и проволочные, которые могут транспортировать грузы при рабочей температуре 1100 градусов по Цельсию.

Преимущества применения ленточного конвейера
Преимущества ленточных конвейеров появляются если понадобится организовать быстрое, экономически и энергетически эффективное перемещение разных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала либо даже горного карьера.
Главные положительные качества этого вида транспорта такие:
- большая скорость транспортировки;
- большая продуктивность, есть транспортеры со скорость до десяти метров/с и шириной ленты до 3 метров, они перевозят до 30 млн кг в час и используются на добывающих и обогатительных фирмах;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- небольшие затраты энергии на перемещение единицы полезной нагрузки;
- самая маленькая сложность транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая устойчивость к отказам и надежность обуславливаются небольшим количеством двигающихся частей;
- возможность одолевать подъемы либо даже подымать грузы вертикально, при условиях использования транспортеров подобающей конструкции;
- наличие мобильных и телескопических моделей дает возможность быстро развернуть оборудование на удаленном объекте и организовать эффективную перевозку.
Как и любому виду оборудования, ленточным конвейерам свойствен и ряд определенных минусов:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при перевозке сыпучих грузов (для плоской ленты — до 20°).
- зависимость эластичности материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания во время работы;
Эксплуатационные особенности, такие, как тяжёлые условия климата, контакт с враждебными средами и остальные могут значительно уменьшить служебный срок ленты и самого ленточного конвейера.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
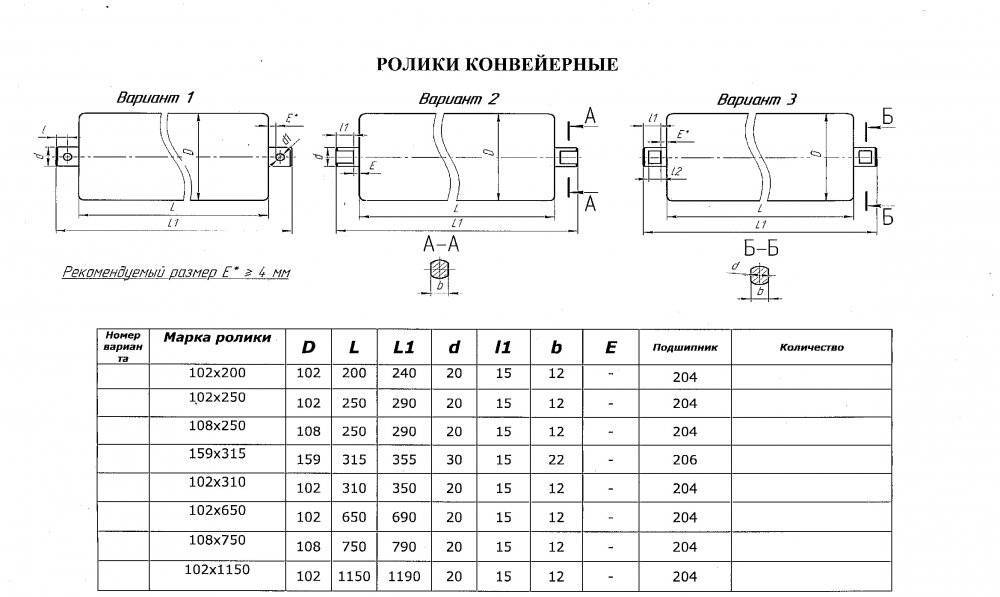
Размеры конвейерных роликов
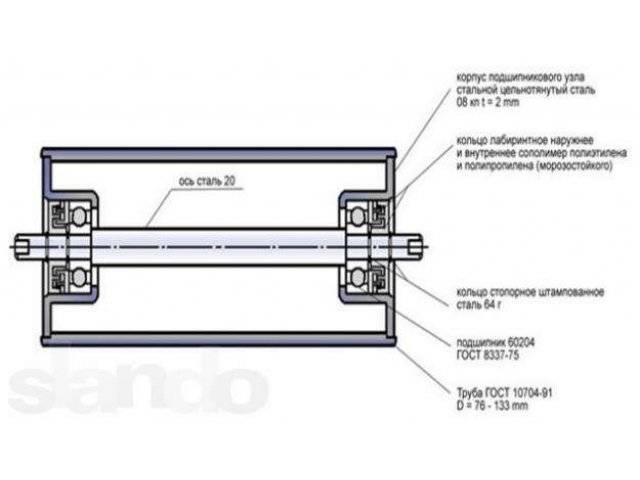
Типоразмерный ряд конвейерных роликов зависит от ширины ленты, условий эксплуатации, а также от конструктивных особенностей деталей самих роликов. Так корпуса роликов конвейерных, изготовленные из толстостенной трубы, могут применяться в пыльных помещениях.
Изготавливаем конвейерные ролики по индивидуальным размерам:
Размер ролика | |||
| диаметр/длина | диаметр/длина | диаметр/длина | диаметр/длина |
| 76/200 | 89/160 | 102/200 | 127/245 |
| 76/250 | 89/180 | 102/250 | 127/280 |
| 76/310 | 89/200 | 102/310 | 127/310 |
| 76/380 | 89/230 | 102/380 | 127/380 |
| 76/500 | 89/250 | 102/465 | 127/420 |
| 76/600 | 89/280 | 102/500 | 127/420 |
| 76/750 | 89/310 | 102/530 | 127/560 |
| 76/900 | 89/355 | 102/600 | 127/650 |
| 76/1000 | 89/380 | 102/680 | 127/720 |
| 89/465 | 102/720 | 127/750 | |
| 89/560 | 102/750 | 127/950 | |
| 89/600 | 102/830 | 127/1150 | |
| 89/710 | 102/960 | 127/1300 | |
| 89/750 | 102/1120 | 127/1400 | |
| 89/900 | 102/1350 | 127/1600 | |
| 89/1300 | 102/1400 | 127/1800 | |
| 102/1450 |
Ленточные конвейеры: ролики и роликоопоры
- Роликоопоры нижние прямые. Их функция заключается в поддержании нижней ветви ленты.
- Роликоопоры верхние прямые. Они необходимы для нормального функционирования верхней рабочей ветви ленты. Их шаг идентичен шагу желобчатых роликоопор.
- Роликоопоры желобчатые. Роликоопоры верхние желобчатые не имеют футеровки, поэтому считаются рядовыми.
- Роликоопоры дефлекторные нижние для плоской ленты. Они применяются на секциях средней части конвейера с шагом от 10 до15 м.
В зависимости от допустимых нагрузок, ролики могут иметь различные типоразмеры для одной и той же ширины ленты. Соответственно выбор диаметра роликов напрямую связан со степенью нагрузки на ленту. При этом все желобчатые роликоопоры имеют определенный угол наклона. Он может быть 30, 20 и 10 градусов.
Варианты выполнения хвостовика оси ролика
Ось ролика ленточного конвейера также изготавливается в различных вариантах исполнения. При рассмотрении стандартных роликов конвейерных следует учитывать следующее:
- Хвостовик оси воспринимает серьезную нагрузку. Именно поэтому при изготовлении применяется каленая сталь, которая характеризуется повышенной износостойкостью.
- Для обеспечения надежных эксплуатационных условий устанавливается конвейерный ролик прижимной. Чертежи хвостовика подобного изделия можно встретить в технической документации.
Выбор изделия проводится по самым различным признакам. Примером можно назвать тип применяемого материала при изготовлении основной и наружной части. Наиболее подходящий тип хвостовика подбирается в зависимости от конструктивных особенностей механизма.
https://youtube.com/watch?v=EtG5ew4JLyE
В заключение отметим, что конвейерная деталь производят разные компании
При выборе следует уделять внимание тому, чтобы на поверхности не было дефектов. Для этого проводится визуальный осмотр. В инструкции по эксплуатации механизма указывается то, какие изделия подходят больше других
В инструкции по эксплуатации механизма указывается то, какие изделия подходят больше других.
Купить конвейерный ролик
Порой возникает необходимость обновить/заменить отдельные ролики конструкции. Или же добавить секции, изменить характеристики готовой установки. Купить ролики для конвейера — лучшее решение в такой ситуации. Возможна поштучная покупка.
Помимо вышеперечисленных видов продукции наше производство изготавливает:
- Алюминиевые ролики для конвейера. Прочные и легкие. Алюминиевые ролики с подшипником. Алюминиевые опорные ролики.
- Пищевые ролики. Специализированные для использования на пищевых производствах.
- Оцинкованные ролики. Из оцинкованной трубы.
Также, изготовим нетиповые изделия по вашим чертежам.
Для покупки, пожалуйста, заполните форму внизу страницы или обратитесь к нам по контактному телефону, электронной почте.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении. Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
Типы изделий
Встречаются самые различные конвейерные ролики, которые могут устанавливаться на подобном оборудовании. Основными видами назовем следующие ролики для конвейеров:
- Верхние. Они предназначены для поддержки рабочей поверхности, могут быть гладкими, футерованными и амортизирующими. Для обозначения каждого типа применяется определенный символ.
- Нижний. В эту группу входят гладкие, футерованные и дисковые варианты исполнения со сквозной и глухой лыской.
Довольно большое распространение получили резиновые ролики для конвейеров. Это связано с тем, что применяемые материалы при изготовлении характеризуются относительно невысокой стоимостью. Резина характеризуется высокими амортизирующими свойствами, за счет чего происходит эффективное гашение вибрации. В каком виде проводится выпуск изделия во многом зависит от применяемых стандартов в ГОСТ. Транспортерные конвейерные детали при этом должны обладать весьма высокой износоустойчивостью, а также определенными размерами, которые также стандартизированы в ГОСТ.

Классификация изделия также проводится по разновидности подшипниковых щек. Выделяют три типа:
- Точеный корпус, который изготовлен из стали.
- Штампованный вариант исполнения с специальным отверстием под подшипник.
- Довольно большое распространение получили корпуса, которые изготавливаются из пластмассы. Это связано с небольшим весом и стоимостью.
Также выделяют несколько различных конвейерных изделий, которые отличаются по степени точности. Примером можно назвать:
- Довольно большое распространение получили варианты исполнения нормальной стойкости. Они, как правило, изготавливаются из труб черного металла. Дополнительное обозначение при этом не проводится.
- Детали грунтового типа характеризуются тем, что по наружной поверхности наносится специальное вещество. Для обозначения применяется маркировка Гр.
- Конвейерные детали окрашенного типа характеризуются тем, что на рабочую поверхность наносится грунт и краска. Довольно большое распространение получили варианты исполнения красного типа.
- Встречаются в продаже варианты исполнения с повышенной стойкостью, которые изготавливаются из оцинкованной трубы. При этом при изготовлении боковой щеки также проводится ее оцинковка для повышения степени защиты от воздействия окружающей среды.
- Конвейерные детали с повышенной степенью износостойкости, которые могут применяться в агрессивных средах. Часто основа получается при применении нержавеющей стали. Она выдерживает воздействие повышенной влажности, на поверхности даже после длительной эксплуатации не появляется ржавчина.

Деталь следует при эксплуатации смазывать. По этому типу выделяют три различные группы:
- Индивидуальные. В этом случае в конструкцию закладывается масло, которое рассчитано на определенный срок эксплуатации изделия.
- Через масленку. Подобная конструкция рассчитана на добавление масла без разбора конструкции.
- Вариант с централизованной смазкой. Внутрь механизма подается масло по специальным трубкам. При этом есть бак, который предназначен для хранения смазывающего материала. Подобный вариант исполнения рассчитан на длительный эксплуатационный срок.
Подобная классификация должна учитываться при выборе наиболее подходящего изделия. Не стоит забывать о том, что для смазывания механизма требуется определенное смазывающее вещество, которое должно обладать определенной вязкостью и смазывающими свойствами.
е
3. Основные размеры роликоопор указаны на чертеже и в табл. 2.
Роликоопора верхняя плоская
Роликоопора верхняя желобчатая
Роликоопора нижняя плоская
Роликоопора нижняя желобчатая
Примечания:
1. Чертеж не устанавливает конструкцию роликоопор.
2. Угол наклона боковых роликов выбирают из ряда: 10; 15; 20; 25; 30; 35 45; 60°.
* т
Таблица 2 О
ми w
Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несущей конструкции под верхними роликоопорами Е | ||||
L для конвейеров | и | ||||||
стационар ных | передвижных | стационар ных | передвижных | ||||
300 | 63 | 380 (400) | – | – | 600 | «ММ | |
400 | 63; 76; 39; 102; 103 | 500 | 160 | 700 | |||
500 | 63; 76; 89 | 600 | 200 | 800 | |||
М2; 108 | 200(195) | ||||||
650 | 63; 76; 89; 127; 133 | 750 | 250 __ 250(245) | 950 | |||
102; 108 | |||||||
800 | 89; 194; 319 | 950 | 1150 | 315 | 465 | 1150 | 1350 |
102; 108 | 315(310) | ||||||
127; 133; 152; 159; 168; 178 | 315(310) | (460) 465 | |||||
1000 | 89; 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1150 | 1400 | 380 | 600 | 1350 | 1600 |
1200 | 89; 102; 108; Ш; 219; 245 | 1400 | 1600 | 465 | 670 | 1600 | 1800 |
127; 133; 152; 159; 168; 178 | 465(460) |
22645-77
Продолжение iak 2
ш
Ширина ленты В | Диаметр ролика D | Длина ролика | Наибольшая ширина несу-щей конструкции под верхними роликоопорами Е | ||||
1 для конвейеров | к | L] | |||||
стационар ных | передвижных | стационар ных | передвижных | ||||
1400 | 102; 100; 127; Ш; 219; 245 | 1600 | ш | 530 | 750 | 1800 | 2000 |
152; 199; 168; 178; 194 | 760(740} | ||||||
1600 | 102; 108; 127; 133; 152; 159; 168; 178; 194; 219; 245 | 1800 | 2000 | 600 | 900 | 2050 | 2200 |
(МО) | 127; 133; 152; 159; 168; 178; 194; 219; 245 | 2000 | 2200 | 670 | 1090 | 2250 | 2400 |
N00 | 152; 159; 168; 178; 194 219; 245 | 2200 | 2400 | 750 (749) 750 | 1150 | 2600 | |
(2250) | 152; 159; 168; 178; 194; 219; 245 | – | — | 800 | 1260 | 2850 | |
т | 900 | 1400 | 3100 | ||||
(2750) | 1000 | (1500) | 3350 | ||||
3000 | 1150 | 1600(1500) | 3600 |
Примечание, Значения, указанные в скобках, не предпочтительны,
Пример условного обозначения верхней плоской роликоопоры П исполнения Г для ленточного конвейера с шириной ленты 5 = 650 мм с роликом исполнения Г диаметром />=108 мм:
Роликоопора ПГ65—108 ГОСТ 22645—77
То же, верхней желобчатой роликоопоры Ж исполнения ФЛ для ленточного конвейера с шириной ленты 5 = 1200 мм с роликом исполнения ФЛ диаметром 0 = 133 мм и углом наклона бокового ролика 20°:
Роликоопора ЖФЛ120—133—20 ГОСТ 22645—77
(Измененная редакция, Изм. №1,2).







4. Роликоопоры должны выполняться с роликами по ГОСТ 22646—77.
5. В передвижных конвейерах для карьеров допускается применять ролики длин, установленных для стационарных конвейеров.
6. (Исключен, Изм. № 1).
7. Верхние желобчатые роликоопоры допускается выполнять со средним выносным роликом. Длина среднего ролика для этого случая может быть больше размера Lb указанного в табл. 2, но всегда должна выбираться из ряда длин, установленных ГОСТ 22646—77 для роликов данного диаметра.
(Измененная редакция, Изм. № 1).
8. (Исключен, Изм. № 2).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность— 5 лет
4. Стандарт соответствует международному стандарту И СО 2109—75 в части диаметров роликов;
Стандарт соответствует рекомендациям СЭВ по стандартизации PC 1243—68 в части плоской ветви и желобчатой трехроликовой роликоопоры и PC 1877—69, за исключением пятироликовой роликоопоры.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ТЫ | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | 1 |
ГОСТ 212646—77 | 2; 4; 7 |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, утвержденными в июне 1984 г., феврале 1988 г. (ИУС 11—84, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94. (Постановление Госстандарта от 17.02.88 Лй 269)
и 3.
Ролики Г, Ф, А, Н, НФ Ролики НЛ, НФЛ
Ролик НД
Ролик НДЛ
Примечание. Чертеж не устанавливает конструкцию роликов.
5л
V
!?■
sox
ssx
Suft
63 | 180 | 200 | 250 | 315 | 380 (400) | 500 | 600 | 750 | 950 | т* |
76; 89 | 160 | 200 | 250 | 315 | 380 | 465 | 500 | 600 | 670 | 750 |
182; 11 | 160 | 200 (195) | 250 (245) | 315 (310) | 380 | 465 | 500 | 530 | 600 | 670 |
127; 133 | 250 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 | 900 | 950 |
152 159 11 178 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
194 | 315 | 380 | 465 | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
219 | 315 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 950 |
245 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 1000 | 1150 |
950
750
,250
1150
900
1150
1150
1150
1150
1400
950
1400
1250
1250
1250
1150
1400
1400
1400
1400
(1500)
1000
(1500)
1600
(1500)
1600
18002000
20002200 2400
20002200
2400
ч
H
к
N
0)
a
i
Примечания:
1. Длину роликов, указанную в скобках, при новом проектировании не применять,
2, Для роликов Ф, ФЛ. НФ, НФЛ диаметр должен быть увеличен на двойную толщину футеровки
Таблица 3
мм
Исполнение концов осей | Диаметр ролика О | Размеры концов осей | ||
rfi | s-o.i -0,3 | а | ||
Со СКВОЗНОЙ ЛЫСКОЙ | 63 | (12); 20 | (8); (11); (12); 14 | (8); 9; (10); 15 |
76; 89 | (15); 20 | (8); 9; (10); 12; 16; 20 | ||
102; 108 | (17); 20; 25 | (12); 14; 18 | ||
127; 133 | 20; 25; 30 | (13); 14; (16); 18; (20); 22; 32 | 9; (Ю); (11); 12; 15; 20 | |
152; 159; 168»; 178 | 25; 30; 40 | |||
194 | 40; 45 | |||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 | 22; 32 | ||
С глухой лыской | 102; 108 | 20; 25 | 14; 1в | 9; (10); 12; 15 |
127; 133 | 20; 25; 30 | (13); 14; 18 | ||
152; 159; 168; 178 | 25; 30; 40 | (16); 18; 22 | (Ю); 12; 15; 20 | |
194 | 40 | (18); 20; 22; 32 | ||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 |
Примечание. Размеры, приведенные в скобках, не предпочтительны.






Пример условного обозначения верхнего гладкого ролика со сквозной лыской диаметром D = 89 мм, длиной £.=315 мм, с размерами лыски а= 10 мм и 5=14 мм:
Ролик Г-89Х315—10X14 ГОСТ 22646—77 То же, нижнего ролика дискового с глухой лыской диаметром D=219 мм, длиной L=2000 мм, размерами лыски а = 20 мм, 5=22 мм:
Ролик НДЛ-219Х2000—20 X22 ГОСТ 22646—77 (Измененная редакция, Изм. № 1, 2, 4).
4. Размер между лысками Lx на осях роликов должен быть равен
Lx—L-j-Л,
i\zte А — не более 8 мм.
Примечание. Для роликов, изготовляемых по рабочим чертежам, разработанным до 01.01.85 и для роликов, изготовляемых для запчастей, значение А принимают по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
5. Предельные отклонения на размер L\ устанавливаются следующие:
минус 1 мм — для Li^750 мм; минус 2 мм — для Li>750 мм.
6. Ролики диаметром 63, 89 мм допускается изготовлять с резьбовым исполнением кондов осей.
(Измененная редакция, Изм. № 3).
7—9. (Исключены, Изм. № 3).
10. (Исключен, Изм. № 4).
ПРИЛОЖЕНИЕ
Справочное
Информационные данные о соответствии ГОСТ 22646—77
и СТ СЭВ 1334—78
Типы и исполнения роликов | Типы и исполнения роликов | ||
по ГОСТ 22646-77 | по СТ СЭВ 1334-78 | по ГОСТ 22646-77 | по СТ СЭВ 1334-78 |
Г | Тип 1, исполнение 1* | н | Тип 1, исполнение 1** |
гл | Тип 1, исполнение 2 | НФ | Тип 2 исполнение 1** |
ф | Тип 2, исполнение 1* | нд | Тип 3, исполнение 1 |
ФЛ | Тип 2, исполнение 2 | нл | Тип 1, исполнение 2 |
А | Тип 4, исполнение 1 | НФЛ | Тип 2, исполнение 2 |
АЛ | Тип 4, исполнение 2 | ндл | Тип 3, исполнение 2 |
* Верхние ролики.
** Нижние ролики.
(Измененная редакция, Изм. № 1, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность — 5 лет
4. Стандарт соответствует СТ СЭВ 1334—78 в части типов и исполнений
Стандарт соответствует международному стандарту И СО 1537—75.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ты | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | I |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, 3, 4, утвержденными в январе 1980 г., марте 1982 г., марте 1985 г., феврале 1988 г. (ИУС 3—80, 7—82, 6—85, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 17.02.88 № 269)
Редактор М. А. Глазунова Технический редактор Л. А. Никитина Корректор Я. И. Гаврищук
Сдано в наб. 20.06.88 Подп. в печ. 19.10.88 1.26 уел. печ. л. 1,25 уел. кр.-отт. 1,01 уч.-изд. л.
Тираж 6000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840» Москва, ГСП,
Новопресненский пер., 3.
Калужская типография стандартов, ул. Московская, 256. Зак. 1400
Эксплуатационные преимущества рольгангов
Прежде всего это универсальность. Такими конвейерами оснащаются самые разные объекты:
- машиностроительные и металлургические заводы и комбинаты (литейные, кузнечно-прессовые, термо-обрубные, прокатные цеха);
- предприятия деревоперерабатывающей, пищевой, текстильной, обрабатывающей промышленности;
- складские терминалы;
- порты и другие погрузочные площадки.
Рольганги удобны для транспортировки самых разных грузов, отличающихся по форме, размеру и весу. На таких конвейерах можно перемещать литейные стержни и формы, комплектующие, трубы, бруски, арматуру и пр. К другим достоинствам этих устройств относятся:
- широкий выбор модификаций и вариантов исполнения, различающихся длиной, геометрией, количеством роликов, размерами и прочими характеристиками;
- компактность, путь перемещения до 30 м.
- умеренная производительность. Передвижной рольганг — оптимальный выбор для объектов, где достаточно перемещать 20–30 товаров в час;
- прочность конструкции. Для производства используются чёрные металлы либо нержавеющая сталь;
- простота обслуживания, большой межсервисный интервал.