

Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Технология
Физические характеристики
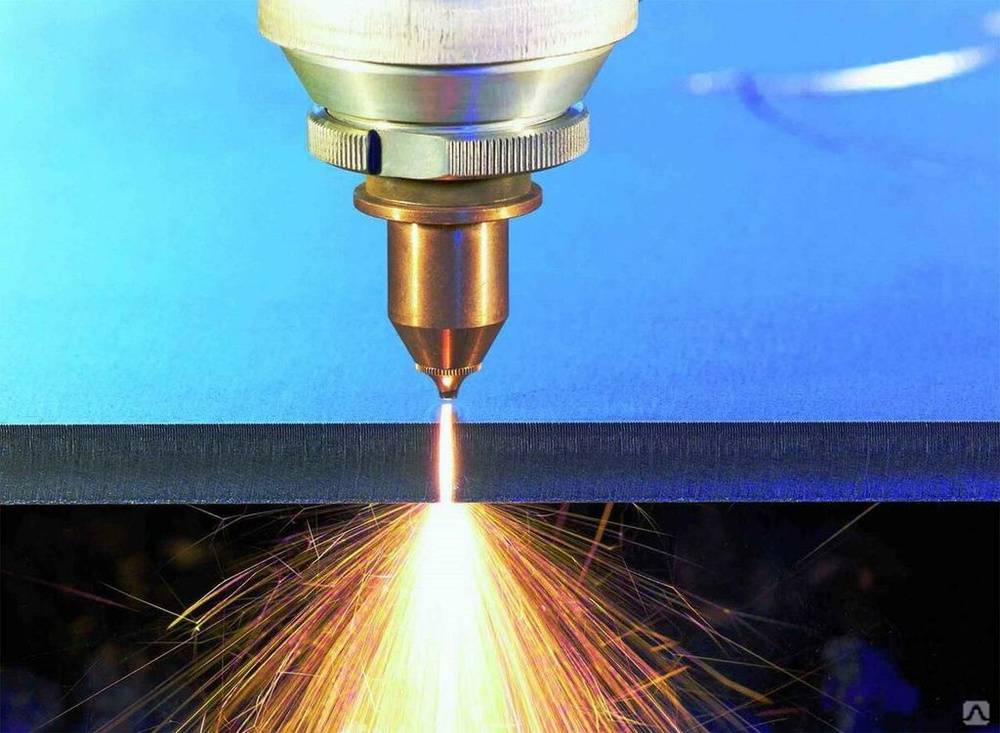
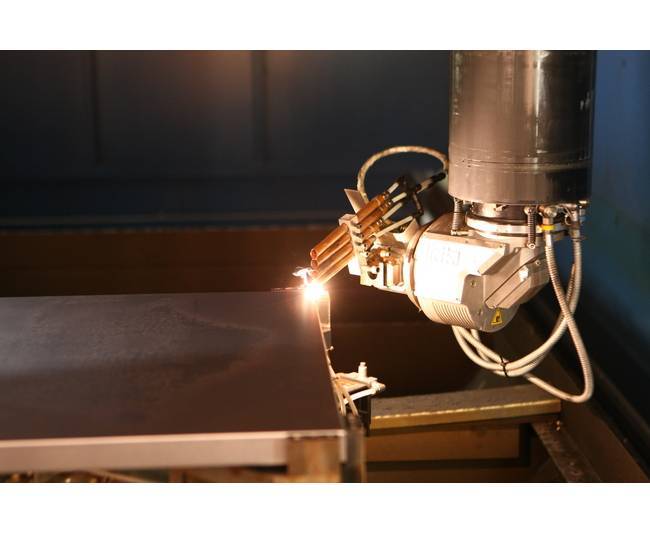
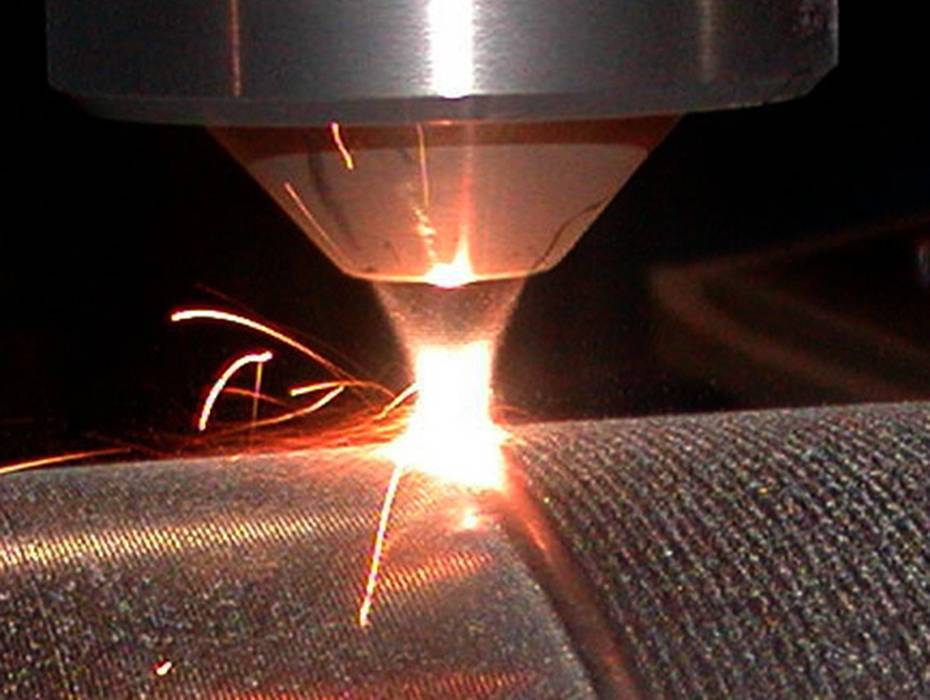
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
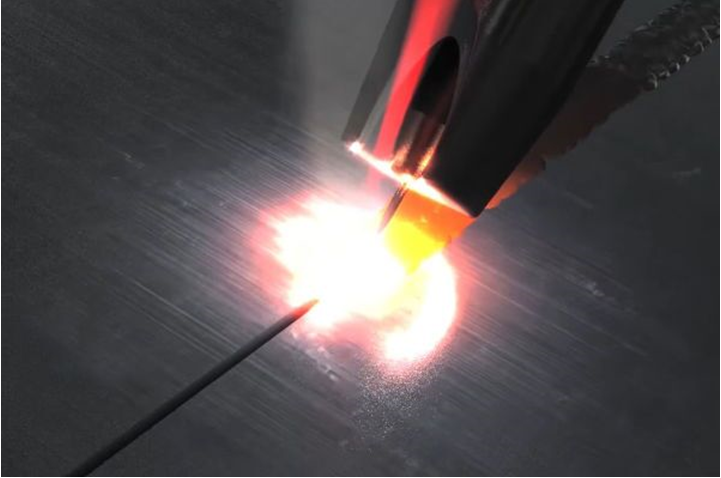
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
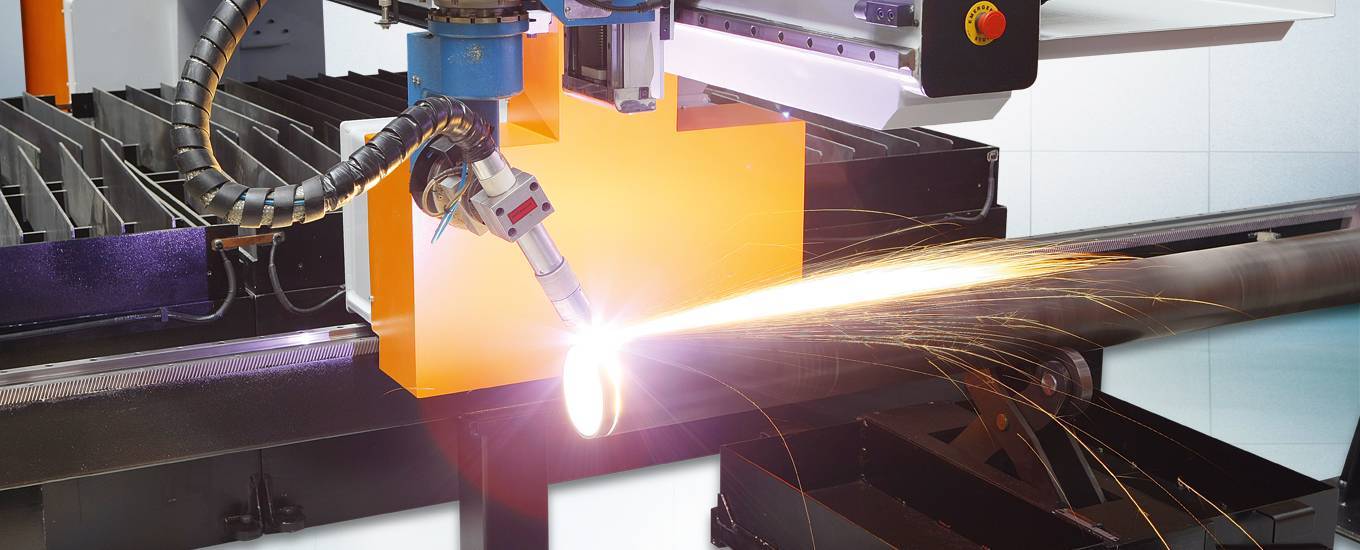
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Технология лазерной сварки
Сварка сталей
Качество сварки и надёжность сварных соединений, выполняемых лазером, сильно зависят от качества сборки деталей под сварку. Требуемая точность сборки обеспечивается мех. обработкой сварных кромок на металлорежущих станках.
Поверхность свариваемых кромок необходимо очистить от загрязнений и от влаги, чтобы исключить образование дефектов в сварном шве, и в зоне термического влияния. В частности, пористости и оксидных соединений, а также образования холодных трещин при сварке из-за переизбытка водорода. При этом необходимо зачищать не только сварные кромки, но и близлежащие к ним участки на 10-15мм выше и ниже сварных кромок.
Зазор между сварными кромками и перекос должны быть сведены к минимуму. Рекомендуемая величина зазора — не более 5-7% от свариваемой толщины. Прихватки при сборке не рекомендуются, но, в случае крайней необходимости они должны выполняться лазером. Предпочтительное соединение для сварки стыковое. Нахлёсточные и замковые соединения не рекомендуются из-за повышенной чувствительности к концентраторам напряжений.
Сварку следует вести в среде аргона с углекислым газом, в соотношении 3:1, или в среде гелия с аргоном в соотношении 2:1. В некоторых случаях, при сварке низкоуглеродистых сталей допустима сварка без газовой защиты. Наиболее характерные режимы лазерной сварки сталей представлены в таблице:
Указанные в таблице режимы рекомендуются для сварки стыковых соединений, но их можно применять и для сварки угловых швов, тавровых и других видов соединений.
Сварка алюминиевых и магниевых сплавов
Сварка алюминия, магния и их сплавов усложняется тем, что это активные металлы, и они хорошо взаимодействуют с окружающей средой и испаряющимися легирующими элементами сплавов. Кроме этого, трудности представляет оксидная плёнка, которой покрыты поверхности сварных кромок. Но, эти трудности могут быть устранены использованием концентрированной подачи энергии в виде лазерного или электронного луча.
Подготовка сварных кромок происходит также тщательно, как и для дуговой сварки и она включает в себя мех. обработку с травлением, промывкой в горячей воде и зачисткой шабером непосредственно перед самим процессом сварки, чтобы на сварных участках не успели образоваться оксидные плёнки.
Сварку проводят в среде защитных газов. В качестве защитных газов применяют гелий, либо аргон. Оптимальные режимы лазерной сварки алюминиевых сплавов представлены в таблице ниже:
Сварные швы при сварке магния и его сплавов, образованные лазерным лучом, хорошо формируются и не провисают при сварке на весу. Это позволяет процесс сварки вести без применения специальных подкладок, в отличии от дуговой сварки, что значительно упрощает технологию изготовления изделий. Наиболее актуально это в случае изготовления крупногабаритных конструкций. Оптимальные режимы сварки некоторых материалов на основе магния представлены в таблице ниже:
Механические свойства сварных соединений алюминия и магния, выполненных лазерным лучом, не уступают механическим свойствам основного металла, при соблюдении технологии сварки.
Сварка титана и титановых сплавов
При сварке титана и титановых сплавов основными трудностями являются высокая активность металла при высоких температурах, склонность к росту зерна при нагреве свыше 300°C и склонность к образованию холодных трещин при сварке в случае повышения содержания водорода в металле шва и зоны термического влияния.
Подготовка кромок ведётся механической обработкой, или дробеструйной, или пескоструйной с последующим химическим травлением, осветлением и промывкой. Большое влияние на качество шва оказывает газовая защита зоны сварки и остывающей поверхности сварного шва и околошовной зоны. Для защиты в зоне воздействия лазерного луча используют гелий высокой чистоты, а для защиты остывающих участков возможно применение аргона повышенной чистоты.
Режимы сварки некоторых материалов на основе титана приведены в таблице:
Варианты оборудования для каждого метода
Далее представлю примеры оборудования для каждого метода сварки алюминия. Я выбрал специально товары из разных ценовых категорий, чтобы информация оказалась полезной как для частных сварщиков, так и для крупных предприятий и мастерских.
Ручная дуговая сварка (ММА)
АВРОРА Вектор 2000 — бытовой инвертор для сварки углеродистой стали. Периодически им получится сварить алюминий покрытыми электродами, но только для неответственных конструкций. Сила тока составляет 200 А. Холостой ход 70 V обеспечит легкий поджиг дуги. Вес корпуса 3 кг упрощает перестановку оборудования или транспортировку. По сути, здесь можно использовать любой инвертор с показателем сварочного тока 200 А. Серьезной разницы при сварке алюминия методом ММА более дорогим инвертором Вы не почувствуете, поэтому зачем переплачивать
Если есть финансовая возможность, то лучше обратите внимание на инверторы TIG с возможностью работы на переменном токе. Аргонодуговая сварка (TIG) BRIMA TIG 200 AC/DC — отличный вариант для небольшой мастерской или частного гаража. Подключается к сети 220 V и выдает силу тока от 5 до 200 А
Есть функция Arc Force, цифровой дисплей для удобства настройки. Бесконтактный поджиг продлевает ресурс вольфрамового электрода. Ток можно менять с постоянного на переменный. Регулируется время предварительной и пост продувки газом. Fubag INTIG 200 AC/DC Pulse — инвертор ТИГ с диапазоном сварочного тока 5-200 А. Есть функция пульса для сварки тонких деталей. Сила тока регулируется с горелки. Поддерживает режимы 2Т и 4Т. Система Protec защищает от высоких скачков напряжения. ESAB Origo Tig 3000i AC/DC, TA24 AC/DC — промышленный аппарат для сварки алюминия с питанием 380 V. Максимальная сила тока составляет 300 А, разрешая варить с ПВ 30%. При показателе 200 А ПВ составляет 100%. Можно регулировать время нарастания и падения тока. Отличается быстрым зажиганием дуги и ее стабильным горением. Полярность переключается тумблером, а не перестановкой проводов. Функция Qwave дает низкое разбрызгивание металла и тихую работу. Полуавтоматическая сварка (MIG) Сварог MIG 200 REAL (N24002) Black — полуавтомат для сварки алюминия по доступной цене. Питается от однофазной сети 220 V и не «боится» просадок до 160 V. Сварочный ток имеет диапазон 30-200 А. Поддерживает работу с проволокой, диаметром 0.6-1.0 мм. Подающий механизм состоит из двух роликов. Есть функции прогона и дожигания сварочной проволоки. Кроме MIG поддерживает режим ММА. EWM Picomig 185 D3 puls — компактный аппарат с импульсом, работающий от напряжения 220 V. Имеет диапазон тока 5-180 А. Отличается прочным корпусом и защитой от капель воды IP23, подходящими для жестких строительных условий. Механизм подачи состоит из 4-х роликов. TRITON ALUMIG 250P Dpulse Synergic 380v — относительно недорогой китайский полуавтомат, способный выдавать двойной импульс. Здесь уже есть синергетическое управление. KEMPPI Kempact Pulse 3000 — профессиональный полуавтомат для сварки алюминия. Питается от сети 400 V и выдает силу тока 250 А. Поддерживает работу с проволокой по алюминию, диаметром 0.9-1.2 мм и катушками до 300 мм. Механизм подачи содержит 4 ролика. Есть импульс и двойной импульс. Синергетическое управление упрощает выбор настроек. Память на 100 ячеек для работы с разнородными материалами.





Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Условия и способы сварки лазером
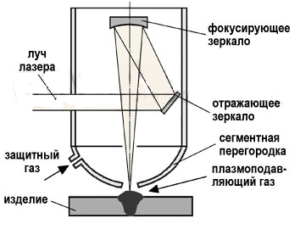
Лазерная сварка нержавеющей стали, сплавов и материалов должна проводиться в соответствии с определенными особенностями. Чтобы получить повышенную мощность луча требуется его точная фокусировка. В момент, когда показатели интенсивности пучка становятся выше максимального значения, он пропускается через центральную область переднего зеркала и далее через систему направляющих призм к рабочей области.
Лазерная сварка нержавейки и других металлов может осуществляться при разном нахождении свариваемых изделий. Глубина проплавления металлической структуры может регулироваться в широком диапазоне — от поверхностного до сквозного. Рабочий процесс может проводиться непрерывным лучом или прерывистыми импульсами.
Обратите внимание! Лазерная импульсная сварка подходит для соединения и обработки изделий из тонкого листового проката. Кроме этого данная технология может с легкостью сваривать профили со сложной конструкцией и детали с большой толщиной
Стоит учитывать, что лазерная сварка алюминия, меди, нержавейки и других металлов может проводиться несколькими способами:
- Стыковой метод. Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
- Нахлесточный метод. Во время сваривания листы накладываются друг на друга, их соединение производится мощным излучением. Во время сварки применяется локальный прижим изделий. Предельный зазор между поверхностями металлических изделий при работе должен составлять не более 0,2 мм.
1. Лазерная сварка
частично отражаетсянеобходимую для автоматического управлеТехнология лазерной сварки
- Когерентностью: В основе этого показателя лежит взаимосвязь фаз теплового поля луча лазера в разных зонах;
- Монохроматичностью: Данное свойство характеризуется небольшой шириной спектральных линий, которые излучаются источником;
- Направленностью: При проведении сварочного процесса не происходит рассеивание луча при его движении от источника к свариваемому изделию.
- Элементы, которые подготовлены для соединения, плотно соединяются друг с другом вдоль линии будущего соединения.
- Далее на область стыка наводится лазерный луч.
- Включается генератор. Во время этого начинается равномерное разогревание, плавление и испарение частиц на кромках.
- В связи с тем, что сечение лазерного луча имеет небольшие размеры, расплавленный металл заполняет все микронеровности и дефекты изделий, которые попадают в зону действия лазерного луча.
1.2 Условия и способы лазерной сварки
- Стыковой метод. Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
- Нахлесточный метод. Во время сваривания листы накладываются друг на друга, их соединение производится мощным излучением. Во время сварки применяется локальный прижим изделий. Предельный зазор между поверхностями металлических изделий при работе должен составлять не более 0,2 мм.
1.3 Виды лазеровсварка алюминиевых сплавов
Газовый
- Прокачивание газа из баллонов производится насосом. Для этого применяется газоразрядная труба.
- Между электродами возникает разряд электрического тока, который вызывает энергетическое возбуждение газовой смеси.
- В торцевых зонах газоразрядной трубы имеются специальные зеркала, через которые пропускаются лучи лазера.
- При выполнении лазерной сварки оправ, кузова автомобиля и других изделий электроды соединяются с источником питания.
- Процесс охлаждения лазерных устройств проводится водяной системой.
качестве него применяется гелий1.4 Особенности сварки тонкостенных изделий1.5 Автоматизация лазерной сварки и виды станковМодели станков для лазерной сварки
- Квант-15 лазерная сварка. Прибор является самым дорогостоящим и многофункциональным. Его применяют в шовной и точечной сварочной технологии, для соединения различных металлов и сплавов с глубиной проплавления до 2-3 мм. Также используется при разрезании инструментальных, конструктивных, высоколегированных сплавов.
- ЛАТ-С. Эта установка применяется для проведения лазерной сварки и наплавки металлов. Имеет высокую мощность и производительность. Оборудование может быть укомплектовано координатными столами, именно за счет этого можно производить обработку сложных изделий.
- МУЛ-1. Это малогабаритное оборудование, которое применяется для лазерной сварки и наплавки металлов. При помощи него может производиться пайка изделий из серебра и золота. Применение лазерной сварки в ювелирном деле позволяет легкое сваривание с соблюдением высокой точности. Допускается даже соединение оправ пластиковых очков.
Возможные дефекты шва
- Непроваривание шва.
- Образование пор и трещин.
- Наплывы, кратеры, сварные раковины.
- Посторонние включения.
- Прожоги.
1) Лазерная сварка обладает следующими преимуществами: возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей. Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения. Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах.Производится в атмосферных условиях, без создания вакуума. К недостаткам лазерной сварки относятся: высокая сложность и стоимость оборудования, низкий КПД лазеров.
2) Технологические особенности процесса лазерной сварки
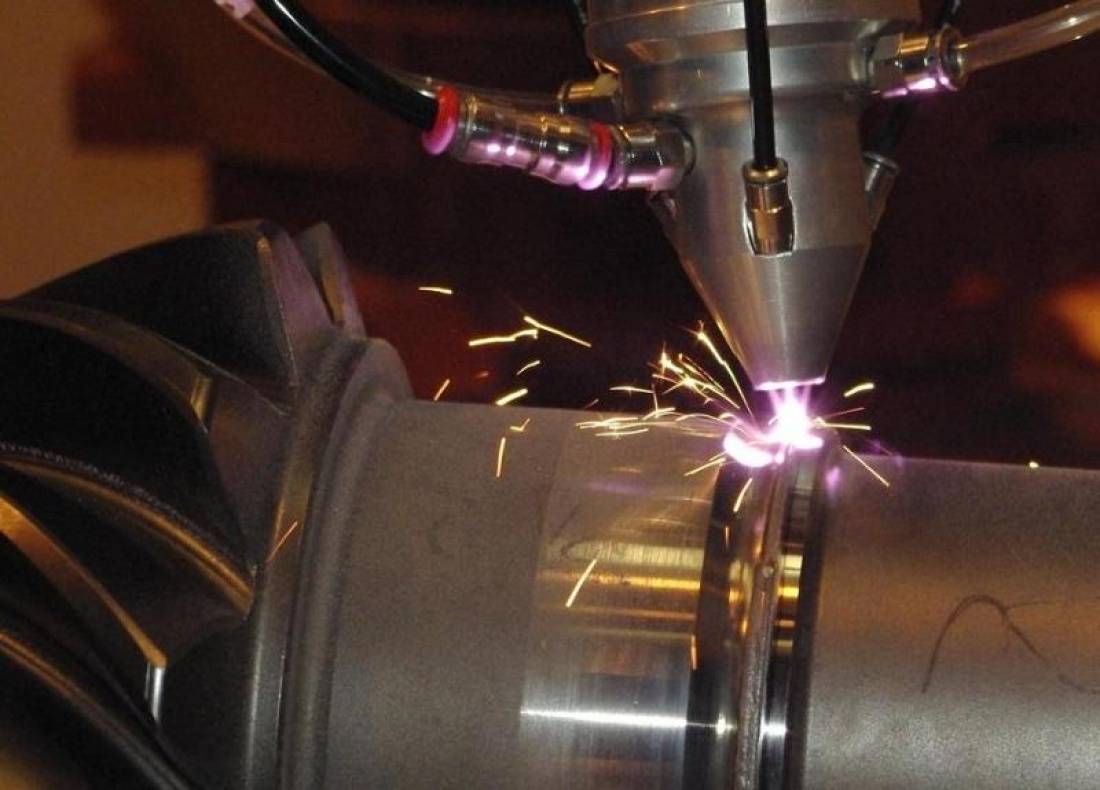
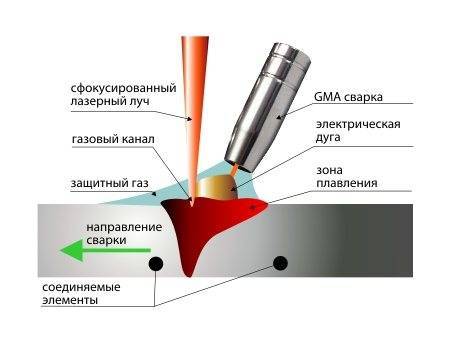
Лазерно-дуговая технология
 Гибридная технология совмещает в себе преимущества дуговой и лазерной сварки. Когда нужно сваривать толстые листы металла с большой скоростью и минимальным подводом тепла к сварочной зоне в автоматическом режиме, то для этого потребуется оборудование с лазерно-дуговой сваркой.
Гибридная технология совмещает в себе преимущества дуговой и лазерной сварки. Когда нужно сваривать толстые листы металла с большой скоростью и минимальным подводом тепла к сварочной зоне в автоматическом режиме, то для этого потребуется оборудование с лазерно-дуговой сваркой.
За счет быстрого разогрева лазером сварочной ванны улучшается качество шва, его глубина. Это уменьшает напряжения и деформации от возникновения соединительного шва.
Кроме этого приводит к большой скорости сварки, появляется возможность провести сваривание в один проход. Нет жестких требований к соединяемым кромкам. В комбинации с дуговой сваркой обычно используется твердотельный лазер.
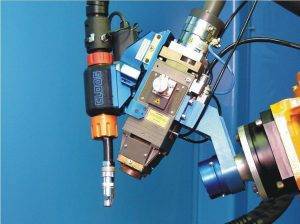
Аппараты
Оборудование представлено в виде крупногабаритных станков или мобильных устройств:
- ЛАТ-С – станок, предназначенный для наплавки и сварки металлических изделий. Устройство показывает высокие технические характеристики, он оснащается координатными станками автоматического типа, что увеличивает скорость обработки сложных конструкций.
- CLW120 – лазерный сварочный аппарат, который обладает ювелирной точностью. Используется для обработки черных и цветных сплавов, нержавейки и титана. Работает устройство от 220 В, поэтому подходит для бытового применения от электрического щитка.
Сварщик высшей категории Ивлеев А. В.:«Подавляющее большинство моделей для лазерной сварки оборудованы бинокуляром, элемент защищает зрение от негативного воздействия яркого луча и улучшает видимость детали».
С твердым активным элементом
Принцип работы заключается в следующих аспектах:
- Твердый элемент в форме стержня – это источник луча, он находится в специальной камере.
- Лампочка накачки генерирует вспышки света, которые активируют рабочее тело.
 Схема твердотельного лазера
Схема твердотельного лазера
Твердотельная часть производится из рубина, этот материал показал высокие технические характеристики, безопасность и безупречную эффективность.
С элементами на основе газовой среды
Это высокопроизводительные станки, которые работают в сочетании с газовой защитой. Активной средой выступает смесь азота, кислорода, гелия, она поступает под высоким давлением, достигающим более 10 кПа. Возбуждение рабочих газов происходит за счет электрического разряда. КПД устройства не превышает 15%.
Азот и гелий передают энергию углекислому газу, что создает идеальные условия для получения разряда.
Классификация газовых лазеров
По методу охлаждения установки разделяются на две большие группы: с конвективной (интенсивной) и диффузной (замедленной) прокачкой. Последняя используется в однолучевых лазерах с малой мощностью. Конвективную целесообразно монтировать в мощные устройства.







По стороне движения газов относительно электродов зеркал резонатора и газовой камеры, конвективные лазеры разделяются на поперечную и продольную прокачку. Возбуждение смеси осуществляется разрядом высокочастотного или постоянного тока. За охлаждение резонатора и оптических элементов отвечает двухконтурная охладительная система, рабочая смесь остывает теплообменником по типу вода-газ.
Системы транспортировки и фокусировки луча
Эта система включает в себя защитные лучепроводы, зеркало и фокусирующий элемент. Зеркало предназначено для изменения траектории луча и перемещает в рабочую зону. Твердотельные лазеры малой мощности оборудованы специальными призмами и преломляющими зеркалами, которые состоят из многослойного диэлектрического покрытия. Газовые лазеры обладают зеркалами из меди, более мощные устройства используют зеркала с водяной системой охлаждения.

Фокусирующий элемент (тубус) совершает движения относительно обрабатываемой детали. В нем закрепляется линза. Твердотельные лазеры оснащены стеклянными оптическими линзами, для газовых используют призмы из селенида цинка либо хлорида калия. Воздушные шторки защищают линзы от продуктов плавления.
Фокусное расстояние для получения высокой мощности должно составлять около 100-150 мм. уменьшение этого показателя приводит к трудности с отводом вредных продуктов.
При лазерной сварке твердосплавного металла расстояние от источника энергии до рабочей зоны определяется табличным методом.
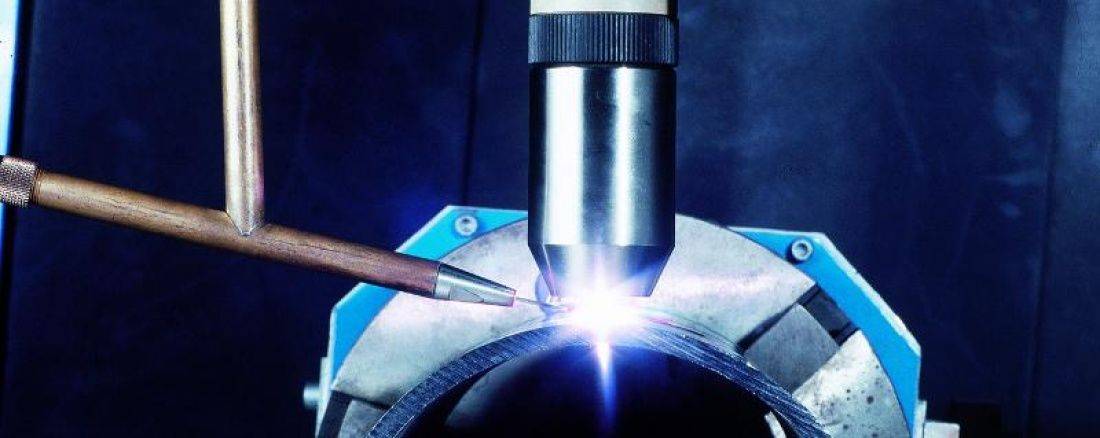
Газовая защита
Цель системы газовой защиты заключается в уменьшении вероятности окисления в области сварного шва и зоны вокруг него. Она включает в себя сопла разных конструкций. Эти элементы устраняют брызги и пары, которые появляются при сварке. Сопло выбирается в зависимости от уровня химической активности материалов, мощности, глубины плавления. В рабочую зону подается газ, наиболее подходящий по составу.
Перемещение луча и изделия
Свариваемые изделия и энергетический луч перемещаются посредством манипулятора с ЧПУ, который имеет несколько степеней свободы, этот показатель зависит от сложности процесса. Скорость движения может достигать 400 м/ч.
При обработке габаритных деталей с большой массой целесообразнее перемещать луч, а не деталь. Этот процесс реализуется посредством передвижных зеркал. Самой перспективной системой является закрепление инструмента в автоматическом манипуляторе.
Особенность метода заключается в комбинации электрической дуги с энергетическим лучом. Он используется для скрепления деталей большой толщины на повышенной скорости в режиме автомат и низком теплообмене. Качество швов получается на высоком уровне.
Нюансы для разных материалов
Технологии сварки некоторых металлов имеют особенности.
Стальные листы
Перед соединением заготовок из этого материала поверхности очищают от коррозии и окалины. После этого детали тщательно просушивают. Расстояние между краями листов должно быть минимальным – не более 7% ширины сварочной ванны. Лучший вариант – использование стыкового способа сварки. При применении замковых и нахлесточных методов повышается вероятность деформации шва. Сварка ведется в среде аргона, смешанного с углекислым газом в соотношении 3:1.
Алюминий и магний
Формирование сварного соединения осложняется высокой активностью металлов. Края деталей быстро покрываются оксидным налетом, имеющим высокую температуру плавления. Использование концентрированного лазерного луча устраняет эту проблему. Подготовку выполняют, как при электродуговой сварке.
Сплавы из титана
Металл и содержащие его материалы при нагреве становятся чрезмерно активными. Сварочный шов нередко покрывается холодными трещинами. Перед началом сварки кромки обрабатывают механическим способом, протравливают химическими реагентами, повторно очищают. В качестве защитной среды используют чистый гелий. Процесс кристаллизации шва протекает в аргоне.
Стекло
Технология подразумевает применение стандартных газовых смесей. Дополнительно в рабочую зону подают гелий, обладающий плазмоподавляющими свойствами. Газ характеризуется меньшей, чем у аргона, плотностью. Поэтому он не изменяет параметры лазерного луча. Некоторые сварщики используют комбинированные газовые смеси, обладающие защитными и плазмоподавляющими свойствами.
Рекомендуем к прочтению Описание процесса термитной сварки
Пластиковые элементы
Температура плавления полимеров низкая, поэтому при работе с такими материалами важна регулировка мощности излучения. В остальном процесс не отличается от сварки стеклянных элементов.
Особенности сварки лазером тонкостенных металлов
Основное преимущество лазерной сварки – ее разнообразие. Каждому виду работы можно подобрать соответствующее оборудование. В зависимости от типа поставленных задач и материалов, которые предстоит сваривать, можно подобрать наиболее оптимальные устройства.
Так, например, соединение деталей маленькой и большой толщины необходимо осуществлять разными установками. Как уже было отмечено выше, в одном случае лучше воспользоваться твердотельным лазером, а в другом – аппаратами на основе газа.
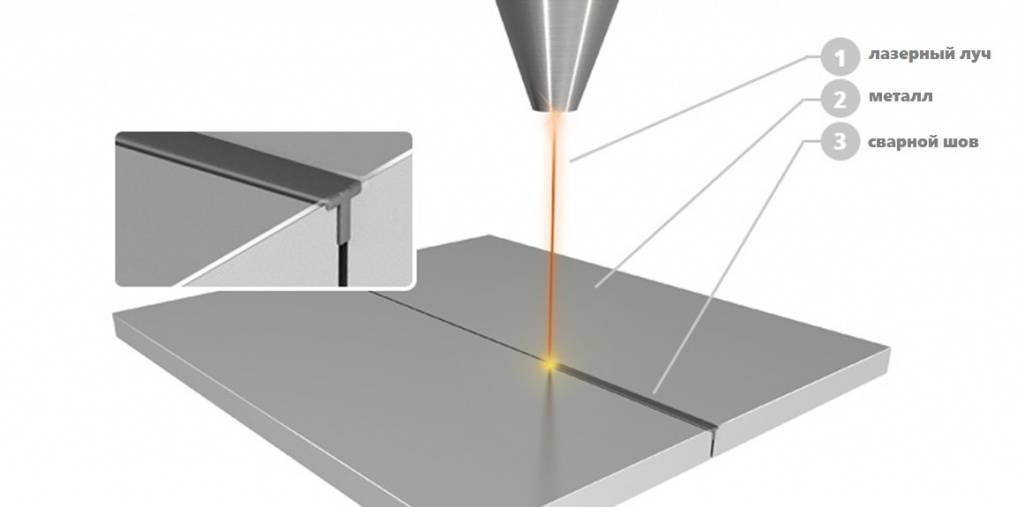
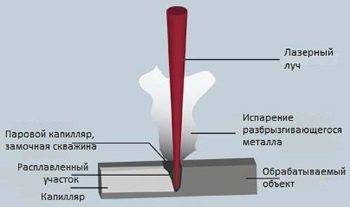 Схема сварки лазерным лучом.
Схема сварки лазерным лучом.
Особенно эффективной данная технология оказывается в сварке тонкостенных металлов. Использование других методов влечет за собой ряд рисков, связанных с прожиганием материала, а также с появлением различных термических дефектов.
Лазерная сварка позволяет избежать указанных проблем, однако для этого необходимо точно контролировать мощность излучения, скорость движения луча, а также фокусировку рабочего пятна.
Соединение тонкостенных деталей осуществляют на минимальной мощности
Если сваривание проводится в импульсном режиме, тогда повышают скважность импульса и сокращают его длительность. А в непрерывном режиме скорость движения лазера повышают
Если установка не позволяет понизить мощность до необходимого уровня, тогда луч следует расфокусировать. Это уменьшит производительность сваривания, зато исключит вероятность прожигания изделия.






Общая информация
Лазерный сварочный аппарат назван так, поскольку для соединения металлов используется лазер. Он выступает в роли источника энергии, нагревая и плавя металлическую заготовку. С помощью лазера можно соединять даже разнородные металлы. Сварка лазером часто используется в радиоэлектронике, поскольку позволяет выполнять даже самые мелкие работы.
Существует три разновидности сварки лазером:
- Микросварка лазером (глубина проплавления металла не превышает 100 мкм);
- Минисварка лазером (глубина проплавления находится в пределах 0.1-1 мм);
- Маркосварка лазером (глубина проплавления металла от 1 мм и более).
Приведем более детальное описание технологии, чтобы вы лучше понимали суть лазерных аппаратов. Аппарат генерирует лазерный луч, который направляется в специальную систему фокусировки, где излучение сужается в пучок меньшего диаметра.
После сужения лазерный луч направляется на металлическую заготовку. Там излучение частично проникает внутрь металла, но и частично отражается от него. В месте, где излучение поглотилось, металл начинает нагреваться и плавиться. Если производится работа с очень тонким металлом, то луч наоборот необходимо немного расфокусировать.
Как видите, технология проста и понятна. Но для ее осуществления необходимы технологичные дорогие аппараты. Сварка лазером может быть частичной или сквозной, пространственное положение шва не играет никакой роли. Это значит, что вы можете сформировать соединение в любом пространственном положении и не испытаете при этом трудностей.
Иногда сварка производится в сочетании с присадочными материалами. Это может быть проволока, порошок или специальная лента.
Достоинства и недостатки
У лазерной технологии есть несколько ключевых достоинств, которые позволяют ей быть востребованной. Прежде всего, отметим высокую точность выполнения работ. Как уже говорилось выше, возможна сварка даже самых тонких заготовок. При этом металл не деформируется и не нуждается в дополнительной механической обработке.
Второе достоинство — это высокая скорость работы. Лазерные установки способны варить до 100 метров шва в час. Тогда как классическая ручная дуговая сварка позволяет сварить до 15 метров шва за час, с учетом постоянной смены электродов. И все это при сварке стального листа толщиной до 20 мм.
Также лазерный метод очень экологичный. На многих предприятиях остро стоит вопрос экологии, и в данном случае традиционные методы сварки проигрывают, поскольку в ходе той же РДС сварки образуется много отходов в виде огарков. И их нужно как-то утилизировать.
У лазерных аппаратов всего один недостаток, но он очень существенный. И во многом благодаря ему лазерный метод не завоевал большую популярность.
Лазерная технология проста в теории, но на деле для ее осуществления необходимы высокотехнологичные аппараты. На данный момент оборудование для лазерной сварки стоит очень и очень дорого. Поэтому его применяют только при мелких работах, где важна точность. На крупных производствах предпочитают контактную сварку, полуавтоматическую или ручную дуговую.





