4.4. Привод ленточных конвейеров
Привод ленточного конвейера (рис. 4.7) состоит из электродвигателя 1, редуктора 3, приводного барабана 5 и муфт 2, 4. Конвейерная лента приводится в движение посредством трения между лентой и приводным барабаном. Для увеличения угла обхвата барабана лентой применяется специальный отклоняющий барабан. Привод устанавливается на раме.
Рис. 4.7. Схема привода ленточного конвейера: 1 – двигатель; 2,4 – муфты; 3 – редуктор; 5 – приводной барабан
Приводной и натяжной барабаны обычно устанавливаются на противоположных концах ленточного конвейера, а в местах изменения направления размещаются отклоняющие барабаны (см. рис. 4.1).
По числу приводных барабанов различаются приводы одно-, двух- и многобарабанные (рис. 4.8); по числу двигателей – одно-, двух- и многодвигательные (рис. 4.9). Наиболее простым и распространенным является однобарабанный привод с одним или двумя двигателями. Однако в тяжело нагруженных конвейерах большой длины силы сопротивления движению ленты достигают значительных величин и для их преодоления необходимо создавать очень большое натяжение тягового элемента (ленты). Это приводит к существенному увеличению массы и стоимости ленты, привода и других элементов конвейера. Поэтому применение однобарабанного привода в этом случае становится экономически невыгодным, а иногда и невозможным.
Рис. 4.8. Схемы конвейеров с различными видами приводов: а – однобарабанным; б – двухбарабанным; в – трехбарабанным
Рис. 4.9. Схемы расположения приводов конвейеров: а – однодвигательного; б – двухдвигательного; в, г – трехдвигательного; д – многодвигательного с прямолинейными промежуточными приводами; П – привод; Д – двигатель
Одним из вариантов решения этой проблемы является разделение длинного конвейера на несколько коротких конвейеров, расположенных последовательно. Однако при этом возникает необходимость передачи груза с одного конвейера на другой, что требует установки дополнительных разгрузочных, загрузочных и очистительных устройств, а в ряде случаев и недопустимо. Наиболее целесообразным решением считается применение многобарабанного привода, т.е. установка по длине конвейера нескольких согласованно работающих приводных устройств с индивидуальными электродвигателями (рис. 4.9, д). В этом случае вся трасса конвейера разбивается на отдельные участки по числу установленных приводных устройств, и каждый привод воспринимает нагрузку только от «своего» участка трассы. Такая система значительно снижает натяжение ленты.
Барабаны изготавливают сварными из стали Ст3 или литыми из серого чугуна (рис. 4.10). Для улучшения условий сцепления ленты с приводным барабаном его футеруют (облицовывают) резиной или другим фрикционным материалом (см. рис. 4.10, в).
Рис. 4.10. Барабаны для конвейеров с резинотканевой лентой: а – приводной; б – хвостовой и отклоняющий; в – футерованный резиной; г – вариант крепления облицовки к барабану
При выборе диаметра барабана следует учитывать два взаимоисключающих требования. С одной стороны, желательно иметь барабан минимального диаметра с целью снижения габаритов и массы конвейера; с другой стороны, с уменьшением диаметра барабана ухудшаются условия работы ленты – в ней растут напряжения изгиба.
Диаметр приводного барабана Dбп (мм) определяют, исходя из условия обеспечения достаточной долговечности резинотканевой конвейерной ленты, в зависимости от прочности ткани σр и числа прокладок z:
где KD – коэффициент диаметра барабана, принимается в зависимости от прочности ткани σр:
Источник
Принцип действия цепных транспортеров
Как и у ленточного транспортера, принцип работы основан на обращении закольцованной цепи вокруг ведущего и натяжного барабана. За счет натяжения цепи с ведущего колеса на ведомое передается крутящий момент. В ходе линейного перемещения цепи по рабочей ветви закрепленные на ней скребки, короба или контейнеры перемещают полезный груз.
Цепной конвейер скребкового типа имеет рабочую ветвь, оснащенную скребками. Она движется в коробе. Это дает возможность перемещать сыпучие и полужидкие субстанции. Скребки погружаются целиком или полностью и увлекают груз за собой. В конце рабочей ветви размещается выходной патрубок, через который транспортируемая субстанция покидает транспортер. В других типах полезная нагрузка размещается в коробах, черпаках, контейнерах или на открытых площадках, закрепленных на цепи. Такие устройства могут перемещать и жидкие грузы.
Приводной орган конвейера весьма прочен, может выдерживать как большие физические нагрузки, так и значительные перепады температуры. Это открывает данному классу конвейеров путь в горячие цеха металлургических, химических и машиностроительных предприятий и в стационарные морозильные установки большой мощности и площади.
Цепь может изгибаться в любом направлении, поэтому конфигурация конвейера может быть выбрана исходя из потребностей производства.
8 Методы испытаний
8.1 Средства испытаний
8.1.1 Средства измерений, испытательное оборудование и материалы, необходимые для проведения испытаний, рекомендуется указывать в методике испытаний.
8.1.2 Стандартизованные средства измерений должны быть поверены в соответствии с требованиями ПР 50.2.006 []; нестандартизованные – аттестованы по ПР 50.2.009 [].
8.1.3 Погрешности средств измерений должны быть не более:
±0,3 %- при измерении линейных размеров до 10000 мм;
±0,5 %»»линейных размеров св. 10000 мм;
±0,02 рад (1°)»»угловых величин;
±2,5 %»»массы;
±2,5 %»»времени;
±1 °С»»температуры;
±2 %»»усилий до 1000 Н.
8.2 Подготовка к испытаниям
С конвейером, предъявляемым на испытания, в зависимости от вида испытаний представляют следующую сопроводительную документацию:
программу и методику испытаний;
эксплуатационную документацию по ГОСТ 2.601;
НД на серийно выпускаемый конвейер;
акт приемосдаточных испытаний и протокол предшествующих периодических испытаний (для периодических испытаний);
комплект рабочих чертежей серийного производства.
8.3 Проведение испытаний
8.3.1 Визуальный контроль конвейеров и их составных частей проводят без снятия и разборки агрегатов. При этом проверяют:
комплектность сопроводительной документации;
комплектность и правильность монтажа конвейера в целом и его составных частей;
правильность выбора рабочей стороны и качество стыка конвейерной ленты;
отсутствие видимых повреждений агрегатов и деталей, некачественно выполненных покрытий, сварных швов и крепежных соединений;
состояние уплотнений, отсутствие течи масла;
заправку агрегатов конвейера смазочными материалами в необходимых объемах;
качество сборки и монтажа узлов и агрегатов;
8.3.2 Проверку момента приведения ролика и барабана во вращение проводят не менее чем у 0,5 % роликов и не менее чем у 10 % барабанов. Проверку проводят в специальном приспособлении приложением усилий к наружной поверхности обечайки.
При проверке работы конвейера на холостом ходу контролируют:
скорость ленты;
действие натяжного устройства ленты;
равномерность вращения барабанов и роликов;
ход и центрирование верхней и нижней ветвей ленты на барабанах и роликах. Допустимое отклонение ленты от продольной оси конвейера – не более половины разности между длиной обечайки приводного барабана и шириной ленты;
работоспособность предохранительных устройств и устройств управления методом четырехкратного включения и выключения.
8.3.4 Проверку работы конвейера под нагрузкой проводят с целью оценки работоспособности и безопасности конвейера и его составных частей после проверки по . После достижения номинальной скорости движения ленты конвейер постепенно загружают. При этом контролируют:




правильность загрузки конвейера в продольном направлении и центрирование перемещаемого груза на ленте (визуально);
стабильность положения перемещаемого груза на ленте (визуально);
действие тормозов (при четырехкратном пуске и торможении конвейера определяют путь и время торможения и отпускания тормозов);
действие натяжного устройства конвейерной ленты путем двукратного натяжения и ослабления ленты, при этом ленту каждый раз следует разгонять до номинальной скорости;
температуру подшипников всех узлов конвейера. Контроль проводят при помощи датчиков температуры. После непрерывной работы конвейера не менее 2 ч температура подшипников не должна превышать: 40 °С – для подшипников с консистентной смазкой и 70 °С – для подшипников с жидкой смазкой;
ход и центрирование верхней и нижней ветвей ленты на барабанах и роликах;
работу ограничителя обратного хода наклонных конвейеров при загруженной ленте и отключенном приводе;
соблюдение требований по вибрации, шуму и уровню концентрации пыли в рабочей зоне конвейера, приведенных в ГОСТ 12.2.022.
Характеристики, по которым различают конвейеры
На современном рынке представлен большой ассортимент конвейеров для транспортировки различных грузов. При их классификации учитываются следующие параметры:
- направление перемещения предметов и материалов (наклонные, горизонтальные, вертикальные);
- назначение и тип транспортируемых грузов (насыпные, штучные);
- функциональные особенности (сборные, сортировочные, транспортировочные);
- тип установки (подвесные, напольные);
- тип тягового механизма (ленточные, цепные, канатные);
- тип грузонесущего полотна (ленточные, пластинчатые, люлечные, ковшовые, скребковые);
- расположение оператора (рабочие, распределительные).
Существуют также устройства, в которых нет тягового органа. В них транспортировка предметов и материалов осуществляется за счет наличия инерционного, гравитационного или винтового механизма.
Ленточные конвейеры могут быть оснащены грузонесущим полотном карманного, профилированного или гладкого типа.
Устройство может быть оборудовано рабочим или распределительным местом для оператора. В первом случае рабочее место специалиста находится непосредственно на конвейере и движется вместе с ним, а во втором случае оно строго зафиксировано.
Существует еще одна классификация, согласно которой конвейерные ленты для перемещения грузов делятся на две большие группы – с гибким тяговым органом и без него. Машины с гибким тяговым механизмом в свою очередь делятся на:
- ленточные,
- канатно-ленточные,
- цепные,
- канатно-роликовые.
Устройства без тягового механизма также делятся на две группы – винтовые и шаговые. Винтовые конвейеры без тягового механизма могут быть:
- штанговыми,
- вибрационными,
- качающимися с постоянным или переменным давлением на желоб.
Как видно из этой классификации, конвейерное оборудование для транспортировки предметов и материалов может иметь самую разную конструкцию и назначение.
Конструктивные особенности
Мотор-редуктор обеспечивает необходимый крутящий момент, позволяющий привести ленту в движение. Современные модели оснащают цилиндрическими, планетарными и червячными мотор-редукторами, а также барабанами, муфтами, рамками, двигателями. Рассмотрим чуть подробнее каждый элемент.
Барабан
Небольшой барабан, внутри которого находится электрический мотор, клеммная коробка и редукторы. Он защищает внутренние детали от влаги, пыли, химикатов, грязи, масел, а мотор изолирует так, чтобы тот не испачкал движущиеся по ленте грузы. Конструкция обеспечивает высокий коэффициент полезного действия, снижая до минимума теплопотери. Низкая шумность позволяет устанавливать устройство внутри помещений, где работают люди.
Изготавливаются в нескольких исполнениях: стандартном, с защитой от влаги, взрывов.
Редуктор
Устанавливается на выходной вал транспортного механизма. Чаще всего используется для ленточных, пластинчатых машин. Отлично подходит для переносных транспортеров, так как обладает небольшим весом. Может быть как цилиндрическим, так и коническим, червячным.
Двигатель
Подбирается исходя из следующих особенностей работы оборудования:
- нет необходимости регулировать скорость;
- транспортер чаще всего установлен в пыльном помещении с повышенной влажностью;
- требуется высокий момент при запуске.
В большей степени этим критериям соответствуют асинхронные модели.
Муфта
Конструкция содержит несколько различных муфт. Обгонную муфту для предотвращения обратного или самопроизвольного движения ленты, зубчатую для компенсации смещений, втулочно-пальцевую для соосного соединения валов.
Назначение привода конвейера
Конвейеры используются для транспортировки отдельных объектов и материалов. Например, для перемещение деталей, которые сотрудники собирают в единое изделие. На складах ленты применяют для перемещения грузов. Независимо от сферы использования, лента конвейера запускается при помощи привода.
Назначение – запуск, а затем поддержание движения полотна транспортера при заданной скорости.
Виды привода конвейера
По количеству барабанов/двигателей:
- одно-;
- двух-;
- многобарабанные/многодвигательные.
Для решения несложных задач, используют однобарабанные с одним мотором. А вот для длинных полотен с большой нагрузкой или для перемещения тяжелых грузов, необходимо использовать многобарабанные, оснащенные несколькими двигателями. Длинное полотно с тяжелым грузом на нем создает достаточно сильное сопротивление, мешающие перемещению. Преодолеть такое сопротивление при помощи однобарабанного устройства просто невозможно.
Существует еще два типа по способу передачи тягового усилия:
- передающие усилие при помощи зацепления;
- фрикционные.
Фрикционные подразделяются еще на четыре группы:
- одно-;
- двух;
- трехбарабанные;
- промежуточные.
Приводы, передающие усилие через зацепление
Бывают двух видов:
- угловые;
- прямолинейные.
Первые предназначены для установки на повороте полотна под 90 либо 180 градусов. Вторые используются на прямых отрезках ленты. К достоинствам прямолинейных относят меньший диаметр приводной звездочки, меньший крутящий момент, малые габариты, возможность монтажа на любом горизонтальном отрезке ленты конвейера. К недостаткам: техническую сложность устройства, немалую стоимость.
Чтобы компенсировать недостатки, а также получить максимальный КПД, обычно используют несколько приводов на различных участках. Что позволяет снизить тяговое натяжение полотна, а также увеличить его длину. Для оптимального результата на поворотах устанавливают угловые приводы. Определить, сколько всего потребуется оборудования для эффективной работы конвейера можно только после технико-экономического расчета.
Инженеры компании Техногрупп помогут вам подобрать оптимальное количество приводов, выбрать подходящие под ваш бизнес модели. Позвоните или оставьте заявку на сайте, чтобы обсудить подробности!
Возникли вопросы?
Конвейер ленточный
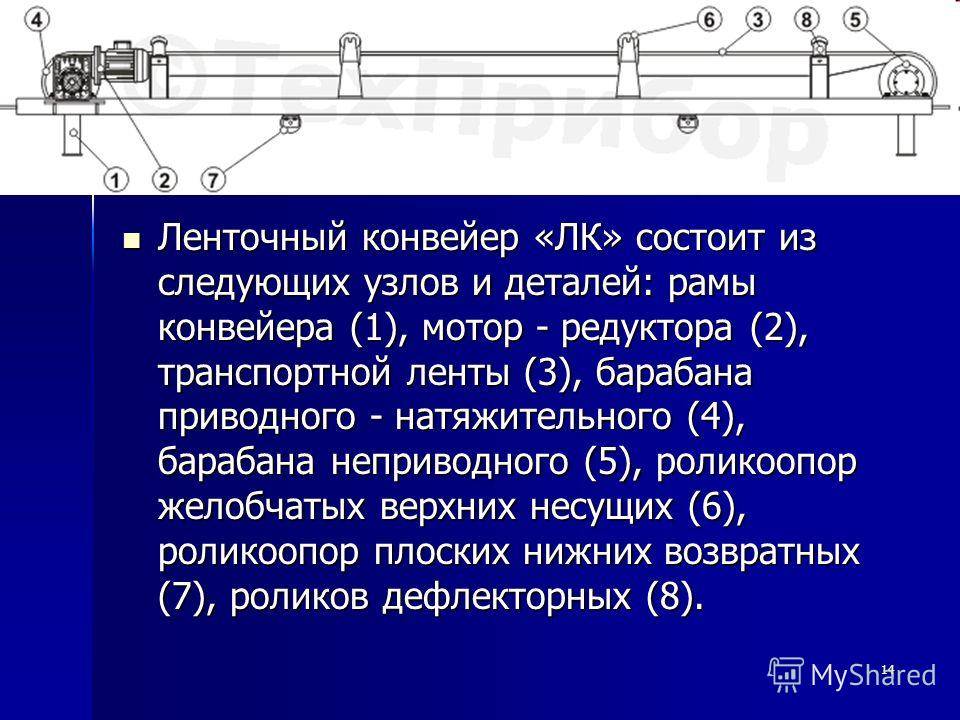
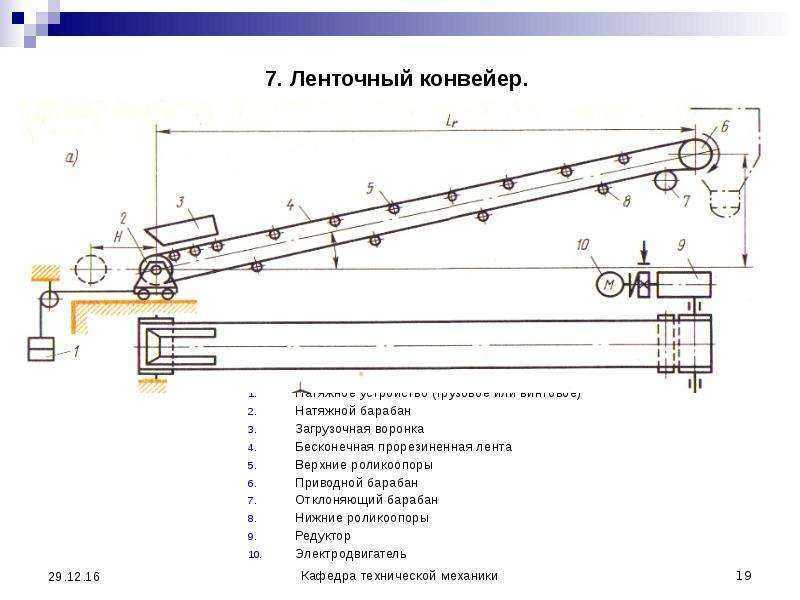
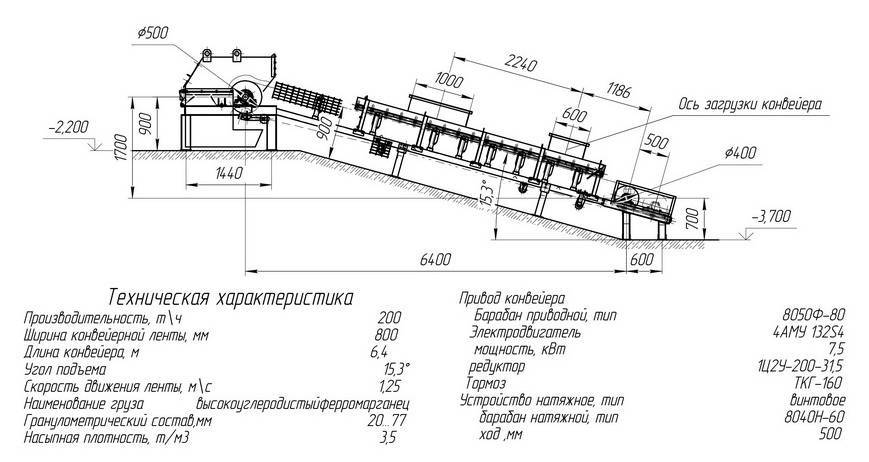
Ленточные конвейеры наиболее производительный вид непрерывного транспорта, используемый для транспортировки сыпучих (мелкокусковатых), с насыпной плотностью не более 1,5 т/м3, тарных или штучных грузов с различной производительностью и скоростью движения конвейерной ленты. Расстояние транспортирования может достигать до 300 м, а их трасса может иметь различную схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
Технические характеристики и принцип действия ленточных конвейеров
Ленточный конвейер условно можно разбить на три части: головную, среднюю и хвостовую. Конвейеры могут устанавливаться горизонтально или наклонно до 18 градусов в зависимости от транспортируемого материала и скорости движения ленты.
Разгрузка конвейера производится в головной части, или в средней (для этого применяются плужковые сбрасыватели или разгрузочные тележки). В качестве несущего и тягового органа применяется резинотканевая лента на основе ткани ТК-100. Исходя из этих показателей 2-х прокладочная лента на ткани ТК-100-2 может с успехом заменить 4-5 прокладочную на ткани БКНЛ-65-2. При этом она ещё имеет и меньший вес и толщину, что положительно сказывается на сроке службы конвейерной ленты. Загрузка конвейера производится в хвостовой части специальным загрузочным устройством. Механизмы подъема, опускания и выдвижения с длиной транспортирования до 40 м. и шириной ленты 500 — 650 мм.. C длиной транспортирования до 200 м. и шириной ленты 500 мм., 650 мм., 800 мм., 1000 мм.
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
| Конвейер У2-УЛК-50/1 | Конвейер У2-УЛК-65/1 | Конвейер У2-УЛК-80/1 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* |
| Масса 1 п.м. средней части, кг | 20 | 23 | 26 | ||||||||||||
| Ширина колеи тележки В1, мм | 770 | 1010 | 1070 | ||||||||||||
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Тип тележки | ТР-50м | ТР-65м-1щ | ТР-80-1щ |
*При работе с тележкой ТР мощность увеличивается. 50х3 ГОСТ 10704, из трубы прямоугольной 80х60х3,5 ГОСТ 8645
| Конвейер У2-УЛК-50- П1 | Конвейер У2-УЛК-65- П1 | Конвейер У2-УЛК-80- П1 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, Квт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Высота трассы Н1, мм Исполнение 2 | до 5000 | до 4000 | до 3000 | ||||||||||||
| Минимальный радиус R 1 Исполнение 2, м | 50 — 60 | 75 — 90 | 10 — 150 | ||||||||||||
| Мощность при исполнении 2, кВт | 5,5 | 7,5 | 11 | 15 | 18 | 5,5 | 7,5 | 11 | 15 | 18 | 7,5 | 11 | 15 | 18 | 22 |
| Конвейер У2-УЛК-50-П2 | Конвейер У2-УЛК-65-П2 | Конвейер У2-УЛК-80-П2 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Масса 1 п.м средней части | 140 | 17,5 | 19,0 |
Принцип действия ленточного конвейера
При помощи специальной направляющей воронки или лотка на ленточный агрегат подают сырье. Далее оно поступает до приводного барабана и сгружается с ленты. Работая на ленточном оборудовании, сотрудники должны придерживаться определенных инструкций:
- Рабочие, обслуживающие ленточные агрегаты для транспортировки сырья, должны быть в подходящей спецодежде и обуви.
- Персонал должен следить за тем, чтобы сырье транспортировалось без просыпания с ленточного устройства.
- Все подшипники нужно равномерно и своевременно смазывать, чтобы они не перегревались. Чтобы транспортировка сырья проходила в штатном режиме, подшипники не должны нагреваться более чем на 50 градусов (сравнивать нужно с окружающей температурой).
- Ленточный конвейер нельзя нагружать более 750 кг/м3.
- После рабочей смены с ленты необходимо счистить все сырье, которое могло остаться там.
Приложение Б (обязательное)
Условное обозначение конвейеров составляют по следующей структурной схеме:

Обозначение типоразмеров приводного блока указано в таблице .
Таблица Б.1
Типоразмер приводного блока при ширине ленты, мм | |||||
650, 800 | 1000 | 1200 | 1400 | 1600 | |
55; 75 | 1 | 1 | – | – | – |
90, 110, 132, 160 | – | 2 | 2 | 2 | – |
200,250,315 | – | 3 | 3 | 3 | 3 |
400, 500, 630 | – | – | 4 | 4 | 4 |
800, 1000, 1250 | – | – | 5 | 5 | 5 |
По функциональным особенностям конвейеры могут быть:
– телескопические, устанавливаемые в очистных выработках (Т);
– телескопические, устанавливаемые в подготовительных выработках (П);
– грузопассажирские (Л);
– предназначенные для установки в бремсбергах (Б);
– предназначенные для установки в выработках с увеличенным углом (до 25°) наклона (Н). По исполнению конвейеры могут быть:
– с количеством приводных блоков от одного до четырех (индексы соответственно 1,2,3,4);
– с промежуточным приводом (П);
– с канатным ставом (К).
Пример условного обозначения телескопического грузопассажирского конвейера с приводным блоком типоразмера 1, предназначенного для установки в примыкающей к очистному забою выработке, с шириной ленты 1000 мм, изготовленного предприятием с шифром »А», имеющего два приводных блока, оснащенного промежуточным приводом и выполненного с канатными ставом:
1 ЛЛТ 1000А-2ПК по национальным стандартам государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
*На территории Российской Федерации действует ГОСТ Р 51984-2002.
Ключевые слова: стандарт, шахтные ленточные конвейеры, основные параметры и размеры, общие технические требования, требования безопасности, правила приемки и методы контроля, указания по эксплуатации
Достоинства и недостатки цепных транспортеров
В ходе продолжительного использования в различных отраслях экономики проявились такие преимущества цепных конвейеров, как:
- прочность, позволяющая передавать высокий крутящий момент и обеспечивающая высокую производительность;
- доступность различных размеров и мощностей оборудования;
- возможность безопасной транспортировки пылящих и вредных для здоровья грузов;
- высокая стойкость к физическим и температурным нагрузкам.
Присущ данному виду конвейеров и ряд недостатков:
- большой вес и размеры;
- высокие шумность и уровень вибрации;
- необходимость в регулярном техобслуживании для ремонта или замены изношенных деталей цепного привода.
В целом достоинства компенсируют недостатки, делая цепные транспортеры экономически эффективным и разумным выбором для организации перемещения грузов в самых разных отраслях.
Основные узлы ленточных конвейеров
Транспортная аналитика » Конвейерные установки подземного транспорта » Основные узлы ленточных конвейеров
Страница 1
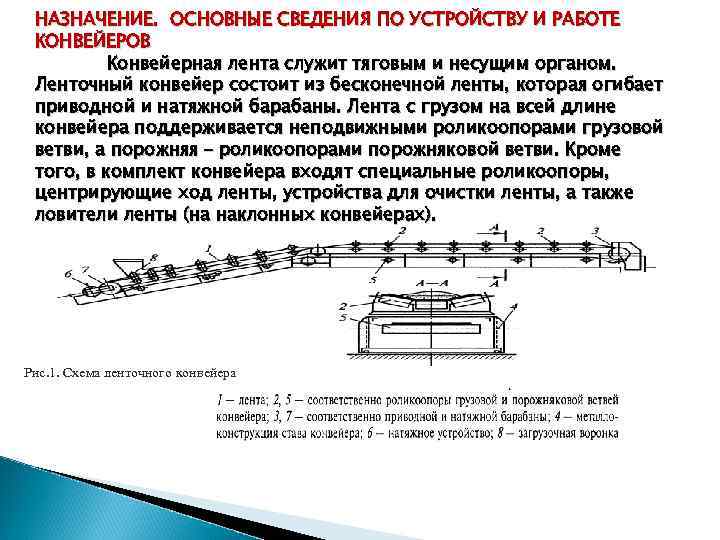
В ленточных конвейерах лента с лежащим на ней грузом перемещается по стационарным роликоопорам и служит одновременно грузонесущим и тяговым органом. Лента приводится в движение одним или несколькими приводными барабанами, связанными через редуктор с двигателями.




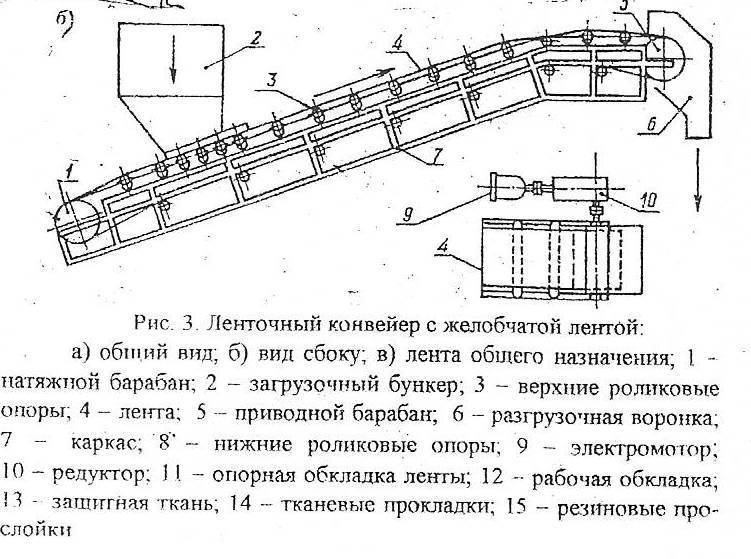

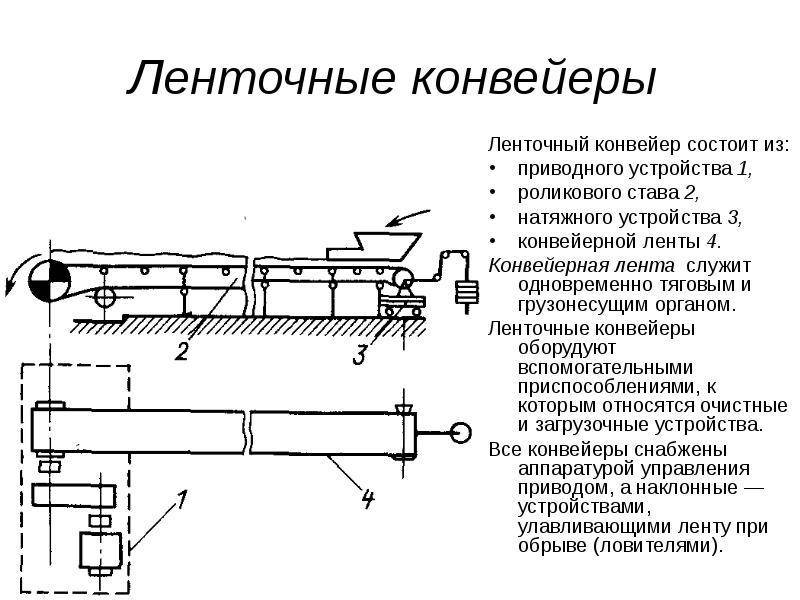
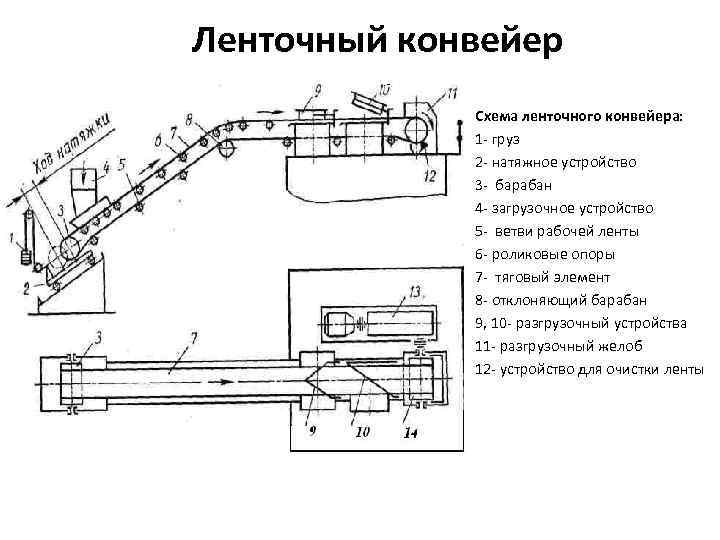
Ленточный конвейер (рис. 1) состоит из приводного устройства 1, роликового става 2 и натяжного устройства 3. Конвейерная лента 4 служит одновременно тяговым и грузонесущим органом. Ленточные конвейеры оборудуют вспомогательными приспособлениями, к которым относятся очистные и загрузочные устройства. Все конвейеры снабжены аппаратурой управления приводом, а наклонные — устройствами, улавливающими ленту при обрыве (ловителями).
Рисунок 1. Схема ленточного конвейера
Конвейерные ленты выпускают с тканевой основой и с основой из стальных тросов.
Рисунок 2. Основные типы конвейерных лент: а — тканевая; б — резинотросовая.
Конвейерные ленты с тканевой основой состоят из каркаса, воспринимающего основные нагрузки на ленту, и обкладок, защищающих каркас от механических повреждений. Каркас представляет собой многослойную конструкцию, состоящую из нескольких слоев тканевых прокладок (толщиной 1,2…1,5 мм), связанных между собой тонкими резиновыми прослойками толщиной 0,2—0,3 мм. Толщина верхней обкладки составляет 3-6 мм, нижней 1-3 мм. Тканевые прокладки делаются из капрона, лавсана, анида, иногда из комбинированных тканей, сотканных из синтетических и хлопчатобумажных нитей.
Обкладки выполняют из резины или поливинилхлорида. Толщина верхней обкладки (на которой лежит груз) больше, чем нижней. Прочность тканевых конвейерных лент характеризуют разрывным усилием (Н/мм) одной прокладки, отнесенным к 1 мм ее ширины. Запас прочности на растяжение тканевых лент 8,5-10.
Мощные конвейеры оборудуют конвейерными лентами с основой из тросов. Каркас этих лент состоит из одного слоя стальных тросов диаметром 2,5—10 мм в количестве до 160 штук. Резиновые обкладки служат для защиты тросов от механических повреждений и коррозии. Запас прочности на растяжение резинотросовых лент 6,5—8,5.
Для конвейеров, используемых на горных предприятиях, принят следующий ряд лент по ширине: 800; 1000; 1200; 1400; 1600; 1800; 2000; 2500; 3000 мм.
В связи с тем, что заводами выпускаются ленты отрезками длиной не более 300 м, при монтаже приходится соединять концы для образования бесконечной ленты. Соединение концов производят как в мастерской, так и непосредственно на конвейере. К соединениям предъявляют требования возможно малого ослабления ленты в месте стыка, отсутствия заметного утолщения, сохранения гибкости стыка и долговечности.
В некоторых случаях для соединения концов применяют шарнирные металлические скобы, крючки или соединение внахлестку заклепками. Прочность и долговечность таких соединений невелика. Наилучшие результаты дает соединение горячей или холодной вулканизацией. Длина стыка как многопрокладочных, так и резинотросовых лент должна быть на 200—400мм больше ширины ленты. Горячая и холодная вулканизация применяется также при профилактическом ремонте поверхности ленты.
Страницы: 1
Схема технологического процесса на объекте проектирования Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и определению предмета труда. Прием приборов в ремонт Схема технологического процесса электротехнического участка Ремонт деталей …
Расчет муфты сцепления Большинство фрикционных муфт сцепления работают в условиях сухого трения, предполагающего отсутствие смазки между поверхностями. В последние годы начинают все шире применяться фрикционные устройства, работающие в масле в условиях граничного или полужидкостного трения. В обоих случаях исходными данн …
Разработка масштабного плана станции Масштабный план станции вычерчивается в масштабе 1:2000. Накладку плана станции начинают с нанесения её продольной и поперечной осей. За продольную ось станции принимаем ось главного пути. За поперечную ось станции принимается линия, проходящая через ось пассажирского здания. Ось главного пути расп …
Принцип действия и основные узлы скребкового конвейера
Скребковый конвейер – надежное приспособление, предназначенное для непрерывного перемещения порошкообразных, кусковых и гранулированных сыпучих грузов.
Среди его преимуществ можно выделить:
- возможность разгрузки в различных точках при помощи нескольких выпускных клапанов;
- меньшую (в сравнении с ленточным конвейером) площадь, необходимую для его установки;
- закрытую конструкцию, которая делает его пыле-, газо- и водонепроницаемым.
Такими транспортерами пользуются предприятия АПК, металлургической отрасли, угольной промышленности и т.д.
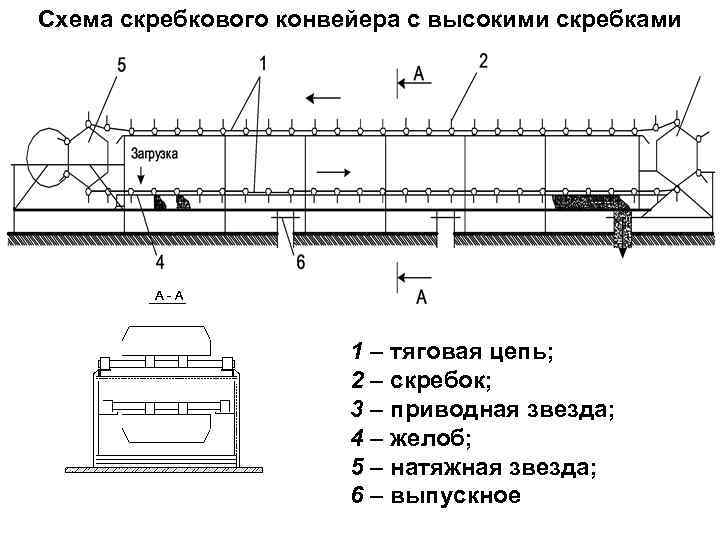
Принцип действия скребкового конвейера
В процессе транспортировки продукта всегда задействована только одна часть постоянно вращающейся цепи. По всей ее длине, на равном расстоянии друг от друга, размещены скребки. Они заталкивают груз по направлению к натяжной станции, проводят по днищу желоба и выталкивают к месту выгрузки материала. Затем полотно возвращается наверх через приводную станцию.
Если скребковый конвейер имеет горизонтальное положение, слой продукта может превышать высоту скребков. Это не помешает нижнему и верхнему слоям образовать единый поток, максимально возможная высота которого зависит от нижеперечисленных факторов.
- Плотностьпродукта. Если плотность имеет высокий показатель, то трение между слоями материала будет незначительным и транспортировка пройдет быстрее.
- Внешнее трение. Этот фактор зависит не только от свойств груза, но и от качества стенок желоба.
- Внутреннее трение. Чем меньше частицы продукта, тем ниже этот показатель.
Следовательно, скорость движения материала будет меньше у стенок желоба (из-за дополнительного соприкосновения с ними) и выше в центре потока. В случае применения вертикального скребкового конвейера или нории, необходимо также учитывать массу продукта.
Основные узлы скребкового конвейера
К основным узлам конструкции относятся: желоб, приводная станция, натяжная станция, комплекс скребков, став, тяговые цепи.
Желоб состоит из днища, крышки и двух боковых стенок. В верхней части движется цепь, в нижней – груз. Как правило, в вертикальных или наклонных моделях транспортеров между полотнами цепи устанавливается перегородка. Она предотвращает провисание нисходящей части под давлением массы содержимого. Приводная станция состоит из звездочки (она приводит полотно в движение) и двух валов с подшипниками. Натяжная станция также имеет звездочку и вращается за счет движения обратной ветви полотна. Натяжное устройство может состоять из автоматических нажимных пружин или ходового винта. В первом случае дополнительно применяется выключатель хода. Скребки крепятся на тяговых цепях. Они погружают материал и перемещают его со скоростью примерно 1 м/с, размещаясь на равном расстоянии друг от друга. Став соединен с натяжной и приводной секциями. Он представляет собой промежуточный сектор с расположенным внутри замкнутым тяговым механизмом. Тяговые цепи горизонтального транспортера оказывают давление только на нижнюю часть конструкции
Поэтому, важно, чтобы звенья были с плоскими скребками и перемещали содержимое впереди себя по всей длине конструкции. От этого зависит скорость транспортировки и ее качество.
ООО «МХМ Украина» (г
Одесса) — официальный представитель 3БХунгария в Украине. К вашим услугам: индивидуальный подбор оборудования, доставка, шеф — монтаж, гарантийное и послегарантийное обслуживание
ООО «МХМ Украина» (г. Одесса) — официальный представитель 3БХунгария в Украине. К вашим услугам: индивидуальный подбор оборудования, доставка, шеф — монтаж, гарантийное и послегарантийное обслуживание.
Особенности и преимущества

Прежде чем остановить свой выбор на определенной модели винтового конвейера, стоит проанализировать его рабочие параметры, которые имеют непосредственную связь с эффективностью агрегата.
- Направление винта. Плоскость, в которой будет перемещаться сырье должна максимально соответствовать требованиям производственного процесса. Направление может быть горизонтальным или вертикальным.
- Корпус. Он может иметь форму желоба или закрытой трубы. Во многом, от этой детали зависит способность устройства доставлять материалы на нужную высоту.
- Длина. Она может быть совсем незначительной (всего несколько метров), а может достигать 40 м.
- Производительность. Ее показатель зависит не только от мощности конкретной модели, но и от материала, который вы предполагаете перемещать.
- Механизм. Исполнение устройства может быть как стационарным, так и мобильным. Во втором случае, конвейер устанавливается на колесную базу. Это позволяет перемещать его по цеху или транспортировать к месту погрузки сырья.
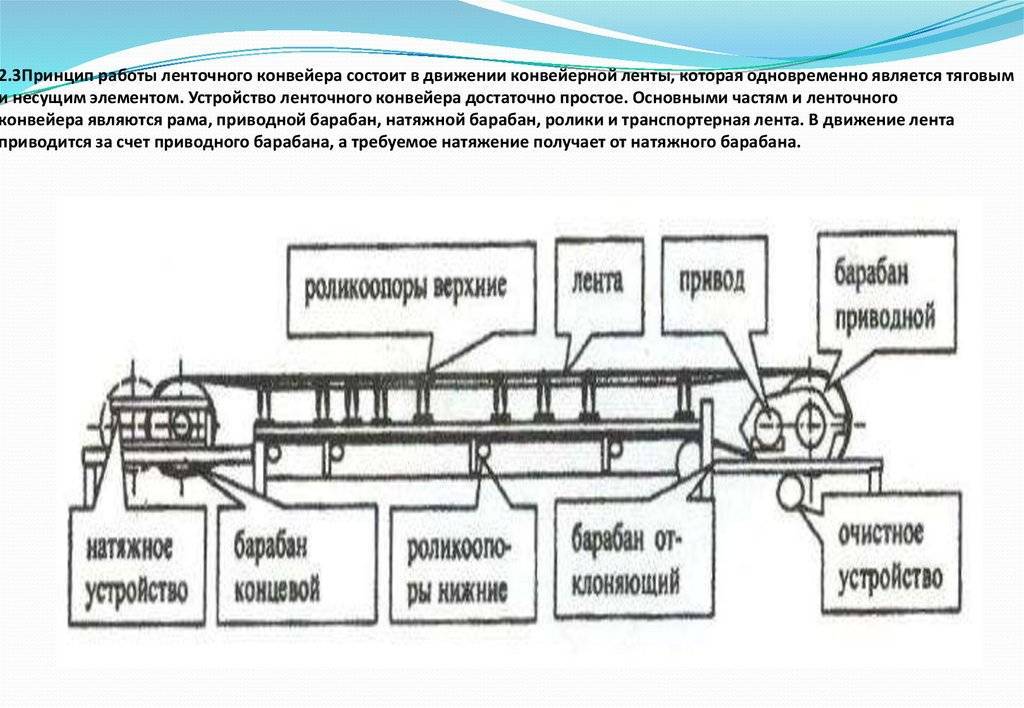
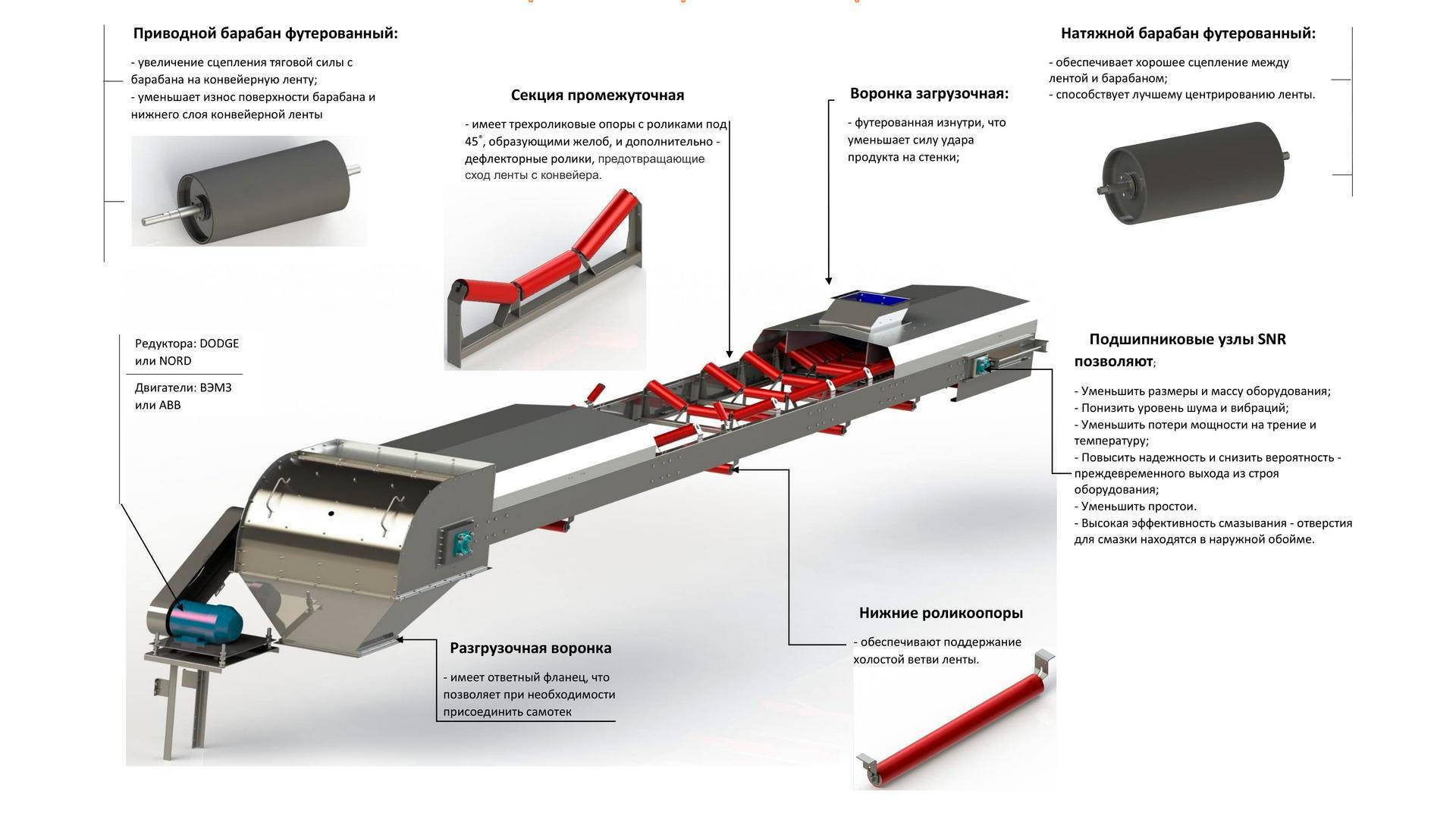
Устройство ленточных конвейеров
Конструкции транспортеров значительно отличаются в зависимости от их назначения, впрочем фактически они все состоят из следующих весомых частей и узлов:
- несущая рама;
- мотор;
- ведущий барабан;
- натяжной барабан;
- опорные валки;
- лента;
- система управления и подсобные устройства.
Несущая рама фиксируется на неподвижном или подвижном основании, она служит основой всей конструкции. На ней фиксируются опорные валки, по которой прокатывается транспортерная лента. Она приводится в движение ведущим (или приводным) барабаном. Рядом с ним либо даже на одном валу размещается мотор, приводящий в движение весь механизм. Момент вращения может передаваться на барабан и с удалённого энергетического источника при помощи ременных, цепных либо иных передач. Н такая схема применяется все реже и реже- легче, и эффектнее расположить мотор который работает от электричества конкретно на раме. второй барабан называют натяжным, он крутится на валу, который может передвигаться вдоль рамы и создаёт натяжение ленты.

Во время работы с сыпучим грузом конвейер снабжают бортами, не дающими ему рассыпаться.
Конструкция ленты разнится в зависимости от характера транспортируемых грузов. Для работы с сыпучими материалами часто устанавливают ребра, поперечные или под угол. Ребра делаются вместе с этим с лентой, тогда их называют рифлеными. Рифление тоже может быть треугольным, прямым, трапециевидным.
Некоторые предметы чаще передвигают на гладких транспортерах. Ленты делают из прорезиненной ткани, специализированных устойчивых к износу пластиков, железных сегментов.
Рабочий принцип ленточного конвейера очень прост:
- натяжной барабан обеспечивает натяжение лены и ее сцепление с ведущим барабаном;
- приводной барабан приводит ленту в движение;
- груз ложиться или насыпается на рабочую ветвь в начало ленты;
- он едет на ней до барабана и там ссыпается в бункер, снимается работниками или механизмами либо подается на следующий транспортер.
Продуктивность конвейера устанавливается большинством факторов, среди них:
- мощность мотора;
- скорость движения ленты;
- ширина транспортера;
- угол уклона.
Зависит продуктивность и от характера транспортируемого материала.