

Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
Плюсы:
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
Недостатки:
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Технология литья
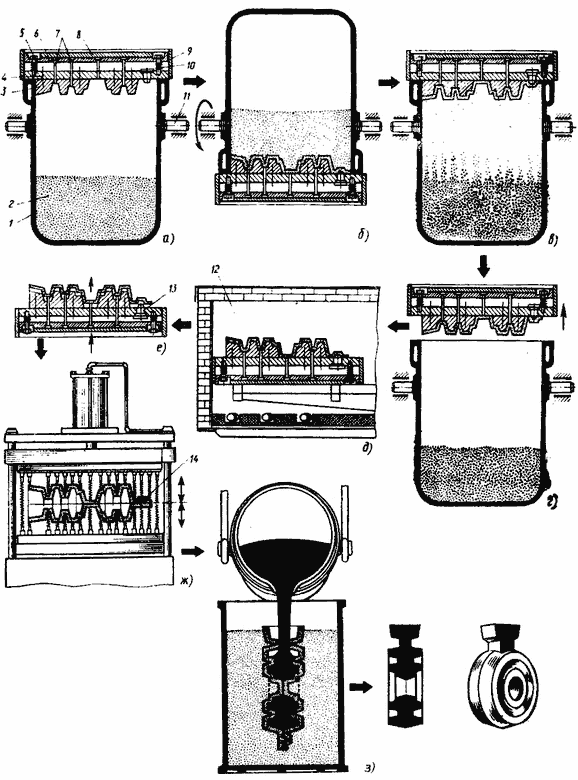
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.
Под регулируемым давлением

Разновидность литья под давлением, которая обеспечивает лучшую управляемость процессом. Существует множество факторов, которые могут повлиять на качество конечного продукта. Нижеприведенные переменные играют важную роль в процессе литья под регулируемым давлением:
Скорость, с которой расплавленный металл вводится в полость пресс-формы,
Важно, чтобы расплавленный металл полностью заполнил полость до того, как он начнет затвердевать. Если скорость потока металла не идеальна, это отрицательно сказывается на прочности конечного продукта.
Давление впрыска, напрямую влияющее на скорость поступления расплавленного металла в полость пресс-формы
При литье под регулируемым давлением увеличивают давление впрыска, чтобы повысить герметичность. Для обеспечения структурной стабильности отливки используется сочетание высокого давления впрыска и увеличенных размеров литника. Это, в свою очередь, улучшает общие механические свойства отливки, в частности, прочность на растяжение.
Время, необходимое для того, чтобы расплавленный металл заполнил полость, зависит от скорости металла на затворе и площади затвора. Если затвор большой, скорость впрыска может быть низкой, но если затвор маленький, скорость впрыска должна быть высокой для того, чтобы полностью заполнить полость.
Для литья под давлением используют сплавы металлов и сплавов, которые характеризуются повышенными литейными свойствами (жидкотекучестью).
Важным фактором, влияющим на литейную способность сплава, является интервал затвердевания. Если разница между точкой твердого и жидкого состояния сплава велика, литье под регулируемым давлением не применяют.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
Читать также: В чем измеряется диод
| литье в землю (слева) литье в ХТС (справа) |
- Отделочные
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Каким должен быть металл для литья
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Неудивительно, что именно чугун стал излюбленным материалом литейщиков. А все потому, что у этого сплава превосходная текучесть, из-за чего работать с ним относительно просто. Сталь далеко не столь текуча, а потому для полного заполнения формы (чтобы не было каверн и пустот) приходится прибегать к самым разным ухищрениям.

В простейшем случае, когда требуется домашнее литье металла, сырье расплавляют и маленькими порциям выливают в воду: так, в частности, можно изготовить грузила для рыбалки. Но данный метод сравнительно широко используется даже в оружейной промышленности! С вершины специальной башни, по очертаниям напоминающую градирню, также дозировано начинает выливаться расплавленный металл. Высота сооружения такова, что до земли долетает идеально сформованная капелька, уже остывшая. Именно так производится в промышленных объемах дробь.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.
Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.
Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Одноразовые опоки

Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях. Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами. Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить. Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Преимущества литья в песчаные формы
ресурс от custompartnet
Почему мне, как производителю, следует рассматривать услуги по литью в песчаные формы? Это большой вопрос, который вы можете задать.
Эта важная услуга дает вам множество преимуществ. Давайте рассмотрим некоторые преимущества литья в песчаные формы.
1. Может использоваться на самых разных металлах.
Отливки в песчаные формы могут быть быстро изготовлены практически из любого состава черных или цветных металлов.
Некоторые другие методы литья металла могут вызвать физические и структурные повреждения металлов. Однако это обычно не относится к литью в песчаные формы.
Если у вас есть материалы, которые обычно невозможно отлить другими методами, то литье в песчаные формы – лучший вариант для них.
2. Универсальность
Литье в песчаные формы – это универсальный процесс литья металла. Его можно использовать как для небольших, так и для крупных приложений.
Подходит ли метод только для тяжелых металлов? Ответ – нет. Литье в песчаные формы можно использовать как для тяжелых, так и для легких металлов.
При литье в песчаные формы размер и форма металла не имеют значения. Все они могут быть применены с максимальной эффективностью. Метод позволяет максимально раскрыть свой дизайн и креативность.
3. Быстрое литье металла.
Литье в песчаные формы оказалось одним из самых быстрых методов литья металла. Он может отливать большие объемы металлов за короткое время.
Как производитель, вы получите множество преимуществ благодаря скорости и эффективности этого метода.
Например, вы можете легко установить свои производственные цели, зная, что не будет задержек, вызванных методом литья в песчаные формы.
Даже с учетом скорости литье в песчаные формы не влияет на качество.
4. Низкая стоимость оснастки.
Допустим, вам нужно отлить всего несколько металлов, стоит ли отнести их в сервисную компанию по литью в песчаные формы?
Хотя большинство методов литья металла предназначены для крупномасштабного производства, с литьем в песчаные формы дело обстоит иначе. Это дает поправку на мелкосерийное литье металла.


Сделать это можно при минимальном количестве металлов.
С другой стороны, литье в песчаные формы по-прежнему может удовлетворить ваши потребности в крупномасштабном производстве.
Виды смесей
Формовочные смеси для литья в зависимости от характера использования делятся на несколько основных категорий:
- Облицовочные смеси. Данный вид формовочных смесей предназначен для изготовления рабочего слоя литейной формы. Высокие физические и механические свойства таких смесей обеспечиваются повышенным процентом содержания исходных материалов для формовки (песка и глины);
- Наполнительные смеси для литья. Данные формовочные составы для литья используются для наполнения формы, после того, как на модель была нанесена облицовочная смесь. Для приготовления такой смеси исходные формовочные материалы (глина и песок) перерабатываются совместно с остатками оборотной смеси;
- Единая формовочная смесь для литья. Смесь такого типа представляет собой формовочный материал, объединяющий в себе свойства одновременно и наполнительной, и облицовочной смеси. Единые смеси используются на автоматических линиях в серийном и массовом изготовлении при машинной формовке. Долговечность таких смесей обеспечивается присутствием в составе глин с высокой связующей способностью и наиболее огнеупорных видов песков.
Оборудование литейной мастерской в домашних условиях
Оборудование домашней литейной мастерской изготовить очень просто. Во-первых, нужен ящик для хранения формовочной земли. Я держу землю в сарае в дощатом переносном ящике 320х380х540 с крышкой. Существуют различные рецепты формовочных смесей (песок, глина и те или иные добавки), но для получения из алюминия деталей небольших размеров вполне можно пользоваться самым обычным кремнеземом — мягкой землей темно-коричневого цвета, бархатистой наощупь. В такой земле на берегах устраивают гнезда стрижи. Конечно, земля должна быть тщательно просеяна, очищена от посторонних примесей, особенно — от корешков растений.
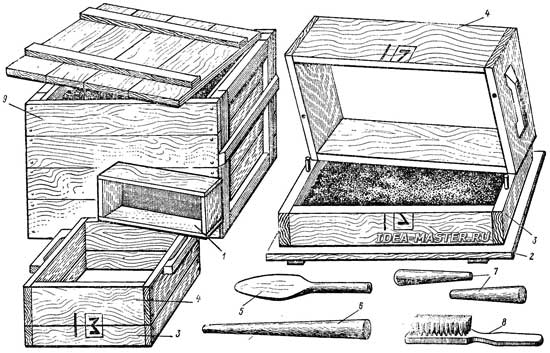 Оборудование домашней литейной мастерской: Оборудование домашней литейной мастерской:1 — сито; 2 — щит-подставка; 3 — нижняя опока; 4 — верхняя опока; 5 — лопатка; 6 — трамбовка; 7 — литники; 5 — щетка; 9 — ящик для земли. |
Первым дополнением к ящику должны быть сито и коротенькая деревянная лопатка для укладки земли в опоку. Далее необходимо обзавестись «хирургическим набором» — пинцетами, скальпелями, различными крючками.
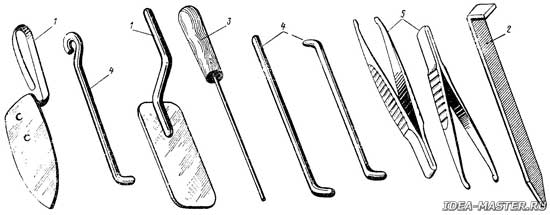 Набор инструментов для литья:1 — мастерки; 2 — скальпель; 3 — шило (вентиляционная игла); 4 — крючки; 5 — пинцеты. Набор инструментов для литья:1 — мастерки; 2 — скальпель; 3 — шило (вентиляционная игла); 4 — крючки; 5 — пинцеты. |
Многое делается из проволоки и полосок металла уже в процессе работы. Наиболее трудоемкий в изготовлении инструмент — мастерок; он должен быть обязательно из хорошей стали с гладко отшлифованной поверхностью (я использовал пружину от старого патефона). Насадить на ручку кусочек прямой стальной проволоки нетрудно — получится шило («вентиляционная игла») для накалывания газовыходных отверстий. И уж совсем просто вырезать из дерева трамбовочку для уплотнения земли. Понадобятся еще кисточка и щетка, но и это — не проблема.
Классификация
Бронзовые сплавы по составу делятся на:
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Особенности и преимущества производства стального литья
Как происходит изготовление литых изделий из стали? В общем виде процесс выглядит следующим образом: материал нагревают до точки плавления, перемещают в специальную форму и ожидают его затвердевания. После этого (когда отливка завершится), продукция подвергается обработке: это необходимо для повышения степени точности и устранения дефектов, которые могут возникать в ходе производства. Чаще всего используются такие технологии, как литье в песчано-глинистые смеси, в холодно-твердеющие смеси (ХТС) и в жидкостекольные смеси (ЖСС).
Песчано-глинистые формы выбирают для производства изделий, которые имеют большие габариты (например, корпуса турбин). Эта технология пользуется популярностью благодаря возможности получения отливок, имеющих сложную форму и большие размеры. При этом стоимость производства находится на доступном уровне. Литье в ХТС обеспечивает получение отливок с высоким качеством поверхности и имеющих значительно меньшее количество каких-либо дефектов и засоров. Класс точности – от 9. В ряде случаев более подходящим считается применение технологии литья в ЖСС. Выбор конкретной технологии происходит в зависимости от габаритов изделия, его веса, а также марки стали и состава сплава.
Литье получило распространение не только в нашей стране, но и во всем мире: метод активно применяется для производства деталей неразборных типов, характеризующихся повышенной степенью прочности, долговечностью и надежностью. Также они отличаются выносливостью при эксплуатации в условиях высоких температур.
Производство стального литья нередко выступает единственным методом создания изделий (для ряда конструкций прокатка металла и деформация неприменимы). Популярность метода объясняется и тем, что благодаря появлению современных технологий, литье из стали по характеристикам почти ни в чем не уступает кованой продукции, при этом стоимость находится на более демократичном уровне. Но, конечно, получение прочных и долговечных изделий возможно только при условии соблюдения всех требований в процессе производства.
Особенностью изготовления стального литья относительно чугунного является выраженные усадочные явления, которые необходимо учитывать при проектировании литнико-питающей системы в целях недопущения наличия усадочных дефектов (раковины, поры) в отливках. Руководством ЗАО «Завод специального машиностроения «Маяк» в 2015г была внедрена автоматизация процессов разработки литейной технологии с применением современных программ ProCast и LVMFlow. Это позволяет запускать в производство отливки только после устранения всех возможных литейных дефектов на этапе проектирования, что гарантирует получение годных отливок в сжатые сроки без каких-либо дефектов, в том числе скрытых (подробнее)
ПРИМЕРЫ НАШИХ РАБОТ (ФОТОГАЛЕРЕЯ)
Характеристики литейного песка
Выполняя литье в песчаную оснастку надо понимать, что качество отливки напрямую зависит от состава и свойств литейного песка. Практикой литейного дела определены пять ключевых параметров, которые определяют качество литейного песка.
Физические характеристики песка
- прочность;
- газопроницаемость;
- стабильность при воздействии температуры;
- способность к просадке;
- возможность многократного использования.
Прочность
Прочностью называют способность смеси сохранять заданные параметры во время выполнения литейной операции и транспортировки опоки внутри производственного помещения.
Газопроницаемость
Газопроницаемость – это способность песка пропускать через себя газы, образовывающиеся при затвердевании расплава. Если смесь обладает высокой проницаемостью, будет снижена пористость отливки. Если проницаемость низкая, то качество поверхности будет значительно лучше. Газопроницаемость напрямую зависит состава и фракции песчаной смеси.
Термическая стабильность
Возможность оснастки при воздействии температуры сохранять заданную форму, оказывать сопротивление растрескиванию и появлению иных дефектов, проявляющихся при действии большой температуры расплавленного металла, называют термической стабильностью.
Способность к просадке
Способность формовочной смеси плотно сжиматься в процессе затвердевания отлитой детали. Если бы песок не обладал таким свойством, то отлитая заготовка не имела бы возможности изменять размеры внутри формы. А это в результате привело бы к растрескиванию заготовки и проявлению других дефектов, возникающих при разливе расплавленного металла.
Разборка формы и доработка детали
Алюминий остыл, а значит, пора проверить, что получилось. Форму разъединяют, изнутри достают отливку. По сути, она является только заготовкой, которую ещё придётся обрабатывать. В этом может помочь ручная гравёрная машинка с подходящей фрезой.
 ФОТО: YouTube.comВот такая заготовка была извлечена из гипса
ФОТО: YouTube.comВот такая заготовка была извлечена из гипса
После того как завершится обработка заготовки, деталь примет свой окончательный вид. Её можно будет установить на предназначенное для неё место и проверить правильность форм ‒ не задевает ли где, не мешает ли работе других узлов.
 ФОТО: YouTube.comДеталь установлена, работает, а значит, задача выполнена
ФОТО: YouTube.comДеталь установлена, работает, а значит, задача выполнена
Современные литейные технологии
Современное литейное производство — сложный технологический метод, при нем заготовки металлических деталей получают с помощью заливания расплавленного металлического сплава в специально подготовленную литейную форму; внутри нее находится полость необходимой конфигурации. После затвердения полученную заготовку извлекают и обрабатывают до нужного состояния. Современная литейная промышленность ставит перед специалистами задачу, при которой получаются максимально соответствующие форме заготовки, требующие минимальных затрат для их доработки. Далее приведено описание самых известных видов литья в современной промышленности.
Литьё в песчаные формы
Это самый малозатратный, при этом весьма грубый метод литья. Благодаря своей дешевизне, способ является наиболее массовым.
Сначала изготавливается литейная модель. Ранее использовали для этих целей дерево, но сегодня гораздо проще выполнить модель с помощью современного 3D-принтера из недорогих полимерных материалов.
Изготовление песчаных форм
Подготовленная модель устанавливается на своеобразной подмодельной плите, сверху на модель надевается ящик без дна (опока). Промежуток между моделью и ближайшими стенками опоки забивается песком или заранее заготовленной смесью песка со специальным связующего.
Для сложных вещей используют две полуформы (2 опоки), плоскость их соприкосновения — это место разъема. Модель извлекают, полученные полуформы соединяют и затем производят отливку. Для заливки металла непосредственно в песко-формовочной смеси делают литники – специальные отверстия.
По окончании застывания заготовку извлекают, удаляют облой, литники и обрабатывают поверхность до стандартного качества.
В настоящее время литьё в разовые песчаные формы позволило применять вакуумируемые формы, приготовленные из сухого специального песка без применения связующего.
Отливка сплава
После того как внутри печи или камеры произошло нагревание, расплавление и трансформация сырья в стальной сплав, его необходимо отлить в формы. Это происходит благодаря так называемой литниковой системе. Она является совокупностью каналов и резервуаров для подвода металла к форме для отливки.
Существуют различные типы форм для отливки стали, самые распространённые из них:
 Особенности технологии производства фасонных отливок из алюминиевых сплавов
Особенности технологии производства фасонных отливок из алюминиевых сплавов
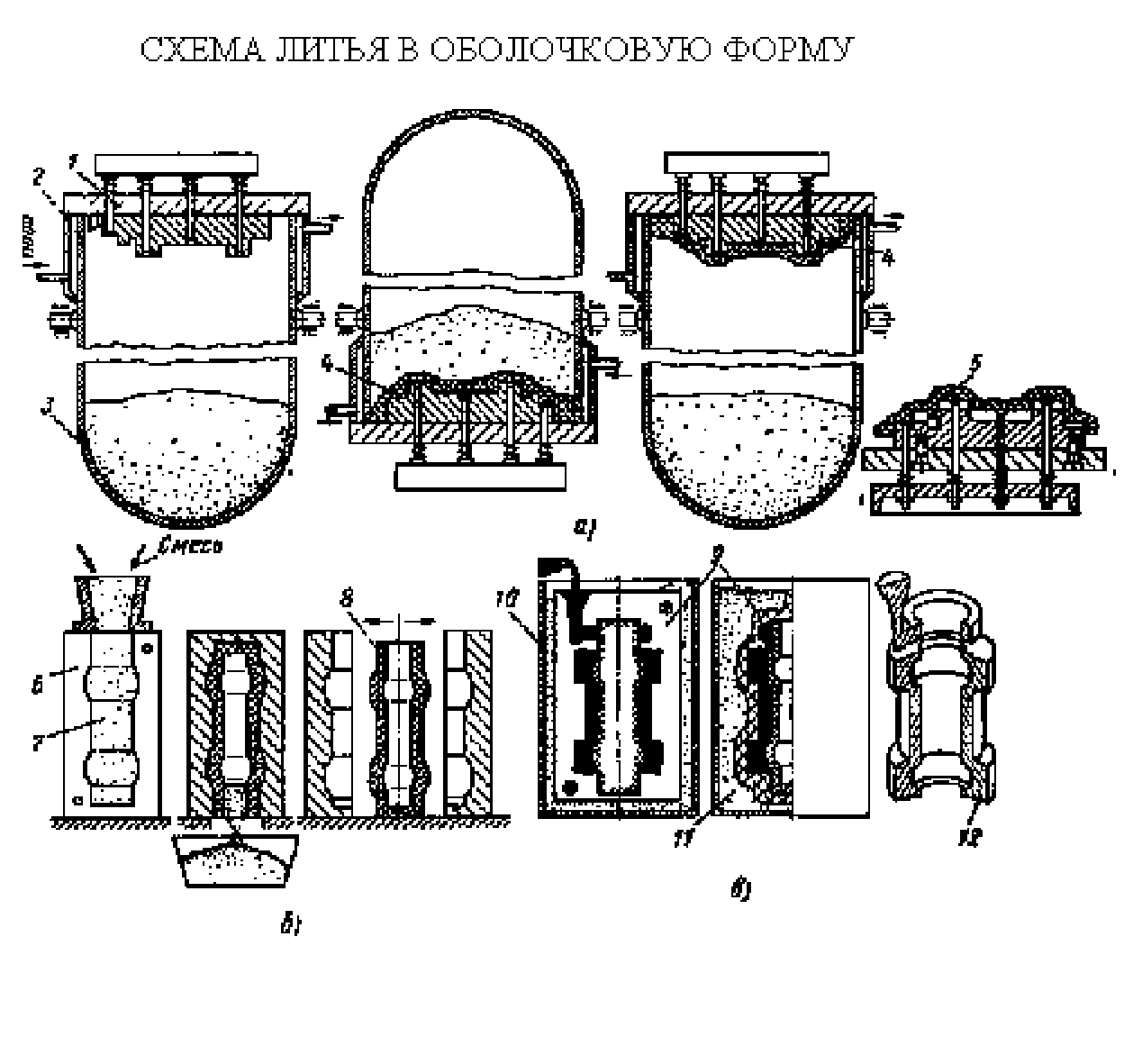
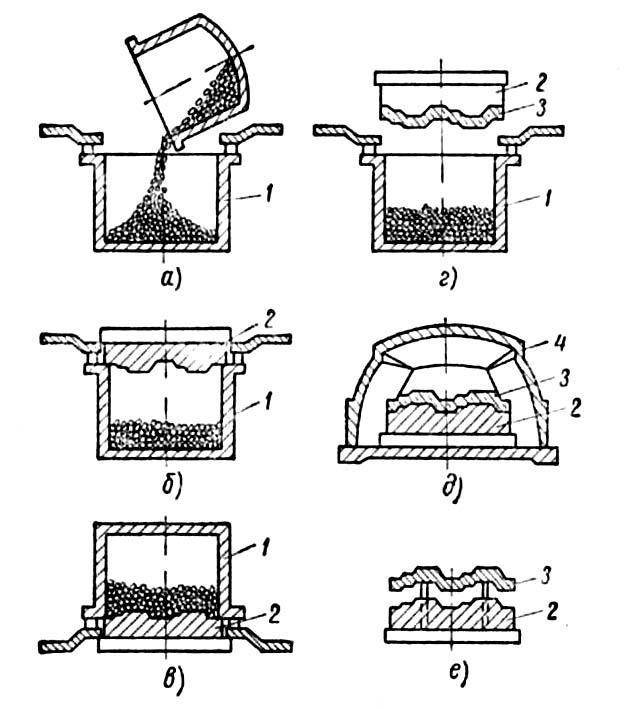
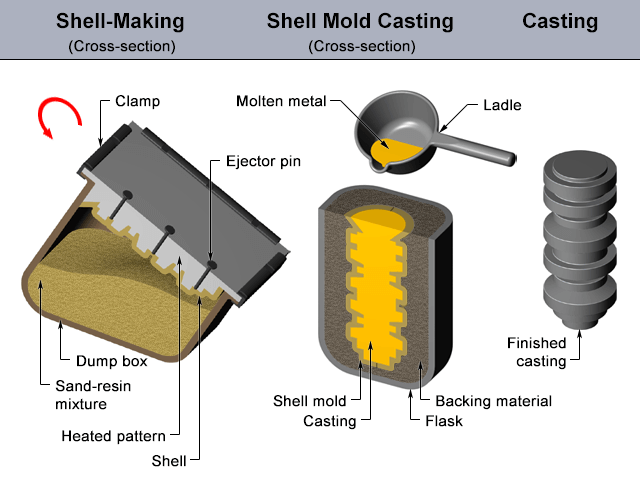
- песчаные формы для отливки – одноразовые, изготавливаются из смеси кварцевого песка, огнеупорной глины и каменноугольной пыли с опилками;
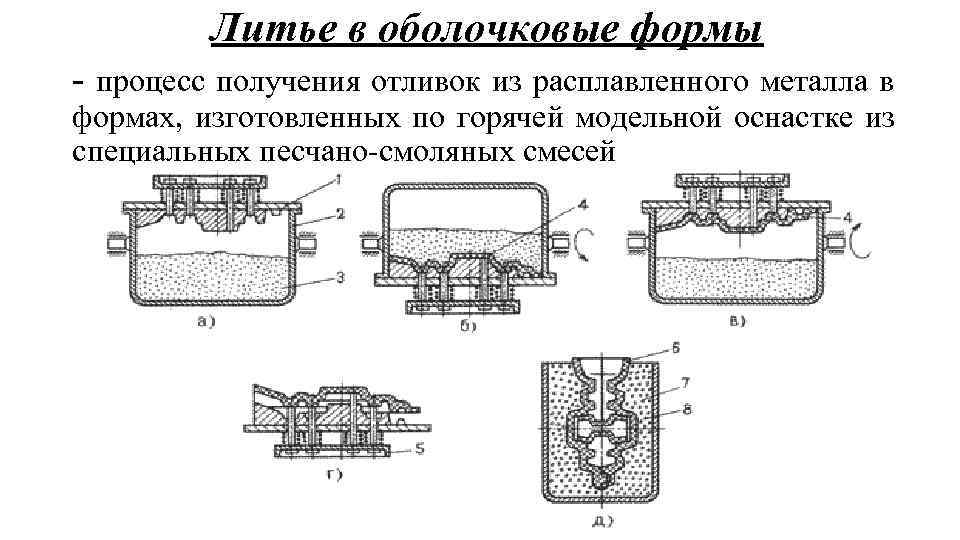
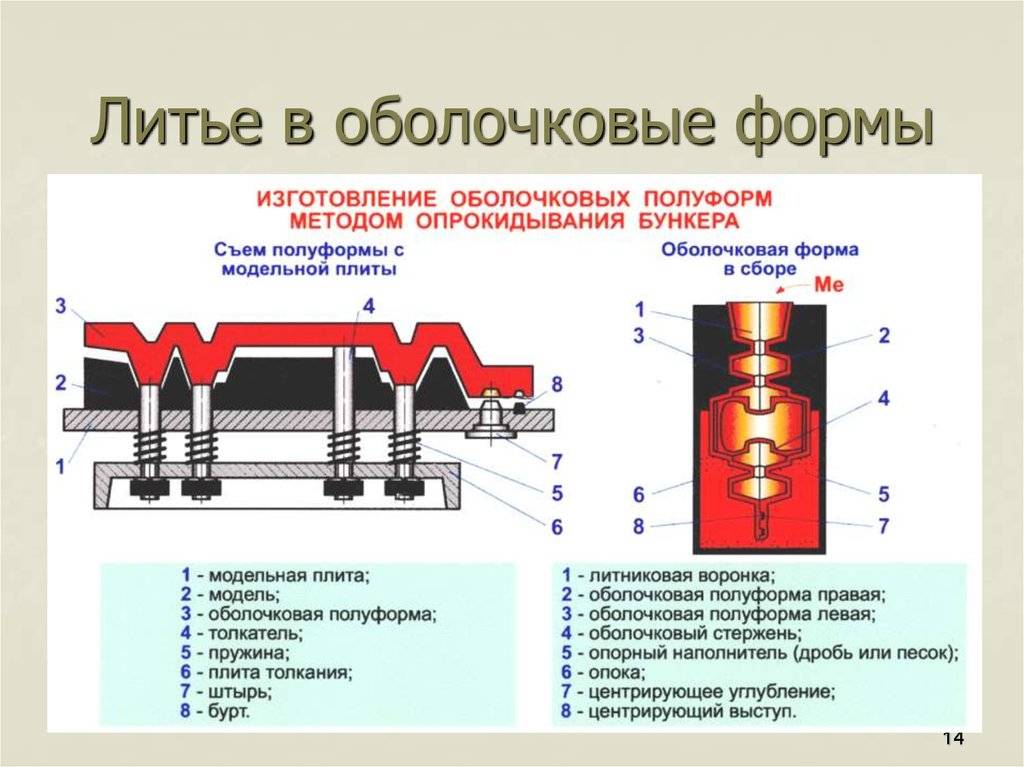
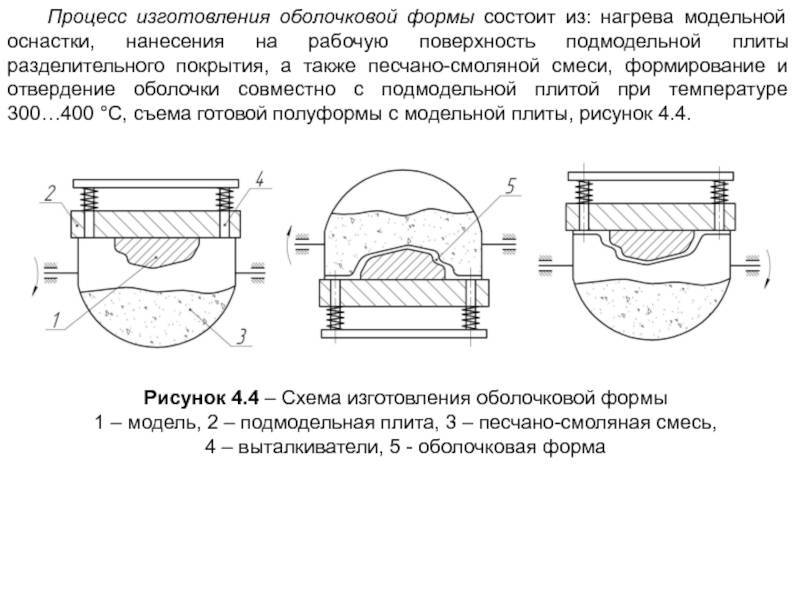
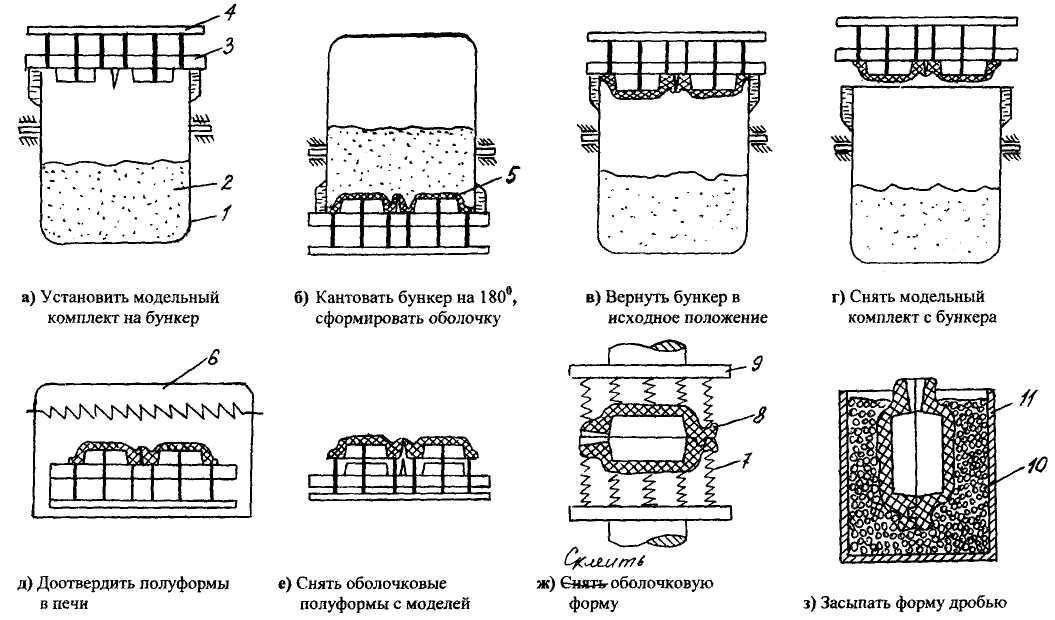
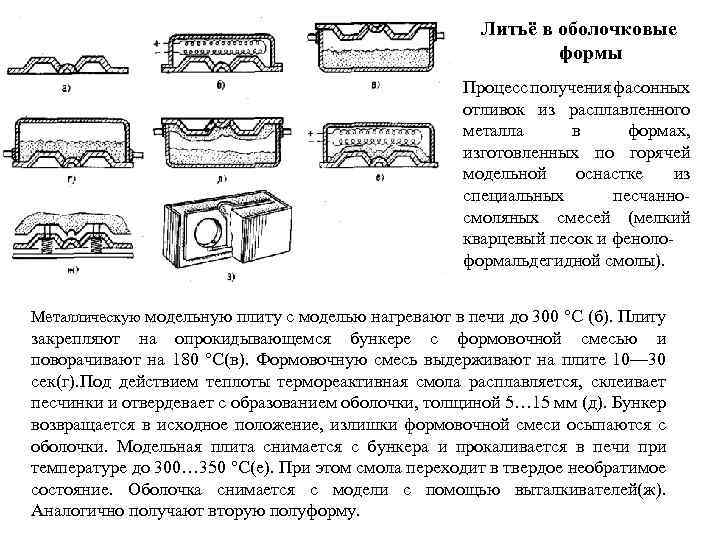
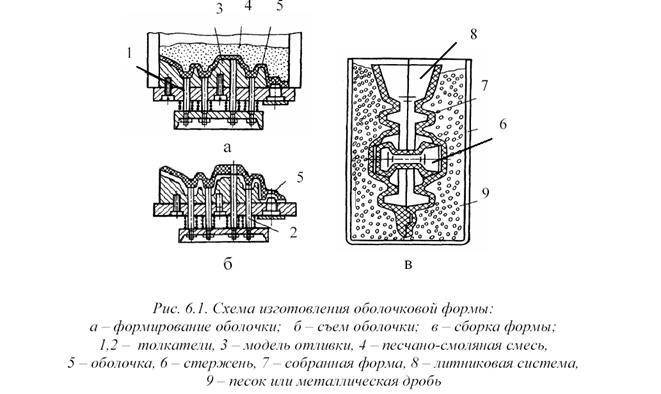
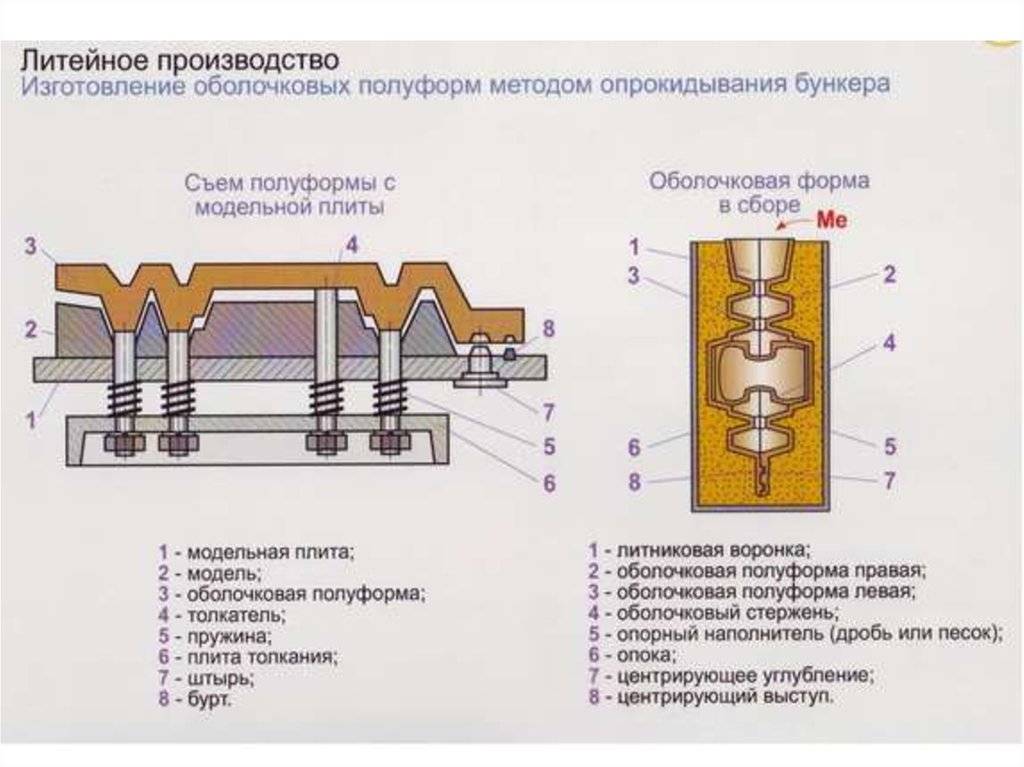
- оболочковые формы для отливки – обеспечивают герметическую точность, автоматизируют производство отливки, слитки получаются менее шероховатыми;
- выплавляемые формы для отливки – применяются для изготовления деталей высокой точности и любой сложности.
Каждый из видов форм для отливки обладает и достоинствами, и рядом недостатков, поэтому выбор в пользу того или иного способа осуществляется с учётом специфики производства конкретного изделия. Так, песчаные формы – это дёшево, но некачественно, в то время как литье стали с использованием выплавляемых моделей гарантирует высокую точность, но далеко не всегда оправдывает высокую себестоимость.
Был разработан самый экономичный способ отливки стальных слитков, получивший название «непрерывный» – получившийся сплав из ковша поступает в промежуточную форму для отливки, а оттуда – в медный кристаллизатор, где он начинает медленно затвердевать. На выходе слиток захватывается специальными тянущими роликами и дополнительно охлаждается водой. Скорость вытягивания стали из кристаллизатора составляет около 1 м/мин, после чего получившийся профиль режется на куски нужных размеров при помощи ацетиленокислородного лезвия.
 Машина для литья отливок
Машина для литья отливок
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы. Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей: 1. Собственно форма, как правило, включающая в свой состав две части. 2. Плавкие или неплавкие стержни, направляющие и замки. Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.
Назначение литого бетона, его преимущества и недостатки
Использование литого бетона в качестве самовыравнивающейся смеси
Бетон литой – это строительный материал, относящийся к категории гидротехнических. Основным его отличием от обычного является применение в качестве наполнителя мелкофракционного песка и использование пластификаторов, что придает смесям прекрасную текучесть и эластичность.
- Основным связующим веществом является цемент. В качестве добавок используются различные пластификаторы и модификаторы, благодаря которым, готовый бетон имеет низкую усадку, легко растекается по поверхности и не расслаивается.
- Добавки также позволяют дольше удерживать в составе влагу, благодаря чему корректировка поверхности может выполняться в течение большего времени.
- На многих ресурсах можно увидеть информацию о том, что литой бетон не нуждается в виброуплотнении. Отчасти может так и есть, но не совсем. Дело в том, что пузырьки воздуха интенсивно образуются внутри смеси при ее перемешивании, поэтому вибрация при изготовлении фигур разной сложности, либо прокатывание игольчатым валиком в случае наливного пола просто необходимы.
- Итоговая поверхность литого бетона намного лучше переносит воздействие влаги (она хуже проникает в его структуру), благодаря чему перепады температур материал переносит прекрасно.
- Применяется литой бетон не только для изготовления финишных покрытий полов. Этот материал очень облюбовали дизайнеры всех мастей для создания декоративных фигур разных габаритов и сложности. Вот небольшая фото галерея, показывающая такие творения.
Как видите, дизайнерская фантазия не знает границ. Бетон применяется практически везде, благодаря своей универсальности.





