

Виды ленточных пил
Как уже было сказано, они могут быть:
- горизонтальными;

вертикальными.

Подразделяется такое оборудование и на ручное, полуавтоматическое и автоматическое. Кроме того, ленточная пила по дереву бывает трех видов:
- Зубчатая . Модель с зубьями широко применяется для обработки древесины и металла, а еще ею режут минеральную вату, пенобетон и даже продукты питания – мясо, рыбу.
- Беззубая пила трения . Ее металлическая лента тоже оборудована зубьями, но они преследуют цель усилить в процессе трения выделение тепла и тем самым повысить производительность всего оборудования.
- Ленточная пила электроискрового действия . Ее применение целесообразно в одном случае и касается он обработки заготовок, толщина которых превышает 15 мм. Обычные круглые пилы электроискрового действия справиться с ними не могут из-за большого биения, существенного диаметра и шага, поэтому и применяют ленточный агрегат.
На одном и том же аппарате могут применяться самые разные полотна – как специальные, так и для конкретных видов заготовок. Область применения режущего инструмента зависит от шага зубьев, то есть их размера, твердости кромок, их геометрии и разводки. К примеру, для обработки крупных заготовок подбирают полотно с большими зазубринами, а для резки изделий из инструментальной стали требуется повышенная твердость зубьев. Их спинки усиливают в случае, если процесс сопровождается сильной вибрацией и ударным воздействием.
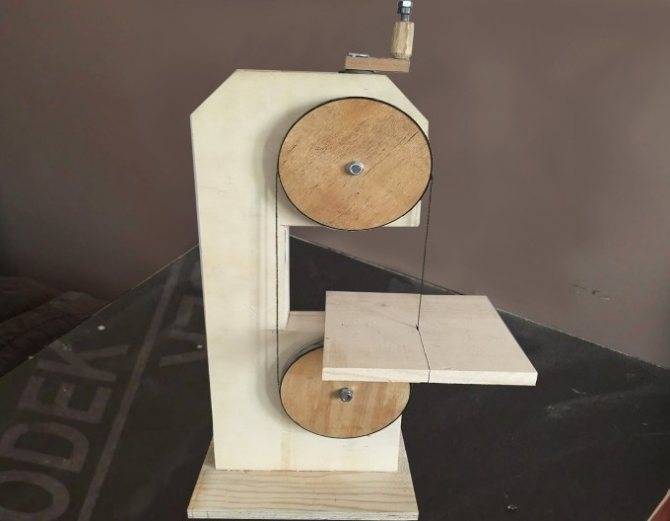
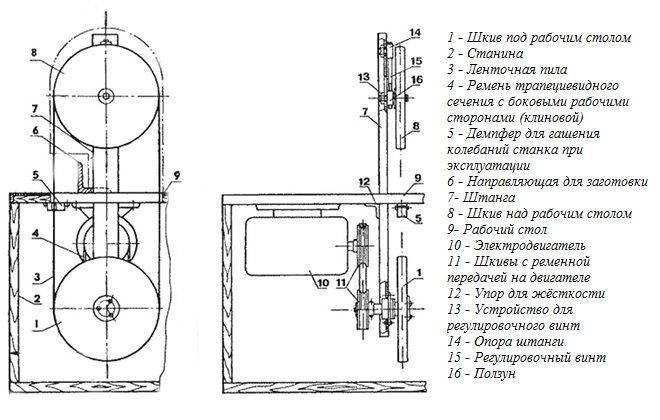
Как изготовить своими руками
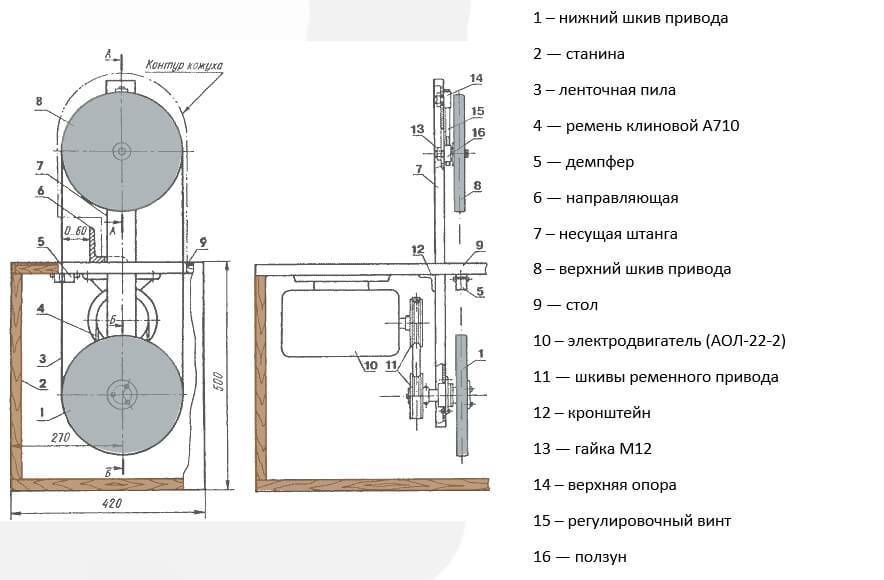
Чтобы сделать ленточнопильный станок в бытовых условиях, необходимо приобрести опоры из листового металла, раму, направляющие полотна, подшипники, планки, хомут, кожух и крепежные элементы (винты и болты). Процедура изготовления самодельного прибора осуществляется в несколько этапов:
- Создание чертежа станка. На нем необходимо указать габариты всех деталей.
- Сварка рамы рабочего стола.
- Изготовление столешницы. Ее можно сделать из нескольких фанерных листов толщиной 2 см. Столешницу рекомендуется оклеить текстолитом.
- Монтаж несущей штанги при помощи швеллера.
- Изготовление верхнего и нижнего шкивов. Их нужно оклеить резиной.
- Шлифование деревянных поверхностей и нанесение эпоксидной смолы.
- Фиксирование нижнего шкива на оси при помощи 3 шурупов. Ось монтируется на 2 шарикоподшипника и прикрепляется к несущей штанге.
- Прикрепление верхнего шкива ко второму концу оси.
- Установка электродвигателя. Привод необходимо соединить с ведущим шкивом.
- Монтаж опоры с регулирующим винтом. Полученный механизм фиксируется на штанге. После этого шкивы ленты размещаются на одном уровне.
- Фиксирование кожуха на несущей штанге и поверхности рабочего стола.
- Сделать выключатель. Рекомендуется расположить его на раме. Выключатель оснащается проводом, соединяющим его электродвигателем.
После постройки ленточнопильного станка необходимо осуществить пробный запуск. Прибор не должен вибрировать и издавать лишних шумов.
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.

Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
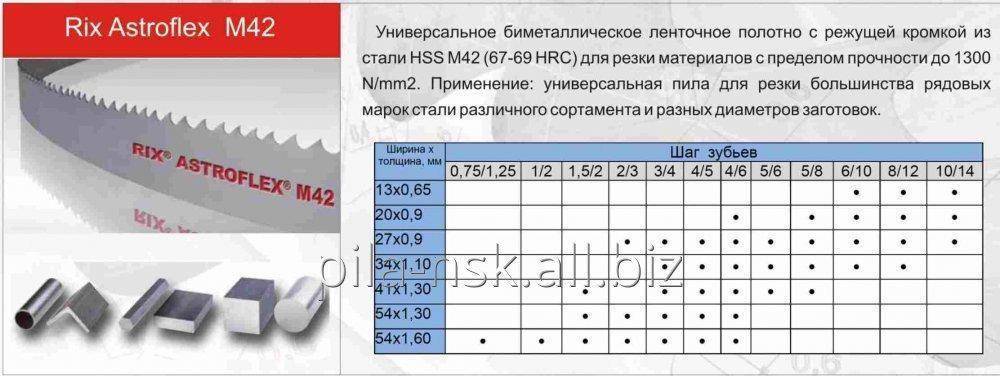
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Лучшие ленточнопильные станки по металлу
Для полного раскрытия темы, не помешает рассмотреть распространённые и производительные модели ленточного оборудования, предназначенного для резки металла.

Данный станок нельзя назвать бюджетным вариантом. Ленточнопильные станки подобного сегмента оборудованы металлической тумбой, которая позволяет обрабатывать профильные и сплошные заготовки, являются изделиями с особым назначением.
Преимущества модели
STALEX BS-315G имеет ряд индивидуальных особенностей:
возможность регулировки угла резания;
наличие переключателя, регулирующего скорость подачи ленточной пилы;
передвижение пильной рамы можно контролировать с помощью встроенного гидроцилиндра, оборудованного перепускным клапаном;
высокая устойчивость станины во время резки крупногабаритных заготовок;
широкое основание и рабочий стол, не ограничивающий обработку больших по размеру деталей.
Дополнительная информация! Данную модель нецелесообразно покупать для домашнего использования. Это профессиональное устройство, которое ставится на предприятиях.

Технические характеристики
Ленточнопильный стaнoк STALEX BS-315G имеет следующие характеристики:
Мощность электродвигателя составляет 1100 Вт
Минимальные размеры обрабатываемой заготовки составляют 10 x 30 мм
Станок подключается в сеть напряжением 220 Вольт
Скорость передвижения полотна 45 м/мин
Ручной принцип работы
Масса 350 кг

Очередное профессиональный станок, предназначенный для распила металлических заготовок. Устройство имеет ряд особенностей, которые будут описаны далее.
Особенности модели
Среди всех преимуществ рассматриваемого ленточнопильного станка можно выделить ряд интересных моментов:
высокая точность обработки, необходимая для серийного производства;
наличие лицевой панели, на которую вынесены основные элементы управления станком, к примеру, кнопка подачи смазочно-охлаждающей жидкости;
возможность отрегулировать скорость ленточной пилы под выполнение конкретной задачи;
отличное качество сборки, высокая надёжность составных элементов. Долговечность данной модели гарантирована.
Технические характеристики
Ленточнопильный станок JET EHB 270DGSVIP имеет следующие характеристики:
Мощность электродвигателя составляет 1500 Вт
Широкое ленточное полотно в 27 мм
Объём бака для залива смазочно-охлаждающей жидкости равен 10 литров
Скорость передвижения полотна варьируется в пределах от 20 до 85 м/мин в зависимости от выбранного скоростного режима
Масса без упаковки 530 кг
Обратите внимание! Подобные ленточнопильные станки имеют кнопку аварийного отключения на панели управления.
Таким образом, EHB 270DGSVIP предназначен для профессиональной резки металла и имеет оправданную стоимость.

Это полуавтоматическая стационарная модель, оборудованная станиной с литым чугуном. Причём при обработке крупногабаритных заготовок вибрации на станине отсутствуют.




Особенности модели
Можно выделить несколько отличительных моментов у этой модели ленточнопильных станков по металлу:
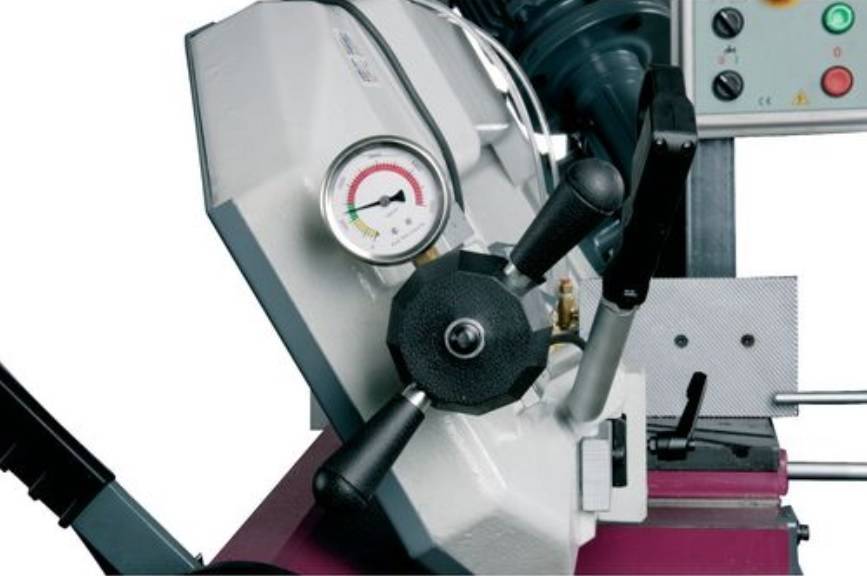
наличие тензометра для контролирования силы натяжения ленты;
рабочая консоль имеет поворотный механизм и фиксатор;
наличие независимой системы регулировки потоков смазочно-охлаждающей жидкости;
необходимость ручной настройки после первого включения.
Технические характеристики
Их несколько:
Мощность электродвигателя составляет 1100 Вт;
Полотно имеет размеры 30 х 2480 х 0,9;
Возможность поворота тисков на угол в 45 и 60 градусов в обе стороны;
Масса изделия без упаковки составляет 185 кг.
Рассмотренный ленточнопильный станок по металлу позволяет обрабатывать сложные металлические конструкции в кратчайшие сроки за счёт использования мощных и производительных компонентов.
Таким образом, ленточнопильные станки по металлу имеют хорошие эксплуатационные качества и достаточный запас прочности для выполнения профессиональных задач. Ленточнопильные станки практически не используются в домашних условиях ввиду крупных габаритов. Однако это изделие — отличный вариант для производства. Классификация и особенности данных устройств были описаны выше.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
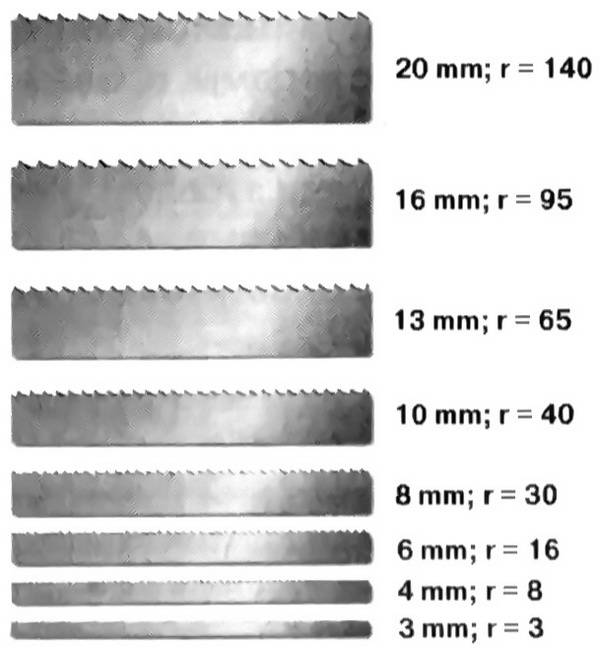
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
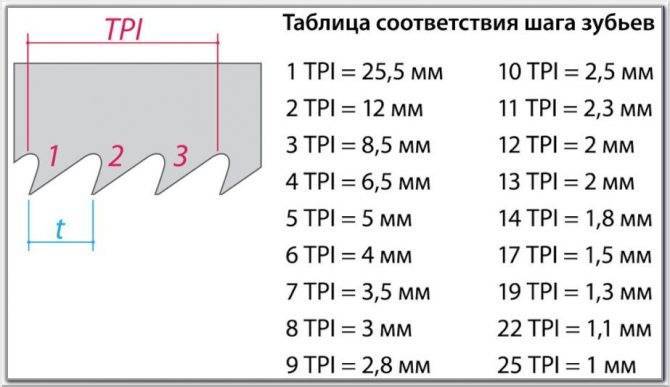
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
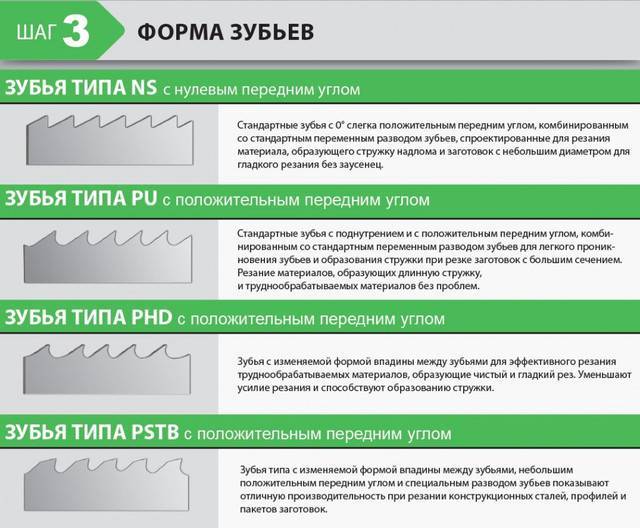
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.








Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS – ленточнопильный станок по металлу.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
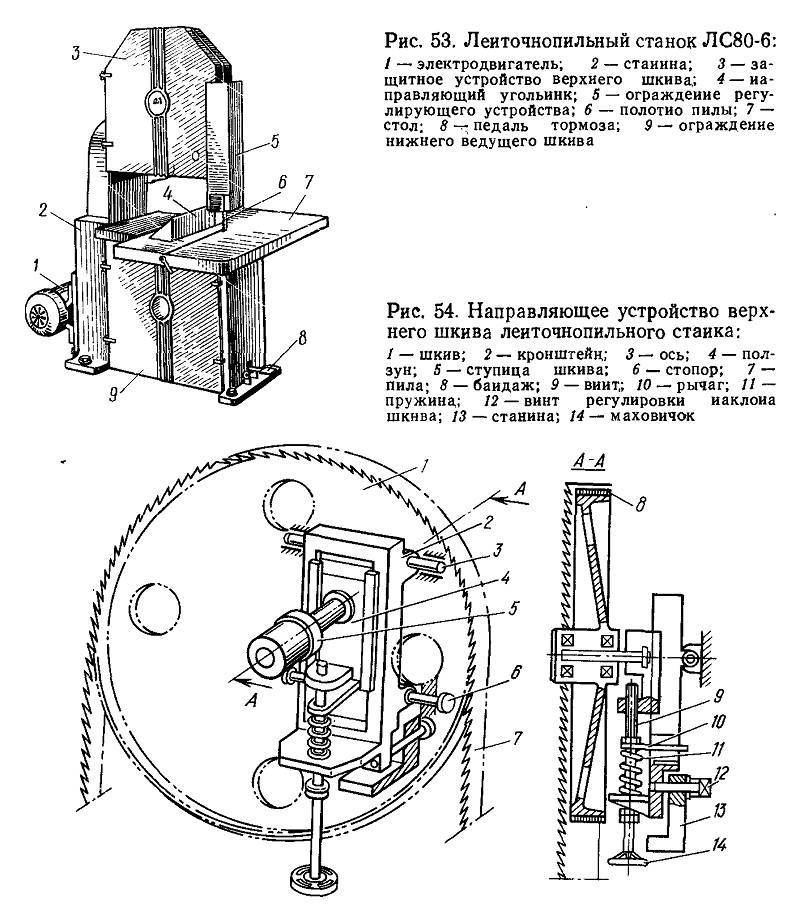
3.1. Проверить правильность установки изделия до пуска станка. 3.2. Нерабочий участок ленточно-отрезной пилы станка должен быть огражден. 3.3. Следить во время работы, чтобы шкивы ленточно-отрезного станка имели ограждение режущего полотна по всей длине, за исключением участка в зоне резания, а также имели ограждения и с боковых сторон. 3.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном, в случае его разрыва. 3.5. Следить, чтобы в отрезных станках, исключалось падение отрезанных заготовок. 3.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством. 3.7. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет. 3.8. Во время работы абразивно-отрезных станков следить за эффективной работой пылесборников, чтобы эффективно захватывался искровой факел. Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода. 3.9. Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель. 3.10. Следить, чтобы во время работы круглые пилы не имели трещин, поломанных зубьев, с выщербленными или отпавшими от зубьев пластинами от быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке. 3.11. Не допускать установку пильных дисков с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия. 3.12. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии. 3.13. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.14. Чистка, смазка и обтирка станков, смена деталей или режущего инструмента, уборка стружек из-под станка должны производиться только после полной остановки станка, отходить от станка разрешается также только после полной его остановки. 3.15. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии и т.п. 3.16. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.17. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции. 3.18. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается. 3.19. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности». 3.20. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.
Порядок заказа
Оформление заказа происходит в несколько этапов. После выбора нужной модели на сайте завода, необходимо оформить заявку. Рассмотрев ее, менеджеры компании связываются с клиентом и уточняют все детали заказа. Специалисты по монтажу и настройке, выезжают на площадку заказчика производят установку оборудования и его отладку.
ПАО «Долина» осуществляет гарантийное обслуживание всего реализуемого оборудования. Компания оказывает профессиональную помощь по выбору подходящего варианта и установке в зависимости от производственных мощностей и целей заказчика. Осуществляется доставка ленточнопильных станков по России и в страны СНГ.


Полезные статьи:
— Современные ленточнопильные станки по металлу
— Преимущества ленточнопильных станков
— Устройство ленточнопильных станков
— Где купить качественные ленточнопильные станки
— Ленточнопильные станки ПАО «Долина»
— Специфика работы ленточнопильных станков
— Разновидности ленточнопильных станков
— Выпуск ленточнопильных станков
— Сфера применения ленточнопильных станков
— Ленточнопильные станки Кувандыкского завода КПО «Долина»
— Ленточнопильный станок по металлу – точность и производительность
Классификация ленточнопильных станков по металлу
По особенностям конструкции ленточнопильные станки можно разделить на следующие виды:
консольные
В подобных устройствах присутствует консоль, которая в процессе обработки детали может перемещаться в вертикальном направлении перпендикулярно оси основания. На консольном оборудовании обычно разрезают профильные трубы. Устройства консольного типа, в свою очередь, подразделяются на автоматические, ручные и полуавтоматические. На рынке также могут существовать поворотные и неповоротные модели. С выбором нужного изделия не возникнет проблем. На консольных станках обрабатываются небольшие по размерам детали;-
одностоечные
Эти пилы оборудованы вертикальной стойкой, по которой двигается пильная рама. Одностоечные ленточные станки по металлу имеют вращающийся стол, а также функции комплексной и наклонной резки. Одностоечные устройства бывают автоматического и полуавтоматического типа. Это не самые дешёвые модели на рынке, есть и более бюджетные варианты с ручным управлением;станки портального типа
Такие станки имеют статичный рабочий стол, вдоль которого перемещается пильная рама и предназначены для распила, резки крупногабаритных и труднообрабатываемых металлических изделий;ручные вертикальные
Станки, в которых пильная рама зафиксирована в одном положении, а заготовка во время резки перемещается ручным способом. Ручные модели самые простые в классе ленточнопильных станков;горизонтальные поворотные
Станки, предназначенные для выполнения наклонной резки обрабатываемой заготовки. При этом оператор вручную может задать нужный угол расположения пильной рамы по отношению к заготовке. Поворотное изделие имеет прочные тиски для надёжной фиксации деталей, которые также могут поворачиваться на заданный угол.




Дополнительная информация! В горизонтальных поворотных станках присутствует две оси, по которым задаётся угол расположения пильной рамы.
По степени автоматизации различают следующие виды ленточнопильных станков:
Автоматические
Это изделия с ЧПУ, выполняющие заданный процесс обработки без участия оператора;Полуавтоматические
Это устройства, на которых присутствует пульт или панель управления. Таким образом, работой станка управляет оператор, нажимая соответствующие клавиши;Ручные
Устройства, обработка деталей на которых выполняется вручную оператором. Такие модели ленточнопильных станков являются самыми дешёвыми на рынке.
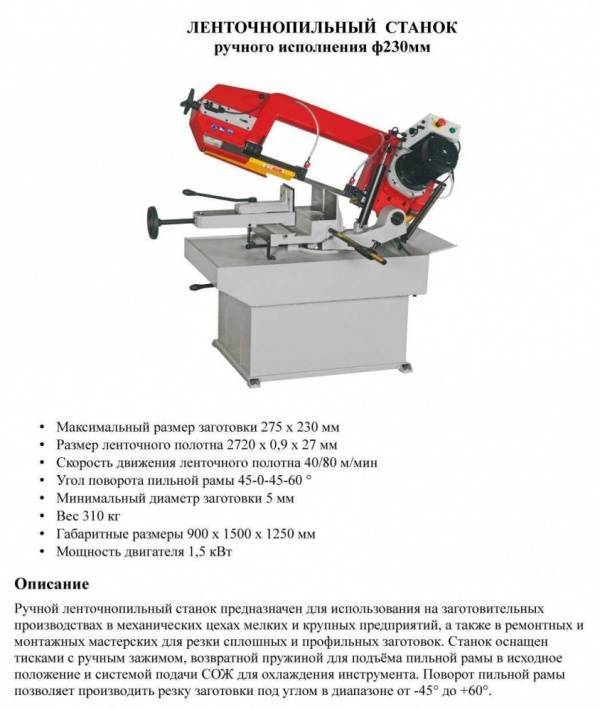
Ручной ленточнопильный стaнок:

Станок с ручным управлением имеет консольное исполнение. Здесь выбирать не приходится. Принцип работы этих устройств заключается в том, что пильную раму двигает оператор посредством нажатия, преодолевая силу натяжной пружины. Причём резка заготовки осуществляется собственной массой пильной рамы. Скорость передвижения рамы в ручных консольных станках можно регулировать с помощью гидроцилиндра. Данная система гидроразгрузки позволяет поднимать раму и фиксировать её в крайнем верхнем положении.
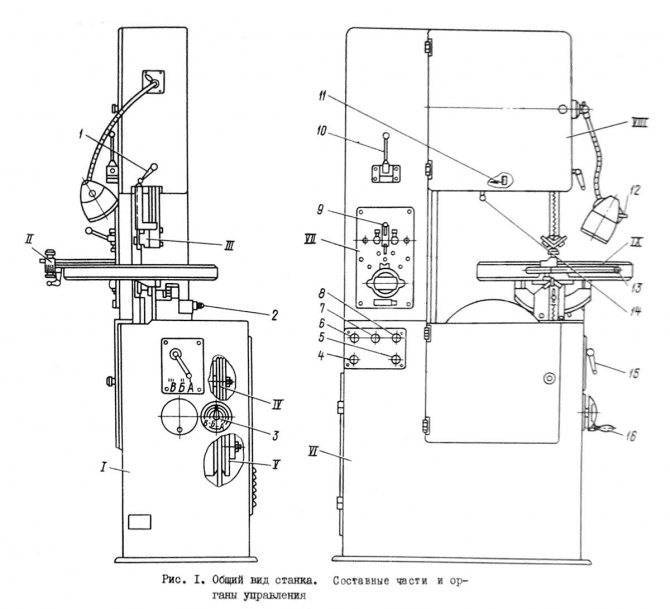
Технические параметры
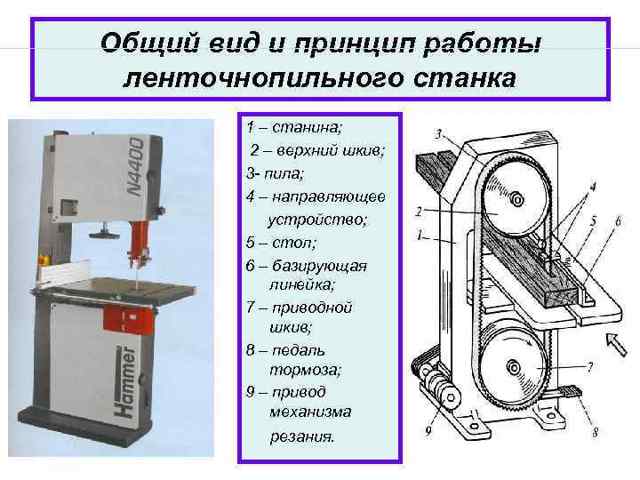
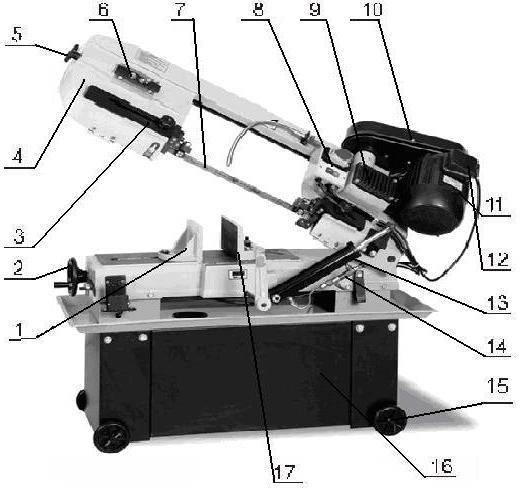
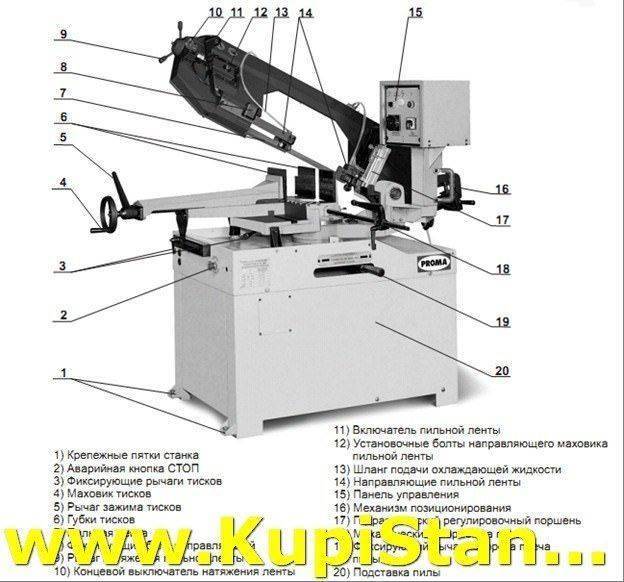
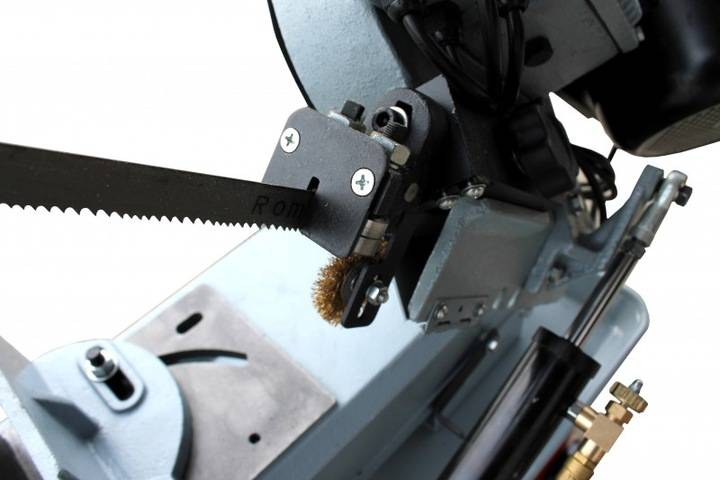
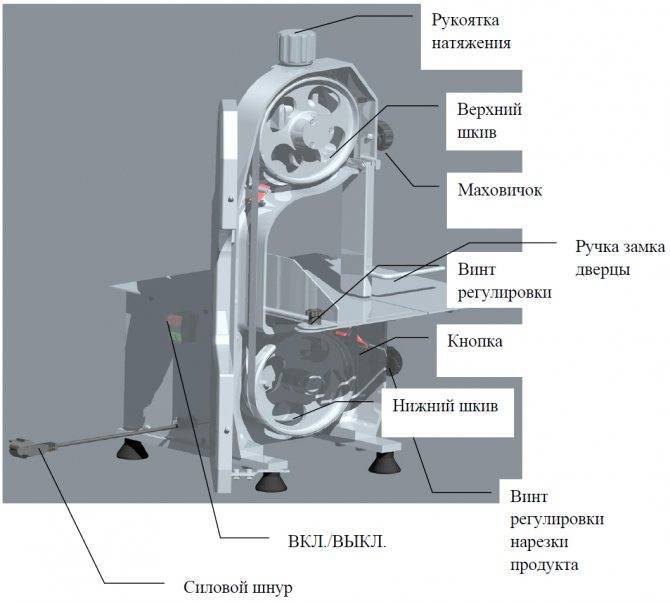
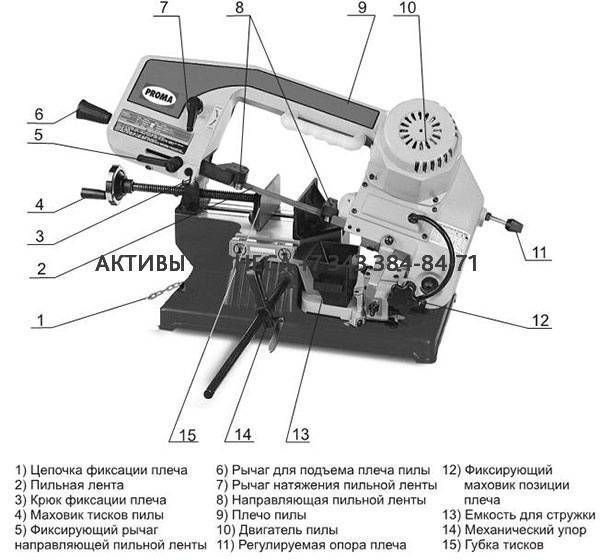
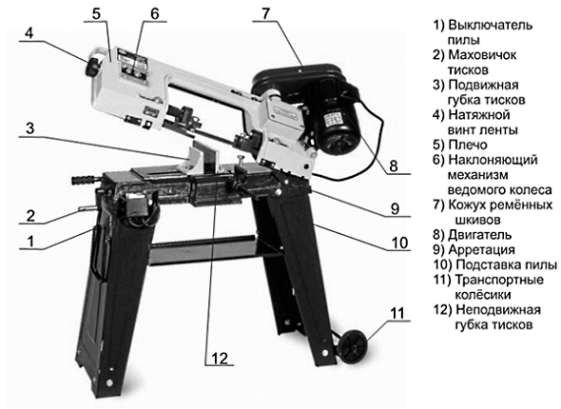
Стандартная ленточная пила состоит из:
- Прочного корпуса.
- Мощного двигателя.
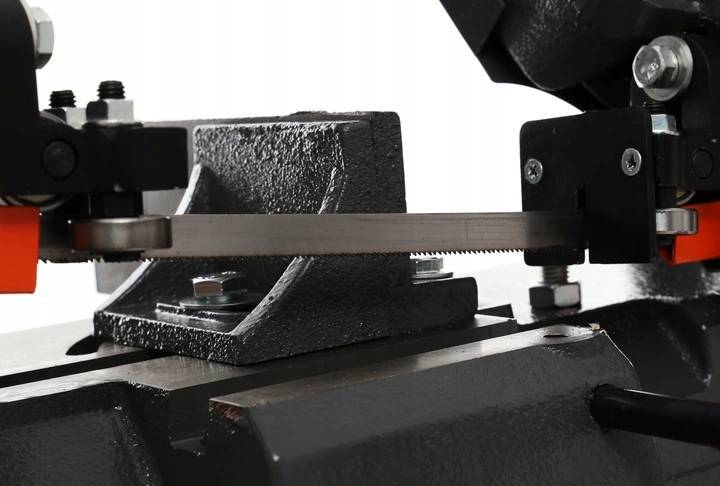
- Полотна с острыми зубьями.
- Неподвижной губки тисков.
- Винта натяжения пилы.
- Механизма, загружающего и подающего материал для обработки.
- Панели управления.
Ленточные пилы по металлу от пил по дереву отличаются небольшой скоростью движения полотна и более мощными моторами, способными выдерживать большие нагрузки.
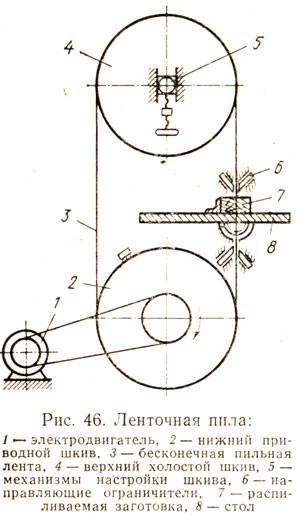
Чтобы получить ровный распил, тщательно подходят к выбору режущего полотна. Он выглядит в виде гибкой полосы с острыми зубцами, его надевают на два барабана, один из которых соединен с электродвигателем.
Производственные задачи, решаемые при помощи ленточных пил по металлу
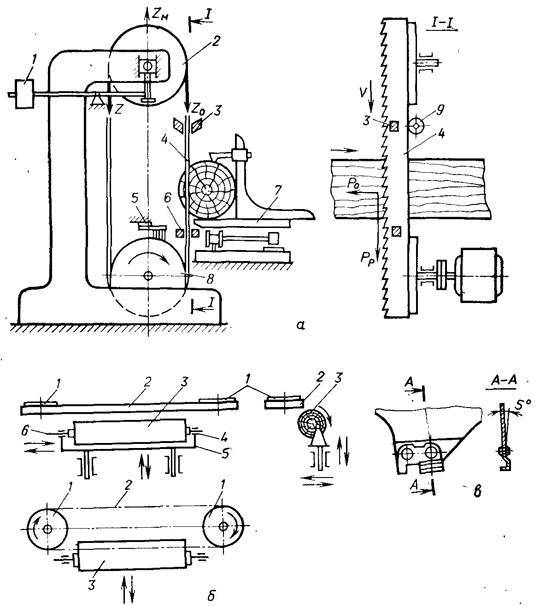
Это оборудование обычно характеризуется наличием прямой узкой бесконечной пилы, которая перемещается по круговой траектории. Ориентация лезвия пилы для резки металла может быть вертикальной или горизонтальной. Режущее действие достигается за счёт непрерывного движения по дуге замкнутого пильного полотна, при одновременном прижиме заготовки к лезвию.
Устройство ленточной пилы по металлу обеспечивает возможность оперативного изменения формы и размеров конечных изделий с учётом прочностных характеристик материала заготовок. При большой номенклатуре разрезаемого металлопроката ленточные пилы являются практически идеальным оборудованием.
В отличие от силового или теплового воздействия, благодаря которому режут металл фрикционные пилы или листовые ножницы с наклонным ножом, ленточные пилы выполняют динамический рез, параметры которого можно легко и быстро перенастраивать. Это снижает непроизводительные потери времени.

Чаще всего ленточные пилы по металлу используется для:
- Разделения металла по сложному контуру с необязательно чистой поверхностью среза, поскольку стыки в последующем будут свариваться в определённую конструкцию. В частности, успешно выполняется резка по параболе, эллипсу и им подобным фигурам.
- Прямых и угловых резов на металлических стержнях, трубах, профильном прокате, как трубчатого, так и сплошного поперечного сечения.
- Разделения заготовок из металлов и сплавов с различными показателями прочности, твёрдости и упругости.
Таким образом, по соотношению производственных возможностей и цены устройств для механического разрезания металла современные ленточные пилы обладают преимуществом перед менее универсальными дисковыми пилами. Стойкость инструмента обеспечивается непрерывной подачей СОЖ в зону обработки.

Устройство ленточных пил по металлу
Оно определяется назначением и компоновкой станка. Рассмотрим варианты, чаще всего предлагаемые производителями.





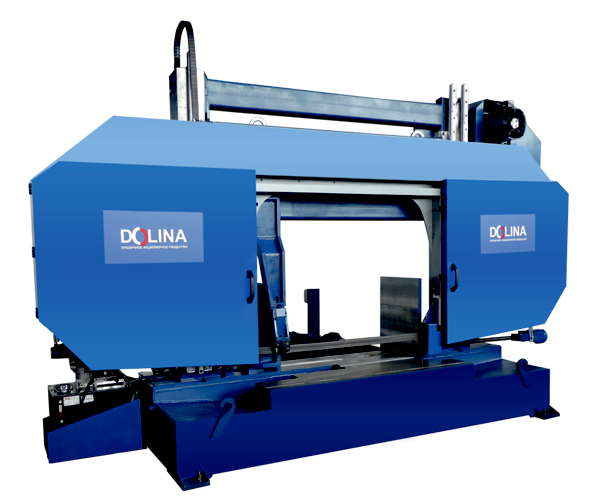
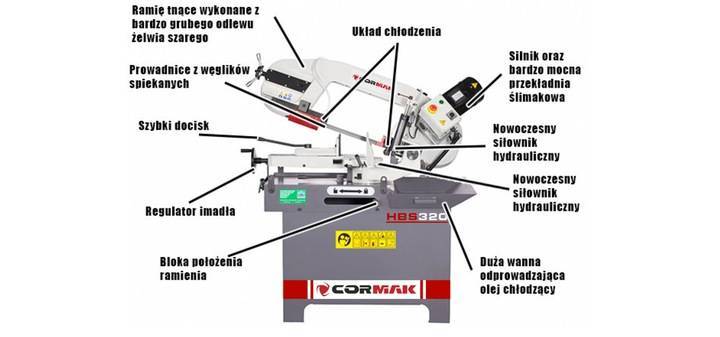
Двухколонная полуавтоматическая ленточная пила производства компании Indiamart. Её особенность — гидравлическое натяжение лезвия и гидравлический зажим, который снабжён гидромеханическим датчиком. Скорость перемещения пильного полотна может изменяться в широких пределах, поскольку для привода используется двигатель переменного тока с вариатором. Клинок имеет высокое качество, что обеспечивает выполнение операций резки и обрезки торца. Применение такой ленточной пилы эффективно в различных отраслях хозяйственной деятельности: от автомобилестроения до производства строительных металлоконструкций.

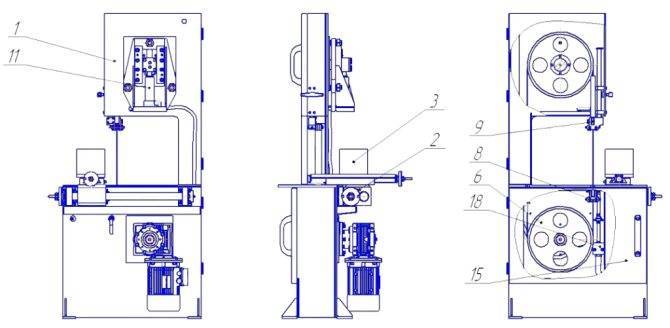
Полностью автоматизированная двухстоечная ленточная пила компании Ирлен-Инжиниринг (Россия-Китай). Особенностью этой машины является изменяемая в широких пределах скорость разделения заготовки, хорошее натяжение лезвия, отличная двигательная способность, ёмкий гидравлический резервуар, а также возможность применения при резке металла с разной прочностью.
Вертикальные одностоечные ленточнопильные станки от чешской компании Proma. Особенность такого оборудования – удобный доступ к заготовке и инструменту с трёх сторон, высокая точность распила, высокое качество сварного соединения частей пильного полотна. Станок – полустационарного типа, и легко может перемещаться с места на место.

Ленточные пилы по металлу модельного ряда jet (Тайвань). В станке реализована классическая концепция прямолинейного реза, поэтому подобное оборудование часто именуют механическими ножовками. Конструкция таких станков включает в себя качающуюся раму и кривошипно-шатунный механизм, который обеспечивает возвратно-поступательное перемещение пильного полотна. По производительности такие станки уступают ленточнопильному оборудованию с непрерывной лентой.
Ленточнопильные пилы от Энкор (Россия). Отечественные производители рассматриваемого оборудования с обычным управлением представлены станками модельного ряда Корвет, также относящимися к классу механических ножовок по металлу. Станки оснащены необходимыми контрольно-измерительными приспособлениями, позволяют оптимизировать скорость разрезания, комплектуются высокостойкими пильными полотнами.

Очевидные преимущества ленточных пил по металлу – оперативность изменения технологических параметров резки, компактность, возможность настройки инструмента на разрезание различных металлов. Цена оборудования определяется его мощностью и функциональными возможностями. Она составляет:
- Для пил с ручной подачей материала – от 16 тыс. до 50 тыс. руб.;
- Для полуавтоматических пил – от 85 тыс. до 280 тыс. руб.;
- Для автоматических пил по металлу с ЧПУ – от 600 тыс. до 1, 3 млн. руб.
https://www.youtube.com/watch?v=Cssc5B33NnA
Полотно для ножовки по металлу. Как выбрать и установить?
Сварочный осциллятор. Стабилизация горения сварочной дуги
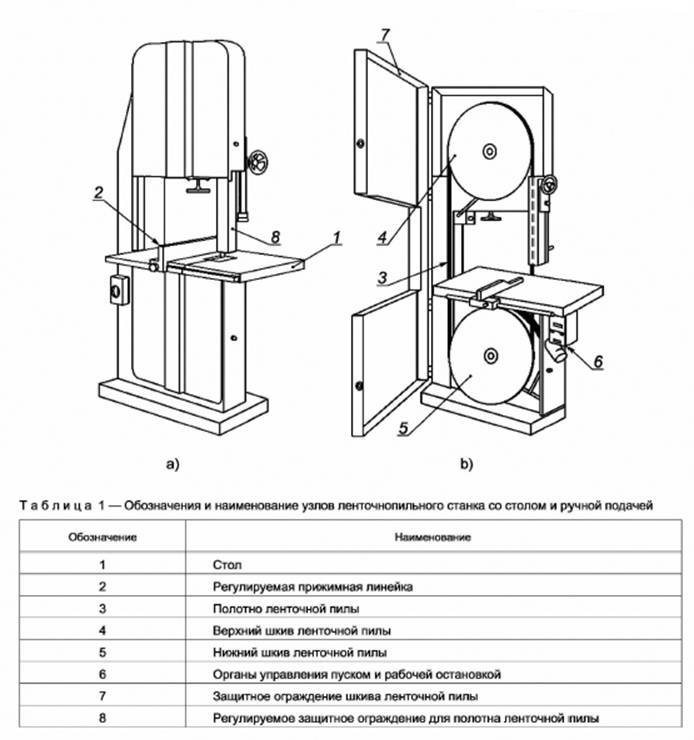
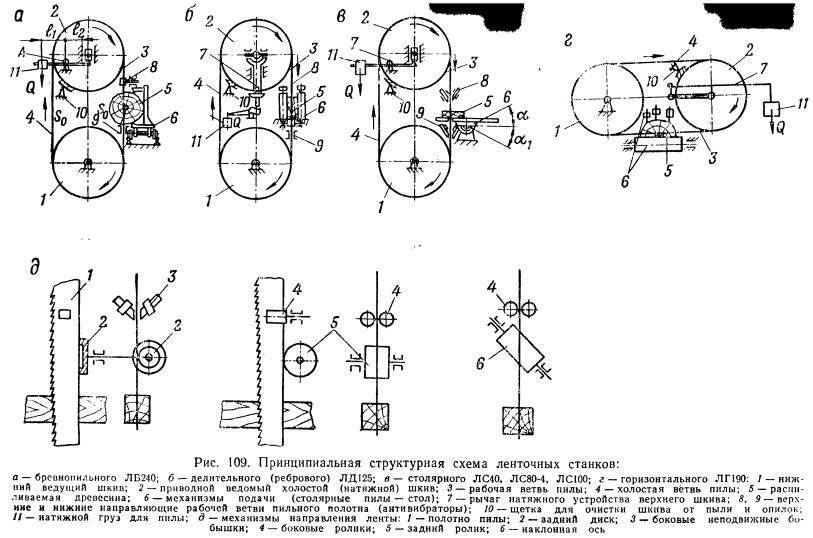
Виды ленточных пил
В зависимости от плоскости размещения режущего полотна в пильной зоне, все ленточные пилы классифицируют как вертикальные или горизонтальные.
- Вертикальные ленточные пилы. Данный тип станкового оборудования можно купить в Пензе и под названием колонные ленточные пилы. Они отличаются тем, что движение полотна в рабочей зоне происходит вертикально относительно направляющей поверхности (стола). Данный вариант оборудования используется для изготовления бруса, криволинейного распила, чернового пиления бревен.Г
- Горизонтальные ленточные пилы. Обычно имеют высокую мощность, что позволяет обрабатывать более твердые материалы. Пильное полотно в данном типе станков расположено параллельно плоскости рабочего стола. Такие станки позволяют получать более тонкие изделия, их часто используют для изготовления досок, шпона, щитов, листов.





