

Разновидности кромкогибов
Принцип его действия заключается в перемещении по ширине обрабатываемого листа, в результате чего металлическое изделие постепенно сгибается по назначенному шву. Максимальная ширина обрабатываемой заготовки составляет 0,8 мм.
Портативный кромкогиб ручного применения включает следующие компоненты:
- подвижные прорезиненные ручки;
- рычажная система, с помощью которой регулируется сила нажатия;
- рабочие губки, соразмерные ширине кромки;
- ограничитель хода, представленный в виде резного винта.

К отрицательным свойствам ручного приспособления можно отнести невысокую точность выполняемых кромкогибочных операций. При ручном передвижении инструмента деталь может выйти из искомого положения, что ведёт к образованию погрешности. В результате такого производственного огреха обрабатываемый объект может обрести некорректную форму.
Роликовые приспособления более ограничены в своём действии, так как одной пары встроенных роликов недостаточно для того, чтобы производить операции по формированию тонкой отбортовки небольшого радиуса. В данном случае можно осуществить замену роликов, подстраивающихся под форму отгиба, но подобное трудоёмкое вмешательство в изделие сомнительно.

Кромкогибочный инструмент гидравлического типа позволяет совершать более технологичные и насыщенные операции. Большой мощностный потенциал данного устройства допускает обработку кромок значительной толщины. Станки с электромеханическим и пневматическим приводом также отличаются высокими показателями обработки изделий.
 Гидравлический кромкогиб
Гидравлический кромкогиб
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
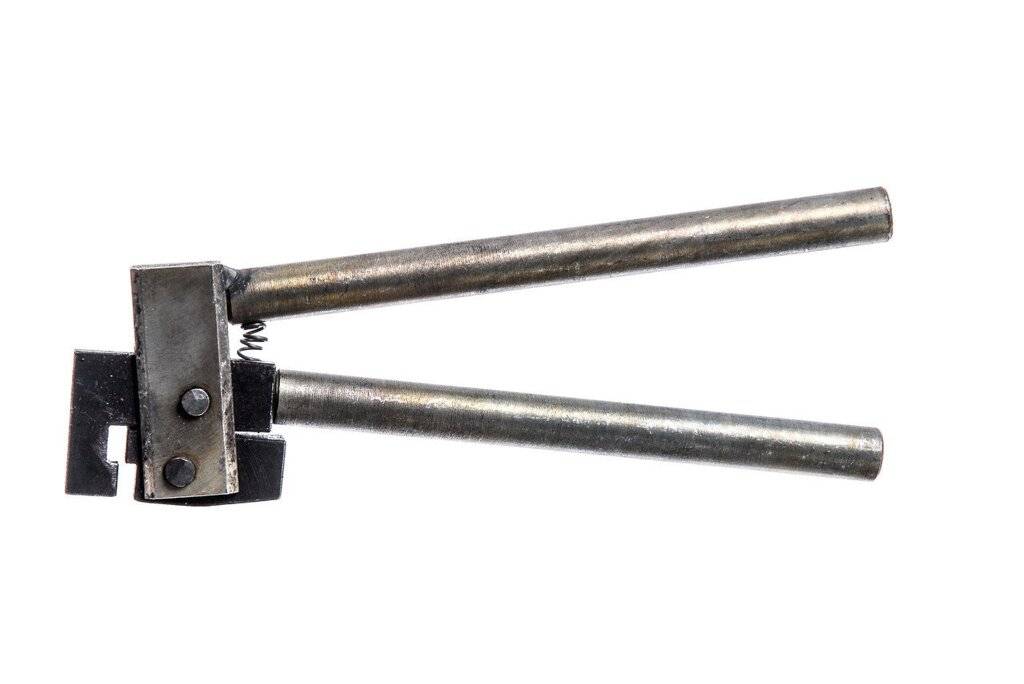
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.




Основные разновидности
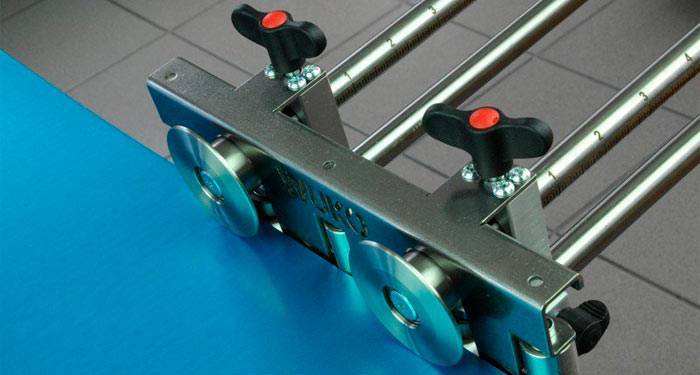
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.

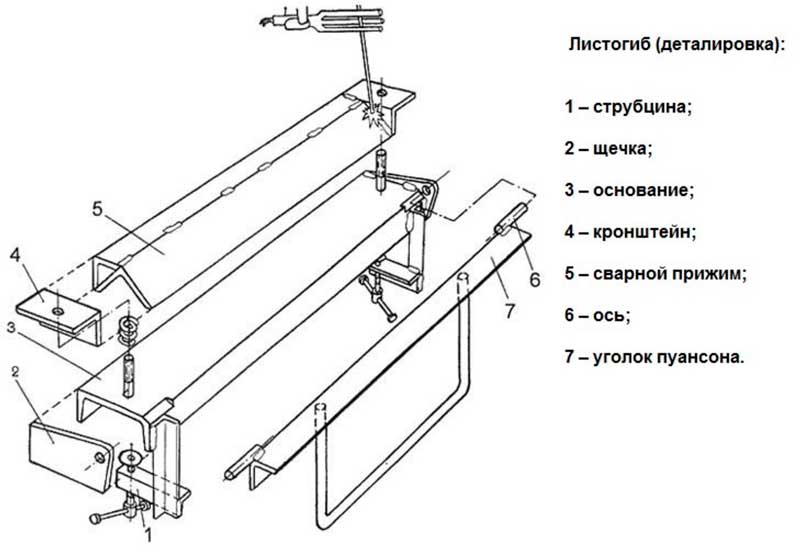
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см. К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка. На концах рабочей части прижима делаются выборки. Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием
При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости. На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин
После проверки правильности положения щеток их приваривают к основанию устройства. В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты. К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки. Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки. К металлическому уголку самодельного кромкогиба приваривается ручка.









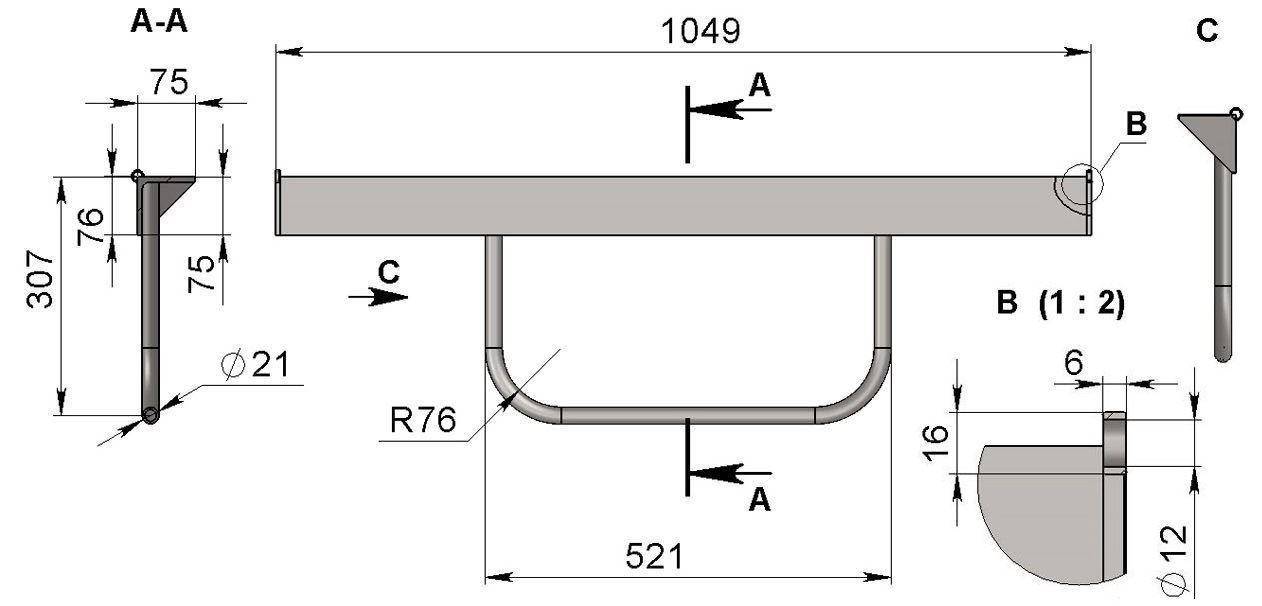
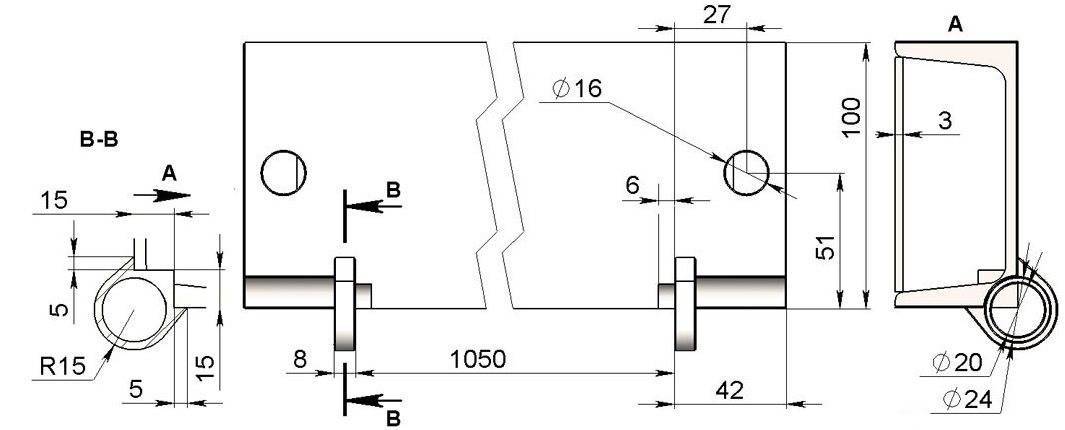
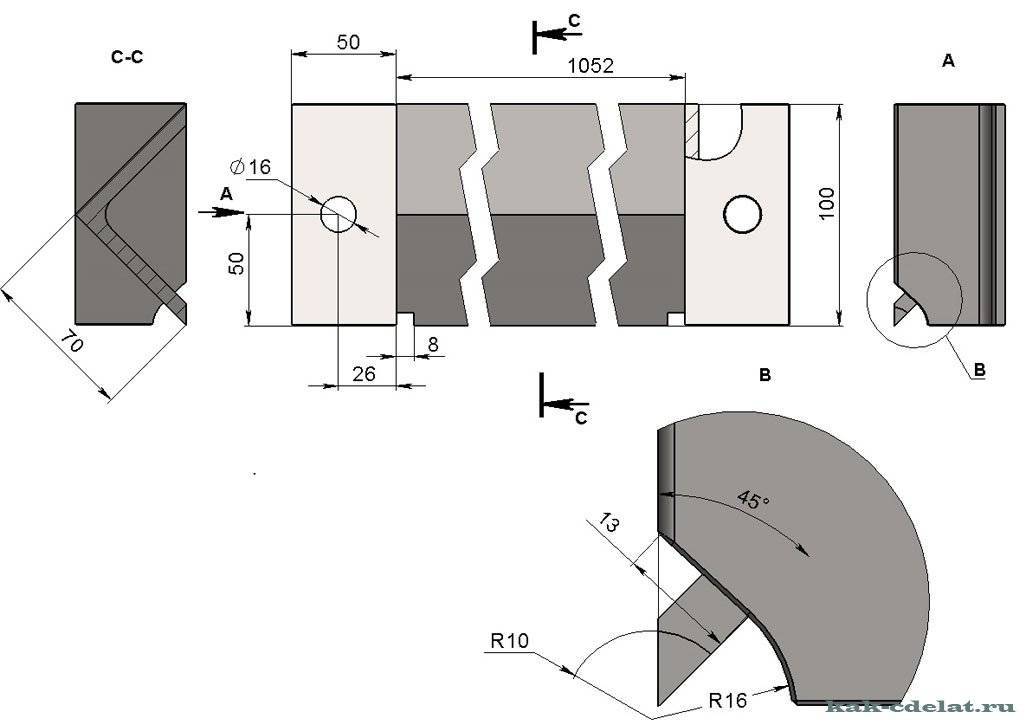
Чертеж гибочной балки (нажмите для увеличения)
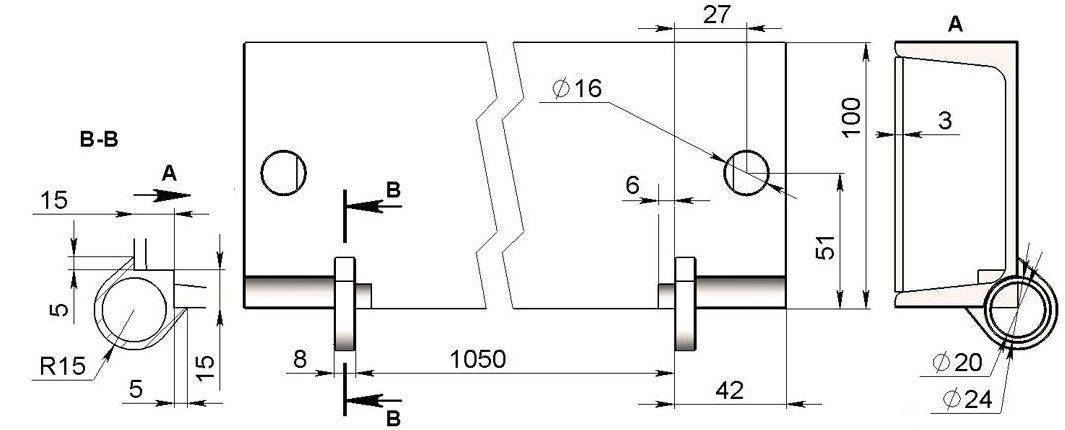
Чертеж нижней балки (нажмите для увеличения)
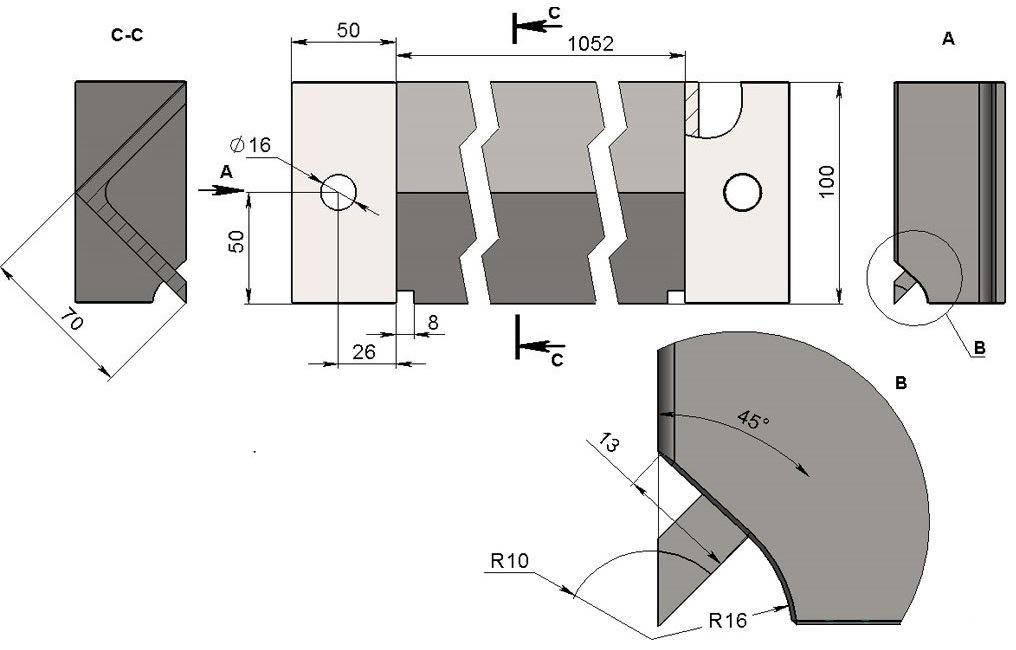
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
https://youtube.com/watch?v=EBreqnlypps
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
Похожие материалы:
Рекомендации по сборке кромкогиба
Кровельные, вентиляционные, водосточные системы из листового металла, различные короба, днища и прочие изделия без кромкогибочного оборудования сделать очень сложно. Традиционные клещи и киянки могут решить проблему, но работа будет выполняться медленно и с невысоким уровнем точности. Рано или поздно встанет вопрос — как сделать кромкогиб своими руками?
Современные инструментальные заводы предлагают кромкогибочное оборудование любого уровня сложности — от бытового ручного до профессионального пневматического, электромеханического или гидравлического. Это очень производительные станки, но у них есть одна общая для всех отрицательная черта — они очень дорогие. Причем дорогие не только для домашнего мастера, но и для небольшого цеха или строительной бригады кровельщиков.
Как пользоваться?
Работа ручного кромкогиба заключается в нескольких этапах.
- Обездвиживание обрабатываемой детали. Лист, который обрабатывает мастер, не должен совершать лишних движений.
- Настройка ширины обработки. С помощью регулировочного элемента выставляется ширина кромки.
- Установка обрабатываемого листа металла между движущимися створками (или роликами) рабочей части инструмента.
- Собственно, прилагаемое усилие. С его помощью формируется кромка на краю листа.
Длинные ручки (до полуметра) позволяют приложить приличное усилие, чтобы лист металла поддался. Ведите инструмент по краю листа как можно ровнее, чтобы обжимаемый участок выглядел чётко и аккуратно.

Видеообзор роликового листогиба WUKO Combo Bender 5000 вы можете посмотреть ниже.
Ручной кромкогиб своими руками
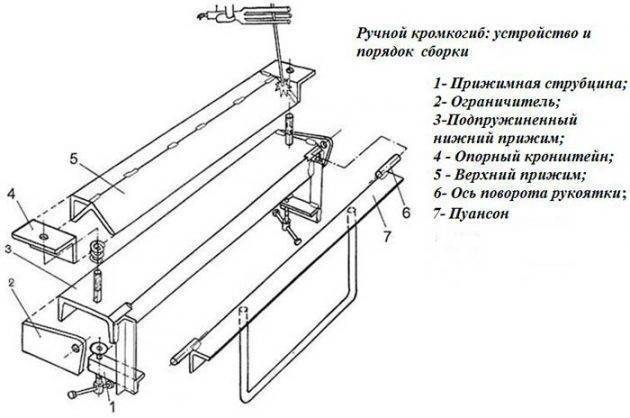
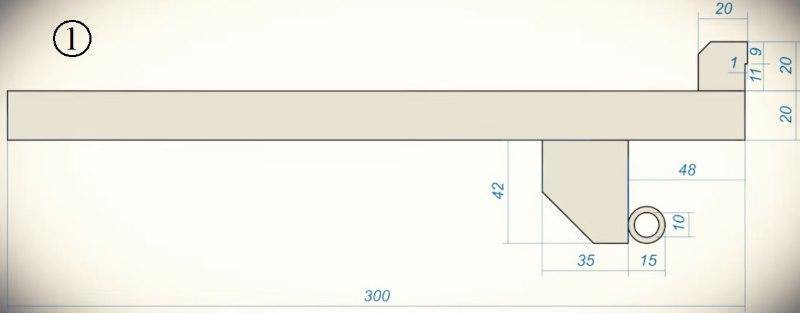
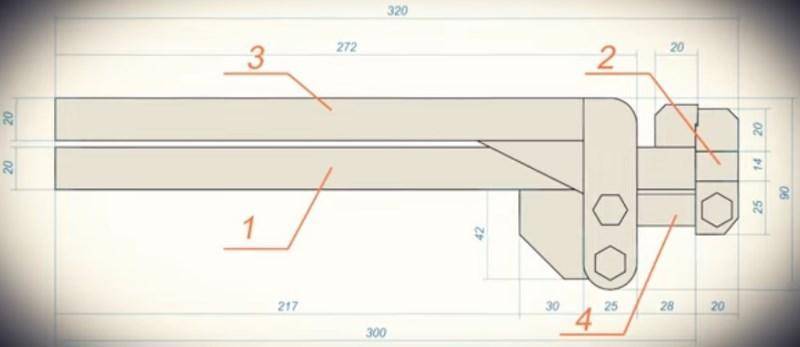
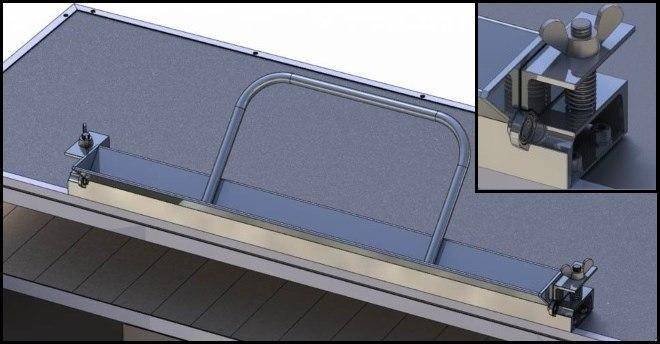
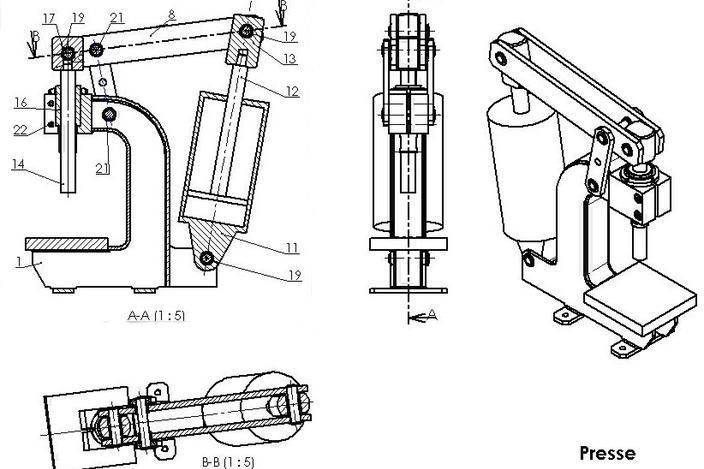
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
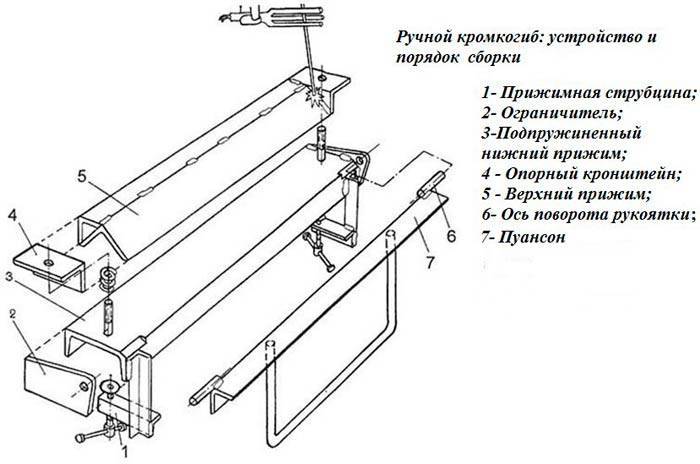
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.









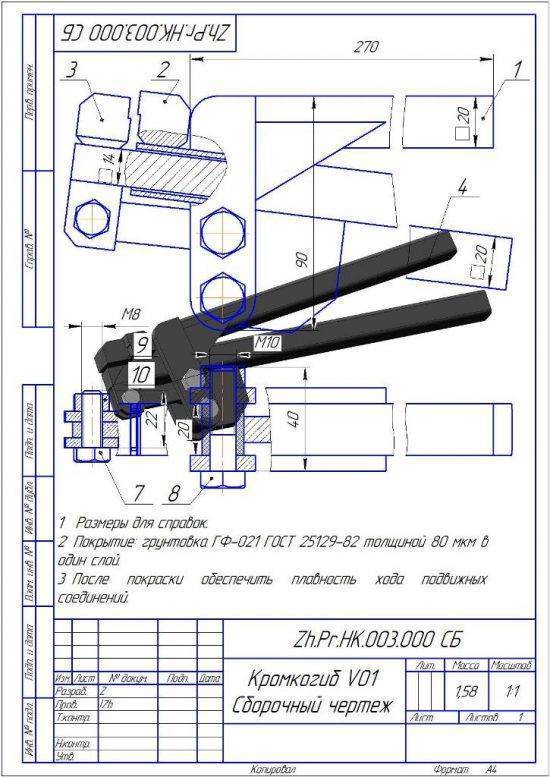
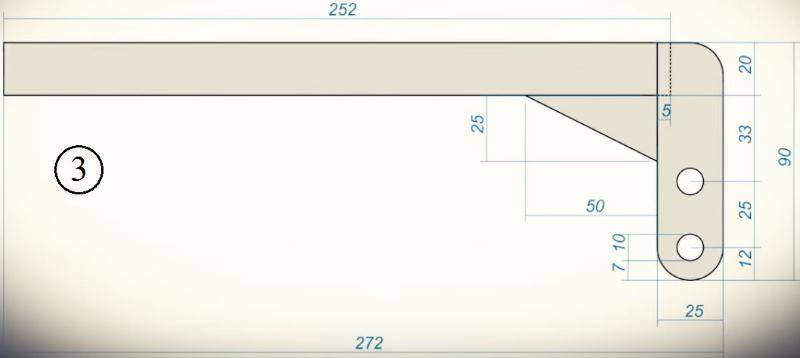
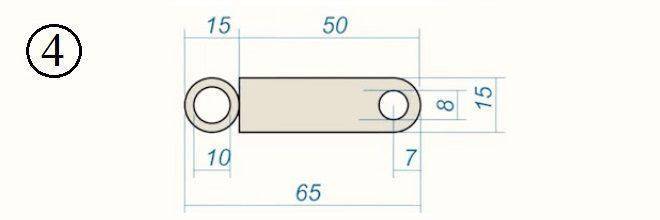
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Нож-мультитул. Обзор самого универсального инструмента
Газовый генератор для дома с автозапуском. Цена и устройство
Устройство оборудования и изготовление
Чтобы изготовить кромкогибочный станок самостоятельно, и тем самым облегчить труд жестянщика не нужно обладать опытом практической деятельности. Основными элементами, обеспечивающими гибку металла, считаются:
- опорная поверхность;
- рабочее основание;
- прижимное усилие;
- обжатие пуансоном;
- рычаги, в форме ручек.
При разработке чертежей, если имеется необходимость, может быть дополнительно выполнен дырокол в этом же устройстве. В современных моделях станочного оборудования используется нож для подрезания кромок. Его тоже несложно смастерить.
Опорная поверхность или основание устройства – таковым могут являться стол, выполненный из профиля трубы или металла, стол из дерева на мощных опорах, если есть необходимость загибания кровельного железа 0,8 мм толщиной. На эту величину и рассчитан ручной кромкогиб. Не надо прикладывать особые усилия, потому что на основание воздействуют незначительные показатели силы. Но основание должно быть достаточно прочным, это нужно для точности загибания металлического листа.
Рабочее основание или стол – средние размеры рабочей поверхности 1м х 1,5м, можно больше. При осуществлении работ с листами габаритных размеров такие характеристики не будут излишними, так как встречаются непредвиденные ситуации. Для закрепления на основании предпочитается использовать №№ 8 или 6,5 швеллер. Крепеж производить четко по горизонтали. Возможно применение сварки металлических конструкций. При использовании дерева для основания, крепеж на болтовое соединение будет наиболее надежным.
Прижим – для обеспечения зажима металла при загибании кромок используется прижимная штанга. Изготовить ее можно, использовав один из вариантов. Например, уголок с полочкой 0,05 м, или внизу на ребро большего размера установлен этот же прокат. При этом обеспечивается прижим к пунсону под заданным углом 1350. Такие листогибы без труда перегнут металл под прямым углом. С двух сторон прижимного механизма высверливаются под болты отверстия. Прижим также можно осуществлять за счет барашков с приваренными шпильками к основанию конструкции. Для установки более сложных зажимов можно использовать пружины. Чтобы представить каким образом производится работа пружины, достаточно посмотреть видео-ролик в интернете.
Изготовление пуансона – чертежи этого элемента предусматривают использование трубы квадратного профиля или уголка с толстостенными полочками одинакового размера с прижимным устройством. Проектирование предусматривает поворот вокруг оси по горизонтали, при этом верхняя передняя грань должна обязательно совпасть с пуансоном. На торцах для этих целей привариваются петли
При этом важно прижим расположить точно по вертикали. Только так не будет возникать перекосов при осуществлении гибки металла
К кромке рабочего основания необходимо обеспечить примыкание без зазоров пуансона, так более точной будет линия сгиба. Если состояние не рабочее, то грань пуансона, расположенная сверху, находится в одной плоскости с поверхностью стола. Не должно быть даже отступления на 1 мм. Если все-таки отклонения получились, то работа станочного приспособления все равно будет производиться, но при этом радиус изгиба будет больше, и получится закругление на месте прямой линии. Дырокол можно изготовить в качестве дополнительной опции к приспособлению.
Привод – полуметровый рычаг приваривается к передней части пуансона либо сбоку. Для удобства производства работ, он может быть изготовлен в форме скобы. Но при практических работах лучше всего использовать рычаг телескопического типа. Его длину несложно будет регулировать, при необходимости. Несложно изготовить такое приспособление из двух отрезков из труб. Длина самого рычага должна быть прочно зафиксирована для заданных положений. Для этого используются штифты, соединяющие отверстия насквозь с шагом в 0,1м. Этот шаг будет наиболее оптимальным, так как прикладываемое усилие ощущается при его регулировании на 10 см. Схема такой рукоятки регулирует воздействие усилий на металлы разной толщины. Для сгибания кромок до 0,8 мм применяется материал из оцинковки или черных металлов толщиной 3 мм и более, например, для кузовных работ телескопическая конструкция даст возможность в 2 раза и больше увеличить усилие. Повреждение ребер исключено, так как при работе обеспечивается равномерно распределенная нагрузка. От механического усилия на привод зависит вид и толщина обрабатываемого металла. При использовании прижимных планок с разнопрофильными гранями можно обеспечить загиб сложных кромок. Также можно обеспечить дожимное усилие и выполнить ребро жесткости одного из срезов либо по периметру листа.
Шлифовальный и обдирочный инструмент
Чтобы сделать дерево идеально гладким, необходим шлифовальный инструмент. Маленькие фигурки и детали из древесины шлифуют вручную шлифовальной бумагой, наждачкой, совершая монотонные механические движения. Чтобы заглаживать края, торцы изделий, применяют рашпили. Это специальные напильники для дерева с крупной насечкой.
Для больших площадей используют электрические деревообрабатывающие машинки, к ним относятся:
- болгарки со шлифовальными насадками;
- ленточные шлифмашинки;
- эксцентриковые (орбитальные);
- плоскошлифовальные (вибрационные).
Ленточный инструмент больше подходит для грубой зачистки, снятия толстого слоя краски или выравнивания поверхности. Более тонкую шлифовку проводят эксцентриковыми и плоскошлифовальными агрегатами.
https://youtube.com/watch?v=eE7APGHLIGU
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Как устроен станок
Основными деталями станка для гибки металла являются:
- основание;
- рабочий стол;
- прижим;
- обжимной пуансон;
- ручки — рычаги.
Основанием станка может служить сварной металлический стол из уголка или профильной трубы. При стационарной установке оборудования можно использовать и прочный деревянный стол на массивных ножках. При гибке жести толщиной до 0,8 мм (а именно на такие толщины и рассчитывается самодельный кромкогиб) особых усилий не требуется, поэтому на основание (станину) воздействуют ограниченные по величине силы. Прочность основания требуется только для точности гибки, чтобы не возникало перекосов.
Размеры стола — не менее 1,5 м по длине и до 1 м по ширине. Даже если вы не собираетесь работать с большими листами металла, запас никогда не повредит. Иногда возникают нестандартные ситуации, к которым должен быть готовым каждый мастер.
На передней кромке основания закрепляется рабочий стол — отрезок швеллера № 6,5 или №8. Он должен быть расположен строго горизонтально и надежно закреплен на основании. Если оно металлическое, то лучше всего приварить. К деревянному можно прикрепить болтами диаметром 10 мм.
Прижим
На верхней части рабочего стола устанавливается прижимная штанга, служащая одновременно опорной поверхностью. Сделать ее можно несколькими способами. 
 Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135. Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135. Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
По обе стороны прижима просверливаются отверстия для болтовых креплений. Можно приварить к основанию шпильки и прижимать рейку барашками, а можно и установить более сложные прижимы с возвратными пружинами, которые после отпускания барашков или вращения рукояток автоматически приподнимают прижим. Как работает эта система можно посмотреть на видео.





Пуансон
Передний рабочий пуансон изготовляется из трубы квадратного сечения или толстостенного уголка с таким же размером, как и прижимное устройство. Он должен проворачиваться вокруг горизонтальной оси, совпадающей с верхней передней гранью пуансона. Для этого на торцах его привариваются петли
Важно точно горизонтировать прижим, чтобы при гибке не возникало перекосов. Прилегать прижим к кромке рабочего стола должен максимально плотно, с минимальным зазором. Чем меньше зазор, тем точнее будет линия сгиба
Чем меньше зазор, тем точнее будет линия сгиба.
В нерабочем состоянии верхняя грань пуансона находится на одном уровне с поверхностью стола. Даже миллиметровой разницы быть не должно. Если отклонение по уровню есть, то станок, сделанный своими руками работать тоже будет, но радиус изгиба увеличиться и вместо прямой линии получится закругление.
Как сделать дырокол своими руками для бумаги

Чтобы легче было проколоть лист, предварительно шило лучше разогреть на газовой горелке. Можно также использовать обычную зажигалку.
В этом случае важно внимательно следить за тем, насколько сильно разогрет паяльник, по неосторожности можно сделать отверстие большого размера, получить ожог. Дырокол – механическое приспособление, которое предназначено для быстрого пробивания отверстий в бумаге. Есть инструменты, которыми можно работать с более плотными материалами
Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия
Есть инструменты, которыми можно работать с более плотными материалами. Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия
Дырокол – механическое приспособление, которое предназначено для быстрого пробивания отверстий в бумаге. Есть инструменты, которыми можно работать с более плотными материалами. Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия.
В некоторых случаях под рукой не оказывается нужного инструмента и следует знать, чем можно заменить дырокол.
Чтобы сделать аккуратные отверстия в бумаге или открытке, через которые будет в дальнейшем фиксироваться лист, можно использовать шило. Такие инструменты могут быть разного диаметра, можно поэкспериментировать, если дырокола не оказалось под рукой.
Шилом можно также делать отверстия в тонком пластике. Предварительно стрежень лучше разогреть, так будет работать значительно легче. В процессе не стоит забывать о правилах безопасности, чтобы не травмироваться.
Дырокол для металла ручной своими руками чертежи
В этой публикации представлены три варианта инструментов для пробивания отверстий в листовом металле. Если хотите узнать по каким точным шаблонам и чертежам сделать дырокол для своей мастерской, то посмотрите видео канала “Гараж 91 Гомель” в самом конце статьи.
Другой мастер – Илья Конаков снял на своем канале видео о том, как изготовить ручной дырокол, который с легкостью справляется с листовым металлом. Идея возникла в ходе работы по замене днища на девятке. Кто занимается кузовным ремонтом, знают, что такое сверлить много отверстий.
Всё приваривается через отверстия. Чтобы не делать это шуруповертом или дрелью, мастер решил усовершенствовать технологию. На прошивку ушло приблизительно 3 часа. Использовались подручные материалы. На видео показан весь механизм, из чего он сделан. Как работать с листовым металлом. Усилие небольшое, хотя желательно нажатие дырокола производить двумя руками. Отверстия получаются 7 миллиметров.
Кончик заточен, как дырокол канцелярский. Мастер взял ролика от подшипника, забил его внутрь. Заточил ложбинкой. С помощью этого механизма проделана не одна сотня отверстий. Получился удобный инструмент для ремонта автомобиля и не только для этого.
Ещё модель самодельного дырокол для металла. Это ручной инструмент для проделывания отверстий в пластике, железе, бумаги, текстолите. Не требуется использование дрели. Мастер показывает, как удобно работать этим инструментом, не образуется никаких неровностей, заусенцев и так далее.
Удобно использовать в мастерской, в быту для монтажа гипсокартонных панелей. Можно точно также пробивать дырки и насаживать клепки. Честь дракона, который пробивает металл, называется гильзой. Она может быть разного размера. В предыдущем ролике было 7 миллиметров, здесь 5. Гильза также бывает меньшего размера, например 2, 3 миллиметра. У некоторых экземпляров есть окошечко, чтобы работать с нестандартными листами и деталями.
Еще одна самодельная модель дырокола – просекателя для металла (канал Влад ЩЧ). Какие у неё особенности? Имеется отверстие, планируется сделать регулировочную пластинку и винтом зажимать. С помощью этой детали можно менять глубину посадки отверстия. Верхняя часть съемная. Ее можно поменять. Можно сделать несколько разных вариантов. Мастер рассказал, из каких деталей состоит остальная часть инструмента.









В последнем ролике представлены размеры дырокола и как он показал себя в работе.
Мне тоже раз понадобился, оснастил пробойником старые здоровые советские плоскогубцы, до милиметра штырили на ура.
Как то у тебя усилие большое, двумя руками упираешься , зазоры может большие в ответной части, там тоже материал хороший важно, как и на пуансоне
Привет всем любителям самоделок. В данной статье я расскажу как сделать дырокол по металлу своими руками, который пригодится в создании отверстий в листовом металле, а также других материалах.
В сборке данной самоделки не нужны какие-либо труднодоступные детали, достаточно автомобильных запчастей.
Перед тем, как начать читать статью, предлагаю посмотреть видеоролик, в котором подробно показан процесс сборки и тестирование самодельного инструмента.
Для того, чтобы сделать дырокол по металлу своими руками, понадобится:
* Автомобильная рулевая тяга * Клапан * Отрезки от токарных резцов * Дисковая фреза * Токарный станок по металлу * Сварочный аппарат * Сварочная маска, краги * Молоток * Металлическая пластина толщиной 2 мм * Два болта М6 * Пружинка, шайба * Перчатки, защитные очки, наушники * Углошлифовальная машинка, отрезной диск
Шаг первый.
Устанавливаем дисковую фрезу в трехкулачковый патрон токарного станка по металлу при помощи специальной оправки, если же у вас есть фрезерный станок, то можно сделать паз на нем.
3 Ручные листогибы своими руками – используем чертежи
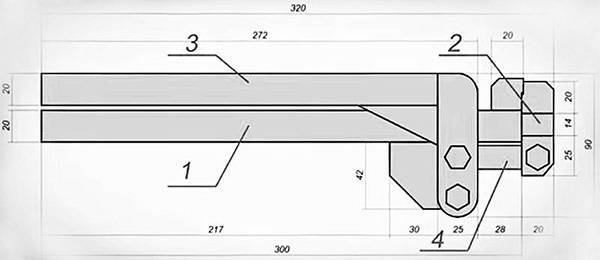
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.





